Zink vs. Aluminiumdruckguss: Warum Zink eine überlegene Werkzeuglebensdauer bietet
Die Lebensdauer von Druckgusswerkzeugen ist nach wie vor einer der wichtigsten Kostentreiber in der Großserienproduktion, doch viele Ingenieure treffen Materialauswahlentscheidungen immer noch allein auf der Grundlage von Bauteileigenschaften. Die bittere Realität ist, dass Aluminiumdruckgussbetriebe in der Regel alle 50.000 bis 80.000 Schuss eine Werkzeugwartung benötigen, während Zinkdruckgusswerkzeuge routinemäßig 500.000 Schuss überschreiten, bevor größere Wartungsintervalle anstehen. Dieser grundlegende Unterschied in der Werkzeugbeständigkeit kann die Projektrentabilität über den gesamten Produktionslebenszyklus bestimmen.
Wesentliche Erkenntnisse
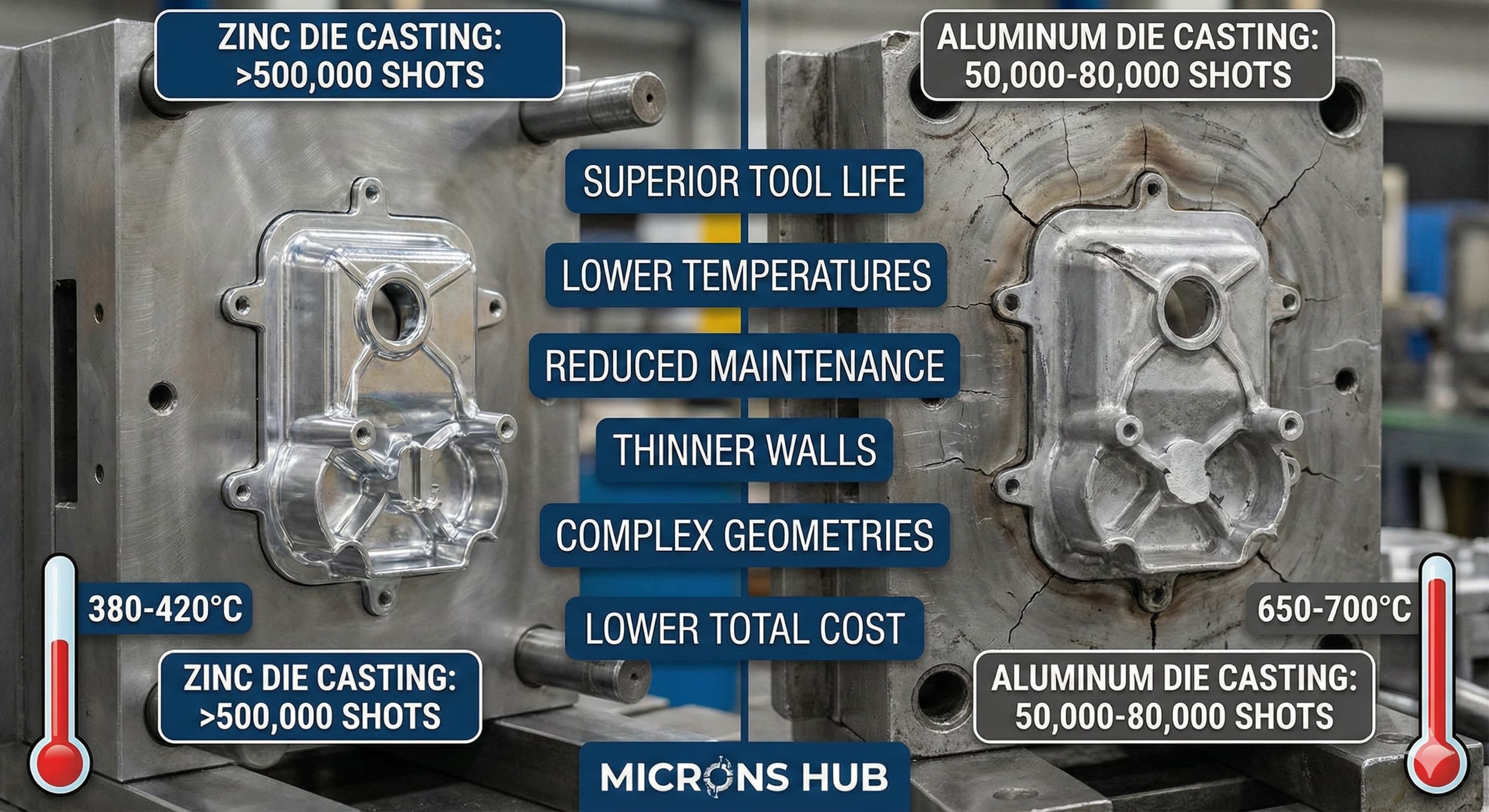
- Zinkdruckgusswerkzeuge erreichen eine 6-10x längere Lebensdauer im Vergleich zu Aluminium, mit typischen Wartungsintervallen von über 500.000 Schuss gegenüber 50.000-80.000 Schuss bei Aluminium
- Niedrigere Betriebstemperaturen (380-420°C für Zink vs. 650-700°C für Aluminium) reduzieren die thermische Belastung und den Werkzeugverschleiß erheblich
- Die überlegenen Fließeigenschaften von Zink ermöglichen dünnere Wandstärken und komplexere Geometrien bei gleichbleibender Maßhaltigkeit
- Die Gesamtbetriebskosten sprechen für Zink bei der Großserienproduktion, trotz höherer Rohstoffkosten, aufgrund des geringeren Werkzeugwartungsaufwands und längerer Produktionsläufe
Die Physik hinter den Unterschieden in der Werkzeuglebensdauer
Der Hauptgrund, warum Zink Aluminium in Bezug auf die Werkzeuglebensdauer übertrifft, liegt im Unterschied der Betriebstemperatur und den Materialinteraktionseigenschaften. Zinklegierungen schmelzen bei etwa 380-420°C, während Aluminiumlegierungen für ordnungsgemäße Druckgussvorgänge 650-700°C benötigen. Dieser Temperaturunterschied von 270-300°C erzeugt dramatisch unterschiedliche thermische Belastungsumgebungen innerhalb des Formhohlraums.
Werkzeugstahl erfährt mit jedem Schuss thermische Ausdehnungs- und Kontraktionszyklen. Bei den Betriebstemperaturen von Aluminium arbeitet der Werkzeugstahl H13 (der Industriestandard für Druckgussformen) näher an seiner Anlasstemperaturgrenze. Die wiederholte Einwirkung dieser erhöhten Temperaturen führt zu einer allmählichen Erweichung der Werkzeugoberfläche, was zu vorzeitigem Verschleiß, Rissbildung und Dimensionsinstabilität führt.
Die niedrigere Verarbeitungstemperatur von Zink hält den Werkzeugstahl H13 während des gesamten Produktionszyklus innerhalb seines optimalen Härtebereichs. Der reduzierte Thermoschock minimiert die Bildung von Wärmerissen (die feinen Rissnetzwerke, die sich auf den Formoberflächen bilden) und verlängert das Intervall zwischen den Aufarbeitungszyklen erheblich.
Materialfließeigenschaften und Formfüllung
Zinklegierungen weisen im Vergleich zu Aluminium eine überlegene Fließfähigkeit auf und füllen dünne Querschnitte und komplexe Geometrien mit bemerkenswerter Konsistenz. Diese verbesserte Fließeigenschaft beruht auf der geringeren Viskosität von Zink im geschmolzenen Zustand und seiner Fähigkeit, die Temperatur während des gesamten Füllvorgangs gleichmäßig zu halten.
Die praktischen Auswirkungen dieses verbesserten Fließverhaltens zeigen sich in den Wandstärken. Zinkdruckgussteile erreichen routinemäßig Wandstärken von 0,5-0,8 mm in der Produktion, während Aluminium typischerweise Mindestwandstärken von 1,5-2,0 mm für eine zuverlässige Füllung benötigt. Diese Fähigkeit ermöglicht es Designern, das Bauteilgewicht und die Materialausnutzung zu optimieren und gleichzeitig die strukturelle Integrität zu erhalten - ein entscheidender Vorteil, wenn die strategische Rippenplatzierung die strukturelle Leistung verbessern kann in dünnwandigen Abschnitten.
Das gleichmäßige Fließmuster reduziert auch die Wahrscheinlichkeit von Kaltfließnähten, Fließlinien und anderen füllungsbedingten Defekten, die sowohl die Bauteilqualität als auch die Werkzeuglebensdauer beeinträchtigen können. Wenn Aluminium eine turbulente Füllung erfährt, können die daraus resultierenden Druckschwankungen mechanische Spannungen auf den Formoberflächen verursachen, was zu einem vorzeitigen Werkzeugverschleiß beiträgt.
Thermisches Management und Zykluszeitoptimierung
Ein effektives thermisches Management korreliert direkt mit der Produktionseffizienz und der Werkzeuglebensdauer. Die niedrigere Verarbeitungstemperatur von Zink ermöglicht aggressivere Kühlstrategien, ohne die Bauteilqualität zu gefährden. Das Kühlsystem kann Zinkgussteilen schneller Wärme entziehen, wodurch die Zykluszeiten verkürzt und gleichzeitig die Dimensionsstabilität erhalten wird.
Typische Kühlraten für den Zinkdruckguss liegen zwischen 15 und 25 °C pro Sekunde, verglichen mit 8 bis 15 °C pro Sekunde bei Aluminium. Diese beschleunigte Kühlfähigkeit führt in vielen Anwendungen zu Zykluszeitvorteilen von 20-30 %. Noch wichtiger ist, dass die reduzierte thermische Belastung des Formsystems Verzug und thermische Ermüdung des Werkzeugs minimiert.
Der Temperaturunterschied wirkt sich auch auf die Formschmiersysteme aus. Die moderate Betriebstemperatur von Zink ermöglicht eine effektivere Schmierstoffabdeckung, da die Schmierstoffe keiner schnellen thermischen Zersetzung unterliegen. Die höheren Temperaturen von Aluminium können zu einem Abbau des Schmierstoffs führen, was zu erhöhter Reibung, Fressen und beschleunigtem Verschleiß an beweglichen Formkomponenten führt.
| Eigenschaft | Zinklegierungen (ZA-8, ZA-12) | Aluminiumlegierungen (A380, A383) |
|---|---|---|
| Verarbeitungstemperatur | 380-420°C | 650-700°C |
| Typische Werkzeugstandzeit (Schüsse) | 500.000-1.000.000 | 50.000-80.000 |
| Minimale Wandstärke | 0.5-0.8 mm | 1.5-2.0 mm |
| Abkühlungsrate | 15-25°C/Sek | 8-15°C/Sek |
| Dimensionsstabilität | ±0.05-0.08 mm | ±0.08-0.13 mm |
| Oberflächenbeschaffenheit (Ra) | 0.8-1.6 μm | 1.6-3.2 μm |
Wirtschaftliche Analyse: Gesamtbetriebskosten
Während Zink typischerweise 15-25 % mehr als Aluminium pro Kilogramm kostet, verschiebt sich die Gesamtgleichung dramatisch, wenn man die Werkzeuglebensdauer, die Wartungsintervalle und die Produktionseffizienz berücksichtigt. Eine umfassende Kostenanalyse muss die Rohstoffkosten, die Werkzeugabschreibung, die Wartungskosten und die Produktionsausfallzeiten berücksichtigen.
Betrachten Sie ein Großserienproduktionsszenario, das jährlich 2 Millionen Bauteile erfordert. Ein Aluminiumdruckgussbetrieb benötigt möglicherweise 25-40 Werkzeugwartungszyklen während dieses Produktionslaufs, während ein Zinkbetrieb typischerweise nur 2-4 Wartungseingriffe benötigt. Jeder Wartungszyklus beinhaltet 2-4 Tage Ausfallzeit, Aufarbeitungskosten von 8.000-15.000 € und potenzielle Qualitätsprobleme während des Anlaufs.
Die verlängerte Werkzeuglebensdauer des Zinkdruckgusses ermöglicht längere, ununterbrochene Produktionsläufe, verbessert die Gesamtanlageneffektivität (OEE) und reduziert die Fertigungskosten pro Teil. Dieser Vorteil wird besonders in automatisierten Produktionsumgebungen deutlich, in denen Konsistenz und Zuverlässigkeit von größter Bedeutung sind.
Für hochpräzise Ergebnisse,Holen Sie sich Ihr individuelles Angebot innerhalb von 24 Stunden von Microns Hub.
Vorteile bei Maßhaltigkeit und Oberflächenqualität
Die überlegene Dimensionsstabilität von Zink während des gesamten Produktionszyklus trägt wesentlich zu einer gleichbleibenden Teilequalität und einem geringeren Werkzeugverschleiß bei. Die geringere Schwindungsrate des Materials (ca. 0,6-0,8 %) im Vergleich zu Aluminium (1,0-1,3 %) führt zu besser vorhersehbaren Dimensionsergebnissen und einer geringeren Belastung der Formkomponenten.
Diese Dimensionskonsistenz führt zu engeren Toleranzmöglichkeiten. Zinkdruckgussteile erreichen routinemäßig Toleranzen von ±0,05-0,08 mm in kritischen Abmessungen, während Aluminium typischerweise Toleranzen von ±0,08-0,13 mm für eine zuverlässige Produktion benötigt. Die verbesserte Genauigkeit reduziert den Bedarf an sekundären Bearbeitungsvorgängen und minimiert qualitätsbedingte Produktionsunterbrechungen.
Auch die Oberflächengüte spricht für Zink, wobei typische Ra-Werte von 0,8-1,6 μm direkt aus der Form erreichbar sind. Aluminiumoberflächen erfordern im Allgemeinen zusätzliche Bearbeitungsvorgänge, um eine vergleichbare Oberflächenqualität zu erzielen, was die Herstellungskosten und die Komplexität erhöht. Die überlegene Oberflächengüte von Zinkkomponenten macht oft eine umfangreiche Nachbearbeitung überflüssig, was besonders vorteilhaft für Anwendungen ist, die ein ästhetisches Erscheinungsbild oder präzise Montageflächen erfordern.
Legierungsauswahl und Eigenschaftsoptimierung
Moderne Zinkdruckgusslegierungen bieten eine Reihe von mechanischen Eigenschaften, die für anspruchsvolle Anwendungen geeignet sind. Die ZA-Serienlegierungen (ZA-8, ZA-12, ZA-27) bieten außergewöhnliche Festigkeits-/Gewichtsverhältnisse und Verschleißfestigkeit und stellen die traditionelle Annahme in Frage, dass Aluminium überlegene mechanische Eigenschaften bietet.
ZA-12 erreicht beispielsweise Zugfestigkeiten von 350-400 MPa mit hervorragenden Lager- und Verschleißeigenschaften. Dieses Leistungsniveau erfüllt oder übertrifft viele Aluminiumlegierungsspezifikationen und behält gleichzeitig die Verarbeitungsvorteile bei, die die Werkzeuglebensdauer verlängern. Die selbstschmierenden Eigenschaften der Legierung reduzieren zusätzlich den Verschleiß der Formoberflächen während des Ausstoßvorgangs.
| Legierung | Zugfestigkeit (MPa) | Streckgrenze (MPa) | Dehnung (%) | Härte (HB) |
|---|---|---|---|---|
| ZA-8 | 280-320 | 200-240 | 2-6 | 100-115 |
| ZA-12 | 350-400 | 290-320 | 1-3 | 115-125 |
| A380 (Al) | 320-330 | 160-170 | 2.5-3.5 | 80-85 |
| A383 (Al) | 310-320 | 150-160 | 3-4 | 75-80 |
Die Auswahl geeigneter Zinklegierungen hängt von den spezifischen Leistungsanforderungen und der Betriebsumgebung ab. Für Anwendungen, die eine maximale Werkzeuglebensdauer bei guten mechanischen Eigenschaften erfordern, bietet ZA-8 ein optimales Gleichgewicht. Wenn eine höhere Festigkeit erforderlich ist, bietet ZA-12 eine hervorragende Leistung und behält gleichzeitig die Werkzeuglebensdauervorteile bei, die dem Zinkdruckguss innewohnen.
Werkzeugdesign-Überlegungen für eine längere Lebensdauer
Die Optimierung des Werkzeugdesigns für den Zinkdruckguss kann die ohnehin schon überlegenen Werkzeuglebensdauereigenschaften weiter verbessern. Die niedrigeren Betriebstemperaturen ermöglichen den Einsatz anspruchsvollerer Kühlkanalgeometrien, ohne die Werkzeugfestigkeit zu beeinträchtigen. Konforme Kühlkanäle, die durch additive Fertigungstechniken hergestellt werden, können aufgrund der geringeren thermischen Belastungen leichter in Zinkwerkzeuge integriert werden.
Die Angussgestaltung ist bei Zink aufgrund seiner überlegenen Fließeigenschaften weniger kritisch, aber eine ordnungsgemäße Angussgestaltung beeinflusst dennoch die Werkzeuglebensdauer. Die Fähigkeit von Zink, dünne Querschnitte gleichmäßig zu füllen, ermöglicht kleinere Angussgrößen, wodurch die mechanische Belastung der Angussbereiche während der Brech- und Trimmvorgänge reduziert wird. Diese Überlegung wird besonders in der automatisierten Produktion wichtig, wo ein konsistentes Angussbrechen für einen kontinuierlichen Betrieb unerlässlich ist.
Auch die Ausstoßsystemgestaltung profitiert von den Eigenschaften von Zink. Die natürliche Schmierfähigkeit des Materials und die niedrigere Verarbeitungstemperatur reduzieren die für den Teileausstoß erforderliche Kraft, wodurch der Verschleiß der Auswerferstifte minimiert und die Wahrscheinlichkeit eines Auswerferstiftbruchs verringert wird - eine häufige Ursache für Produktionsausfallzeiten in Aluminiumbetrieben.
Integration mit modernen Fertigungssystemen
Die Zuverlässigkeits- und Konsistenzvorteile des Zinkdruckgusses passen gut zu modernen Fertigungsansätzen, einschließlich schlanker Produktion und Industrie 4.0-Implementierungen. Die verlängerte Werkzeuglebensdauer und der reduzierte Wartungsaufwand unterstützen Just-in-Time-Produktionsstrategien, indem sie ungeplante Ausfallzeiten minimieren und vorhersehbare Produktionspläne gewährleisten.
Bei der Integration des Druckgusses mit anderen Fertigungsprozessen wie Blechbearbeitung oder sekundären Bearbeitungsvorgängen bietet die Dimensionskonsistenz von Zink Vorteile bei der nachgelagerten Verarbeitung. Die überlegene Oberflächengüte und Maßhaltigkeit reduzieren die Rüstzeiten und den Werkzeugverschleiß bei sekundären Arbeitsgängen und tragen so zur Gesamtsystemeffizienz bei.
Qualitätskontrollsysteme profitieren von der Prozessstabilität von Zink. Statistische Prozesskontrollimplementierungen (SPC) zeigen engere Kontrollgrenzen und weniger Sonderursachenvariationen in Zinkdruckgussbetrieben. Diese Stabilität reduziert die Häufigkeit von Prozessanpassungen und qualitätsbedingten Produktionsunterbrechungen, was die GesamtKostenvorteile weiter erhöht.
Moderne Hersteller, die sich für Microns Hub entscheiden, profitieren von direkten Beziehungen zu spezialisierten Druckgussbetrieben, die im Vergleich zu Marktplatzplattformen eine überlegene Qualitätskontrolle und wettbewerbsfähige Preise gewährleisten. Unsere technische Expertise in der Materialauswahl und Prozessoptimierung bedeutet, dass jedes Projekt die gezielte Aufmerksamkeit erhält, die erforderlich ist, um eine optimale Werkzeuglebensdauer und Produktionseffizienz zu erreichen.
Umwelt- und Nachhaltigkeitsaspekte
Die verlängerte Werkzeuglebensdauer des Zinkdruckgusses trägt auf vielfältige Weise positiv zur ökologischen Nachhaltigkeit bei. Eine geringere Häufigkeit der Werkzeugwartung bedeutet weniger Ersatzteile, weniger Energieverbrauch für die Werkzeugaufarbeitung und weniger Abfall durch verschlissene Werkzeugkomponenten.
Die niedrigere Verarbeitungstemperatur von Zink führt direkt zu einem geringeren Energieverbrauch pro produziertem Teil. In der Großserienproduktion kann dieser Energievorteil erhebliche Kosteneinsparungen und einen geringeren CO2-Fußabdruck bedeuten. Die verbesserte Materialausnutzungseffizienz, die durch dünnere Wandstärken und bessere Fließeigenschaften ermöglicht wird, verbessert das Umweltprofil weiter.
Die Recyclingfähigkeit von Zinklegierungen und Werkzeugstählen unterstützt die Prinzipien der Kreislaufwirtschaft. Zinkdruckgussabfälle behalten einen hohen Wert und können problemlos zu neuen Legierungen recycelt werden. Die verlängerte Werkzeuglebensdauer bedeutet, dass der eingebettete Energie- und Materialgehalt der Werkzeuge über viel mehr Produktionszyklen amortisiert wird, was die Ressourceneffizienz des Herstellungsprozesses insgesamt verbessert.
Hersteller können diese Nachhaltigkeitsvorteile nutzen, um die Umweltziele des Unternehmens zu erreichen und gleichzeitig eine überlegene Wirtschaftsleistung zu erzielen. Die Kombination aus reduziertem Energieverbrauch, verlängerter Werkzeuglebensdauer und verbesserter Materialeffizienz macht den Zinkdruckguss zu einer überzeugenden Option für Anwendungen, bei denen die Umweltbelastung eine Rolle spielt.
Für Hersteller, die umfassende Fertigungslösungen suchen,unsere Fertigungsdienstleistungen umfassen die gesamte Bandbreite an Prozessen, die erforderlich sind, um die Produktionseffizienz und die Werkzeuglebensdauer über verschiedene Anwendungsanforderungen hinweg zu optimieren.
Häufig gestellte Fragen
Wie hoch ist der tatsächliche Kostenunterschied zwischen Zink- und Aluminiumdruckguss unter Berücksichtigung der Werkzeuglebensdauer?
Während die Materialkosten für Zink in der Regel 15-25 % höher sind als für Aluminium, sprechen die Gesamtbetriebskosten in Großserienanwendungen oft für Zink. Zinkwerkzeuge, die 500.000-1.000.000 Schuss halten, im Vergleich zu 50.000-80.000 Schuss bei Aluminium, bedeuten deutlich geringere Werkzeugwartungskosten, reduzierte Ausfallzeiten und eine verbesserte Produktionseffizienz. In den meisten Produktionsszenarien, die jährlich 100.000 Teile überschreiten, kompensiert die überlegene Werkzeuglebensdauer von Zink die höheren Materialkosten mehr als.
Kann Zinkdruckguss die gleichen Festigkeitseigenschaften wie Aluminiumlegierungen erreichen?
Moderne Zinklegierungen wie ZA-12 erreichen Zugfestigkeiten von 350-400 MPa, was viele Aluminiumdruckgusslegierungen erfüllt oder übertrifft. Während Aluminium Vorteile in Bezug auf die spezifische Festigkeit (Festigkeits-/Gewichtsverhältnis) bietet, bietet Zink überlegene Lagereigenschaften, Verschleißfestigkeit und Dimensionsstabilität. Die Wahl hängt von den spezifischen Anwendungsanforderungen ab, aber Zink sollte nicht automatisch aufgrund veralteter Festigkeitsannahmen verworfen werden.
Wie verhalten sich die Mindestwandstärken zwischen den Materialien?
Der Zinkdruckguss erreicht routinemäßig Wandstärken von 0,5-0,8 mm in Produktionsanwendungen, während Aluminium typischerweise Mindestwandstärken von 1,5-2,0 mm für eine zuverlässige Füllung benötigt. Diese Fähigkeit beruht auf den überlegenen Fließeigenschaften von Zink und der geringeren Viskosität im geschmolzenen Zustand. Die dünnere Wandstärke ermöglicht in vielen Anwendungen erhebliche Materialeinsparungen und eine verbesserte Designflexibilität.
Welche Faktoren bestimmen, ob Zink oder Aluminium für eine bestimmte Anwendung besser geeignet ist?
Zu den Schlüsselfaktoren gehören das Produktionsvolumen (die Vorteile von Zink nehmen mit dem Volumen zu), die Anforderungen an die Maßhaltigkeit (Zink bietet engere Toleranzen), die Anforderungen an das Verhältnis von Festigkeit zu Gewicht (Vorteil Aluminium), die Anforderungen an die Oberflächengüte (Vorteil Zink) und die Erwartungen an die Werkzeuglebensdauer. Anwendungen, die eine hohe Präzision, eine gleichbleibende Qualität und lange Produktionsläufe erfordern, bevorzugen in der Regel Zink, während gewichtskritische Anwendungen trotz der Kompromisse bei der Werkzeuglebensdauer Aluminium bevorzugen können.
Wie verhält sich die Maßhaltigkeit zwischen Zink- und Aluminiumdruckguss?
Der Zinkdruckguss erreicht typischerweise Toleranzen von ±0,05-0,08 mm in kritischen Abmessungen, während Aluminium Toleranzen von ±0,08-0,13 mm für eine zuverlässige Produktion benötigt. Dieser Unterschied resultiert aus der geringeren Schwindungsrate von Zink (0,6-0,8 % gegenüber 1,0-1,3 % bei Aluminium) und der überlegenen Dimensionsstabilität während der Produktionszyklen. Die verbesserte Genauigkeit macht oft sekundäre Bearbeitungsanforderungen überflüssig.
Welche Wartungsintervalle sind für Zink- bzw. Aluminiumdruckgusswerkzeuge zu erwarten?
Zinkdruckgusswerkzeuge benötigen in der Regel alle 500.000-1.000.000 Schuss eine größere Wartung, während Aluminiumwerkzeuge alle 50.000-80.000 Schuss Aufmerksamkeit benötigen. Dies entspricht einem 6-10-fachen Unterschied in der Werkzeuglebensdauer. Die verlängerten Intervalle resultieren aus niedrigeren Betriebstemperaturen (380-420 °C gegenüber 650-700 °C), reduzierter thermischer Belastung und einer weniger aggressiven Wechselwirkung zwischen dem geschmolzenen Metall und den Werkzeugstahloberflächen.
Wie verhalten sich die Zykluszeiten zwischen Zink- und Aluminiumdruckgussverfahren?
Der Zinkdruckguss erreicht aufgrund der effizienteren Wärmeabfuhr durch niedrigere Verarbeitungstemperaturen oft 20-30 % schnellere Zykluszeiten. Typische Kühlraten für Zink liegen zwischen 15 und 25 °C pro Sekunde, verglichen mit 8 bis 15 °C pro Sekunde bei Aluminium. Die schnellere Taktung in Kombination mit der verlängerten Werkzeuglebensdauer verbessert die Gesamtanlageneffektivität und die Produktionskapazität erheblich.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece