Vakuumimprägnierung: Abdichtung von Leckagepfaden in Hydraulikgussteilen
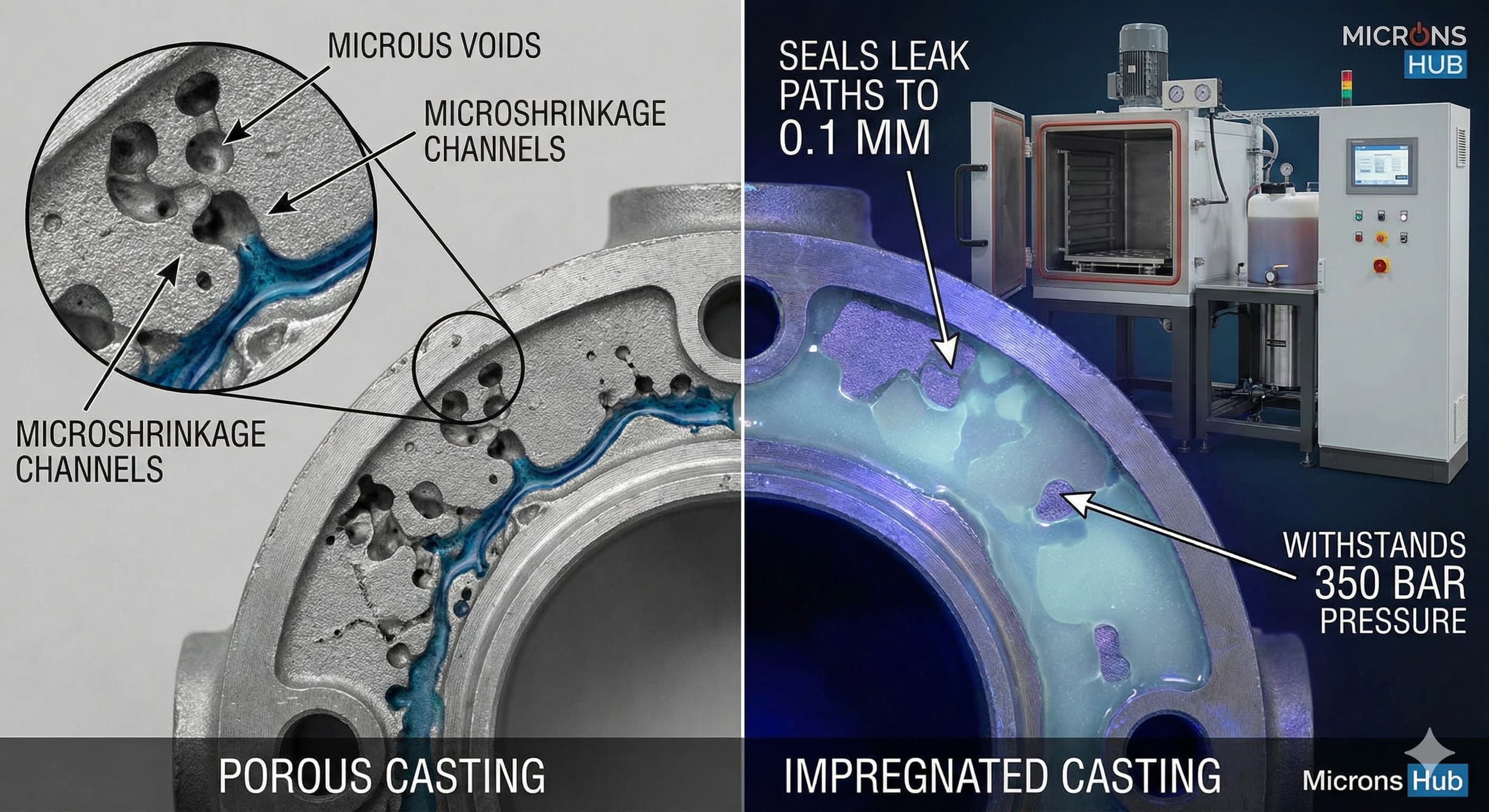
Porosität in Hydraulikgussteilen stellt eine der kritischsten Fehlerursachen in Hochdruckanwendungen dar. Wenn miteinander verbundene Mikroschrumpfungen Leckagepfade durch die Gusswände bilden, sind katastrophale Systemausfälle, Umweltverschmutzung und erhebliche Ausfallkosten die Folge. Die Vakuumimprägnierung hat sich als die definitive Lösung zur Abdichtung dieser mikroskopischen Defekte herauskristallisiert und verwandelt potenziell verschrottete Komponenten in druckdichte Baugruppen, die Betriebsdrucken von über 350 bar standhalten können.
Diese umfassende technische Analyse untersucht den Vakuumimprägnierungsprozess sowohl aus metallurgischer als auch aus praktischer Sicht und vermittelt Fertigungsingenieuren das detaillierte Wissen, das für die erfolgreiche Implementierung von Leckabdichtungsprotokollen erforderlich ist.
Wichtige Erkenntnisse
- Die Vakuumimprägnierung kann Porositäten bis zu einem Durchmesser von 0,1 mm abdichten und Leckraten unter 10⁻⁶ mbar·l/s gemäß ISO 3530 erreichen.
- Eine ordnungsgemäße Oberflächenvorbereitung und die Entfernung von Verunreinigungen sind entscheidend – selbst 0,05 mm Bearbeitungsflüssigkeiten können das vollständige Eindringen des Harzes verhindern.
- Moderne anaerobe Harze härten in miteinander verbundenen Poren aus, bleiben aber in luftberührten Bereichen flüssig, was eine selektive Abdichtung ermöglicht.
- Die Kostenanalyse zeigt, dass die Vakuumimprägnierung 85-95 % der ansonsten ausgeschiedenen Hydraulikgussteile zu 15-25 % der Wiederbeschaffungskosten wiederherstellt.
Verständnis der Porositätsbildung in Hydraulikgussteilen
Hydraulikgussteile erfahren während des Erstarrungsprozesses eine Porositätsbildung durch verschiedene Mechanismen. Der Hauptfaktor ist die Mikroschrumpfung, die auftritt, wenn die Metallerstarrung eine volumetrische Kontraktion ohne ausreichende Zufuhr von Speisern oder Anschnitten verursacht. Dieses Phänomen ist besonders ausgeprägt bei Aluminiumlegierungen wie A356-T6 und A380, wo die Erstarrungsschrumpfung sich auf etwa 6,5 Volumenprozent beläuft.
Gasporen stellen die zweite große Herausforderung dar, die entstehen, wenn gelöster Wasserstoff während der Abkühlung ausfällt. Die Wasserstofflöslichkeit von Aluminium sinkt drastisch von 0,69 cm³/100g im flüssigen Zustand auf nur 0,036 cm³/100g im festen Zustand. Diese Übersättigung erzeugt kugelförmige Poren mit einem Durchmesser von 0,1 mm bis zu mehreren Millimetern.
Der entscheidende Unterschied für hydraulische Anwendungen liegt in der Vernetzung der Porosität. Isolierte Poren stellen ein minimales Risiko dar, aber vernetzte Netzwerke bilden kontinuierliche Leckagepfade durch die Gusswände. Diese mikroskopischen Kanäle, die oft für die normale Sichtprüfung unsichtbar sind, ermöglichen die Migration von Hydraulikflüssigkeit unter Druck, was zu externen Leckagen und Systemverunreinigungen führt.
| Porositätstyp | Typischer Größenbereich | Bildungsmechanismus | Hydraulisches Risikoniveau |
|---|---|---|---|
| Mikroschrumpfung | 0.05-0.5 mm | Erstarrungsschrumpfung | Hoch - miteinander verbunden |
| Gasporen (H₂) | 0.1-2.0 mm | Wasserstoffausfällung | Mittel - typischerweise isoliert |
| Oxideinschlüsse | 0.02-0.2 mm | Einschlüsse durch Oberflächenoxidation | Hoch - erzeugt Leckage-Initiierungspunkte |
| Kalte Schweißstellen | 0.1-1.0 mm Breite | Unvollständige Metallverschmelzung | Sehr hoch - lineare Leckagepfade |
Moderne Druckgussverfahren haben das Auftreten von Porosität deutlich reduziert, insbesondere da der Zinkdruckguss im Vergleich zu Aluminiumalternativen überlegene Dichteeigenschaften bietet. Komplexe Geometrien und dicke Querschnitte in Hydraulikkomponenten stellen jedoch nach wie vor Erstarrungsherausforderungen dar, die eine Nachbehandlung erfordern.
Grundlagen des Vakuumimprägnierungsverfahrens
Die Vakuumimprägnierung basiert auf dem Prinzip des Differenzdrucks, um niedrigviskose Harze in mikroskopische Porositäten zu pressen. Der Prozess beginnt mit dem Einbringen gereinigter Gussteile in eine Vakuumkammer, in der typischerweise Drücke unter 1 mbar (100 Pa) erreicht werden. Diese Vakuumextraktion entfernt Luft aus miteinander verbundenen Poren und erzeugt so die treibende Kraft für das anschließende Eindringen des Harzes.
Die Harzauswahl erweist sich als entscheidend für hydraulische Anwendungen. Moderne anaerobe Harze, insbesondere Formulierungen auf Methacrylatbasis, härten nur unter Sauerstoffausschluss aus, während sie in luftberührten Bereichen flüssig bleiben. Diese selektive Aushärtung gewährleistet eine vollständige Porenversiegelung ohne Oberflächenverunreinigungen, die nachfolgende Bearbeitungs- oder Beschichtungsvorgänge beeinträchtigen könnten.
Kritische Prozessparameter
Das Vakuumniveau stellt den primären Kontrollparameter dar, der die Eindringtiefe und -vollständigkeit direkt beeinflusst. Optimale Ergebnisse erfordern absolute Drücke unter 1 mbar, die ausreichend lange aufrechterhalten werden, um eine vollständige Luftabsaugung zu erreichen. Die Evakuierungszeit hängt von der Teilegeometrie und dem Porositätsvolumen ab und beträgt typischerweise 15-45 Minuten für Hydraulikgussteile.
Die Temperaturkontrolle während der Imprägnierung beeinflusst sowohl die Harzviskosität als auch die Eindringcharakteristik. Die meisten anaeroben Harze erreichen optimale Fließeigenschaften bei 60-80 °C, wodurch die Viskosität im Vergleich zum Betrieb bei Raumtemperatur um etwa 40 % reduziert wird. Eine zu hohe Temperatur beschleunigt jedoch die Aushärtungseinleitung und blockiert möglicherweise enge Porenkanäle, bevor das Harz vollständig eingedrungen ist.
Der Druckunterschied während der Harzeinleitung nutzt typischerweise den atmosphärischen Druck gegen das aufrechterhaltene Vakuum. Einige fortschrittliche Systeme verwenden einen positiven Druck von bis zu 6 bar, um das Eindringen in extrem feine Porositäten zu verbessern, dies erfordert jedoch eine sorgfältige Kontrolle, um Verformungen des Gussteils in dünnwandigen Abschnitten zu verhindern.
Materialauswahl und Kompatibilität
Die Auswahl der Harzchemie muss sowohl die Basismetalllegierung als auch die beabsichtigte Kompatibilität mit der Hydraulikflüssigkeit berücksichtigen. Für Aluminiumgussteile bieten Harze auf Methacrylatbasis eine ausgezeichnete Haftung und chemische Beständigkeit. Diese Formulierungen erreichen nach vollständiger Aushärtung typischerweise Zugfestigkeiten von über 25 MPa, mit Shore-D-Härtewerten zwischen 75 und 85.
Die Prüfung der Kompatibilität mit Hydraulikflüssigkeiten erfolgt nach den ASTM D471-Protokollen, wobei die Volumenzunahme und der Eigenschaftserhalt nach längerer Exposition bewertet werden. Moderne anaerobe Harze zeigen eine ausgezeichnete Kompatibilität mit Hydraulikölen auf Mineralölbasis und weisen nach 1000 Stunden bei 100 °C eine Volumenänderung von weniger als 3 % auf. Die Kompatibilität mit synthetischen Flüssigkeiten variiert stark mit der Flüssigkeitschemie und erfordert eine spezifische Validierung für jede Anwendung.
| Harztyp | Aushärtezeit (25°C) | Temperaturbereich | Hydraulikflüssigkeitsverträglichkeit | Kosten pro Liter |
|---|---|---|---|---|
| Anaerobes Methacrylat | 2-4 Stunden | -55°C bis +150°C | Ausgezeichnet mit Mineralölen | €125-180 |
| Modifiziertes Polyurethan | 6-8 Stunden | -40°C bis +120°C | Gut mit den meisten Flüssigkeiten | €95-140 |
| Epoxidbasiert | 12-24 Stunden | -30°C bis +130°C | Mäßig - erfordert Tests | €80-120 |
| Silikonmodifiziert | 4-6 Stunden | -65°C bis +180°C | Ausgezeichnete Flexibilität | €160-220 |
Das ausgehärtete Harz muss seine Integrität unter hydraulischer Druckwechselbeanspruchung beibehalten. Zu den Prüfprotokollen gehört die Druckwechselbeanspruchung von 0 bis zum maximalen Betriebsdruck für mindestens 100.000 Zyklen, wobei die Lecksuche in regelmäßigen Abständen durchgeführt wird. Eine erfolgreiche Imprägnierung hält typischerweise Drücken stand, die das 1,5-fache des maximalen Betriebsdrucks betragen, ohne dass Leckagen festgestellt werden.
Anforderungen an die Oberflächenvorbereitung
Die Oberflächensauberkeit wirkt sich direkt auf die Wirksamkeit der Imprägnierung aus, wobei selbst mikroskopische Verunreinigungen das vollständige Eindringen des Harzes verhindern. Bearbeitungsflüssigkeiten, insbesondere wasserbasierte Kühlmittel, stellen die größte Barriere für den Harzfluss dar. Die vollständige Entfernung erfordert mehrstufige Reinigungsprotokolle, die die Entfettung mit Lösungsmitteln mit der alkalischen Reinigung kombinieren.
Die empfohlene Reinigungssequenz beginnt mit der Dampfentfettung mit Trichlorethylen oder modernen Kohlenwasserstoffalternativen, gefolgt von einer alkalischen Reinigung bei 80-90 °C für 10-15 Minuten. Das abschließende Spülen mit entionisiertem Wasser verhindert Mineralablagerungen, die feine Porositäten verstopfen könnten. Die vollständige Trocknung bei 120 °C für mindestens 30 Minuten gewährleistet die Beseitigung von Feuchtigkeit, die die anaeroben Aushärtungsmechanismen beeinträchtigen könnte.
Für hochpräzise Ergebnisse können Sie Ihr Projekt für ein 24-Stunden-Angebot einreichen bei Microns Hub.
Qualitätskontroll- und Prüfprotokolle
Die Überprüfung der Dichtheitsprüfung erfolgt nach den in ISO 3530 für Hydraulikkomponenten festgelegten Protokollen. Die empfindlichste Methode ist die Helium-Massenspektrometrie, mit der Leckraten unter 10⁻⁸ mbar·l/s nachgewiesen werden können. In der praktischen Produktionsprüfung werden jedoch häufig Druckabfallmethoden mit einer für die Anwendungsanforderungen geeigneten Leckerkennungsempfindlichkeit eingesetzt.
Die Dichtheitsprüfung vor der Imprägnierung ermittelt den Ausgangswert der Porositätsschwere, die typischerweise mit dem 1,5-fachen des Betriebsdrucks mit einer Messdauer von 15-30 Minuten in Abhängigkeit vom Bauteilvolumen durchgeführt wird. Die Ablehnungskriterien variieren je nach Anwendung, aber Hydraulikkomponenten erfordern im Allgemeinen Leckraten unter 10⁻⁴ mbar·l/s, um für eine Imprägnierung in Betracht gezogen zu werden.
Die Überprüfung nach der Imprägnierung muss den Aushärtungsfortschritt des Harzes berücksichtigen. Erste Tests unmittelbar nach der Verarbeitung können aufgrund der Mobilität des ungehärteten Harzes künstlich niedrige Leckraten zeigen. Standardprotokolle erfordern eine Aushärtungszeit von mindestens 24 Stunden vor der endgültigen Dichtheitsprüfung, wobei sich einige Spezifikationen für kritische Anwendungen auf 72 Stunden verlängern.
Prozessüberwachung und -steuerung
Die Überwachung des Vakuumniveaus während des gesamten Evakuierungszyklus gibt Aufschluss über das Porositätsvolumen und die Vernetzung. Ein schneller Druckanstieg bei Vakuumisolierung deutet auf eine erhebliche interne Porosität hin, während ein allmählicher Anstieg auf minimale oder schlecht verbundene Defekte hindeutet. Diese Informationen leiten die Optimierung der Evakuierungszeit und helfen, die Erfolgswahrscheinlichkeit der Imprägnierung vorherzusagen.
Die Überwachung des Harzeindringens erfolgt mit verschiedenen Techniken, abhängig von der Bauteilgeometrie und der Zugänglichkeit. Der Zusatz von fluoreszierendem Farbstoff ermöglicht die visuelle Überprüfung unter UV-Beleuchtung, was besonders für komplexe interne Kanäle nützlich ist. Die Gewichtszunahmemessung ermöglicht eine quantitative Bewertung der Harzaufnahme, wobei typische Werte je nach Porositätsschwere zwischen 0,1 und 2,0 % des Bauteilgewichts liegen.
| Porositätsgrad | Vakuum-Evakuierungszeit | Erwartete Gewichtszunahme | Erfolgsrate | Typische Anwendungen |
|---|---|---|---|---|
| Leicht (vereinzelt Poren) | 15-20 Minuten | 0.1-0.3% | 95-98% | Standard-Hydraulikblöcke |
| Mäßig (teilweise Vernetzung) | 25-35 Minuten | 0.4-0.8% | 90-95% | Komplexe Ventilgehäuse |
| Schwerwiegend (umfangreiche Netzwerke) | 40-60 Minuten | 0.9-2.0% | 80-90% | Dickwandige Pumpengehäuse |
| Kritisch (durchgehend) | 45-75 Minuten | 1.5-3.0% | 70-85% | Zylinderköpfe, Verteiler |
Wirtschaftliche Analyse und Kostenbegründung
Die Wirtschaftlichkeit der Vakuumimprägnierung hängt von mehreren Faktoren ab, darunter die Kosten für den Austausch des Gussteils, die Reduzierung der Ausschussrate und die Anforderungen an den Durchsatz. Für typische Hydraulikventilgehäuse mit Herstellungskosten zwischen 45 und 85 € verursacht die Imprägnierungsverarbeitung zusätzliche Kosten von etwa 8 bis 15 € pro Bauteil, was 15 bis 25 % der gesamten Herstellungskosten entspricht.
Die Kostenaufschlüsselung umfasst den Harzverbrauch (typischerweise 2-4 € pro Bauteil), die Verarbeitungskosten, die Abschreibung der Ausrüstung und die Qualitätsprüfung. Großbetriebe erzielen durch die Chargenverarbeitung Skaleneffekte, wodurch die Kosten pro Bauteil für Standard-Hydraulikgussteile auf 5-8 € sinken.
Die Berechnungen der Kapitalrendite müssen die Alternative der Bauteilablehnung und Wiederaufbereitung berücksichtigen. Bei typischen Ablehnungsraten für komplexe Hydraulikgussteile von 3-8 % aufgrund von porositätbedingten Leckagen kann die Imprägnierung 85-95 % der ansonsten verschrotteten Bauteile wiederherstellen. Diese Wiederherstellungsrate führt zu erheblichen Kosteneinsparungen, insbesondere bei komplexen Geometrien, die eine umfangreiche Bearbeitung erfordern.
Überlegungen zur Prozessintegration
Die Optimierung der Fertigungssequenz erfordert eine sorgfältige Integration der Vakuumimprägnierung in bestehende Produktionsabläufe. Der ideale Zeitpunkt ist die Imprägnierung nach der Vorbearbeitung, aber vor den Endbearbeitungen, wodurch die Wirksamkeit der Abdichtung überprüft werden kann und gleichzeitig die Nachbearbeitungskosten minimiert werden, falls die Behandlung fehlschlägt.
Die Kompatibilität mit der Wärmebehandlung stellt wichtige Überlegungen für Aluminiumgussteile dar, die T6-Vergütungsbedingungen erfordern. Standardmäßige Alterungsbehandlungen bei 155 °C überschreiten die Temperaturgrenzen der meisten anaeroben Harze, was entweder die Auswahl von Harzen für Hochtemperaturanwendungen oder eine Änderung der Prozesssequenz erfordert, um die Imprägnierung nach Abschluss der Wärmebehandlung durchzuführen.
Bei der Integration der Vakuumimprägnierung mit unseren Fertigungsdienstleistungen gewährleistet eine sorgfältige Koordination optimale Ergebnisse bei gleichzeitiger Aufrechterhaltung der Produktionseffizienz und Kosteneffektivität.
Fortgeschrittene Anwendungen und besondere Überlegungen
Hydraulikanwendungen mit hohem Druck über 280 bar erfordern verbesserte Imprägnierungsprotokolle und spezielle Harzformulierungen. Diese Anwendungen verwenden häufig mehrere Imprägnierungszyklen mit zunehmend niedrigviskoseren Harzen, um ein vollständiges Eindringen in extrem feine Porositätsnetzwerke zu gewährleisten.
Hydraulikkomponenten für die Luft- und Raumfahrt, die mit Drücken von bis zu 350 bar betrieben werden, erfordern zusätzliche Qualifikationsprüfungen, einschließlich Vibrationsfestigkeit, Temperaturwechselbeanspruchung und erweiterte Druckwechselbeanspruchungsvalidierung. Die Prüfprotokolle folgen Luft- und Raumfahrtstandards wie AS9100 und erfordern eine umfassende Dokumentation und Rückverfolgbarkeit während des gesamten Imprägnierungsprozesses.
Umweltaspekte beeinflussen zunehmend die Harzauswahl und die Verarbeitungsprotokolle. Wasserbasierte anaerobe Formulierungen reduzieren die Emissionen flüchtiger organischer Verbindungen und erhalten gleichzeitig die Leistungseigenschaften, die für die meisten hydraulischen Anwendungen geeignet sind. Diese umweltfreundlichen Optionen erhöhen die Verarbeitungskosten typischerweise um 10-15 %, eliminieren aber die Kosten für die Lösungsmittelrückgewinnung und -entsorgung.
Spezielle Geometrien und komplexe Komponenten
Interne Kanäle und komplexe hydraulische Verteiler stellen einzigartige Herausforderungen für die Wirksamkeit der Vakuumimprägnierung dar. Diese Geometrien erfordern oft längere Evakuierungszeiten und spezielle Vorrichtungen, um eine vollständige Luftentfernung aus Sackgassen und komplexen Kanalnetzwerken zu gewährleisten.
Dünnwandige Abschnitte erfordern eine sorgfältige Druckkontrolle während der Imprägnierung, um Verformungen zu vermeiden. Komponenten mit Wandstärken unter 3 mm begrenzen die Anwendung von positivem Druck typischerweise auf maximal 2 bar, wodurch die Verarbeitungszeit verlängert wird, aber Dimensionsänderungen verhindert werden, die kritische Passungsverhältnisse beeinträchtigen könnten.
Wenn Sie bei Microns Hub bestellen, profitieren Sie von direkten Herstellerbeziehungen, die eine überlegene Qualitätskontrolle und wettbewerbsfähige Preise im Vergleich zu Marktplatzplattformen gewährleisten. Unsere technische Expertise in Vakuumimprägnierungsverfahren bedeutet, dass jedes Hydraulikgussteil die Aufmerksamkeit erhält, die für einen zuverlässigen, druckdichten Betrieb erforderlich ist.
Fehlerbehebung bei häufigen Imprägnierungsproblemen
Unvollständiges Eindringen stellt den häufigsten Imprägnierungsfehler dar, der typischerweise auf eine unzureichende Vakuumentlüftung oder eine Verunreinigung zurückzuführen ist, die den Porenzugang blockiert. Zu den Diagnoseverfahren gehören das Schneiden von Testmustern, um die Eindringtiefe des Harzes und die Analyse des Verteilungsmusters zu überprüfen.
Gelegentlich treten Oberflächenverfärbungen auf, wenn Harz während des Aushärtungsfortschritts aus der Untergrundporosität austritt. Dieses Problem deutet typischerweise auf eine vernetzte Porosität hin, die sich bis zu den Bauteiloberflächen erstreckt und längere Evakuierungszeiten oder mehrere Imprägnierungszyklen für eine vollständige Abdichtung erfordert.
Eine Aushärtungshemmung kann durch Oberflächenverunreinigungen oder inkompatible Materialien entstehen, die mit ungehärtetem Harz in Kontakt kommen. Silikonverbindungen erweisen sich als besonders problematisch und müssen vor der Verarbeitung vollständig entfernt werden. Zu den Prüfprotokollen gehört die Überprüfung der Aushärtung an Testcoupons, die zusammen mit den Produktionskomponenten verarbeitet werden.
| Problemsymptom | Wahrscheinliche Ursache | Diagnosemethode | Korrekturmaßnahme |
|---|---|---|---|
| Leckage nach der Aushärtung | Unvollständige Durchdringung | Schnittanalyse | Verlängerte Evakuierungszeit |
| Oberflächenverfärbung | Unterirdische Porosität | Farbeindringprüfung | Mehrere Imprägnierungszyklen |
| Keine Aushärteanzeige | Kontamination/Inhibition | Testcoupon-Bewertung | Verbessertes Reinigungsprotokoll |
| Variable Ergebnisse | Prozessinkonsistenz | Statistische Prozesskontrolle | Parameterstandardisierung |
Zukünftige Entwicklungen und Technologietrends
Die fortschrittliche Harzchemie entwickelt sich ständig weiter in Richtung höherer Temperaturbeständigkeit und verbesserter chemischer Beständigkeit. Neue Formulierungen in der Entwicklung versprechen Betriebstemperaturbereiche bis zu 200 °C und behalten gleichzeitig die selektiven Aushärtungseigenschaften bei, die für eine effektive Imprägnierung unerlässlich sind.
Die Prozessautomatisierung integriert zunehmend Echtzeitüberwachungs- und adaptive Steuerungssysteme. Zu diesen Entwicklungen gehören die kontinuierliche Überwachung des Vakuumniveaus, die automatische Harzpegelregelung und die integrierte Überprüfung der Dichtheitsprüfung innerhalb von Einzelplatz-Verarbeitungsanlagen.
Die Integration der additiven Fertigung bietet neue Möglichkeiten, da 3D-gedruckte Hydraulikkomponenten oft eine Porosität aufweisen, die eine Abdichtungsbehandlung erfordert. Die Kombination aus Spritzgussdienstleistungen mit der Nachbearbeitungsimprägnierung schafft neue Möglichkeiten für die Herstellung komplexer Hydraulikkomponenten.
Nanotechnologieanwendungen untersuchen die Einarbeitung von Nanopartikeln in Imprägnierungsharze, um die mechanischen Eigenschaften zu verbessern und selbstheilende Eigenschaften unter zyklischen Belastungsbedingungen zu erzielen. Diese fortschrittlichen Formulierungen befinden sich noch in der Entwicklungsphase, zeigen aber vielversprechende Ergebnisse für die Verlängerung der Lebensdauer von Komponenten in anspruchsvollen hydraulischen Anwendungen.
Häufig gestellte Fragen
Welchen Druckniveaus können vakuumimprägnierte Hydraulikgussteile standhalten?
Ordnungsgemäß imprägnierte Hydraulikgussteile halten typischerweise Drücken von bis zu 350 bar im Dauerbetrieb stand, wobei der Berstdruck 525 bar übersteigt. Die tatsächliche Druckfestigkeit hängt von der Integrität des Basiskörpers, der Vollständigkeit des Harzeindringens und der Bauteilgeometrie ab. Prüfprotokolle überprüfen die Leistung beim 1,5-fachen des Betriebsdrucks für die Qualifikationsabnahme.
Wie lange dauert der Vakuumimprägnierungsprozess für Hydraulikkomponenten?
Die vollständige Vakuumimprägnierung dauert typischerweise 4-8 Stunden, einschließlich Evakuierung, Imprägnierung und anfänglicher Aushärtungsphasen. Die Evakuierungszeit beträgt je nach Bauteilgröße und Porositätsschwere 15-60 Minuten. Die Harzaushärtung erfordert zusätzliche 2-4 Stunden vor der Handhabung, wobei die vollständige Eigenschaftsentwicklung innerhalb von 24-48 Stunden bei Raumtemperatur erreicht wird.
Können zuvor bearbeitete Hydraulikgussteile erfolgreich imprägniert werden?
Ja, bearbeitete Gussteile können effektiv imprägniert werden, vorausgesetzt, eine gründliche Reinigung entfernt alle Bearbeitungsflüssigkeiten und Verunreinigungen. Das Reinigungsprotokoll muss eine Dampfentfettung und eine alkalische Wäsche umfassen, um eine vollständige Entfernung der Verunreinigungen zu gewährleisten. Die Erfolgsraten für bearbeitete Komponenten nähern sich denen von unbearbeiteten Gussteilen an, wenn die richtigen Oberflächenvorbereitungsverfahren befolgt werden.
Was passiert, wenn die Vakuumimprägnierung nicht alle Leckagepfade abdichtet?
Eine fehlgeschlagene Imprägnierung kann oft wiederholt werden, nachdem die Ursache identifiziert und behoben wurde. Zu den üblichen Korrekturmaßnahmen gehören verlängerte Reinigungszyklen, längere Evakuierungszeiten oder die Auswahl eines alternativen Harzes. Komponenten, die Teilerfolge zeigen, können mehrere Imprägnierungszyklen mit zunehmend niedrigviskoseren Harzen erfordern. Ungefähr 85-95 % der Imprägnierungsversuche erzielen beim ersten Verarbeitungsschritt akzeptable Ergebnisse.
Wie wirkt sich die Harzaushärtung auf nachfolgende Bearbeitungsvorgänge aus?
Ausgehärtete anaerobe Harze lassen sich ähnlich wie die Basisaluminiumlegierung bearbeiten, was typischerweise keine speziellen Werkzeuge oder Parametereinstellungen erfordert. Die Harzhärte (Shore D 75-85) ist mit Standard-Hartmetallwerkzeugen kompatibel, die für die Aluminiumbearbeitung verwendet werden. Die Kühlmittelauswahl sollte wasserbasierte Flüssigkeiten vermeiden, die das ausgehärtete Harz bei längeren Bearbeitungsvorgängen aufweichen könnten.
Welche Qualitätszertifizierungen gelten für Vakuumimprägnierungsverfahren?
Vakuumimprägnierungsverfahren werden typischerweise unter ISO 9001-Qualitätsmanagementsystemen betrieben, wobei Luft- und Raumfahrtanwendungen eine AS9100-Zertifizierung erfordern. Die Prozessvalidierung folgt ASTM-Standards, einschließlich D471 für chemische Kompatibilität und geeigneten Dichtheitsprüfstandards wie ISO 3530. Zu den Dokumentationsanforderungen gehören Prozessparameter, Rückverfolgbarkeit der Harzcharge und Aufzeichnungen über die Überprüfung der Dichtheitsprüfung.
Gibt es Umwelt- oder Sicherheitsbedenken bei Vakuumimprägnierungsharzen?
Moderne anaerobe Harze haben bei sachgemäßer Handhabung und Entsorgung minimale Auswirkungen auf die Umwelt. Wasserbasierte Formulierungen eliminieren die Emissionen flüchtiger organischer Verbindungen während der Verarbeitung. Zu den Sicherheitsaspekten gehören Standardprotokolle für den Umgang mit Chemikalien, eine ausreichende Belüftung während der Verarbeitung und die ordnungsgemäße Entsorgung von Abfallmaterialien gemäß den örtlichen Umweltvorschriften. Die meisten anaeroben Harze sind im ausgehärteten Zustand ungefährlich.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece