Mindestbiegeradien: Vermeidung von Rissen bei Aluminium 5052 vs. 6061
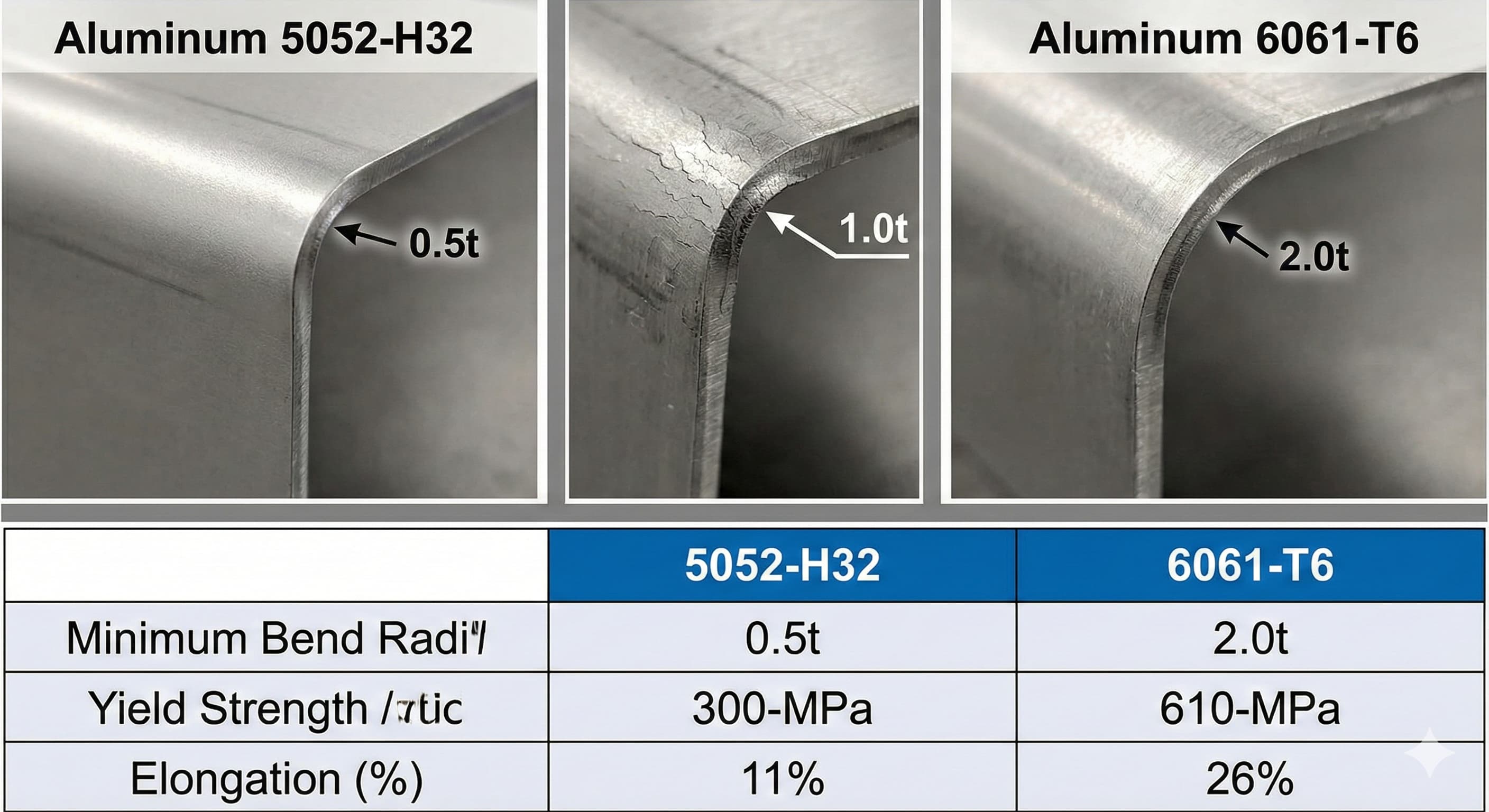
Biegefehler bei Aluminium kosten europäische Hersteller jährlich Millionen, wobei die Legierungen 5052 und 6061 über 70 % der Blechanwendungen ausmachen. Der entscheidende Unterschied liegt in den Mindestbiegeradien: 5052-H32 toleriert Biegungen bis zu 0,5t (Materialstärke), während 6061-T6 mindestens 2,0t benötigt, um Mikrorisse zu vermeiden.
- Auswirkungen der Materialauswahl:Al 5052-H32 bietet eine hervorragende Umformbarkeit mit Biegeradien bis zu 0,5t, während Al 6061-T6 einen Mindestradius von 2,0t benötigt, um Spannungsbrüche zu vermeiden
- Kritischer Zustand der Anlassung:Geglühte Zustände (O-Anlassung) reduzieren den Mindestbiegeradius um 40-60 % im Vergleich zu kaltverfestigten oder ausscheidungsgehärteten Zuständen
- Kornrichtung ist wichtig:Das Biegen parallel zur Walzrichtung erhöht den Mindestbiegeradius um 25-30 % aufgrund der Ausrichtung der Kornstruktur
- Kosten-Qualitäts-Gleichgewicht:Die richtige Spezifikation des Biegeradius verhindert 95 % der Rissfehler und hält gleichzeitig die Maßgenauigkeit innerhalb von ±0,1 mm
Grundlegendes zum Verständnis von Aluminiumlegierungen für Biegeanwendungen
Der grundlegende Unterschied zwischen Aluminium 5052 und 6061 liegt in ihrer metallurgischen Zusammensetzung und den Verstärkungsmechanismen. Al 5052 gehört zur 5xxx-Serie, die durch Magnesiumzusätze (2,2-2,8 %) und Kaltverfestigung verstärkt wird. Dadurch entsteht eine flächenzentrierte kubische Kristallstruktur, die auch nach der Kaltumformung eine ausgezeichnete Duktilität beibehält.
Al 6061 repräsentiert die 6xxx-Serie und verwendet Magnesium (0,8-1,2 %) und Silizium (0,4-0,8 %) zur Ausscheidungshärtung durch Wärmebehandlung. Die T6-Anlassung erreicht die höchste Festigkeit durch kontrollierte Alterung, opfert aber die Umformbarkeit. Dieser Kompromiss wirkt sich direkt auf die Mindestbiegeradien aus.
Bei der Spezifizierung von Materialien für Blechbearbeitungsdienstleistungen verhindert das Verständnis dieser metallurgischen Unterschiede kostspielige Neukonstruktionen. Der Kaltverfestigungskoeffizient (n-Wert) für 5052-H32 liegt typischerweise im Bereich von 0,20-0,25, während 6061-T6 nur 0,05-0,08 misst, was auf eine deutlich reduzierte Kaltverfestigungskapazität hindeutet.
| Eigenschaft | Al 5052-H32 | Al 6061-T6 | Auswirkung auf das Biegen |
|---|---|---|---|
| Streckgrenze (MPa) | 193-228 | 276-310 | Höhere Festigkeit = größerer Biegeradius |
| Dehnung (%) | 12-18 | 8-12 | Geringere Duktilität = Rissgefahr |
| Verfestigungsexponent | 0.20-0.25 | 0.05-0.08 | Niedriger n-Wert = schlechte Umformbarkeit |
| Minimaler Biegeradius | 0.5t-1.0t | 2.0t-3.0t | Entscheidend für die Rissvermeidung |
Berechnungen und Standards für Mindestbiegeradien
Die Berechnung des Mindestbiegeradius erfordert das Verständnis des Zusammenhangs zwischen Materialeigenschaften, Blechdicke und Spannungsverteilung. Die Grundformel berücksichtigt die Zugfestigkeit, die Dehnung und einen Sicherheitsfaktor, der für jedes Legierungssystem spezifisch ist.
Für Al 5052-H32 folgt die Berechnung des Mindestbiegeradius: R_min = t × (UTS/2σ_y - 1), wobei UTS die Zugfestigkeit und σ_y die Streckgrenze darstellt. Dies ergibt typischerweise 0,5t bis 1,0t für die meisten Blechdicken von 0,5 mm bis 6,0 mm.
Al 6061-T6 erfordert aufgrund seiner ausscheidungsgehärteten Struktur einen modifizierten Ansatz: R_min = t × [(UTS/1,5σ_y) + K], wobei K eine Materialkonstante (1,5-2,0) darstellt, die die reduzierte Duktilität berücksichtigt. Diese Berechnung erklärt, warum 6061-T6 einen Mindestbiegeradius von 2,0t bis 3,0t benötigt.
ISO 2768-2 bietet allgemeine Toleranzen für gebogene Blechteile, aber die Spezifizierung des Mindestbiegeradius erfordert einen Verweis auf ISO 12004-2 für die Prinzipien von kaltgeformten Stahlprodukten, die für Aluminiumanwendungen angepasst wurden. Die europäische Norm EN 485-2 befasst sich speziell mit Aluminiumblechtoleranzen und Umformanforderungen.
Dickenabhängige Anforderungen an den Biegeradius
Die Materialstärke beeinflusst den Mindestbiegeradius direkt durch Spannungskonzentrationseffekte. Dickere Materialien erfahren höhere Spannungsgradienten über die Biegezone, was proportional größere Radien erfordert, um die Lasten effektiv zu verteilen.
| Dicke (mm) | Al 5052-H32 Min Radius | Al 6061-T6 Min Radius | Empfohlene Werkzeuge |
|---|---|---|---|
| 0.5-1.0 | 0.5-1.0 mm | 1.0-3.0 mm | Scharfer Stempel, 1-2 mm Matrizenradius |
| 1.0-2.0 | 0.8-2.0 mm | 2.0-6.0 mm | 2-3 mm Stempelradius |
| 2.0-4.0 | 1.5-4.0 mm | 4.0-12.0 mm | 4-6 mm Werkzeugradius |
| 4.0-6.0 | 2.5-6.0 mm | 8.0-18.0 mm | 8-12 mm Formradius |
Für hochpräzise Ergebnisse,Senden Sie Ihr Projekt für ein 24-Stunden-Angebot von Microns Hub.
Auswirkungen der Kornrichtung auf die Biegeleistung
Die Walzrichtung hat einen erheblichen Einfluss auf die Anforderungen an den Biegeradius und die Neigung zur Rissbildung. Aluminiumbleche weisen aufgrund der Kornverlängerung während der Walzprozesse Richtungsabhängigkeiten auf, wodurch ein anisotropes Verhalten entsteht, das die Umformbarkeit beeinflusst.
Das Biegen parallel zur Walzrichtung (mit der Maserung) erfordert typischerweise einen um 25-30 % größeren Mindestbiegeradius im Vergleich zum senkrechten Biegen. Dies liegt daran, dass längliche Körner bevorzugte Rissausbreitungspfade entlang der Korngrenzen erzeugen, wenn sie parallel zu ihrer Länge beansprucht werden.
Für Al 5052-H32 erreicht das Biegen senkrecht zur Walzrichtung zuverlässig einen Radius von 0,5t, während das parallele Biegen mindestens 0,8t erfordern kann. Al 6061-T6 zeigt ausgeprägtere Richtungseffekte: Das senkrechte Biegen ermöglicht einen Radius von 2,0t, während die parallele Ausrichtung mindestens 2,5-3,0t erfordert.
Materialzertifikate sollten die Walzrichtung angeben, die typischerweise mit Pfeilen oder Kornflussindikatoren gekennzeichnet ist. Bei der Konstruktion von Teilen, die enge Biegeradien erfordern, sollten Biegungen nach Möglichkeit senkrecht zur Walzrichtung ausgerichtet werden. Diese Überlegung lässt sich natürlich in den Planungsprozess unserer Fertigungsdienstleistungen integrieren.
Auswirkungen der metallurgischen Struktur
Die zugrunde liegende Kristallstruktur erklärt die Unterschiede im Richtungsverhalten zwischen den Legierungen. Die kaltverfestigte Struktur von Al 5052 enthält relativ gleichmäßige Versetzungsnetzwerke, die eine Verformung über verschiedene Ausrichtungen hinweg konsistenter ermöglichen.
Die Ausscheidungsstruktur von Al 6061-T6 erzeugt lokalisierte Spannungskonzentrationen an Mg2Si-Partikeln. Diese Ausscheidungen richten sich etwas an der Walzrichtung aus, wodurch anisotrope Versagensarten entstehen. Rasterelektronenmikroskopie zeigt, dass Risse an den Grenzflächen zwischen Ausscheidung und Matrix entstehen, wenn der Biegeradius unter kritische Schwellenwerte fällt.
Das Verständnis dieser mikrostrukturellen Effekte ermöglicht die Optimierung der Teileausrichtung während der Fertigungsplanung. Bauteilkonstruktionen sollten die Auswirkungen der Kornrichtung frühzeitig im Entwicklungsprozess berücksichtigen, um Fertigungsbeschränkungen zu vermeiden.
Einfluss des Anlasszustands auf den Mindestbiegeradius
Die Anlassbezeichnung hat einen großen Einfluss auf die Biegefähigkeit, wobei geglühte (O-Anlassung) Bedingungen maximale Umformbarkeit auf Kosten der Festigkeit bieten. Der Zusammenhang zwischen Anlassen und Mindestbiegeradius folgt vorhersagbaren Mustern, die auf der Versetzungsdichte und der Ausscheidungsverteilung basieren.
Die Anlasszustände von Al 5052 reichen von vollständig geglüht (5052-O) bis hin zu verschiedenen kaltverfestigten Zuständen (H32, H34, H36). Jedes Anlassniveau erhöht die Festigkeit und reduziert gleichzeitig die Duktilität proportional. 5052-O erreicht Biegeradien bis zu 0,2t, während 5052-H38 (vollhart) mindestens 1,5t erfordern kann.
Die Anlassoptionen für Al 6061 umfassen geglüht (6061-O), lösungsgeglüht (6061-T4) und ausscheidungsgehärtet (6061-T6). Der dramatische Unterschied zwischen den Zuständen T4 und T6 veranschaulicht die Alterungseffekte: T4 ermöglicht einen Biegeradius von 0,8-1,2t, während T6 mindestens 2,0-3,0t erfordert.
| Legierung-Zustand | Streckgrenze (MPa) | Min Biegeradius | Typische Anwendungen |
|---|---|---|---|
| 5052-O | 90-110 | 0.2t-0.4t | Tiefziehen, komplexe Formen |
| 5052-H32 | 193-228 | 0.5t-1.0t | Allgemeine Fertigung |
| 5052-H38 | 262-290 | 1.2t-1.8t | Strukturelle Anwendungen |
| 6061-O | 55-75 | 0.3t-0.6t | Komplexe Biegeoperationen |
| 6061-T4 | 145-186 | 0.8t-1.5t | Moderate Festigkeitsanforderungen |
| 6061-T6 | 276-310 | 2.0t-3.0t | Anwendungen mit hoher Festigkeit |
Praktische Prüfung und Validierung des Biegeradius
Labortests liefern definitive Mindestbiegeradiuswerte für bestimmte Materialchargen und Verarbeitungsbedingungen. Die Standardtestmethode beinhaltet die progressive Reduzierung des Radius, bis Risse entstehen, die typischerweise bei 10-facher Vergrößerung beobachtet werden.
Testproben sollten das tatsächliche Produktionsmaterial darstellen, einschließlich Dicke, Anlassung und Oberflächenbeschaffenheit. Die Probenausrichtung relativ zur Walzrichtung muss mit der beabsichtigten Teilegeometrie übereinstimmen. Bei den Tests werden typischerweise 90-Grad-Biegewinkel mit konstanter Stempelgeschwindigkeit (5-10 mm/min) verwendet, um konsistente Dehnungsraten zu gewährleisten.
Visuelle Inspektionskriterien definieren das Versagen als Oberflächenrisse, die bei 10-facher Vergrößerung sichtbar sind, oder als messbare Dickenreduzierung von mehr als 10 %. Strengere Anwendungen können eine Farbeindringprüfung oder eine Ultraschallprüfung erfordern, um Defekte unter der Oberfläche zu erkennen.
Die Produktionsvalidierung umfasst Biegetests an tatsächlichen Teilen oder repräsentativen Proben aus jeder Materialcharge. Statistische Prozesskontrollkarten verfolgen die Mindestbiegeradiusfähigkeit im Zeitverlauf und identifizieren Materialchargenvariationen oder Verarbeitungsänderungen, die die Umformbarkeit beeinträchtigen.
Qualitätskontroll- und Inspektionsmethoden
Eine effektive Qualitätskontrolle kombiniert die Materialprüfung vor dem Biegen mit Inspektionsprotokollen nach dem Biegen. Die Eingangsmaterialprüfung sollte die Anlassbezeichnung, die Oberflächenqualität und die Dickengleichmäßigkeit innerhalb der angegebenen Toleranzen überprüfen.
Die Inspektion nach dem Biegen umfasst die visuelle Prüfung, die Maßprüfung und die Bewertung der strukturellen Integrität. Kritische Anwendungen können zerstörungsfreie Prüfungen wie die Farbeindringprüfung oder die Magnetpulverprüfung erfordern, die für Aluminiumanwendungen angepasst sind.
Bei der Arbeit mit Präzisionsanforderungen wird die richtige Spezifikation der Kantenbeschaffenheit sowohl für die Sicherheit als auch für die Leistung entscheidend. Gebogene Kanten erfordern sorgfältige Aufmerksamkeit, um Spannungskonzentrationen zu vermeiden, die zu Ermüdungsbrüchen führen könnten.
Die Dokumentation sollte Materialzertifikate, Testergebnisse und Inspektionsergebnisse zur Rückverfolgbarkeit aufzeichnen. Dies ist besonders wichtig für Luft- und Raumfahrt- oder medizinische Anwendungen, die eine vollständige Materialgenealogie erfordern.
Überlegungen zur Werkzeugkonstruktion zur Vermeidung von Rissen
Die richtige Werkzeugkonstruktion ist die primäre Kontrollmethode, um den Mindestbiegeradius ohne Risse zu erreichen. Die Geometrie von Stempel und Matrize beeinflusst die Spannungsverteilung in der Biegezone direkt, was die Werkzeugauswahl für den Erfolg entscheidend macht.
Der Stempelradius sollte mit dem beabsichtigten Biegeradius des Teils übereinstimmen oder diesen leicht überschreiten. Scharfe Stempel konzentrieren die Spannung übermäßig, während überdimensionierte Stempelradien Rückfederungsprobleme verursachen. Der optimale Stempelradius entspricht typischerweise dem 1,0-1,2-fachen des gewünschten Teilradius für Aluminiumanwendungen.
Die Matrizenöffnungsweite beeinflusst den Materialfluss und die Spannungsmuster erheblich. Enge Matrizenöffnungen schränken die Materialbewegung ein und erhöhen die Zugspannung auf der äußeren Faser. Die allgemeine Regel besagt, dass die Matrizenöffnungsweite = 8-12× Materialstärke für Aluminium beträgt, abhängig vom Biegeradius und den Materialeigenschaften.
Der Matrizenschulterradius verhindert Spannungskonzentrationen an den Kontaktpunkten und ermöglicht gleichzeitig einen kontrollierten Materialfluss. Scharfe Matrizenschultern erzeugen Druckpunkte, die Oberflächenfehler verursachen können. Der empfohlene Matrizenschulterradius liegt für die meisten Aluminiumbiegeanwendungen im Bereich von 1-2× Materialstärke.
| Werkzeugparameter | Al 5052-H32 | Al 6061-T6 | Funktion |
|---|---|---|---|
| Stempelradius | 0.5t-1.2t | 2.0t-3.5t | Formt Biegeradius |
| Matrizenöffnung | 8t-10t | 10t-12t | Steuert den Materialfluss |
| Matrizenschulterradius | 1t-2t | 2t-3t | Reduziert die Spannungskonzentration |
| Stempel-Matrizen-Spiel | 1.1t-1.2t | 1.2t-1.3t | Verhindert Fressen/Verschweißen |
Kostenanalyse: Materialauswahl vs. Designkomplexität
Die wirtschaftliche Optimierung erfordert ein Gleichgewicht zwischen Materialkosten und Fertigungskomplexität und Ausfallrisiken. Al 5052-H32 kostet typischerweise 2,80-3,20 € pro kg, während Al 6061-T6 in europäischen Märkten 3,50-4,10 € pro kg kostet, was unterschiedliche Verarbeitungsanforderungen widerspiegelt.
Die Gesamtkosten umfassen jedoch auch die Komplexitätsfaktoren der Umformung. Teile, die enge Biegeradien erfordern, können ein geglühtes Material mit anschließender Wärmebehandlung erfordern, was 150-250 € pro Verarbeitungscharge kostet. Alternative Ansätze umfassen Designänderungen, um die Standard-Anlassbiegefähigkeiten zu berücksichtigen.
Ausfallkosten haben einen erheblichen Einfluss auf die gesamte Projektwirtschaftlichkeit. Gerissene Teile erfordern Nacharbeit oder Ausschuss, wobei die Ersatzkosten Material, Arbeit und Terminverzögerungen umfassen. Die Vermeidung durch die richtige Spezifikation des Biegeradius kostet typischerweise 5-10 % der gesamten Teilekosten und eliminiert gleichzeitig 95 % der biegebedingten Ausfälle.
Wenn Sie bei Microns Hub bestellen, profitieren Sie von direkten Herstellerbeziehungen, die eine überlegene Qualitätskontrolle und wettbewerbsfähige Preise im Vergleich zu Marktplatzplattformen gewährleisten. Unsere technische Expertise und unser personalisierter Serviceansatz sorgen dafür, dass jedes Projekt die metallurgische Analyse und Werkzeugoptimierung erhält, die es für rissfreie Ergebnisse verdient.
Return on Investment für das richtige Design
Die Investition in die richtige Biegeradiusanalyse bietet messbare Erträge durch reduzierte Ausschussraten, verbesserte Zykluszeiten und eine höhere Teilezuverlässigkeit. Fertigungsbetriebe verzeichnen typischerweise Kostensenkungen von 15-25 %, wenn Biegefehler durch das richtige Design vermieden werden.
Die Dokumentation und Standardisierung der Mindestbiegeradien schafft wiederverwendbares Wissen, das zukünftigen Projekten zugute kommt. Ingenieurteams können auf validierte Biegeradiusdaten zurückgreifen, anstatt teure Trial-and-Error-Entwicklungszyklen durchzuführen.
Langfristige Vorteile sind verbesserte Lieferantenbeziehungen, reduzierte Garantieansprüche und eine höhere Produktzuverlässigkeit. Diese Faktoren tragen zu Wettbewerbsvorteilen bei, die über unmittelbare Kosteneinsparungen hinausgehen.
Fortgeschrittene Anwendungen und besondere Überlegungen
Komplexe Geometrien erfordern eine ausgefeilte Analyse, die über die grundlegenden Berechnungen des Mindestbiegeradius hinausgeht. Mehrfachbiegesequenzen, unterschiedliche Materialstärken und zusammengesetzte Kurven erzeugen Spannungsinteraktionen, die die Neigung zur Rissbildung beeinflussen.
Sequenzielle Biegeoperationen können das Material lokal kaltverfestigen und die Umformbarkeit für nachfolgende Biegungen reduzieren. Dieser Effekt ist besonders ausgeprägt bei Al 5052, wo jede Umformoperation die lokale Streckgrenze um 15-25 % erhöht. Die Planung von Biegesequenzen erfordert die Berücksichtigung kumulativer Kaltverfestigungseffekte.
Zusammengesetzte Kurven beinhalten das gleichzeitige Biegen in mehreren Ebenen, wodurch komplexe Spannungszustände entstehen, die nicht durch einfache Biegeradiusberechnungen erfasst werden. Die Finite-Elemente-Analyse wird für die genaue Vorhersage von Umformgrenzen in solchen Anwendungen erforderlich.
Temperatureffekte verändern die Materialeigenschaften erheblich. Die Warmumformung (150-200 °C) kann den Mindestbiegeradius für beide Legierungen um 30-50 % reduzieren, erfordert aber spezielle Ausrüstung und Prozesskontrolle. Die kryogene Umformung findet gelegentlich Anwendung für spezifische Anforderungen an hohe Festigkeit.
Die Integration mit anderen Prozessen wie Schweißen oder Bearbeiten schafft zusätzliche Überlegungen. Wärmeeinflusszonen durch das Schweißen verändern die lokalen Materialeigenschaften und können die Biegeleistung in der Nähe von Schweißnähten beeinträchtigen. Bearbeitete Merkmale können Spannungskonzentrationen erzeugen, die die Neigung zur Rissbildung beeinflussen.
Häufig gestellte Fragen
Was ist der absolute Mindestbiegeradius für Aluminium 5052-H32 ohne Risse?
Aluminium 5052-H32 kann Biegeradien bis zu 0,5t (halbe Materialstärke) erreichen, wenn senkrecht zur Walzrichtung mit den richtigen Werkzeugen gebogen wird. Für das Biegen parallel zur Maserung erhöhen Sie den Mindestradius auf 0,8t. Diese Werte setzen Standardumformgeschwindigkeiten, Raumtemperatur und eine ordnungsgemäße Matrizenkonstruktion mit ausreichenden Freiräumen voraus.
Warum benötigt Aluminium 6061-T6 im Vergleich zu 5052 so große Biegeradien?
Die ausscheidungsgehärtete Struktur von Al 6061-T6 enthält Mg2Si-Partikel, die lokalisierte Spannungskonzentrationen erzeugen und die Gesamtdhuktilität reduzieren. Die T6-Anlassung erreicht eine hohe Festigkeit durch kontrollierte Alterung, aber dieser Prozess reduziert den Kaltverfestigungskoeffizienten von 0,20+ (in 5052) auf nur 0,05-0,08, was einen Mindestbiegeradius von 2,0-3,0t erfordert, um Mikrorisse zu vermeiden.
Kann ich den Mindestbiegeradius durch Ändern des Anlasszustands reduzieren?
Ja, deutlich. Der Wechsel von 6061-T6 zu 6061-T4 reduziert den Mindestbiegeradius von 2,0-3,0t auf 0,8-1,5t. Für 5052 ermöglicht der geglühte Zustand (5052-O) einen Radius von 0,2-0,4t im Vergleich zu 0,5-1,0t für die H32-Anlassung. Die Festigkeitseigenschaften nehmen jedoch proportional mit der verbesserten Umformbarkeit ab.
Wie beeinflusst die Walzrichtung die Anforderungen an den Biegeradius?
Das Biegen parallel zur Walzrichtung erhöht den Mindestbiegeradius typischerweise um 25-30 % aufgrund von Kornverlängerungseffekten. Richten Sie bei kritischen Anwendungen Biegungen nach Möglichkeit senkrecht zur Walzrichtung aus. Materialzertifikate sollten die Walzrichtung mit Richtungspfeilen oder Kornflussmarkierungen angeben.
Welche Werkzeugmodifikationen helfen, engere Biegeradien zu erzielen?
Optimieren Sie den Stempelradius, um ihn an den gewünschten Teilradius anzupassen (1,0-1,2× Zielradius), verwenden Sie die entsprechende Matrizenöffnungsweite (8-12× Dicke) und stellen Sie einen ausreichenden Matrizenschulterradius (1-3× Dicke) sicher. Der richtige Stempel-Matrizen-Abstand (1,1-1,3× Dicke) verhindert Fressen und ermöglicht gleichzeitig einen kontrollierten Materialfluss während der Umformung.
Wie kann ich den Mindestbiegeradius für meine spezifische Materialcharge testen?
Führen Sie progressive Biegetests mit repräsentativen Proben mit der gleichen Dicke, Anlassung und Ausrichtung wie die Produktionsteile durch. Reduzieren Sie den Biegeradius schrittweise, bis Oberflächenrisse bei 10-facher Vergrößerung auftreten. Testen Sie sowohl parallele als auch senkrechte Ausrichtungen zur Walzrichtung für eine vollständige Charakterisierung.
Welche Inspektionsmethoden erkennen biegebedingte Defekte am effektivsten?
Die visuelle Inspektion bei 10-facher Vergrößerung erfasst die meisten Oberflächenfehler. Verwenden Sie für kritische Anwendungen die Farbeindringprüfung, um Risse unter der Oberfläche aufzudecken. Die Ultraschallprüfung kann interne Defekte erkennen, während die Maßprüfung die Genauigkeit des Biegeradius innerhalb der angegebenen Toleranzen überprüft. Richten Sie eine statistische Prozesskontrolle für die laufende Qualitätsüberwachung ein.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece