Aluminio A380 vs. A356: Selección de la Aleación Adecuada para Resistencia y Fluidez
El aluminio A380 y A356 representan dos de las aleaciones de fundición a presión más ampliamente especificadas en la fabricación europea, sin embargo, la selección entre ellas requiere comprender las compensaciones críticas entre las características de resistencia y las propiedades de flujo. Esta decisión impacta todo, desde el rendimiento de la pieza hasta los costos de producción, por lo que es esencial que los ingenieros comprendan las diferencias matizadas entre estas aleaciones.
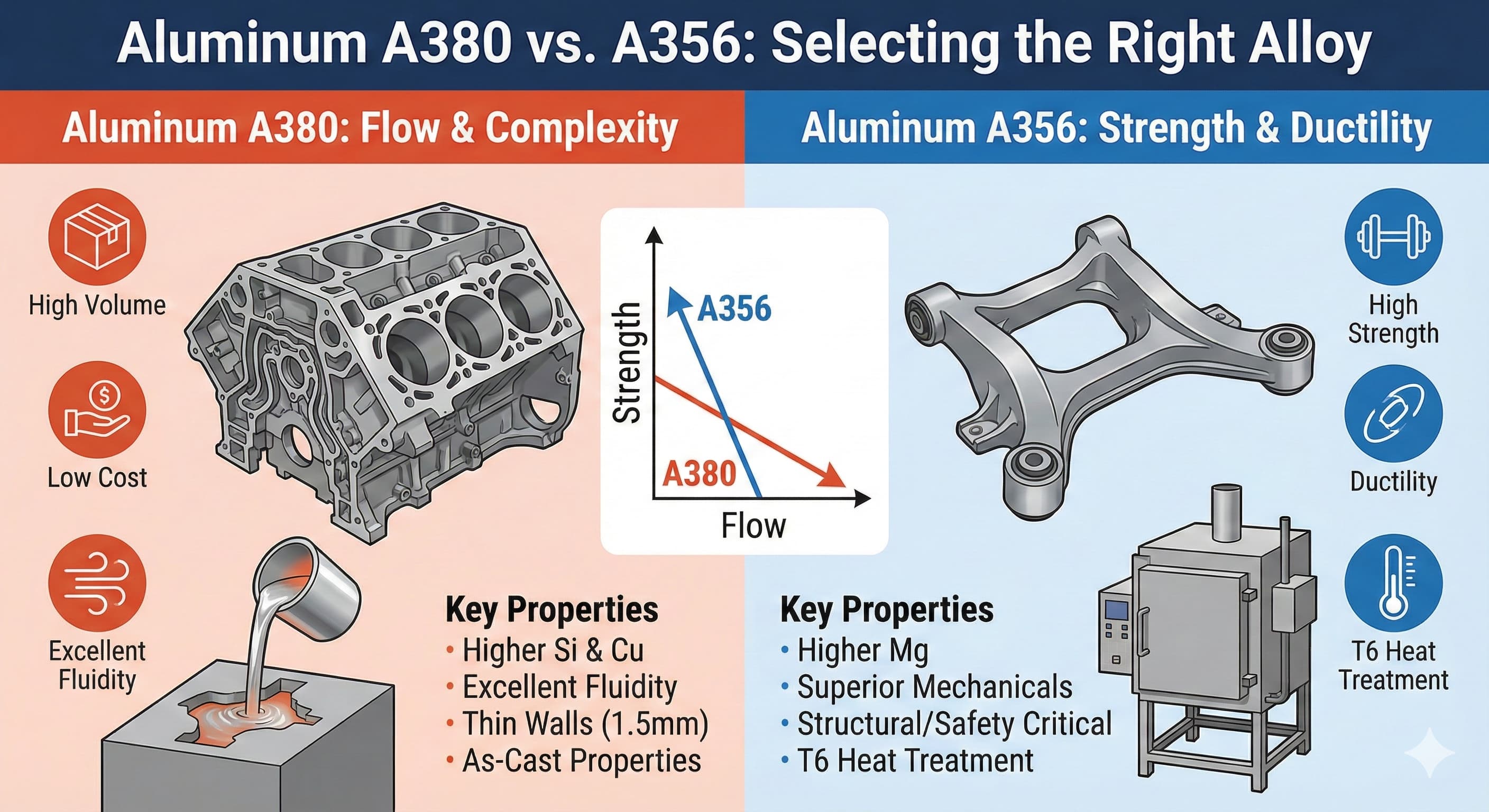
Ambas aleaciones cumplen funciones distintas en el ecosistema de fundición de aluminio, con el A380 dominando las aplicaciones de alto volumen que requieren una excelente fluidez, mientras que el A356 sobresale donde las propiedades mecánicas superiores justifican sus mayores costos de material y procesamiento.
Puntos Clave
- A380 ofrece características de flujo superiores y costos más bajos, lo que lo hace ideal para geometrías complejas de paredes delgadas
- A356 proporciona una resistencia y ductilidad significativamente mayores, adecuado para aplicaciones estructurales y de seguridad crítica
- La selección del proceso de fundición (fundición a presión vs. fundición en arena) influye en gran medida en el rendimiento y las consideraciones de costo de la aleación
- Las opciones de tratamiento térmico posterior a la fundición varían drásticamente entre las aleaciones, lo que afecta las propiedades mecánicas finales
Composición Química y Propiedades Fundamentales
Las diferencias en la composición química entre A380 y A356 impulsan sus distintas características de rendimiento. A380 contiene un mayor contenido de silicio (7.5-9.5%) en comparación con A356 (6.5-7.5%), junto con significativamente más cobre (3.0-4.0% vs. 0.25% máximo). Esta composición le da a A380 una excelente fluidez durante la fundición, pero limita sus propiedades mecánicas.
A356, por el contrario, incorpora magnesio (0.25-0.45%) como su principal elemento de fortalecimiento, manteniendo un menor contenido de cobre. Esta composición permite respuestas de tratamiento térmico que A380 no puede lograr, lo que resulta en resistencias a la tracción y al límite elástico superiores.
| Elemento | A380 (wt%) | A356 (wt%) | Impacto en las propiedades |
|---|---|---|---|
| Silicio (Si) | 7.5-9.5 | 6.5-7.5 | Un Si más alto mejora la fluidez, reduce la contracción |
| Cobre (Cu) | 3.0-4.0 | 0.25 max | El Cu aumenta la resistencia pero reduce la ductilidad |
| Magnesio (Mg) | 0.10 max | 0.25-0.45 | El Mg permite el endurecimiento por precipitación |
| Hierro (Fe) | 1.3 max | 0.20 max | Un mayor contenido de Fe reduce la ductilidad |
| Zinc (Zn) | 3.0 max | 0.10 max | El Zn afecta la resistencia a la corrosión |
El contenido de silicio influye directamente en las características de fundición, con el mayor silicio de A380 proporcionando propiedades de flujo excepcionales y una reducción de la contracción durante la solidificación. Sin embargo, esta misma composición crea fases intermetálicas frágiles que limitan la ductilidad y la resistencia al impacto.
Comparación de Propiedades Mecánicas
Las diferencias en las propiedades mecánicas entre estas aleaciones son sustanciales e impulsan la selección de la aplicación. A380 en la condición de fundido típicamente alcanza resistencias a la tracción de 320-330 MPa con límites elásticos alrededor de 160 MPa. A356, particularmente en la condición de tratamiento térmico T6, puede alcanzar resistencias a la tracción superiores a 280 MPa con límites elásticos de 205 MPa, al tiempo que ofrece valores de elongación significativamente mayores.
| Propiedad | A380 (Como fundido) | A356 (T6) | A356 (Como fundido) |
|---|---|---|---|
| Resistencia a la tracción (MPa) | 320-330 | 280-310 | 220-260 |
| Límite elástico (MPa) | 160 | 205-240 | 140-180 |
| Alargamiento (%) | 2.5-3.5 | 8-12 | 3-5 |
| Dureza (HB) | 80-85 | 70-90 | 60-70 |
| Resistencia a la fatiga (MPa) | 110-130 | 140-160 | 100-120 |
La diferencia de elongación es particularmente significativa para aplicaciones que experimentan cargas dinámicas o condiciones de impacto. La elongación de 8-12% de A356 en condición T6 versus el 2.5-3.5% de A380 representa la diferencia entre un modo de falla dúctil y características de fractura frágil.
El rendimiento a la fatiga muestra tendencias similares, con A356-T6 ofreciendo una resistencia a la fatiga superior debido a su microestructura refinada y la ausencia de intermetálicos ricos en cobre que actúan como sitios de inicio de grietas.
Características de Flujo y Rendimiento de Fundición
Las características de flujo representan una de las principales ventajas de A380 sobre A356. El mayor contenido de silicio y la adición de cobre crean un rango de solidificación más largo, proporcionando excelentes capacidades de llenado de matrices en geometrías complejas. Esto se traduce en una fundición exitosa de paredes delgadas (hasta 1.5 mm en condiciones óptimas) y características intrincadas que serían desafiantes con A356.
La fluidez superior de A380 permite la implementación adecuada del ángulo de desmoldeo en moldes complejos manteniendo la precisión dimensional. Las características de fundición de la aleación admiten ciclos de producción de alta velocidad típicos en aplicaciones automotrices y de electrónica de consumo.
A356, si bien ofrece propiedades de flujo adecuadas, requiere una atención más cuidadosa al diseño de la compuerta, el tamaño del canal y el control de la temperatura. La tendencia de la aleación al desgarro en caliente en secciones delgadas requiere un diseño conservador del grosor de la pared (típicamente 2.5 mm mínimo para una producción confiable).
| Parámetro de fundición | A380 | A356 | Implicaciones de ingeniería |
|---|---|---|---|
| Espesor mínimo de pared | 1.5 mm | 2.5 mm | A380 permite diseños más ligeros y complejos |
| Rango de solidificación | 90-120°C | 60-90°C | Un rango más amplio mejora el llenado del molde |
| Tendencia al desgarro en caliente | Bajo | Moderado | A380 más indulgente en el diseño |
| Capacidad de llenado del molde | Excelente | Bueno | Las geometrías complejas favorecen A380 |
| Sensibilidad a la porosidad | Bajo | Moderado | A380 más tolerante a la variación del proceso |
Las capacidades de longitud de flujo difieren significativamente, con A380 logrando longitudes de flujo de más de 200 veces el grosor de la pared en condiciones optimizadas, mientras que A356 típicamente alcanza de 150 a 180 veces el grosor de la pared. Esta diferencia se vuelve crítica en fundiciones grandes y complejas donde el metal debe viajar distancias significativas a través de secciones delgadas.
Respuesta al Tratamiento Térmico y Consideraciones Microestructurales
La respuesta al tratamiento térmico representa un diferenciador fundamental entre estas aleaciones. A380 ofrece opciones de tratamiento térmico limitadas, típicamente permaneciendo en la condición de fundido o recibiendo tratamientos de alivio de tensión. El alto contenido de cobre impide un tratamiento térmico de solución eficaz debido a la fusión incipiente de las fases ricas en cobre.
A356 responde excelentemente al tratamiento térmico T6 (tratamiento de solución a 540°C, enfriamiento y envejecimiento a 150-160°C durante 2-8 horas). Este proceso disuelve el magnesio y el silicio en solución sólida, luego precipita fases de fortalecimiento durante el envejecimiento, mejorando drásticamente las propiedades mecánicas.
Para obtener resultados de alta precisión, Solicite una cotización gratuita y obtenga precios en 24 horas de Microns Hub.
Las diferencias microestructurales se extienden más allá de la respuesta al tratamiento térmico. La estructura de fundido de A380 contiene partículas de silicio gruesas e intermetálicos de cobre-aluminio que proporcionan resistencia pero limitan la ductilidad. La microestructura de A356, particularmente después del tratamiento T6, presenta precipitados finos y uniformemente distribuidos que mejoran tanto la resistencia como la tenacidad.
| Tratamiento térmico | Respuesta A380 | Respuesta A356 | Cambio de propiedad |
|---|---|---|---|
| Como fundido | Condición estándar | Propiedades de referencia | - |
| T4 (Solución + Envejecimiento natural) | No aplicable | Mejora moderada | +15% de resistencia |
| T6 (Solución + Envejecimiento artificial) | No aplicable | Máxima resistencia | +25-35% de resistencia |
| Alivio de tensión | Estabilidad dimensional | Estabilidad dimensional | Cambio mínimo de propiedad |
Análisis de Costos y Consideraciones Económicas
Las diferencias de costo entre A380 y A356 se extienden más allá de los precios de las materias primas para abarcar las consideraciones de procesamiento, herramientas y post-procesamiento. A380 típicamente cuesta entre €2,200 y €2,400 por tonelada métrica, mientras que A356 oscila entre €2,600 y €2,900 por tonelada métrica, lo que representa una prima del 15-20% para la aleación de mayor rendimiento.
Los costos de procesamiento favorecen a A380 debido a sus características de fundición superiores. Las velocidades de producción más altas, las tasas de chatarra reducidas y los requisitos de herramientas simplificados a menudo compensan la pequeña ventaja de costo de material que A356 podría tener en algunos mercados. Las excelentes propiedades de flujo de A380 permiten paredes más delgadas y geometrías más complejas, lo que podría reducir el peso total de la pieza y el uso de material.
Sin embargo, los requisitos de tratamiento térmico de A356 agregan pasos de procesamiento y costos de energía. El tratamiento térmico T6 típicamente agrega entre €150 y €250 por tonelada métrica en costos de procesamiento, dependiendo de la eficiencia del horno y los precios locales de la energía. Esto debe sopesarse con los beneficios de rendimiento logrados.
| Componente de costo | A380 | A356 | Diferencia |
|---|---|---|---|
| Materia prima (€/tonelada) | 2,200-2,400 | 2,600-2,900 | +15-20% |
| Tratamiento térmico (€/tonelada) | 0-50 | 150-250 | +300-400% |
| Costos de mecanizado | Más alto (material más duro) | Más bajo (más dúctil) | -10-15% |
| Tasa de chatarra (%) | 3-5 | 5-8 | +40-60% |
| Tasa de producción | Más alto | Más bajo | -15-25% |
Al realizar pedidos a Microns Hub, se beneficia de las relaciones directas con los fabricantes que garantizan un control de calidad superior y precios competitivos en comparación con las plataformas de mercado. Nuestra experiencia técnica y enfoque de servicio personalizado significa que cada proyecto recibe la atención al detalle que merece, particularmente importante al equilibrar los requisitos de costo y rendimiento.
Criterios de Selección Específicos de la Aplicación
Los requisitos de la aplicación en última instancia impulsan la selección de la aleación, y cada material sobresale en casos de uso específicos. A380 domina las aplicaciones automotrices que requieren geometrías complejas, como carcasas de transmisión, soportes de motor y carcasas de unidades de control electrónico. Las excelentes propiedades de flujo de la aleación permiten la integración de jefes de montaje, aletas de enfriamiento y pasajes internos intrincados en una sola fundición.
A356 encuentra preferencia en aplicaciones estructurales donde las propiedades mecánicas tienen prioridad sobre la complejidad de la fundición. Los componentes de suspensión automotriz, los accesorios de aeronaves y los artículos deportivos de alto rendimiento aprovechan la relación resistencia-peso superior y la resistencia a la fatiga de A356.
Las aplicaciones electrónicas presentan compensaciones interesantes. La excelente conductividad térmica de A380 (96 W/m·K vs 151 W/m·K para A356) lo hace atractivo para disipadores de calor y carcasas electrónicas donde la gestión térmica es crítica. Sin embargo, la menor conductividad eléctrica de A356 puede ser preferible en aplicaciones que requieren blindaje electromagnético.
La integración con servicios de moldeo por inyección a menudo influye en la selección del material para componentes híbridos donde las fundiciones de aluminio interactúan con insertos de polímero u operaciones de sobremoldeo.
Compatibilidad del Proceso de Fabricación
La fundición a presión representa el principal proceso de fabricación para ambas aleaciones, pero su compatibilidad con otros procesos varía significativamente. A380 sobresale en las operaciones de fundición a presión de alta presión (HPDC), donde sus características de flujo superiores permiten tiempos de ciclo rápidos y una calidad de pieza consistente. La resistencia de la aleación a la soldadura (adherencia a las superficies de la matriz) extiende la vida útil de la herramienta y reduce los requisitos de mantenimiento.
A356 muestra una compatibilidad de proceso más amplia, funcionando bien en fundición en arena, fundición en molde permanente y procesos de formación semisólida. Esta versatilidad hace que A356 sea atractivo para aplicaciones de bajo volumen o creación de prototipos donde los costos de herramientas de fundición a presión no se pueden justificar.
El mecanizado posterior a la fundición las características difieren notablemente entre las aleaciones. La mayor dureza y el contenido de cobre de A380 crean condiciones de mecanizado más desafiantes, que requieren herramientas de carburo y una cuidadosa evacuación de virutas. A356, particularmente en condición T6, se mecaniza más fácilmente con herramientas convencionales y genera mejores acabados superficiales.
| Proceso | Idoneidad A380 | Idoneidad A356 | Consideraciones clave |
|---|---|---|---|
| Fundición a presión a alta presión | Excelente | Bueno | La ventaja de flujo de A380 es crítica |
| Fundición a presión a baja presión | Bueno | Excelente | Se favorecen las propiedades mecánicas de A356 |
| Fundición en arena | Regular | Excelente | A356 estándar para fundición en arena |
| Molde permanente | Bueno | Excelente | Ambas aleaciones son adecuadas |
| Mecanizado CNC | Desafiante | Bueno | A356 más mecanizable |
La compatibilidad del acabado superficial también varía. A380 anodiza razonablemente bien, pero puede mostrar ligeras variaciones de color debido al contenido de cobre. A356 proporciona una excelente respuesta de anodizado con un desarrollo de color uniforme. El recubrimiento en polvo y la pintura funcionan de manera similar en ambas aleaciones después de una preparación adecuada de la superficie.
Consideraciones de Control de Calidad y Pruebas
Los requisitos de control de calidad difieren entre las aplicaciones A380 y A356, impulsados por sus casos de uso típicos y expectativas de rendimiento. Las piezas A380 a menudo se someten a inspección dimensional y pruebas mecánicas básicas, con énfasis en la integridad de la fundición y la calidad de la superficie. Las pruebas no destructivas típicamente incluyen inspección visual y verificación dimensional.
Los componentes A356, particularmente aquellos en aplicaciones estructurales, requieren protocolos de prueba más completos. Las pruebas de tracción, la verificación de la dureza y la validación del tratamiento térmico se convierten en requisitos estándar. El proceso de tratamiento térmico T6 requiere el monitoreo de la temperatura y la verificación metalúrgica para garantizar el endurecimiento por precipitación adecuado.
La implementación del control estadístico de procesos (SPC) varía entre las aleaciones. Las características de flujo consistentes de A380 permiten un control dimensional estricto con el monitoreo estándar del proceso. Los requisitos de tratamiento térmico de A356 introducen variables adicionales que requieren el monitoreo de la carta de control de la temperatura de la solución, la velocidad de enfriamiento y los parámetros de envejecimiento.
La integración con nuestros servicios de fabricación incluye documentación de calidad integral que cumple con los requisitos de ISO 9001, con certificaciones de materiales y verificación de propiedades mecánicas como entregables estándar.
Factores Ambientales y de Sostenibilidad
Las consideraciones ambientales influyen cada vez más en las decisiones de selección de materiales. Tanto A380 como A356 ofrecen una excelente reciclabilidad, con las ventajas inherentes de sostenibilidad del aluminio. Sin embargo, sus huellas energéticas difieren debido a los requisitos de procesamiento.
La ruta de procesamiento más simple de A380 (tratamiento térmico mínimo) resulta en un menor consumo de energía por kilogramo producido. El tratamiento térmico T6 de A356 agrega importantes requisitos de energía, particularmente durante el tratamiento térmico de la solución a 540°C. Esta penalización energética debe equilibrarse con los beneficios de rendimiento logrados.
La compatibilidad del contenido reciclado varía entre las aleaciones. La mayor tolerancia de A380 a los elementos traza lo hace más compatible con los flujos de aluminio reciclado, mientras que los requisitos de composición más estrictos de A356 pueden requerir el uso de aluminio primario para aplicaciones críticas.
Tendencias Futuras y Direcciones de Desarrollo
El desarrollo de aleaciones continúa evolucionando para satisfacer los requisitos cambiantes de la industria. Las composiciones A380 modificadas con contenido de cobre reducido tienen como objetivo mejorar la ductilidad manteniendo excelentes características de fundición. Estos desarrollos apuntan a iniciativas automotrices de aligeramiento que requieren una mejor resistencia al choque.
El desarrollo de A356 se centra en respuestas mejoradas al tratamiento térmico y una mejor estabilidad térmica. Los tratamientos de envejecimiento avanzados y las composiciones modificadas buscan extender las ya impresionantes ventajas de propiedades mecánicas de la aleación.
La compatibilidad con la fabricación aditiva representa una consideración emergente. Si bien ninguna de las aleaciones ve actualmente un uso generalizado en la impresión 3D de aluminio, la investigación continúa sobre las variantes de metalurgia de polvos que podrían extender sus rangos de aplicación.
Preguntas Frecuentes
¿Qué aleación proporciona una mejor resistencia a la corrosión, A380 o A356?
A356 generalmente ofrece una resistencia a la corrosión superior debido a su menor contenido de cobre. El cobre en A380 puede crear pares galvánicos que aceleran la corrosión en ambientes marinos o industriales. Sin embargo, ambas aleaciones se benefician de recubrimientos protectores en ambientes agresivos.
¿Se puede tratar térmicamente A380 para lograr propiedades similares a A356?
No, A380 no se puede tratar térmicamente de manera efectiva debido a su alto contenido de cobre, lo que provoca una fusión incipiente durante el tratamiento térmico de la solución. La aleación se usa típicamente en la condición de fundido o solo con tratamientos de alivio de tensión.
¿Qué grosor de pared mínimo debo diseñar para cada aleación?
A380 puede lograr de manera confiable grosores de pared de hasta 1.5 mm en condiciones óptimas de fundición, mientras que A356 típicamente requiere paredes mínimas de 2.5 mm para evitar el desgarro en caliente y garantizar propiedades mecánicas consistentes.
¿Cómo se comparan los costos de mecanizado entre A380 y A356?
A356 generalmente se mecaniza más fácil y económicamente que A380. El mayor contenido de cobre y la dureza de A380 requieren herramientas de carburo y resultan en mayores tasas de desgaste de la herramienta, lo que aumenta los costos de mecanizado en un 10-15% típicamente.
¿Qué aleación es mejor para carcasas electrónicas de paredes delgadas?
A380 es típicamente preferido para carcasas electrónicas de paredes delgadas debido a sus características de flujo superiores que permiten geometrías complejas y paredes delgadas. Su buena conductividad térmica también ayuda con la disipación de calor en aplicaciones electrónicas.
¿Cuáles son los plazos de entrega típicos para las piezas en cada aleación?
Los plazos de entrega son generalmente similares para ambas aleaciones en aplicaciones de fundición a presión. Sin embargo, las piezas A356 que requieren tratamiento térmico T6 pueden agregar de 1 a 3 días al tiempo de procesamiento, dependiendo del tamaño del lote y la programación del horno.
¿Cómo se comparan las tasas de reciclaje entre A380 y A356?
Ambas aleaciones son altamente reciclables, pero la mayor tolerancia de A380 a los elementos traza lo hace ligeramente más compatible con los flujos mixtos de chatarra de aluminio. Los requisitos de composición más estrictos de A356 pueden requerir una segregación de chatarra más cuidadosa para aplicaciones críticas.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece