Von STEP zu G-Code: Wie wir Ihre CAD-Daten auf Fertigbarkeit prüfen
Die Umwandlung von CAD-Dateien in fertigungsfähige Teile erfordert eine strenge Überprüfung in jeder Phase der STEP-zu-G-Code-Pipeline. Bei Microns Hub haben wir systematische Protokolle entwickelt, die Konstruktionsfehler erkennen, bevor sie zu kostspieligen Produktionsausfällen führen, und sicherstellen, dass Ihre Komponenten sowohl die Maßvorgaben als auch die Fertigungsbeschränkungen erfüllen.
Unser Verifizierungsprozess integriert geometrische Analysen, Validierung der Materialeigenschaften und Werkzeugwegoptimierung, um Teile zu liefern, die Ihre technischen Anforderungen erfüllen und gleichzeitig Kosteneffizienz und Liefertermine einhalten.
- Die STEP-Datei-Validierung identifiziert geometrische Anomalien und nicht-manifold Oberflächen, die die Bearbeitungsgenauigkeit beeinträchtigen könnten
- Die DFM-Analyse bewertet die Zugänglichkeit von Merkmalen, Werkzeugfreiräume und optimale Bearbeitungssequenzen, bevor die Programmierung beginnt
- Die G-Code-Verifizierung simuliert die tatsächlichen Schnittbedingungen, um Kollisionen zu vermeiden, Zykluszeiten zu optimieren und die Maßhaltigkeit sicherzustellen
- Materialspezifische Anpassungen berücksichtigen die Wärmeausdehnung, Kaltverfestigung und Schnittkraftschwankungen während der Produktion
STEP-Datei-Analyse und geometrische Validierung
Die Grundlage für eine zuverlässige Fertigung beginnt mit einer umfassenden STEP-Datei-Analyse. Unser Engineering-Team führt eine mehrschichtige Validierung mit spezieller CAD-Analysesoftware durch, die die geometrische Integrität, Oberflächenkontinuität und Maßhaltigkeit anhand von Fertigungstoleranzen untersucht.
STEP-Dateien (Standard for the Exchange of Product Data) enthalten oft subtile geometrische Probleme, die in Standard-CAD-Viewern unsichtbar sind. Nicht-manifold Kanten, sich selbst schneidende Oberflächen und mikroskopisch kleine Lücken zwischen benachbarten Flächen können während der G-Code-Generierung zu katastrophalen Ausfällen führen. Wir verwenden automatisierte geometrische Reparatur-Algorithmen, gefolgt von einer manuellen Überprüfung, um sicherzustellen, dass jede Oberfläche fertigungsfähig ist.
Die Validierung der Oberflächennormalen ist besonders wichtig für komplexe Geometrien. Invertierte Normalen können Fehler bei der Werkzeugwegberechnung verursachen, was zu Riefen oder unvollständiger Materialentfernung führt. Unser Validierungsprozess prüft die Normalenkonsistenz über alle Oberflächen hinweg und identifiziert und korrigiert Ausrichtungsprobleme, bevor die Bearbeitung beginnt.
| Validierungsprüfung | Toleranzbereich | Auswirkungen bei Fehler | Korrekturmethode |
|---|---|---|---|
| Oberflächenkontinuität | ±0.001 mm | Werkzeugwegabweichungen | Oberflächenheilungsalgorithmen |
| Normale Ausrichtung | Vektorkonsistenz | Riefenbildung oder fehlendes Material | Manuelle Normalkorrektur |
| Kantenverbindung | Null-Spalt-Toleranz | Fehler bei der G-Code-Generierung | Kantenrekonstruktion |
| Dimensionsgenauigkeit | ±0.01 mm | Teileablehnung | Geometrie Skalierung/Korrektur |
Die Überprüfung der Einheitlichkeit der Einheiten verhindert Skalierungsfehler, die bei internationalen Kooperationen auftreten. Ein Teil, das in Zoll konstruiert, aber als Millimeter importiert wurde, führt zu Komponenten, die 25,4-mal kleiner sind als beabsichtigt. Unsere Validierungsprotokolle erkennen automatisch Einheitenunterschiede und kennzeichnen sie zur technischen Überprüfung, bevor die Verarbeitung fortgesetzt wird.
Design for Manufacturability Assessment
Die DFM-Bewertung wandelt theoretische Entwürfe in praktische Fertigungslösungen um. Unsere Bewertung konzentriert sich auf die Zugänglichkeit von Merkmalen, die Anforderungen an den Werkzeugfreiraum und die optimalen Bearbeitungssequenzen, die Rüstzeitänderungen minimieren und gleichzeitig die Maßhaltigkeit gewährleisten.
Scharfe Innenecken stellen unmittelbare Herausforderungen an die Fertigbarkeit dar. Schaftfräser erzeugen verrundete Ecken mit minimalen Radien, die der Hälfte des Werkzeugdurchmessers entsprechen. Merkmale, die Innenradien von 0,5 mm erfordern, benötigen spezielle Mikro-Werkzeuge, die die Zykluszeiten und Kosten erheblich erhöhen. Wir empfehlen Konstruktionsänderungen, die Standardwerkzeuge berücksichtigen und gleichzeitig die funktionalen Anforderungen erfüllen.
Die Analyse des Aspektverhältnisses bewertet die Beziehung zwischen Merkmaltiefe und -breite. Tiefe, schmale Schlitze mit Aspektverhältnissen von mehr als 5:1 erfordern spezielle Werkzeuge mit großer Reichweite und stellen Herausforderungen bei der Späneabfuhr und der Vibrationskontrolle dar. Für tiefe Taschenmerkmale empfehlen wir Konstruktionsänderungen, die den Werkzeugzugang verbessern und die Bearbeitungskräfte reduzieren.
Die Bewertung der Wandstärke stellt die strukturelle Integrität während der gesamten Bearbeitung sicher. Dünnwandige Merkmale können sich unter Spannkräften oder Schnittlasten verformen, was zu Maßabweichungen und potenziellen Schäden am Teil führen kann. Die Empfehlungen für die Mindestwandstärke variieren je nach Material, liegen aber typischerweise zwischen 1,0 mm für Aluminiumlegierungen und 2,0 mm für Stahlbauteile.
Materialspezifische Konstruktionsüberlegungen
Verschiedene Materialien stellen einzigartige Fertigungsbeschränkungen dar, die die Konstruktionsempfehlungen beeinflussen. Aluminium 6061-T6 bietet eine ausgezeichnete Bearbeitbarkeit mit minimaler Kaltverfestigung, was aggressive Schnittparameter und die Einhaltung enger Toleranzen ermöglicht. Sein relativ niedriger Elastizitätsmodul (69 GPa) erfordert jedoch eine sorgfältige Berücksichtigung der Verformung unter Bearbeitungskräften.
Edelstahl 316L stellt Herausforderungen bei der Kaltverfestigung während der Schneidvorgänge dar. Merkmale, die mehrere Durchgänge oder unterbrochene Schnitte erfordern, können gehärtete Oberflächenschichten entwickeln, die den Werkzeugverschleiß beschleunigen und die Oberflächengüte beeinträchtigen. Unsere DFM-Analyse identifiziert diese potenziellen Probleme und empfiehlt Konstruktionsänderungen oder spezielle Werkzeugstrategien.
| Material | Min. Wandstärke | Max. Seitenverhältnis | Interne Radiusbegrenzung | Toleranzfähigkeit |
|---|---|---|---|---|
| Al 6061-T6 | 1.0 mm | 8:1 | 0.2 mm | ±0.025 mm |
| SS 316L | 1.5 mm | 6:1 | 0.3 mm | ±0.05 mm |
| Ti 6Al-4V | 2.0 mm | 4:1 | 0.5 mm | ±0.075 mm |
| Inconel 718 | 2.5 mm | 3:1 | 0.8 mm | ±0.1 mm |
CAM-Programmierung und Werkzeugwegoptimierung
Die computergestützte Fertigung (CAM) übersetzt die verifizierte Geometrie in optimierte Werkzeugwege, die Zykluszeit, Werkzeugstandzeit und Maßhaltigkeit in Einklang bringen. Unser Programmieransatz berücksichtigt Materialeigenschaften, Spannbedingungen und Maschinenfähigkeiten, um effiziente Schnittstrategien zu generieren.
Schruppbearbeitungen entfernen das meiste Material mit aggressiven Schnittparametern, wobei gleichmäßige Aufmaße für die Schlichtbearbeitung verbleiben. Wir halten in der Regel ein Aufmaß von 0,2-0,5 mm ein, abhängig von der Merkmalsgeometrie und den Toleranzanforderungen. Adaptive Freiräumstrategien variieren die Vorschubgeschwindigkeiten und Zustellwege in Abhängigkeit vom Materialeingriff, wodurch die Schnittkräfte reduziert und die Werkzeugstandzeit verlängert wird.
Halbschlichtbearbeitungen erzeugen gleichmäßige Oberflächenbedingungen für die Endbearbeitung und berücksichtigen gleichzeitig geometrische Übergänge zwischen Merkmalen. Diese Operationen sind besonders wichtig für komplexe 3D-Oberflächen, bei denen Änderungen der Oberflächennormalen eine sorgfältige Beachtung der Werkzeugausrichtung und der Schnittrichtung erfordern.
Schlichtbearbeitungen erzielen die endgültigen Abmessungen und Oberflächenanforderungen mit optimierten Schnittparametern. Die Werkzeugauswahl gleicht die Anforderungen an die Oberflächengüte mit den Produktivitätszielen ab. Hartmetallfräser mit speziellen Beschichtungen können in Aluminiumlegierungen Oberflächengüten von Ra 0,8 μm oder besser erzielen und gleichzeitig angemessene Zykluszeiten einhalten.
Fortschrittliche Werkzeugwegstrategien
Hochgeschwindigkeitsbearbeitungstechniken (HSM) ermöglichen die effiziente Bearbeitung komplexer Geometrien bei gleichzeitiger Wahrung der Maßhaltigkeit. HSM-Strategien verwenden geringe axiale Schnitttiefen (typischerweise 0,1-0,3 mm) in Kombination mit hohen Vorschubgeschwindigkeiten, um optimale Spanlasten aufrechtzuerhalten und gleichzeitig die Schnittkräfte zu minimieren.
Trochoidale Fräsmuster erzeugen glatte, kontinuierliche Werkzeugwege, die scharfe Richtungsänderungen eliminieren und die Beschleunigungs-/Verzögerungszyklen der Maschine reduzieren. Diese Muster sind besonders effektiv für Nutbearbeitungen und Tieflochbearbeitungen, bei denen herkömmliche Werkzeugwege übermäßige Schnittkräfte erzeugen würden.
Für hochpräzise Ergebnisse Fordern Sie ein kostenloses Angebot an und erhalten Sie innerhalb von 24 Stunden eine Preisangabe von Microns Hub.
Die Gleichlauffräsausrichtung bietet eine bessere Oberflächengüte und Maßhaltigkeit als das konventionelle Fräsen. Die Schneidwirkung drückt das Werkstück gegen die Vorrichtung, anstatt es anzuheben, wodurch Vibrationen reduziert und die Oberflächenqualität verbessert wird. Allerdings muss das Spielausgleich der Maschine richtig kalibriert sein, um Probleme mit dem Werkzeugeingriff zu vermeiden.
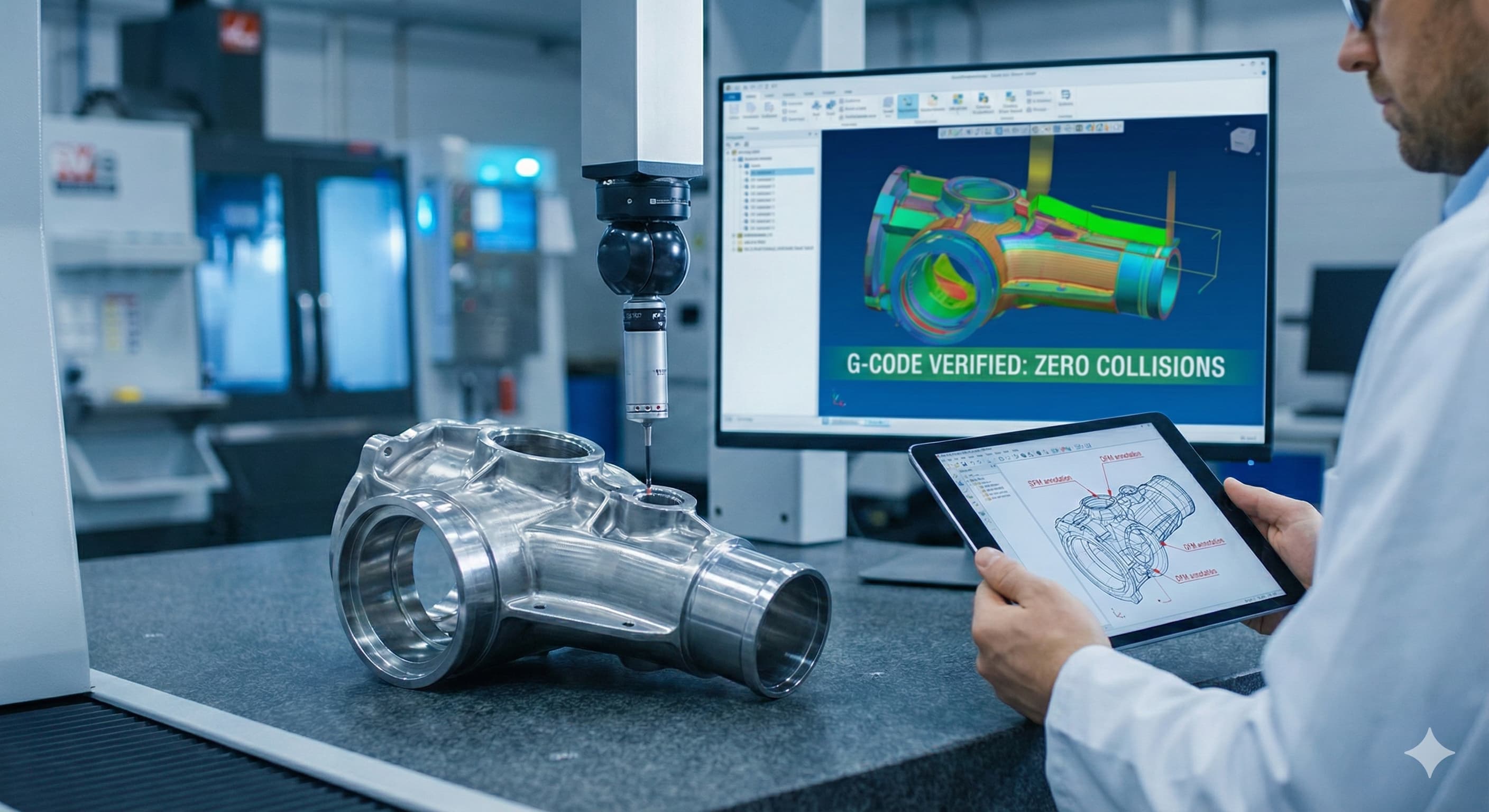
G-Code-Verifizierung und Simulation
Die G-Code-Verifizierung stellt die letzte Qualitätskontrolle dar, bevor die physische Bearbeitung beginnt. Unsere Simulationssoftware erstellt virtuelle Darstellungen von Schneidvorgängen, die potenzielle Kollisionen identifizieren, die Maßhaltigkeit überprüfen und die Zykluszeiten optimieren.
Kollisionserkennungsalgorithmen prüfen die Werkzeugfreiräume während des gesamten Bearbeitungszyklus, einschließlich der schnellen Positionierbewegungen und Werkzeugwechsel. Die Simulation berücksichtigt die tatsächliche Maschinengeometrie, einschließlich Spindelabmessungen, Werkzeughalterkonfigurationen und Spannvorrichtungen. Dieser umfassende Ansatz verhindert kostspielige Crashs, die Geräte beschädigen oder die Teilequalität beeinträchtigen könnten.
Die Maßhaltigkeitsprüfung vergleicht die simulierte Teilegeometrie mit den ursprünglichen CAD-Spezifikationen. Die Simulation berücksichtigt Werkzeugverbiegung, thermische Effekte und Schnittkraftschwankungen, um die endgültigen Teileabmessungen mit einer Genauigkeit von ±0,005 mm vorherzusagen. Diese Vorhersagefähigkeit ermöglicht Prozessanpassungen, bevor die Bearbeitung beginnt.
Die Zykluszeitoptimierung gleicht Produktivitätsziele mit Qualitätsanforderungen ab. Die Simulation identifiziert Möglichkeiten, die Vorschubgeschwindigkeiten bei weniger kritischen Operationen zu erhöhen und gleichzeitig konservative Parameter für toleranzkritische Merkmale beizubehalten. Typische Optimierungen führen zu Zykluszeitreduzierungen von 15-25 %, ohne die Qualität zu beeinträchtigen.
| Simulationsparameter | Verifikationstoleranz | Typische Genauigkeit | Anpassungsbereich |
|---|---|---|---|
| Dimensionsgenauigkeit | ±0.01 mm | ±0.005 mm | ±0.002 mm Kompensation |
| Oberflächengüte | Ra 1.6 μm | Ra 0.8 μm | ±0.4 μm Variation |
| Zykluszeit | ±5% Varianz | ±2% Varianz | 10-30% Optimierungspotenzial |
| Werkzeugstandzeit | ±10% Vorhersage | ±5% Vorhersage | 20-50% Verbesserung möglich |
Materialabtragssimulation
Die fortschrittliche Materialabtragssimulation verfolgt die Schnittbedingungen während des gesamten Bearbeitungszyklus und identifiziert Bereiche mit übermäßiger Werkzeugbelastung oder unzureichendem Materialeingriff. Diese Analyse ist besonders wertvoll für komplexe 3D-Oberflächen, bei denen die Schnittbedingungen kontinuierlich variieren.
Algorithmen zur Vorhersage der Schnittkräfte berücksichtigen Materialeigenschaften, Werkzeuggeometrie und Schnittparameter, um die Bearbeitungskräfte während jeder Operation zu schätzen. Bereiche mit hohen Kräften erhalten besondere Aufmerksamkeit, um eine ausreichende Werkstückspannung zu gewährleisten und eine Verformung des Teils während der Bearbeitung zu verhindern.
Die thermische Analyse sagt die Wärmeerzeugung und -verteilung während der Schneidvorgänge voraus. Übermäßige Temperaturen können zu Wärmeausdehnung führen, die die Maßhaltigkeit beeinträchtigt, oder zu Kaltverfestigung, die den Werkzeugverschleiß beschleunigt. Die Simulation identifiziert Hochtemperaturbereiche und empfiehlt Kühlmittelstrategien oder Parameteranpassungen.
Integration der Qualitätskontrolle
Die Integration der Qualitätskontrolle stellt sicher, dass die gefertigten Teile die Spezifikationen durch systematische Messung und Prozessvalidierung erfüllen. Unsere Qualitätsprotokolle kombinieren die In-Prozess-Überwachung mit der Nachbearbeitungsinspektion, um konsistente Ergebnisse über die Produktionsmengen hinweg aufrechtzuerhalten.
Statistische Prozesskontrollmethoden (SPC) verfolgen wichtige Maßmerkmale während der gesamten Produktionsläufe. Regelkarten identifizieren Prozessabweichungen, bevor Teile außerhalb der Spezifikationsgrenzen liegen, und ermöglichen so proaktive Anpassungen, die fehlerhafte Teile verhindern. Wir erreichen typischerweise Cpk-Werte von 1,33 oder höher für kritische Abmessungen.
Die Koordinatenmessmaschine (KMM) bietet eine umfassende Maßhaltigkeitsprüfung für komplexe Geometrien. Unsere Programmierung generiert automatisierte Inspektionsroutinen, die kritische Merkmale messen und gleichzeitig die Rüstzeit minimieren. Die typische Inspektionsgenauigkeit beträgt ±0,002 mm bei einer Wiederholbarkeit von ±0,001 mm.
Wenn Sie bei Microns Hub bestellen, profitieren Sie von direkten Herstellerbeziehungen, die eine überlegene Qualitätskontrolle und wettbewerbsfähige Preise im Vergleich zu Marktplatzplattformen gewährleisten. Unser integrierter Ansatz zur Designverifizierung, Fertigungsoptimierung und Qualitätssicherung liefert konsistente Ergebnisse, die Ihre technischen Anforderungen erfüllen und gleichzeitig wettbewerbsfähige Liefertermine einhalten.
Rückverfolgbarkeit und Dokumentation
Vollständige Dokumentationspakete begleiten jede gefertigte Komponente und bieten eine vollständige Rückverfolgbarkeit von der Rohmaterialzertifizierung bis zu den endgültigen Inspektionsergebnissen. Materialzertifizierungen überprüfen die chemischen und mechanischen Eigenschaften gemäß den geltenden Normen wie ASTM B209 für Aluminiumplatten oder ASTM A240 für Edelstahlbleche.
Erstmusterprüfberichte (FAI) dokumentieren die Maßhaltigkeit für anfängliche Produktionsteile. Diese Berichte enthalten die tatsächlichen Messwerte für alle angegebenen Abmessungen, Oberflächengütemessungen und die Überprüfung der Materialeigenschaften. Die FAI-Zulassung legt die Fertigungsbasis für nachfolgende Produktionsmengen fest.
Die Prozesskontrolldokumentation erfasst Schnittparameter, Werkzeugverwendung und Zykluszeiten für jedes gefertigte Teil. Diese Informationen ermöglichen eine schnelle Prozessreproduktion für wiederholte Aufträge und liefern wertvolle Daten für kontinuierliche Verbesserungsinitiativen.
Integration mit Fertigungsdienstleistungen
Unsere Verifizierungsprotokolle lassen sich nahtlos in unsere Fertigungsdienstleistungen integrieren, um umfassende Lösungen für komplexe Komponenten anzubieten. Mehrstufige Teile, die sowohl CNC-Bearbeitung als auch Blechfertigungsdienstleistungen erfordern, profitieren von einer koordinierten Planung, die die gesamte Fertigungssequenz optimiert.
Montageüberlegungen beeinflussen die individuellen Teilekonstruktionsempfehlungen. Komponenten, die Presspassungen, Gewindeverbindungen oder Schweißverbindungen erfordern, erhalten eine spezielle Analyse, um einen korrekten Sitz und eine korrekte Funktion zu gewährleisten. Die Toleranzkettenanalyse verhindert Interferenzprobleme, die Montagevorgänge beeinträchtigen könnten.
Sekundäre Operationen wie Wärmebehandlung, Oberflächenbeschichtung oder Endbearbeitung werden bei der ersten Designverifizierung berücksichtigt. Diese Operationen können die Teileabmessungen durch Wärmeausdehnung, Schichtdickenaufbau oder Materialabtrag während der Endbearbeitung beeinflussen. Unser Verifizierungsprozess berücksichtigt diese Effekte, um sicherzustellen, dass die Endteile die Spezifikationen erfüllen.
Strategien zur Kostenoptimierung
Die Kostenoptimierung beginnt in der Verifizierungsphase durch Konstruktionsänderungen, die die Fertigungskomplexität reduzieren, ohne die Funktionalität zu beeinträchtigen. Einfache Änderungen wie die Vergrößerung von Eckradien, die Anpassung von Bohrungspositionen für Standardbohrergrößen oder die Änderung der Anforderungen an die Oberflächengüte können die Produktionskosten erheblich senken.
Die Materialausnutzungsanalyse identifiziert Möglichkeiten zur Minimierung von Abfall durch optimale Teileausrichtung und Verschachtelungsstrategien. Für Präzisionszahnradkomponenten und ähnliche hochwertige Teile sind durch sorgfältige Planung oft Materialeinsparungen von 15-30 % möglich.
Die Werkzeugstandardisierung reduziert die Rüstkomplexität und die Lagerhaltungskosten. Unser Verifizierungsprozess identifiziert Möglichkeiten, Standardwerkzeuge für mehrere Merkmale zu verwenden, wodurch die Zykluszeiten verkürzt und die Programmierungsanforderungen vereinfacht werden.
| Optimierungskategorie | Typische Kostenreduzierung | Implementierungskomplexität | Qualitätsauswirkung |
|---|---|---|---|
| Designvereinfachung | 15-25% | Niedrig | Neutral oder positiv |
| Materialoptimierung | 10-20% | Mittel | Neutral |
| Werkzeugstandardisierung | 8-15% | Mittel | Neutral |
| Prozessintegration | 12-30% | Hoch | Positiv |
Häufig gestellte Fragen
Wie gehen Sie mit STEP-Dateien mit fehlender oder beschädigter Geometrie um?
Wir verwenden automatisierte Reparatur-Algorithmen in Kombination mit manuellen Rekonstruktionstechniken, um geometrische Defekte zu beheben. Unser Prozess umfasst die Oberflächenrekonstruktion für fehlende Flächen, die Wiederherstellung der Kantenverbindungen und die Korrektur der Normalenvektoren. Wenn eine Reparatur nicht möglich ist, geben wir detailliertes Feedback mit empfohlenen Konstruktionsänderungen zur Behebung der Probleme.
Welche Toleranzfähigkeiten können Sie mit verschiedenen Materialien erreichen?
Die Toleranzfähigkeiten hängen von den Materialeigenschaften, der Teilegeometrie und den Fertigungsprozessen ab. Für Aluminium 6061-T6 erreichen wir routinemäßig ±0,025 mm bei bearbeiteten Merkmalen. Edelstahl 316L erreicht typischerweise ±0,05 mm, während anspruchsvollere Materialien wie Inconel 718 auf ±0,1 mm gehalten werden. Engere Toleranzen sind mit speziellen Werkzeugen und zusätzlichen Operationen möglich.
Wie überprüfen Sie die Werkzeugweggenauigkeit vor der Bearbeitung?
Unser G-Code-Verifizierungsprozess verwendet fortschrittliche Simulationssoftware, die den kompletten Bearbeitungsprozess modelliert, einschließlich Werkzeugverbiegung, Schnittkräfte und thermische Effekte. Die Simulation vergleicht die vorhergesagte Teilegeometrie mit den CAD-Spezifikationen mit einer Genauigkeit von ±0,005 mm, was eine Prozessoptimierung vor Beginn der physischen Bearbeitung ermöglicht.
Welche Konstruktionsänderungen empfehlen Sie zur Kostenreduzierung?
Zu den gängigen Modifikationen zur Kostenreduzierung gehören die Vergrößerung der Innenradien, um größere Werkzeuge aufzunehmen, die Anpassung der Bohrungsgrößen an Standardbohrerdurchmesser, die Reduzierung der Anforderungen an die Oberflächengüte, wo dies möglich ist, und die Modifizierung der Teileausrichtung, um Materialabfall zu minimieren. Wir geben detaillierte Empfehlungen, die die Funktionalität erhalten und gleichzeitig die Fertigungskomplexität reduzieren.
Wie gehen Sie mit Teilen um, die mehrere Fertigungsprozesse erfordern?
Mehrprozesskomponenten erhalten eine koordinierte Planung, die die komplette Fertigungssequenz optimiert. Wir berücksichtigen Toleranzketteneffekte, Materialeigenschaftsänderungen durch Wärmebehandlung und Maßabweichungen durch sekundäre Operationen. Unser integrierter Ansatz stellt sicher, dass alle Prozesse zusammenarbeiten, um die endgültigen Teilespezifikationen zu erfüllen.
Welche Qualitätsdokumentation stellen Sie mit den gefertigten Teilen zur Verfügung?
Vollständige Dokumentationspakete umfassen Materialzertifizierungen, Maßprüfberichte, Oberflächengütemessungen und Erstmusterprüfdokumentation (FAI), falls erforderlich. Wir stellen auch Prozesskontrollaufzeichnungen zur Verfügung, die Schnittparameter, Werkzeugverwendung und Zykluszeiten für eine vollständige Rückverfolgbarkeit zeigen.
Wie optimieren Sie die Zykluszeiten bei gleichbleibender Qualität?
Die Zykluszeitoptimierung verwendet fortschrittliche Werkzeugwegstrategien wie adaptive Freiräumung, trochoidales Fräsen und Hochgeschwindigkeitsbearbeitungstechniken. Unsere Simulationssoftware identifiziert Möglichkeiten, die Vorschubgeschwindigkeiten bei nicht kritischen Operationen zu erhöhen und gleichzeitig konservative Parameter für toleranzkritische Merkmale beizubehalten, wodurch typischerweise Zeitreduzierungen von 15-25 % ohne Qualitätseinbußen erzielt werden.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece