Diseño de ángulos de desmoldeo para fundiciones de metal: Una guía práctica para ingenieros
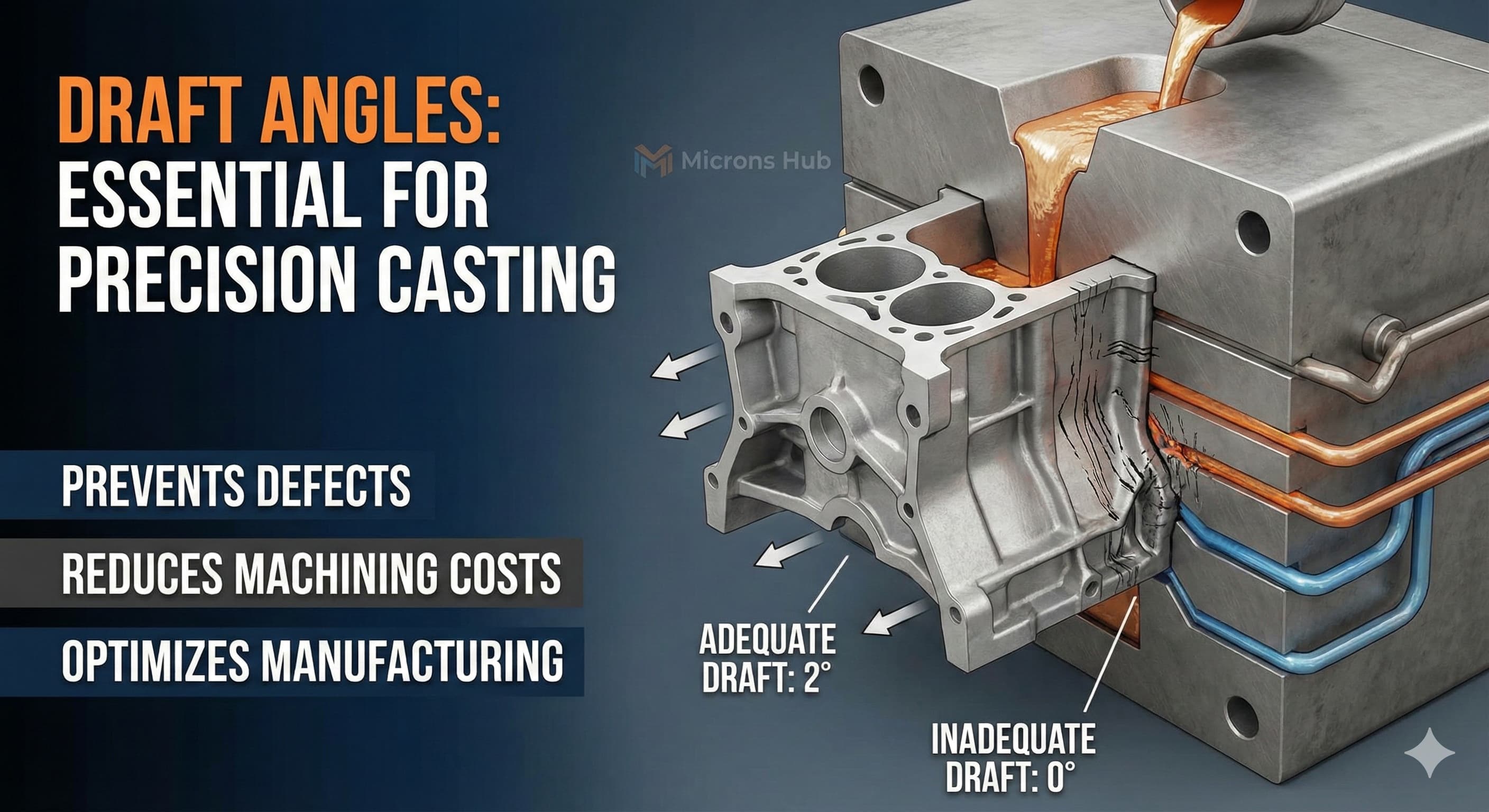
Los ángulos de desmoldeo a menudo se pasan por alto durante la fase de diseño, sin embargo, las especificaciones de desmoldeo inadecuadas causan hasta el 40% de los defectos de fundición en componentes metálicos de precisión. La diferencia entre una pieza que se libera limpiamente del molde y una que requiere costosas operaciones secundarias radica en la comprensión de la compleja relación entre las propiedades del material, la geometría y las limitaciones de fabricación.
Puntos clave
- Los ángulos de desmoldeo suelen oscilar entre 0,5° y 3° según el proceso de fundición, y la fundición a presión requiere ángulos mínimos (0,5-1°) mientras que la fundición en arena necesita 1-3°
- Las características internas requieren ángulos de desmoldeo entre un 25 y un 50% más pronunciados que las superficies externas debido a las fuerzas de contracción durante el enfriamiento
- El diseño adecuado del ángulo de desmoldeo puede reducir los costes de mecanizado entre un 30 y un 60% al eliminar las operaciones secundarias en superficies no críticas
- La selección del material afecta directamente a los requisitos de desmoldeo, y las aleaciones de aluminio permiten ángulos más ajustados que las fundiciones de acero o hierro
Comprensión de los fundamentos del ángulo de desmoldeo
Los ángulos de desmoldeo sirven como mecanismo principal para la expulsión exitosa de piezas de los moldes de fundición. Sin un desmoldeo adecuado, el metal de enfriamiento se contrae sobre las superficies del molde, creando una interferencia que impide la separación limpia. Este comportamiento fundamental de contracción varía significativamente entre los diferentes sistemas de aleación y requiere un cálculo preciso para obtener resultados óptimos.
La física detrás de los requisitos de desmoldeo se centra en los coeficientes de contracción térmica. Las aleaciones de aluminio como A356-T6 exhiben tasas de contracción lineal de aproximadamente 1.3%, mientras que el hierro dúctil (ASTM A536) se contrae al 1.0%. Estas diferencias se traducen directamente en diferentes requisitos de ángulo de desmoldeo, y las fundiciones de aluminio a menudo acomodan ángulos más pronunciados debido a las menores fuerzas de contracción.
Las tolerancias de fabricación juegan un papel fundamental en la especificación del ángulo de desmoldeo. La práctica estándar sigue las tolerancias ISO 2768-m para fundiciones de precisión media, que normalmente permiten una variación de ±0.5° en los ángulos de desmoldeo. Sin embargo, las aplicaciones de alta precisión pueden requerir un control más estricto a ±0.2°, lo que requiere herramientas más sofisticadas y medidas de control de procesos.
Requisitos de ángulo de desmoldeo específicos del proceso
La fundición a presión representa la aplicación más exigente para la optimización del ángulo de desmoldeo. El proceso de inyección a alta presión y los rápidos ciclos de enfriamiento crean desafíos únicos que requieren consideraciones de diseño específicas. Los ángulos de desmoldeo típicos para la fundición a presión varían de 0.5° a 1.5°, con el extremo inferior reservado para superficies externas y geometrías simples.
Los procesos de fundición en arena permiten ángulos de desmoldeo más generosos debido a la naturaleza indulgente de los moldes de arena. Las superficies externas normalmente requieren un desmoldeo de 1° a 2°, mientras que las características internas necesitan de 1.5° a 3°. La resistencia a la compresión de la mezcla de arena influye directamente en estos requisitos, y los moldes de mayor resistencia permiten ángulos de desmoldeo reducidos.
La fundición a la cera perdida ofrece las tolerancias más estrictas, pero requiere una cuidadosa consideración del desmoldeo para la eliminación del patrón de cera. Los ángulos de desmoldeo de 0.25° a 1° son comunes, y el proceso de revestimiento cerámico permite una producción casi neta. Esta precisión tiene un costo adicional del 20-40% en comparación con los métodos convencionales de fundición en arena.
| Proceso de fundición | Ángulo de salida externo (°) | Ángulo de salida interno (°) | Tolerancia típica (±°) | Costo relativo |
|---|---|---|---|---|
| Fundición a presión | 0.5-1.5 | 0.75-2.0 | 0.2 | Alto |
| Fundición en arena | 1.0-2.0 | 1.5-3.0 | 0.5 | Bajo |
| Fundición a la cera perdida | 0.25-1.0 | 0.5-1.5 | 0.2 | Muy alto |
| Molde permanente | 0.75-1.5 | 1.0-2.5 | 0.3 | Medio |
Consideraciones de desmoldeo específicas del material
Las aleaciones de aluminio dominan las aplicaciones de fundición de precisión debido a sus características de contracción favorables y su excelente maquinabilidad. A356-T6, la aleación de fundición aeroespacial más común, permite ángulos de desmoldeo tan bajos como 0.5° para geometrías simples. El tratamiento térmico T6 proporciona estabilidad dimensional que mantiene la integridad del ángulo de desmoldeo durante todo el proceso de ciclo térmico.
Las fundiciones de acero presentan mayores desafíos debido a las mayores fuerzas de contracción y al aumento de la adhesión al molde. Los grados de acero al carbono como ASTM A216 WCB requieren ángulos de desmoldeo mínimos de 1.5° para superficies externas, aumentando a 2.5° para características internas. La mayor temperatura de fusión y el coeficiente de expansión térmica contribuyen a estos mayores requisitos.
Las aplicaciones de fundición de hierro, particularmente el hierro dúctil que cumple con ASTM A536, exhiben requisitos de desmoldeo moderados entre el aluminio y el acero. El hierro dúctil de grado 65-45-12 normalmente requiere un desmoldeo de 1° a 2° en superficies externas, y las características internas necesitan de 1.5° a 2.5°. La estructura de grafito proporciona cierta lubricidad durante la expulsión, lo que reduce las fuerzas de adhesión en comparación con el acero.
| Material | Tasa de contracción (%) | Ángulo de salida externo mínimo (°) | Ángulo de salida interno mínimo (°) | Clasificación de maquinabilidad |
|---|---|---|---|---|
| A356-T6 Aluminio | 1.3 | 0.5 | 0.75 | Excelente |
| A380 Aluminio | 1.2 | 0.5 | 0.75 | Bueno |
| ASTM A216 WCB Acero | 2.1 | 1.5 | 2.5 | Regular |
| A536 Hierro dúctil | 1.0 | 1.0 | 1.5 | Bueno |
Complejidad geométrica y optimización del desmoldeo
Las geometrías complejas requieren estrategias sofisticadas de ángulo de desmoldeo que tengan en cuenta las variaciones en el grosor de las paredes, los rebajes y las zonas de transición. Las cavidades profundas presentan desafíos particulares, ya que el aumento del área de contacto de la superficie amplifica las fuerzas de expulsión. Una regla general aplica un aumento de 0.1° en el ángulo de desmoldeo por cada 25 mm de profundidad de la cavidad más allá de los 50 mm iniciales.
Las características de nervaduras y resaltes exigen una cuidadosa consideración del desmoldeo para evitar la concentración de tensión durante la expulsión. Las nervaduras deben mantener ángulos de desmoldeo consistentes con las superficies primarias, mientras que los resaltes requieren un análisis de desmoldeo independiente. Las zonas de intersección entre las características a menudo se convierten en áreas críticas donde un desmoldeo inadecuado conduce a desgarros o agarrotamientos durante la extracción de la pieza.
Las líneas de partición multidireccionales complican significativamente la implementación del ángulo de desmoldeo. Cada superficie de partición requiere una consideración de desmoldeo independiente, lo que a menudo resulta en soluciones de compromiso que equilibran la capacidad de fabricación con los requisitos funcionales. Los sistemas CAD avanzados ahora incorporan herramientas de análisis de desmoldeo que visualizan posibles conflictos de expulsión antes de la fabricación de herramientas.
Impacto del acabado superficial en los requisitos de desmoldeo
Las especificaciones de acabado superficial influyen directamente en los requisitos del ángulo de desmoldeo a través de su efecto sobre la adhesión molde-pieza. Los valores de Ra por debajo de 3.2 μm aumentan el área de contacto de la superficie, lo que requiere ángulos de desmoldeo más pronunciados para superar las fuerzas de adhesión. Por el contrario, los patrones de rugosidad controlada pueden reducir los requisitos de desmoldeo al minimizar el área de contacto.
Las superficies texturizadas presentan desafíos únicos para el cálculo del ángulo de desmoldeo. Las texturas de grano de cuero, comúnmente especificadas para aplicaciones estéticas, pueden aumentar los requisitos de desmoldeo efectivos en 0.25° a 0.5° dependiendo de la profundidad de la textura. La dirección de la aplicación de la textura en relación con la dirección del desmoldeo se vuelve crítica para la expulsión exitosa de la pieza.
Para obtener resultados de alta precisión, reciba una cotización detallada en 24 horas de Microns Hub.
Los acabados superficiales EDM (mecanizado por descarga eléctrica), si bien proporcionan una excelente precisión dimensional, crean microtexturas que pueden aumentar las fuerzas de adhesión. Las piezas que requieren acabado EDM a menudo necesitan un ángulo de desmoldeo adicional de 0.2° a 0.3° para compensar el aumento de la interacción superficial. Esta consideración se vuelve particularmente importante para las aplicaciones de herramientas de precisión donde la integridad de la superficie es primordial.
Optimización económica a través del diseño de desmoldeo
La optimización del ángulo de desmoldeo impacta directamente en los costos de fabricación a través de su efecto en los requisitos de mecanizado secundario. Las piezas diseñadas con un desmoldeo adecuado a menudo pueden eliminar las operaciones de mecanizado en superficies no críticas, lo que reduce los costos generales de producción en un 30-60%. Esta reducción de costos se vuelve más significativa a medida que aumentan los volúmenes de producción.
Los costos de las herramientas se correlacionan fuertemente con la complejidad del ángulo de desmoldeo. Los ángulos de desmoldeo simples y uniformes minimizan la complejidad de las herramientas y reducen el tiempo de fabricación. Los requisitos de desmoldeo complejos pueden aumentar los costos de las herramientas en un 25-40% debido al tiempo de mecanizado adicional requerido para las cavidades del molde. La compensación entre la funcionalidad de la pieza y el costo de fabricación requiere un análisis cuidadoso durante la fase de diseño.
Las operaciones secundarias como el mecanizado CNC posterior a la fundición se vuelven necesarias cuando los ángulos de desmoldeo no pueden proporcionar el acabado superficial o la precisión dimensional requeridos. La colocación estratégica de estas superficies mecanizadas, combinada con ángulos de desmoldeo optimizados en las superficies restantes, proporciona el enfoque de fabricación más económico.
Al realizar un pedido a Microns Hub, se beneficia de las relaciones directas con los fabricantes que garantizan un control de calidad superior y precios competitivos en comparación con las plataformas del mercado. Nuestra experiencia técnica y enfoque de servicio personalizado significa que cada proyecto recibe la atención al detalle que merece, con la optimización del ángulo de desmoldeo incluida en nuestro proceso integral de revisión del diseño.
Técnicas avanzadas de ángulo de desmoldeo
Los ángulos de desmoldeo variables representan una técnica avanzada para optimizar geometrías complejas. Este enfoque aplica diferentes ángulos de desmoldeo a varias secciones de la misma característica en función de los requisitos de geometría local. Los bolsillos profundos pueden comenzar con un desmoldeo de 0.5° en la línea de partición, aumentando a 2° a la profundidad máxima para facilitar la expulsión.
Los ángulos de desmoldeo compuestos combinan el desmoldeo lineal con transiciones curvas para acomodar geometrías de superficie complejas. Las aplicaciones automotrices emplean con frecuencia esta técnica para componentes estéticos donde las líneas de desmoldeo rectas serían visualmente objetables. La complejidad del cálculo aumenta significativamente, lo que requiere herramientas CAD especializadas para una implementación precisa.
La gestión del desmoldeo de línea dividida se vuelve crítica en las herramientas de múltiples cavidades donde las cavidades individuales pueden tener diferentes requisitos de desmoldeo. Equilibrar los ángulos de desmoldeo en múltiples cavidades mientras se mantiene una calidad de pieza consistente requiere un control de proceso sofisticado y un diseño de herramientas. Esta complejidad a menudo justifica la inversión adicional en ingeniería para tiradas de producción de alto volumen.
Control de calidad y verificación del desmoldeo
La verificación del ángulo de desmoldeo requiere técnicas de medición especializadas más allá de la inspección dimensional convencional. Las máquinas de medición de coordenadas (MMC) equipadas con mesas giratorias proporcionan la medición del ángulo de desmoldeo más precisa, que normalmente alcanza una precisión de ±0.05° cuando se calibra correctamente. Esta precisión se vuelve esencial para la producción de alto volumen donde pequeñas variaciones pueden acumularse en problemas de calidad significativos.
Los sistemas de medición óptica ofrecen una verificación rápida del ángulo de desmoldeo para entornos de producción. Estos sistemas sin contacto pueden medir los ángulos de desmoldeo en todas las superficies de las piezas, identificando variaciones que podrían indicar desgaste de las herramientas o desviación del proceso. La implementación de tales sistemas normalmente reduce el tiempo de inspección en un 40-60% en comparación con los métodos de contacto tradicionales.
El control estadístico de procesos (CEP) aplicado a las mediciones del ángulo de desmoldeo proporciona una advertencia temprana de la degradación de las herramientas. El seguimiento de las variaciones del ángulo de desmoldeo a lo largo del tiempo revela patrones que predicen cuándo el mantenimiento o el reemplazo de las herramientas se vuelve necesario. Este enfoque proactivo puede prevenir problemas de calidad y reducir significativamente las tasas de desecho.
Para las aplicaciones que requieren ensamblajes herméticos, los ángulos de desmoldeo adecuados funcionan en conjunto con los procesos de impregnación al vacío para garantizar un rendimiento de sellado óptimo. La integridad de la superficie lograda a través de un diseño de desmoldeo adecuado mejora la efectividad de las operaciones de sellado posteriores.
Integración con la fabricación moderna
Los flujos de trabajo de fabricación digital ahora incorporan la optimización del ángulo de desmoldeo como una verificación de diseño automatizada. Los sistemas de diseño impulsados por IA pueden analizar geometrías complejas y recomendar ángulos de desmoldeo óptimos basados en la selección de materiales, el proceso de fundición y los requisitos de calidad. Estos sistemas reducen el tiempo de iteración del diseño al tiempo que mejoran las predicciones de capacidad de fabricación.
La fabricación aditiva de patrones de fundición permite implementaciones de ángulos de desmoldeo más complejas que serían difíciles o imposibles con las técnicas tradicionales de fabricación de patrones. Los patrones impresos en 3D pueden incorporar ángulos de desmoldeo variables y geometrías complejas manteniendo la precisión dimensional. Esta capacidad abre nuevas posibilidades para optimizar el diseño de la pieza sin las limitaciones de fabricación tradicionales.
La integración de los procesos de fundición con métodos de fabricación complementarios como los servicios de fabricación de chapa metálica requiere una cuidadosa consideración de los ángulos de desmoldeo en los ensamblajes híbridos. Los componentes que se soldarán o unirán a las piezas fundidas necesitan ángulos de desmoldeo compatibles para garantizar un ajuste y acabado adecuados en el ensamblaje final.
Las implementaciones de la Industria 4.0 rastrean el rendimiento del ángulo de desmoldeo a lo largo de todo el ciclo de vida del producto, desde el diseño hasta la producción y el servicio de campo. Esta recopilación de datos integral permite una mejora continua en las especificaciones del ángulo de desmoldeo y los procesos de fabricación. La optimización resultante puede mejorar la calidad de la pieza al tiempo que reduce los costos de fabricación en nuestros servicios de fabricación.
Preguntas frecuentes
¿Cuál es el ángulo de desmoldeo mínimo para las fundiciones de aluminio a presión?
Las fundiciones de aluminio a presión normalmente requieren ángulos de desmoldeo mínimos de 0.5° para superficies externas y 0.75° para características internas. Estos valores se aplican a las aleaciones estándar A380 y A356 con espesores de pared superiores a 2 mm. Las paredes más delgadas o las geometrías complejas pueden requerir ángulos de desmoldeo aumentados hasta 1.5°.
¿Cómo afecta el acabado superficial a los requisitos del ángulo de desmoldeo?
El acabado superficial impacta directamente en los requisitos de desmoldeo a través de la adhesión molde-pieza. Las superficies más lisas (Ra< 3.2 μm) aumentan el área de contacto y requieren ángulos de desmoldeo más pronunciados, que normalmente agregan 0.2-0.3° a los requisitos estándar. Las superficies texturizadas pueden necesitar 0.25-0.5° adicionales dependiendo de la profundidad y la dirección de la textura.
¿Se pueden eliminar por completo los ángulos de desmoldeo mediante el mecanizado posterior a la fundición?
Si bien el mecanizado puede eliminar la necesidad de ángulos de desmoldeo en las superficies terminadas, el proceso de fundición aún requiere desmoldeo para una liberación exitosa del molde. El diseño estratégico coloca las superficies mecanizadas en dimensiones críticas mientras mantiene un desmoldeo adecuado en las superficies restantes para una producción rentable.
¿Qué ángulos de desmoldeo se requieren para los procesos de fundición a la cera perdida?
La fundición a la cera perdida permite los ángulos de desmoldeo más pequeños, típicamente 0.25-1.0° para superficies externas y 0.5-1.5° para características internas. El proceso de revestimiento cerámico y la eliminación del patrón de cera permiten estas tolerancias estrictas, lo que hace que la fundición a la cera perdida sea ideal para aplicaciones casi netas.
¿Cómo calculo los ángulos de desmoldeo para cavidades y bolsillos profundos?
Las cavidades profundas requieren ángulos de desmoldeo aumentados para superar las mayores fuerzas de expulsión. Aplique un aumento de 0.1° por cada 25 mm de profundidad más allá de los 50 mm iniciales. Por ejemplo, un bolsillo de 100 mm de profundidad requeriría 0.2° adicionales más allá del ángulo de desmoldeo estándar para ese proceso de fundición.
¿Las diferentes aleaciones de aluminio requieren diferentes ángulos de desmoldeo?
Sí, la composición de la aleación de aluminio afecta los requisitos de desmoldeo a través de las diferentes tasas de contracción y las características de adhesión al molde. A356-T6 permite ángulos mínimos debido a su excelente estabilidad dimensional, mientras que las aleaciones con mayor contenido de silicio pueden requerir ángulos de desmoldeo ligeramente aumentados debido a los diferentes comportamientos de contracción.
¿Qué sucede si los ángulos de desmoldeo son insuficientes durante la producción?
Los ángulos de desmoldeo insuficientes causan defectos de fundición que incluyen desgarros superficiales, distorsión dimensional, aumento de los tiempos de ciclo y desgaste prematuro de las herramientas. En casos severos, las piezas pueden ser imposibles de extraer de los moldes sin dañarlas, lo que resulta en tasas de desecho del 100% hasta que se completen las modificaciones de las herramientas.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece