Verzahnen: Wälzfräsen vs. Drahterodieren für Präzisionszahnräder
Die Wahl des optimalen Fertigungsprozesses für die Verzahnungsbearbeitung wirkt sich direkt auf die Präzision der Zahnräder, die Produktionskosten und die Lieferzeiten aus. Die Wahl zwischen Wälzfräsen und Drahterodieren bestimmt grundlegend die Maßhaltigkeit, die Oberflächengüte und die gesamte Fertigungseffizienz Ihrer Komponente.
Beide Verfahren spielen eine wichtige Rolle bei der Herstellung von Präzisionszahnrädern, unterscheiden sich jedoch erheblich in ihren Anwendungen, Fähigkeiten und Kostenstrukturen. Das Verständnis dieser Unterschiede ermöglicht eine fundierte Entscheidungsfindung für Ihre spezifischen Projektanforderungen.
Wichtigste Erkenntnisse
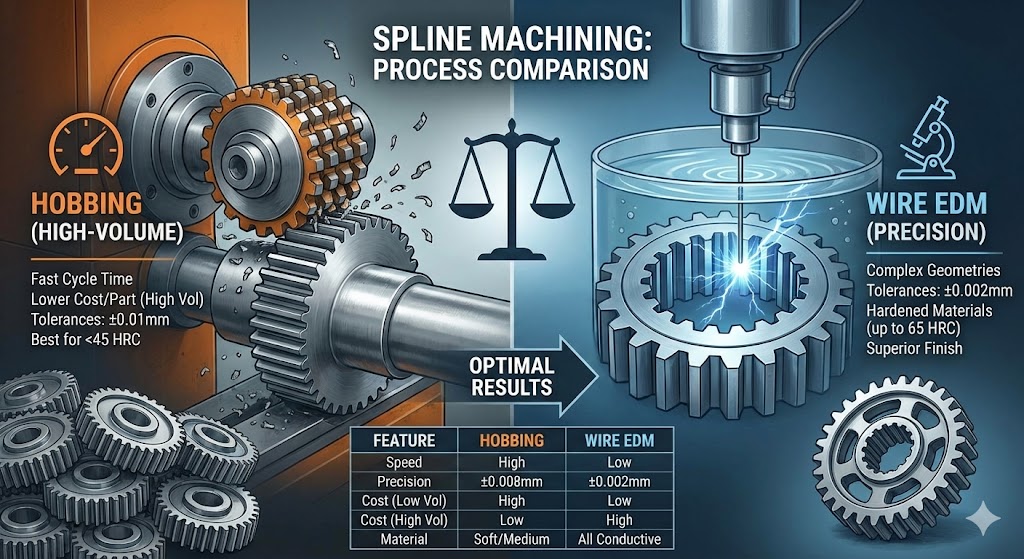
- Wälzfräsen zeichnet sich durch die Produktion großer Stückzahlen mit schnelleren Zykluszeiten und geringeren Stückkosten für Standard-Keilwellenprofile aus.
- Das Drahterodieren bietet eine höhere Präzision (±0,002 mm Toleranz) und kann komplexe Geometrien bearbeiten, die mit dem Wälzfräsen nicht möglich sind.
- Eine Materialhärte über 45 HRC erfordert in der Regel Drahterodieren, während weichere Materialien von der Effizienz des Wälzfräsens profitieren.
- Der Kostenausgleich erfolgt bei etwa 500-1000 Teilen, abhängig von der Komplexität und den Materialspezifikationen.
Grundlagen der Verzahnungsbearbeitung
Bei der Verzahnungsbearbeitung werden präzise Zahnprofile erzeugt, die das Drehmoment zwischen rotierenden Wellen übertragen. Diese Komponenten erfordern eine außergewöhnliche Genauigkeit in Bezug auf Zahngeometrie, Abstand und Oberflächengüte, um ein einwandfreies Ineinandergreifen und eine optimale Lastverteilung zu gewährleisten.
Der Fertigungsprozess muss strenge Toleranzen über mehrere Dimensionen einhalten: Zahndicke, Fußkreisdurchmesser, Kopfkreisdurchmesser und Teilungsgenauigkeit. Abweichungen in einem beliebigen Parameter wirken sich direkt auf die Leistung des Getriebes, den Geräuschpegel und die Lebensdauer aus.
Moderne Verzahnungsanwendungen umfassen Automatikgetriebe, Aktuatoren für die Luft- und Raumfahrt und Industriemaschinen, bei denen die Präzisionsanforderungen häufig ±0,01 mm auf kritische Abmessungen übersteigen. Die Einhaltung dieser Spezifikationen erfordert eine sorgfältige Auswahl des Verfahrens auf der Grundlage von Materialeigenschaften, Produktionsvolumen und geometrischer Komplexität.
Prozessanalyse Wälzfräsen
Das Wälzfräsen stellt einen kontinuierlichen Wälzprozess dar, bei dem ein spiralförmiges Schneidwerkzeug schrittweise Material abträgt, um Keilwellenzähne zu formen. Der Wälzfräser dreht sich synchron mit dem Werkstück und erzeugt durch koordinierte Vorschubbewegungen präzise Zahnprofile.
Dieses Verfahren zeichnet sich durch die Herstellung von Evolventen-Keilwellenprofilen mit gleichmäßiger Zahngeometrie über die gesamte Stirnbreite aus. Die kontinuierliche Schneidwirkung erzeugt glatte Oberflächen mit einer typischen Rauheit von Ra 1,6 bis Ra 3,2 μm, abhängig von den Schnittparametern und dem Werkzeugzustand.
Die Materialabtragsraten beim Wälzfräsen sind deutlich höher als beim Drahterodieren, wobei typische Schnittgeschwindigkeiten für Stahlbauteile 200-400 m/min erreichen. Dieser Produktivitätsvorteil ist entscheidend für die Produktion großer Stückzahlen, bei denen die Zykluszeit die Fertigungskosten direkt beeinflusst.
Das Wälzfräsen eignet sich für verschiedene Keilwellenarten, darunter Evolventen-, geradseitige und Kerbprofile. Das Verfahren erfordert jedoch für jede Keilwellenspezifikation spezielle Werkzeuge, wobei die Kosten für Wälzfräser je nach Modulgröße und Präzisionsklasse zwischen 2.500 und 15.000 € liegen.
Zu den Prozessbeschränkungen gehören die eingeschränkte Möglichkeit, Innenverzahnungen mit kleinen Durchmessern zu bearbeiten, Schwierigkeiten bei gehärteten Materialien über 45 HRC und geometrische Einschränkungen aufgrund der Werkzeugzugänglichkeit. Diese Faktoren müssen in der Konstruktions- und Prozessplanungsphase berücksichtigt werden.
Prozessmerkmale Drahterodieren
Beim Drahterodieren werden gesteuerte elektrische Funken verwendet, um Material entlang eines programmierten Pfades abzutragen. Eine sich kontinuierlich bewegende Drahtelektrode mit einem typischen Durchmesser von 0,15-0,25 mm erzeugt präzise Schnitte durch elektrisch leitfähige Materialien, unabhängig von der Härte.
Das Verfahren erreicht eine außergewöhnliche Maßgenauigkeit mit Toleranzen von bis zu ±0,002 mm auf kritische Abmessungen. Dieses Präzisionsniveau ist unerlässlich für Anwendungen in der Luft- und Raumfahrt und für Hochleistungsgetriebesysteme, bei denen Standardfertigungsprozesse die Anforderungen nicht erfüllen können.
Das Drahterodieren ermöglicht die Bearbeitung komplexer Keilwellengeometrien, einschließlich unterbrochener Profile, asymmetrischer Zahnformen und integrierter Merkmale, die mit konventionellen Methoden nicht bearbeitet werden können. Die Flexibilität des Verfahrens erstreckt sich auch auf gehärtete Materialien bis zu 65 HRC, ohne die Genauigkeit oder die Oberflächengüte zu beeinträchtigen.
Die Oberflächengüte beim Drahterodieren liegt je nach Schnittparametern und Endbearbeitungsgängen zwischen Ra 0,8 und Ra 2,5 μm. Mehrere Schnittdurchgänge ermöglichen die Optimierung zwischen Schnittgeschwindigkeit und Oberflächenqualität, wobei Schruppschnitte das meiste Material abtragen und Schlichtschnitte die endgültigen Abmessungen erzielen.
Der Prozess läuft über unsere Präzisions-CNC-Bearbeitungsdienste mit fortschrittlichen Drahterodierfähigkeiten, die komplexe Geometrien und enge Toleranzen ermöglichen, die mit traditioneller Bearbeitung nicht erreicht werden können.
Die Schnittgeschwindigkeiten beim Drahterodieren variieren erheblich mit der Materialstärke und der erforderlichen Oberflächengüte. Typische Raten liegen zwischen 20-200 mm²/min, was deutlich langsamer ist als beim Wälzfräsen, aber durch die höhere Präzision und geometrische Flexibilität kompensiert wird.
Vergleich von Präzision und Toleranz
Die Maßgenauigkeit stellt ein entscheidendes Unterscheidungsmerkmal zwischen Wälzfräs- und Drahterodierverfahren dar. Das Verständnis der erreichbaren Toleranzen ermöglicht die Auswahl des geeigneten Verfahrens für spezifische Anwendungen.
| Toleranzparameter | Wälzfräsen | Drahterodieren | Auswirkung auf die Anwendung |
|---|---|---|---|
| Teilungsgenauigkeit | ±0,008 mm | ±0,002 mm | Entscheidend für reibungsloses Ineinandergreifen |
| Zahnstärke | ±0,01 mm | ±0,003 mm | Beeinflusst das Zahnflankenspiel |
| Fußradius | ±0,02 mm | ±0,005 mm | Beeinflusst die Spannungskonzentration |
| Oberflächengüte (Ra) | 1,6-3,2 μm | 0,8-2,5 μm | Beeinflusst die Verschleißfestigkeit |
| Rundlaufgenauigkeit | ±0,01 mm | ±0,005 mm | Entscheidend für die Auswuchtung |
Diese Toleranzfähigkeiten beeinflussen direkt die Leistung der Komponenten in anspruchsvollen Anwendungen. Getriebe für die Luft- und Raumfahrt erfordern in der Regel die Präzision des Drahterodierens, während Automobilanwendungen häufig Wälzfrästoleranzen mit entsprechenden Konstruktionsmargen akzeptieren.
Die Wiederholbarkeit zwischen den Teilen stellt einen weiteren wichtigen Faktor dar. Das Wälzfräsen erzielt bei ordnungsgemäßer Wartung über die gesamte Produktionsserie hinweg gleichbleibende Ergebnisse innerhalb von ±0,005 mm. Das Drahterodieren erreicht eine höhere Wiederholbarkeit von ±0,002 mm, was für austauschbare Komponenten unerlässlich ist.
Temperatureffekte während der Bearbeitung können die endgültigen Abmessungen beeinflussen. Das Wälzfräsen erzeugt erhebliche Wärme, die eine sorgfältige Kühlmittelzufuhr erfordert, um thermische Verformungen zu vermeiden. Das Drahterodieren arbeitet bei niedrigeren Temperaturen, wodurch thermische Auswirkungen auf die Maßgenauigkeit minimiert werden.
Materialverträglichkeit und Einschränkungen
Die Materialeigenschaften beeinflussen die Verfahrensauswahl für die Verzahnungsbearbeitung erheblich. Jede Methode weist spezifische Vorteile und Einschränkungen auf, die auf den Materialeigenschaften basieren.
Das Wälzfräsen funktioniert optimal bei Materialien mit einer Härte unter 45 HRC. Zu den gängigen Anwendungen gehören AISI 4140-Stahl (28-35 HRC), AISI 8620-Einsatzstahl und verschiedene Aluminiumlegierungen. Das Verfahren hat Schwierigkeiten mit gehärteten Stählen über 50 HRC aufgrund von übermäßigem Werkzeugverschleiß und schlechter Oberflächengüte.
Das Drahterodieren eignet sich für jedes elektrisch leitfähige Material, unabhängig von der Härte. Diese Fähigkeit ermöglicht die Bearbeitung von Werkzeugstählen mit 60+ HRC, Inconel 718, Titanlegierungen und gehärteten Lagerstählen. Die Einschränkung des Verfahrens betrifft nichtleitende Materialien wie Keramiken und bestimmte Kunststoffe.
| Materialtyp | Wälzfräseignung | Drahterodierbarkeit | Bevorzugtes Verfahren |
|---|---|---|---|
| Weichstahl (<35 HRC) | Ausgezeichnet | Gut | Wälzfräsen (Kostenvorteil) |
| Mittelstahl (35-45 HRC) | Gut | Ausgezeichnet | Volumenabhängig |
| Hartstahl (>50 HRC) | Schlecht | Ausgezeichnet | Drahterodieren erforderlich |
| Aluminiumlegierungen | Ausgezeichnet | Gut | Wälzfräsen (Produktivität) |
| Titanlegierungen | Begrenzt | Ausgezeichnet | Drahterodieren bevorzugt |
| Inconel/Superlegierungen | Sehr begrenzt | Ausgezeichnet | Nur Drahterodieren |
Auch die Materialstärke beeinflusst die Verfahrensauswahl. Das Wälzfräsen bewältigt verschiedene Stirnbreiten effizient, während die Schnittgeschwindigkeit beim Drahterodieren mit zunehmender Dicke abnimmt. Bei Teilen mit einer Dicke von mehr als 100 mm kann das Wälzfräsen aus Produktivitätsgründen bevorzugt werden.
Die Eigenspannungsmuster unterscheiden sich zwischen den Verfahren. Das Wälzfräsen erzeugt Druckspannungen, die für die Dauerfestigkeit von Vorteil sind, während das Drahterodieren minimale Eigenspannungen erzeugt, aber für kritische Anwendungen möglicherweise eine Spannungsarmglühung erfordert.
Kostenanalyse und wirtschaftliche Überlegungen
Das Verständnis der vollständigen Kostenstruktur ermöglicht eine genaue Verfahrensauswahl auf der Grundlage der Projektwirtschaftlichkeit und nicht auf der Grundlage erster Eindrücke.
Das Wälzfräsen erfordert erhebliche Vorabinvestitionen in Werkzeuge, wobei die Kosten für Wälzfräser je nach Spezifikation zwischen 2.500 und 15.000 € liegen. Diese Werkzeuge produzieren jedoch Tausende von Teilen, bevor sie ausgetauscht werden müssen, wodurch die Werkzeugkosten pro Teil in der Massenproduktion drastisch reduziert werden.
Das Drahterodieren macht kundenspezifische Werkzeugkosten überflüssig, arbeitet aber mit höheren Stundensätzen aufgrund langsamerer Schnittgeschwindigkeiten und Kosten für Verbrauchsmaterialien wie Draht. Typische Drahterodiersätze liegen zwischen 45 und 85 € pro Stunde, einschließlich Drahtverbrauch und Maschinenkosten.
Für hochpräzise Ergebnisse erhalten Sie innerhalb von 24 Stunden ein detailliertes Angebot von Microns Hub.
| Kostenfaktor | Wälzfräsen | Drahterodieren | Volumeneffekt |
|---|---|---|---|
| Einrichtungskosten | 800 € - 2.000 € | 200 € - 500 € | Bevorzugt EDM bei geringem Volumen |
| Werkzeugkosten | 2.500 € - 15.000 € | 0 € (nur Verbrauchsmaterialien) | Amortisiert über die Produktion |
| Stundensatz | 35 € - 55 € | 45 € - 85 € | Konstant über alle Volumen |
| Zykluszeit (pro Teil) | 15-45 Minuten | 2-8 Stunden | Wälzfräsvorteil skaliert |
| Sekundäroperationen | Entgraten, Inspektion | Minimale Endbearbeitung | Erhöht die Wälzfräskosten |
Der wirtschaftliche Wendepunkt liegt typischerweise zwischen 500 und 1000 Teilen für Standard-Keilwellengeometrien. Komplexe Profile oder enge Toleranzen können dieses Gleichgewicht auch bei höheren Stückzahlen in Richtung Drahterodieren verschieben.
Qualitätsbezogene Kosten müssen in die Wirtschaftlichkeitsanalyse einbezogen werden. Das Wälzfräsen erfordert möglicherweise zusätzliche Qualitätskontrollmaßnahmen und potenzielle Nacharbeiten, während die höhere Genauigkeit des Drahterodierens diese Bedenken häufig ausräumt.
Auch die Lieferzeit beeinflusst die gesamten Projektkosten. Das Wälzfräsen erfordert die Beschaffung von Wälzfräsern mit Lieferzeiten von 8-12 Wochen, während das Drahterodieren sofort mit Standard-Drahtelektroden beginnen kann.
Oberflächengüte und Qualitätsmerkmale
Die Oberflächengüte wirkt sich direkt auf die Leistung des Getriebes aus und beeinflusst Reibung, Verschleißfestigkeit und Geräuschentwicklung während des Betriebs.
Das Wälzfräsen erzeugt charakteristische Vorschubmarkierungen, die in Schnittrichtung ausgerichtet sind, wodurch Oberflächenstrukturen entstehen, die für kritische Anwendungen zusätzliche Bearbeitungsgänge erfordern können. Die Oberflächenrauheit liegt typischerweise zwischen Ra 1,6 und Ra 3,2 μm, abhängig von den Schnittparametern und dem Werkzeugzustand.
Das Drahterodieren erzeugt durch die elektrische Entladungserosion charakteristische Oberflächenmuster, wodurch mikroskopisch kleine Krater entstehen, die Schmiermittel effektiv einschließen können. Die Oberflächengüte liegt bei richtiger Parameteroptimierung zwischen Ra 0,8 und Ra 2,5 μm.
Die Beziehung zwischen Oberflächengüte und Schnittparametern ermöglicht die Optimierung für spezifische Anforderungen. Beim Wälzfräsen verbessern langsamere Schnittgeschwindigkeiten und feinere Vorschübe die Oberflächenqualität, verringern aber die Produktivität. Das Drahterodieren erzielt durch mehrere Schnittdurchgänge eine höhere Oberflächengüte, wobei auf Schruppschnitte Schlichtschnitte folgen.
Die Oberflächenintegrität geht über die Rauheit hinaus und umfasst auch metallurgische Veränderungen durch den Fertigungsprozess. Das Wälzfräsen erzeugt kaltverfestigte Oberflächen, die für die Verschleißfestigkeit von Vorteil sind, während das Drahterodieren dünne Rekastschichten erzeugt, die bei kritischen Anwendungen möglicherweise entfernt werden müssen.
Die Anforderungen an das Entgraten unterscheiden sich erheblich zwischen den Verfahren. Das Wälzfräsen erzeugt typischerweise Grate an den Zahnkanten, die sekundäre Bearbeitungsgänge erfordern, während das Drahterodieren aufgrund des thermischen Schneidmechanismus minimale Grate erzeugt.
Konstruktionsüberlegungen und geometrische Einschränkungen
Die Bauteilgeometrie beeinflusst die Wahl des Fertigungsprozesses erheblich, wobei jede Methode spezifische Fähigkeiten und Einschränkungen aufweist.
Das Wälzfräsen eignet sich hervorragend für Standard-Evolventen-Keilwellenprofile, ist aber bei komplexen oder nicht standardmäßigen Geometrien eingeschränkt. Das Verfahren erfordert geradlinige Schnittwege ohne geometrische Interferenzen, was die Designflexibilität für integrierte Merkmale einschränkt.
Innenverzahnungen stellen für das Wälzfräsen besondere Herausforderungen dar, insbesondere bei kleinen Durchmessern, bei denen die Werkzeugzugänglichkeit problematisch wird. Der minimale Innendurchmesser beträgt für praktische Wälzfräsoperationen typischerweise mehr als 25 mm, obwohl spezielle Werkzeuge diese Fähigkeit erweitern können.
Das Drahterodieren kann praktisch jedes 2D-Profil bearbeiten, das programmiert werden kann, einschließlich asymmetrischer Zähne, variabler Abstände und integrierter Keilnuten oder Schlitze. Diese geometrische Flexibilität ermöglicht komplexe Designs, die mit konventionellen Bearbeitungsmethoden nicht möglich sind.
Die Fähigkeit, komplexe Geometrien mit Hinterschnitten zu bearbeiten, stellt einen erheblichen Vorteil des Drahterodierens dar, insbesondere für Anwendungen in der Luft- und Raumfahrt, die eine Gewichtsreduzierung durch Materialabtrag in nicht kritischen Bereichen erfordern.
Die Möglichkeiten der Konizität unterscheiden sich zwischen den Verfahren. Das Wälzfräsen erzeugt parallelseitige Zähne, während das Drahterodieren konische Profile für spezielle Anwendungen wie Kegelkupplungen oder verstellbare Kupplungen erzeugen kann.
Die Einschränkungen der Teile dicke beeinflussen die Verfahrensauswahl. Das Wälzfräsen bewältigt verschiedene Stirnbreiten effizient, während die Schnittgeschwindigkeit beim Drahterodieren mit zunehmender Dicke abnimmt, was es für Teile mit einer Dicke von mehr als 150 mm weniger wirtschaftlich macht.
Überlegungen zur Produktionsmenge
Die Produktionsmenge ist der wichtigste Faktor, der die wirtschaftliche Rentabilität für jedes Fertigungsverfahren bestimmt.
Die Kleinserienfertigung (1-100 Teile) bevorzugt in der Regel das Drahterodieren, da keine Werkzeugkosten anfallen und die Einrichtung flexibel ist. Die Möglichkeit, Programme schnell zu ändern, ermöglicht Konstruktionsänderungen, die bei Prototypen- und Kleinserienanwendungen üblich sind.
Die mittlere Serienfertigung (100-1000 Teile) erfordert eine sorgfältige Wirtschaftlichkeitsanalyse unter Berücksichtigung der gesamten Projektkosten, einschließlich Werkzeugamortisation, Zykluszeiten und Qualitätsanforderungen. Der Wendepunkt variiert mit der Teilekomplexität und den Toleranzanforderungen.
Die Massenproduktion (1000+ Teile) bevorzugt im Allgemeinen das Wälzfräsen, wenn die geometrischen Einschränkungen dies zulassen. Die höhere Produktivität und die geringeren Stückkosten gleichen die anfänglichen Werkzeuginvestitionen über große Produktionsläufe hinweg aus.
Die Optimierung der Losgröße wirkt sich auf beide Prozesse unterschiedlich aus. Das Wälzfräsen profitiert von kontinuierlichen Produktionsläufen, die die Auswirkungen der Rüstzeit minimieren, während das Drahterodieren gemischte Chargen aufgrund schneller Programmänderungen effizient verarbeiten kann.
Die Flexibilität der Produktionsplanung ist ein weiterer Aspekt. Das Drahterodieren ermöglicht eine schnelle Reaktion auf dringende Anforderungen ohne Werkzeugverzögerungen, während das Wälzfräsen eine vorausschauende Planung für die Werkzeugbeschaffung und -einrichtung erfordern kann.
Qualitätskontrolle und Inspektionsanforderungen
Die Verfahren zur Maßprüfung und Qualitätskontrolle unterscheiden sich erheblich zwischen Wälzfräs- und Drahterodierverfahren.
Das Wälzfräsen erfordert eine umfassende Inspektion aufgrund potenzieller Werkzeugverschleißeinflüsse auf die Maßgenauigkeit. Zu den kritischen Parametern gehören die Teilungsgenauigkeit, die Zahndicke und die Profilform, die typischerweise mit Getriebeinspektionssystemen mit einer Auflösung von ±0,001 mm gemessen werden.
Die höhere Prozesskontrolle des Drahterodierens reduziert häufig die Inspektionsanforderungen, obwohl die Überprüfung für kritische Abmessungen unerlässlich bleibt. Die Prozessstabilität ermöglicht eine statistische Prozesskontrolle mit kleineren Stichprobenumfängen im Vergleich zum Wälzfräsen.
Die Anforderungen an die Inspektionsausrüstung unterscheiden sich zwischen den Verfahren. Das Wälzfräsen erfordert möglicherweise spezielle Getriebemesssysteme, während Drahterodierteile häufig Standard-Koordinatenmessmaschinen zur Maßprüfung verwenden.
Prozessfähigkeitsstudien zeigen unterschiedliche Merkmale für jede Methode. Das Wälzfräsen weist Cpk-Werte von 1,33-1,67 für Standardtoleranzen auf, während das Drahterodieren Cpk-Werte von über 2,0 für vergleichbare Abmessungen erreicht.
Die Rückverfolgbarkeitsanforderungen in der Luft- und Raumfahrt und in medizinischen Anwendungen bevorzugen die digitale Prozesskontrolle und die automatisierten Dokumentationsfunktionen des Drahterodierens im Vergleich zu den manuellen Einrichtungsverfahren des Wälzfräsens.
Fortgeschrittene Anwendungen und zukünftige Trends
Neue Anwendungen verschieben weiterhin die Grenzen der Präzision und Komplexität der Verzahnungsbearbeitung.
Mikro-Keilwellen für Präzisionsinstrumente erfordern Drahterodierfähigkeiten aufgrund der Maßstabsbeschränkungen beim Wälzfräsen. Komponenten mit Zahnmodulen unter 0,5 mm übersteigen typischerweise die Fertigungsmöglichkeiten von Wälzfräswerkzeugen.
Hybride Fertigungsansätze kombinieren beide Verfahren für optimale Ergebnisse. Das Schruppwälzfräsen mit anschließender Drahterodierbearbeitung ermöglicht eine hohe Produktivität bei höchster Genauigkeit, erhöht aber die Komplexität und die Kosten.
Die Integration der additiven Fertigung schafft Möglichkeiten für komplexe Innenkeilwellengeometrien, die mit traditionellen Methoden nicht möglich sind. Das Drahterodieren ermöglicht die Endbearbeitung von 3D-gedruckten Komponenten auf Präzisionstoleranzen.
Industrie 4.0-Implementierungen wirken sich auf beide Prozesse durch verbesserte Überwachungs- und Steuerungssysteme aus. Prädiktive Wartungsalgorithmen optimieren die Werkzeuglebensdauer beim Wälzfräsen, während die Echtzeit-Prozessüberwachung die Drahterodierkonsistenz verbessert.
Wenn Sie bei Microns Hub bestellen, profitieren Sie von direkten Herstellerbeziehungen, die eine überlegene Qualitätskontrolle und wettbewerbsfähige Preise im Vergleich zu Marktplatzplattformen gewährleisten. Unsere technische Expertise und unser persönlicher Serviceansatz bedeuten, dass jedes Projekt die spezielle Aufmerksamkeit erhält, die für optimale Ergebnisse erforderlich ist, sei es durch Wälzfräs- oder Drahterodierverfahren.
Umweltaspekte beeinflussen zunehmend die Verfahrensauswahl. Die reduzierte Abfallerzeugung und der Verzicht auf Schneidflüssigkeiten beim Drahterodieren sprechen umweltbewusste Hersteller an, während die höhere Produktivität beim Wälzfräsen den Gesamtenergieverbrauch pro Teil reduziert.
Richtlinien für die Verfahrensauswahl
Systematische Bewertungskriterien ermöglichen die optimale Verfahrensauswahl auf der Grundlage spezifischer Projektanforderungen.
Zu den primären Auswahlfaktoren gehören Produktionsmenge, Toleranzanforderungen, Materialeigenschaften und geometrische Komplexität. Diese Parameter interagieren, um den wirtschaftlichsten Fertigungsansatz zu bestimmen.
Entscheidungsmatrizen helfen, Auswahlkriterien zu quantifizieren, indem sie Faktoren entsprechend den Projektprioritäten gewichten. Kostensensitive Projekte betonen wirtschaftliche Faktoren, während kritische Anwendungen Präzision und Zuverlässigkeit priorisieren.
Die Prototypenentwicklung beginnt oft mit dem Drahterodieren zur Designverifizierung, bevor auf das Wälzfräsen für Produktionsmengen umgestellt wird. Dieser Ansatz validiert Designs und erhält gleichzeitig die wirtschaftliche Rentabilität für die Serienfertigung.
Die Risikobewertung berücksichtigt Faktoren wie Werkzeugverfügbarkeit, Prozessfähigkeit und Liefertermine. Das Drahterodieren bietet ein geringeres technisches Risiko für komplexe Geometrien, während das Wälzfräsen etablierte Lösungen für Standardanwendungen bietet.
Zukünftige Designänderungen beeinflussen die Entscheidungen zur Verfahrensauswahl. Das Drahterodieren ermöglicht Modifikationen leichter, während das Wälzfräsen neue Werkzeuge für signifikante geometrische Änderungen erfordert.
Die Integration mit unseren Fertigungsdienstleistungen gewährleistet eine optimale Verfahrensauswahl auf der Grundlage einer umfassenden Fähigkeitsbewertung und einer auf Ihre spezifischen Anforderungen zugeschnittenen Wirtschaftlichkeitsanalyse.
Häufig gestellte Fragen
Welche Toleranzstufen können mit Wälzfräsen im Vergleich zum Drahterodieren erreicht werden?
Das Wälzfräsen erreicht typischerweise Toleranzen von ±0,008 mm bis ±0,01 mm auf kritische Abmessungen wie Teilung und Zahndicke. Das Drahterodieren bietet eine höhere Präzision mit Toleranzen von bis zu ±0,002 mm bis ±0,003 mm auf die gleichen Parameter. Die Wahl hängt von den Präzisionsanforderungen Ihrer Anwendung ab und davon, ob die verbesserte Genauigkeit die zusätzlichen Kosten rechtfertigt.
Welches Verfahren ist für mittlere Produktionsmengen kostengünstiger?
Für Produktionsmengen zwischen 100 und 1000 Teilen hängt die Kosteneffizienz von der Teilekomplexität und den Toleranzanforderungen ab. Einfache Keilwellenprofile bevorzugen oft das Wälzfräsen aufgrund schnellerer Zykluszeiten, während komplexe Geometrien oder enge Toleranzen die Kosten für das Drahterodieren rechtfertigen können. Der Wendepunkt liegt typischerweise bei etwa 500 Teilen für Standardgeometrien.
Können beide Verfahren gehärtete Stahlbauteile bearbeiten?
Das Drahterodieren eignet sich hervorragend für gehärtete Stähle bis zu 65 HRC, ohne die Genauigkeit zu beeinträchtigen oder spezielle Werkzeuge zu benötigen. Das Wälzfräsen wird oberhalb von 45 HRC aufgrund von übermäßigem Werkzeugverschleiß und schlechter Oberflächengüte schwierig. Für gehärtete Komponenten ist das Drahterodieren unabhängig von der Produktionsmenge die bevorzugte Wahl.
Wie sind die typischen Vorlaufzeiten für jedes Verfahren?
Das Drahterodieren kann sofort mit Standard-Drahtelektroden beginnen, wobei die Vorlaufzeiten hauptsächlich durch die Bearbeitungszeit und die Position in der Warteschlange bestimmt werden. Das Wälzfräsen erfordert die Beschaffung kundenspezifischer Werkzeuge mit Lieferzeiten von 8-12 Wochen für spezielle Wälzfräser, obwohl Standardwerkzeuge möglicherweise früher verfügbar sind. Berücksichtigen Sie die Werkzeugvorlaufzeiten bei der Planung von Produktionsplänen.
Wie beeinflussen die Anforderungen an die Oberflächengüte die Verfahrensauswahl?
Das Drahterodieren erzeugt überlegene Oberflächengüten im Bereich von Ra 0,8 bis Ra 2,5 μm, wobei nur minimale sekundäre Bearbeitungsgänge erforderlich sind. Das Wälzfräsen erreicht Ra 1,6 bis Ra 3,2 μm, erfordert aber möglicherweise zusätzliche Endbearbeitung für kritische Anwendungen. Anwendungen, die eine außergewöhnliche Oberflächenqualität erfordern, bevorzugen typischerweise das Drahterodieren trotz höherer Kosten.
Welche geometrischen Einschränkungen gibt es für jedes Verfahren?
Das Wälzfräsen erfordert geradlinige Schnittwege und hat Schwierigkeiten mit Innenverzahnungen unter 25 mm Durchmesser. Das Drahterodieren kann praktisch jedes 2D-Profil bearbeiten, einschließlich komplexer Geometrien, Hinterschneidungen und enger interner Merkmale. Wählen Sie das Drahterodieren für nicht standardmäßige Profile oder geometrische Einschränkungen, die die Möglichkeiten des Wälzfräsens übersteigen.
Gibt es Materialbeschränkungen für eines der Verfahren?
Das Wälzfräsen funktioniert optimal bei Materialien unter 45 HRC, einschließlich gängiger Stähle und Aluminiumlegierungen. Das Drahterodieren eignet sich für jedes elektrisch leitfähige Material, unabhängig von der Härte, einschließlich exotischer Legierungen und gehärteter Stähle. Nichtleitende Materialien wie Keramiken erfordern alternative Fertigungsmethoden.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece