Punktschweißen vs. Nieten: Festigkeitsvergleiche für die Montage
Die Verbindungsfestigkeit bestimmt die Zuverlässigkeit der Montage in kritischen Anwendungen, von Karosserieteilen im Automobilbau bis hin zu strukturellen Komponenten in der Luft- und Raumfahrt. Sowohl das Punktschweißen als auch das Nieten erzeugen dauerhafte mechanische Verbindungen, doch ihre Festigkeitseigenschaften, Ausfallarten und die Eignung für die Anwendung unterscheiden sich erheblich je nach Materialeigenschaften, Belastungsbedingungen und Fertigungsbeschränkungen.
Wesentliche Erkenntnisse
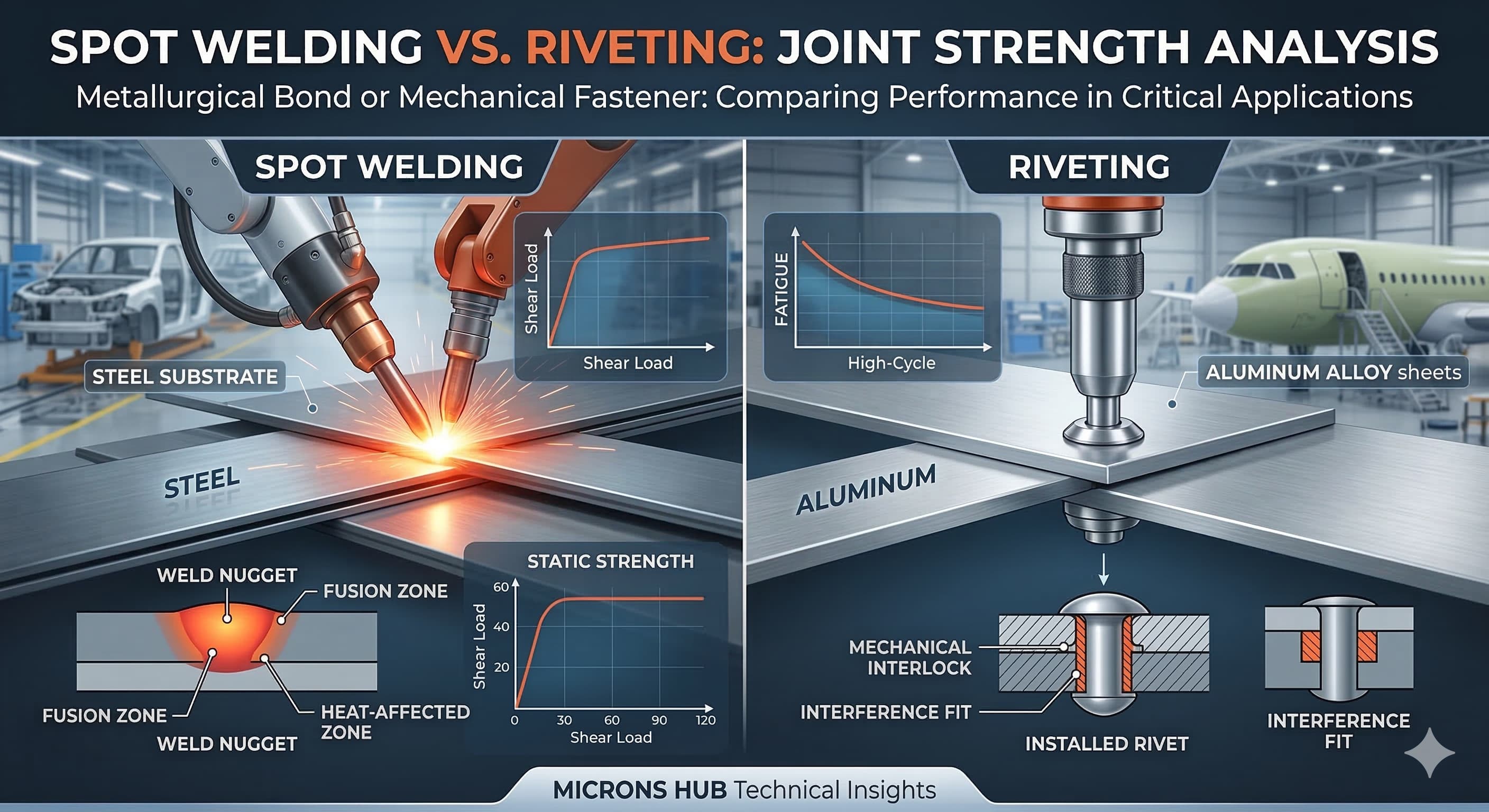
- Punktschweißungen erreichen typischerweise 80-95 % der Festigkeit des Grundmaterials bei Scherbelastung, während Nieten je nach Installationsqualität 60-75 % erreichen.
- Materialdickenverhältnisse über 3:1 begünstigen das Nieten gegenüber dem Punktschweißen für eine konsistente Verbindungsstabilität.
- Die Dauerfestigkeit variiert stark: Punktschweißungen sind hervorragend für Anwendungen mit niedrigen Zyklen geeignet, während Nieten besser mit hohen Zyklen umgehen können.
- Die Kostenanalyse muss Investitionen in Ausrüstung, Zykluszeiten und Qualitätskontrollanforderungen berücksichtigen, die über einfache Berechnungen pro Verbindung hinausgehen.
Grundlegende Festigkeitsmechanismen
Das Punktschweißen erzeugt metallurgische Verbindungen durch lokale Verschmelzung und erzeugt Schweißpunkte mit Festigkeitseigenschaften, die in direktem Zusammenhang mit der Zusammensetzung des Grundmaterials stehen. Der Durchmesser des Schweißpunkts liegt typischerweise zwischen 4√t und 6√t Millimetern, wobei t die Blechdicke in mm darstellt. Diese Beziehung gewährleistet eine angemessene Lastverteilung über die Verbindungsstelle.
Genietete Verbindungen basieren auf mechanischer Befestigung durch Lochverformung und Presspassung. Der Nietschaft überträgt Lasten durch Lagerkontakt gegen die Lochwände, während die geformten Köpfe eine Spannkraft erzeugen. Zu den kritischen Parametern gehören das Verhältnis von Loch- zu Nietdurchmesser (typischerweise 1,02-1,06 für Presspassungen) und die Randabstände (mindestens das 2,0-fache des Nietdurchmessers für eine ausreichende Lagerfestigkeit).
Die Lastübertragungsmechanismen unterscheiden sich grundlegend zwischen den Verfahren. Punktschweißungen verteilen die Spannung über den gesamten Querschnitt des Schweißpunkts und erzeugen relativ gleichmäßige Spannungsfelder. Nieten konzentrieren die Spannung an den Lagerflächen und erzeugen komplexe Spannungsverteilungen, einschließlich Lager-, Scher- und Zugkomponenten gleichzeitig.
Materialspezifische Festigkeitsleistung
Stahlanwendungen zeigen die Vorteile des Punktschweißens bei homogenen Baugruppen. Unlegierte Stähle (AISI 1008-1010) erreichen bei fachgerecht ausgeführten Schweißungen Schweißpunktfestigkeiten von 380-420 MPa, verglichen mit 270-310 MPa für gleichwertige Grundmaterialien. Hochfeste Stähle (HSLA 350/450) behalten bei Verwendung geeigneter Schweißparameter 85-90 % der Grundmaterialeigenschaften in der Schweißpunktzone bei.
Aluminiumlegierungsbaugruppen stellen andere Überlegungen an. Al 6061-T6-Punktschweißungen erreichen typischerweise eine Zugfestigkeit von 140-160 MPa, was 65-75 % der Grundmaterialeigenschaften entspricht, was auf eine Erweichung der Wärmeeinflusszone zurückzuführen ist. Genietete Aluminiumverbindungen mit 2117-T4-Nieten erreichen eine Scherfestigkeit von 180-220 MPa und übertreffen oft die Leistung von Punktschweißungen bei Anwendungen mit dünnen Blechen.
| Materialsystem | Punktschweißfestigkeit (MPa) | Nietverbindungsfestigkeit (MPa) | Festigkeitsgrad (%) |
|---|---|---|---|
| Baustahl (1.2mm) | 420 | 310 | Schweißen: 95%, Nieten: 70% |
| HSLA 350 (1.5mm) | 380 | 340 | Schweißen: 85%, Nieten: 75% |
| Al 6061-T6 (1.0mm) | 155 | 200 | Schweißen: 70%, Nieten: 85% |
| Edelstahl 304 (0.8mm) | 290 | 280 | Schweißen: 75%, Nieten: 72% |
Unterschiedliche Materialkombinationen bevorzugen das Nieten aufgrund der galvanischen Verträglichkeit und der Vermeidung intermetallischer Verbindungen. Stahl-Aluminium-Baugruppen erfordern Isolationsbarrieren in genieteten Verbindungen, sind aber ohne spezielle Techniken wie das Rührreibpunktschweißen für das Punktschweißen nicht realisierbar.
Analyse der Belastungsbedingungen
Die Scherbelastung stellt den primären Auslegungsfall für beide Verbindungstypen dar. Punktschweißungen zeigen ein linear-elastisches Verhalten bis zum plötzlichen Versagen bei Höchstlast, typischerweise ohne sichtbare Verformungswarnung. Die maximale Scherfestigkeit liegt je nach Material- und Dickenkombination zwischen 3 und 12 kN pro Punkt. Zu den Ausfallarten gehören das Herausziehen des Schweißpunkts (erwünscht), das Versagen der Grenzfläche (Schweißfehler) oder das Reißen der Wärmeeinflusszone (übermäßige Wärmeeinbringung).
Genietete Verbindungen zeigen einen besser vorhersagbaren Ausfallfortschritt durch Lagerverformung vor dem endgültigen Ausfall. Die Scherfestigkeit liegt typischerweise zwischen 2 und 8 kN pro Niet, wobei eine allmähliche Lastumverteilung in Mehrnietmustern möglich ist. Diese Eigenschaft bietet inhärente Sicherheitsfaktoren in strukturellen Anwendungen, bei denen eine progressive Ausfallwarnung von Vorteil ist.
Schälbelastung beeinträchtigt beide Verbindungstypen erheblich, wirkt sich aber unterschiedlich auf sie aus. Punktschweißungen konzentrieren die Spannung an den Schweißpunktkanten und erzeugen Spannungserhöhungsfaktoren vom 3- bis 5-fachen der Nennbelastung. Die Konstruktionsrichtlinien begrenzen die Schälspannung auf 10-15 % der Scherfestigkeit. Genietete Verbindungen nehmen Schälbelastungen über die Kopfkontaktfläche auf und halten typischerweise 25-35 % der Scherfestigkeit in kombinierten Belastungsszenarien stand.
Für hochpräzise Ergebnisse Erhalten Sie Ihr individuelles Angebot innerhalb von 24 Stunden von Microns Hub.
Dauerfestigkeitseigenschaften
Das Ermüdungsverhalten stellt einen entscheidenden Unterschied zwischen den Verbindungsmethoden dar. Punktschweißungen schneiden in Anwendungen mit niedrigen Zyklen und hohen Spannungen mit einer Lebensdauer von 10³-10⁵ Zyklen bei 50-70 % der statischen Festigkeit gut ab. Der sanfte Spannungsübergang über die Schweißpunktgrenzen minimiert bei fachgerechter Ausführung die Rissinitiierungsstellen.
Genietete Verbindungen zeichnen sich in Anwendungen mit hohen Zyklen aus und halten 10⁶-10⁷ Zyklen bei 30-45 % der statischen Festigkeit stand. Die mechanische Verbindung ermöglicht Mikrobewegungen, die Spitzenspannungen abbauen, während die Kaltverfestigung während der Installation die Dauerfestigkeit verbessert. Fresskorrosion an den Grenzflächen kann jedoch die Leistung in korrosiven Umgebungen beeinträchtigen.
Spannungskonzentrationsfaktoren beeinflussen die Dauerfestigkeit erheblich. Punktschweißungen erreichen Faktoren von 1,5-2,5 bei gut ausgeführten Verbindungen, während genietete Baugruppen je nach Qualität der Lochvorbereitung und Installationsverfahren zwischen 2,0 und 4,0 liegen. Scharfe Biegungen und geometrische Übergänge in der Nähe von Verbindungen erhöhen die Spannungskonzentrationen zusätzlich und müssen bei der Dauerfestigkeitsanalyse berücksichtigt werden.
Dicken- und Geometrieüberlegungen
Die Materialdickenverhältnisse beeinflussen die Auswahl der Verbindung entscheidend. Das Punktschweißen funktioniert optimal bei Dickenverhältnissen unter 3:1, wobei eine konsistente Schweißpunktbildung und Wärmeverteilung gewährleistet sind. Jenseits dieses Verhältnisses führt die bevorzugte Erwärmung dünnerer Abschnitte zu unvollständiger Verschmelzung oder Durchbrand.
Das Nieten ermöglicht Dickenverhältnisse von bis zu 5:1 effektiv, wobei die Auswahl der Grifflänge und kontrollierte Umformprozesse verwendet werden. Standardnietlängen folgen geometrischen Progressionen (6, 8, 10, 12, 16, 20, 25, 32 mm), um verschiedenen Montageanforderungen gerecht zu werden.
Die Zugangsbedingungen unterscheiden sich erheblich. Das Punktschweißen erfordert in den meisten Anwendungen den Zugang der Elektrode von beiden Seiten, was einen Freiraum von 40-60 mm für Standardgeräte erfordert. Es gibt einseitige Techniken, die jedoch die Festigkeit im Vergleich zu herkömmlichen Ansätzen um 20-30 % reduzieren.
Das Nieten bietet einseitige Installationsoptionen durch Blindnieten, obwohl Vollnieten eine höhere Festigkeit bieten, wenn beide Seiten zugänglich sind. Die Festigkeit von Blindnieten erreicht typischerweise 70-80 % der Leistung von gleichwertigen Vollnieten aufgrund des Abreißens des Dorns und der reduzierten Lagerfläche.
| Kombination der Dicke | Eignung für Punktschweißen | Eignung für Nieten | Festigkeitsvergleich |
|---|---|---|---|
| 1.0mm + 1.0mm | Exzellent | Gut | Schweißen 15% stärker |
| 1.5mm + 1.5mm | Exzellent | Exzellent | Vergleichbar |
| 0.8mm + 2.5mm | Schlecht | Gut | Nieten 25% stärker |
| 2.0mm + 6.0mm | Nicht empfohlen | Exzellent | Nur Nieten möglich |
Wenn Sie bei Microns Hub bestellen, profitieren Sie von direkten Herstellerbeziehungen, die eine überlegene Qualitätskontrolle und wettbewerbsfähige Preise im Vergleich zu Marktplatzplattformen gewährleisten. Unsere technische Expertise in Schweiß- und Nietverfahren bedeutet, dass jede Verbindung die Aufmerksamkeit erhält, die für eine optimale Leistung in Ihrer spezifischen Anwendung erforderlich ist.
Qualitätskontroll- und Inspektionsmethoden
Die zerstörungsfreien Prüfmethoden unterscheiden sich erheblich zwischen den Verbindungsmethoden. Die Punktschweißinspektion stützt sich auf Ultraschallprüfung, Sichtprüfung von Eindruckmustern und periodische zerstörende Prüfung gemäß den AWS D8.1-Standards. Die Überprüfung des Schweißpunktdurchmessers erfordert spezielle Geräte mit Genauigkeitsanforderungen von ±0,1 mm.
Die Inspektion von Nietverbindungen umfasst die Sichtprüfung (95 % der Qualitätsbewertung), die Überprüfung des Lochmaßes und die Messung der bündigen/überstehenden Höhe. Zu den Standardinspektionswerkzeugen gehören Gut/Ausschuss-Lehren, Tiefenmessschrauben und Oberflächenprofilinstrumente. Die Ablehnungskriterien konzentrieren sich typischerweise auf Installationsfehler: unvollständige Kopfformung, geneigte Nieten oder übermäßige Lochverformung.
Die Möglichkeiten zur Prozessüberwachung unterscheiden sich erheblich. Moderne Punktschweißsysteme liefern Echtzeit-Feedback zu Strom, Spannung und Widerstand und ermöglichen so eine statistische Prozesskontrolle. Adaptive Steuerungssysteme passen die Parameter automatisch basierend auf den gemessenen Bedingungen an und gewährleisten so eine gleichbleibende Qualität über die Produktionsläufe hinweg.
Nietvorgänge basieren hauptsächlich auf Drehmomentsteuerung (pneumatische Installationen) oder Wegüberwachung (hydraulische Systeme). Die Prozessfenster sind breiter als beim Punktschweißen, typischerweise ±15 % für akzeptable Installationen gegenüber ±5 % für Schweißparameter.
Kostenanalyse-Framework
Die Investitionsanforderungen für die Ausrüstung begründen die primären Kostenunterschiede. Punktschweißsysteme kosten zwischen 25.000 und 200.000 €, abhängig von Nennleistung, Steuerungssophistication und Automatisierungsgrad. Zu den Wartungskosten gehören der Elektrodenwechsel (50-150 € pro Satz), die periodische Kalibrierung und die Instandhaltung des elektrischen Systems.
Die Kosten für Nietanlagen variieren zwischen 3.000 und 50.000 € für pneumatische Systeme und 15.000 und 150.000 € für automatisierte Anlagen. Die Verbrauchskosten sind unkompliziert: Die Nietpreise liegen zwischen 0,05 und 0,30 € pro Stück, abhängig von Material, Größe und Spezifikationsanforderungen.
Die Zykluszeitanalyse zeigt prozessspezifische Vorteile. Das Punktschweißen erreicht Zykluszeiten von 0,5-2,0 Sekunden bei minimalen Anforderungen an die Bedienerkenntnisse. Automatisierte Systeme erreichen 600-1200 Punkte pro Stunde bei gleichbleibender Qualität. Die Rüstzeit ist minimal, sobald die Elektroden richtig positioniert sind.
Die Zykluszeiten für das Nieten liegen zwischen 3 und 8 Sekunden pro Verbindung, einschließlich Positionierung und Installation. Manuelle Vorgänge erreichen 200-400 Verbindungen pro Stunde, während automatisierte Systeme stündlich 800-1500 Verbindungen erreichen. Zu den Rüstvorgängen gehören die Lochvorbereitung, das Einlegen der Nieten und die Ausrichtung der Werkzeuge.
| Kostenfaktor | Punktschweißen | Nieten | Kommentare |
|---|---|---|---|
| Ausrüstung (€) | 25,000-200,000 | 3,000-150,000 | Schweißen erfordert höhere Anfangsinvestition |
| Pro Verbindung (€) | 0.02-0.08 | 0.05-0.35 | Inklusive Verbrauchsmaterialien und Arbeitskosten |
| Einrichtungszeit (min) | 5-15 | 10-30 | Nieten erfordert Lochvorbereitung |
| Wartung (€/Monat) | 200-800 | 50-300 | Schweißelektroden verschleißen schneller |
Anwendungsspezifische Empfehlungen
Karosseriebaugruppen im Automobilbau verwenden überwiegend das Punktschweißen für die Stahlkonstruktion und erreichen 3000-5000 Punkte pro Fahrzeug mit Zykluszeiten, die hohe Produktionsraten unterstützen. Aluminium-Spaceframes nutzen zunehmend Spritzgussdienstleistungen für komplexe Geometrien und behalten gleichzeitig Nietverbindungen für strukturelle Verbindungen bei, die unterschiedliche Materialverbindungen erfordern.
Luft- und Raumfahrtanwendungen bevorzugen das Nieten für die Primärstruktur aufgrund der Dauerfestigkeit, Inspektionsfähigkeit und Reparaturfähigkeit. Kommerzielle Flugzeuge verwenden 2-3 Millionen Nieten pro Flugzeugzelle mit Festigkeitsanforderungen, die die ultimativen Lastfaktoren gemäß FAR 25.303 erfüllen. Das Punktschweißen findet Anwendung in Sekundärstrukturen und Innenraumkomponenten, bei denen Gewichtseinsparungen die Prozessauswahl rechtfertigen.
Die Geräteherstellung nutzt beide Prozesse strategisch. Das Punktschweißen dominiert Stahlschrankbaugruppen mit einem typischen Abstand von 25-40 mm zwischen den Punkten. Das Nieten dient speziellen Anwendungen, die eine Montage nach dem Lackieren oder eine Wartung vor Ort erfordern. Unsere umfassenden Fertigungsdienstleistungen unterstützen sowohl die traditionelle Gerätekonstruktion als auch neue Leichtbauweisen.
Marineanwendungen erfordern aufgrund korrosiver Umgebungen eine sorgfältige Materialauswahl. Edelstahlnieten (316L) bieten eine höhere Korrosionsbeständigkeit im Vergleich zu geschweißten Verbindungen, bei denen Wärmeeinflusszonen galvanische Zellen erzeugen. Die ordnungsgemäße Verbindungsgestaltung umfasst Entwässerungsvorkehrungen und kompatible Materialauswahlen gemäß den ABYC-Standards.
Entscheidungsmatrix für die Prozessauswahl
Die Materialverträglichkeit dient als primäres Auswahlkriterium. Homogene Baugruppen bevorzugen das Punktschweißen aufgrund seiner Festigkeit und Kosteneffizienz. Unterschiedliche Materialkombinationen erfordern das Nieten, es sei denn, spezielle Schweißverfahren sind wirtschaftlich gerechtfertigt.
Das Produktionsvolumen beeinflusst die Prozessökonomie erheblich. Anwendungen mit hohem Volumen (>10.000 Stück jährlich) rechtfertigen Investitionen in die Punktschweißautomation. Anwendungen mit geringem Volumen oder Prototypen profitieren von den geringeren Rüstkosten und der Geräteflexibilität des Nietens.
Die Qualitätsanforderungen beeinflussen die Prozessauswahl durch Inspektionsmöglichkeiten und Vorhersagbarkeit der Ausfallarten. Kritische Anwendungen, die eine 100-prozentige Inspektion erfordern, bevorzugen das Nieten aufgrund der Möglichkeiten zur visuellen Beurteilung. Statistische Stichprobenverfahren eignen sich für das Punktschweißen in kontrollierten Fertigungsumgebungen.
Zugänglichkeitsbeschränkungen bestimmen oft die praktikablen Prozesse. Einseitige Zugangsbedingungen schließen herkömmliche Punktschweißoptionen aus. Komplexe Geometrien mit begrenztem Freiraum erfordern möglicherweise spezielle Nietwerkzeuge oder alternative Befestigungsmethoden.
Fortgeschrittene Techniken und Hybridansätze
Das Buckelschweißen erweitert die Möglichkeiten des Punktschweißens auf dickere Materialien und komplexe Geometrien. Geprägte Buckel konzentrieren die Stromdichte und ermöglichen so das effektive Verbinden von Materialien mit einer Dicke von bis zu 6 mm. Die Anforderungen an die Prozesssteuerung steigen aufgrund der Buckel-Kollapsdynamik, aber die Verbindungsfestigkeit nähert sich der herkömmlichen Punktschweißleistung an.
Selbststanznieten machen vorgefertigte Löcher überflüssig und erzeugen gleichzeitig mechanische Verriegelungen durch kontrolliertes Eindringen. Diese Technologie eignet sich für mehrschichtige Baugruppen und beschichtete Materialien, bei denen die Lochvorbereitung problematisch ist. Die Installationskräfte liegen je nach Materialkombination und Nietspezifikation zwischen 25 und 60 kN.
Fließformnieten verwenden Orbitalumformprozesse, um eine konsistente Kopfgeometrie mit minimalen Installationskräften zu erzeugen. Dieser Ansatz reduziert den Geräuschpegel und den Geräteverschleiß und behält gleichzeitig eine Verbindungsfestigkeit bei, die der herkömmlicher Installationsmethoden entspricht.
Hybridansätze kombinieren beide Techniken innerhalb einzelner Baugruppen. Strukturelle Verbindungen verwenden das Nieten für primäre Lastpfade, während das Punktschweißen die Plattenbefestigung und Abdichtungsfunktionen übernimmt. Diese Strategie optimiert jeden Prozess für seine Festigkeitseigenschaften und minimiert gleichzeitig die Gesamtkomplexität der Fertigung.
Häufig gestellte Fragen
Was bestimmt den Mindestabstand zwischen Punktschweißungen oder Nieten?
Der Mindestabstand hängt von der Materialstärke und der Verbindungsgeometrie ab. Punktschweißungen erfordern einen Mittenabstand vom 10- bis 20-fachen der Materialstärke, um einen Stromnebenschluss durch benachbarte Schweißpunkte zu verhindern. Nieten benötigen einen Mindestabstand vom 3-fachen des Durchmessers, um eine ausreichende Lagerfestigkeit zu gewährleisten, typischerweise 15-25 mm für gängige Größen.
Wie beeinflussen Beschichtungssysteme die Verbindungsfestigkeit in beiden Prozessen?
Verzinkte Beschichtungen reduzieren die Punktschweißfestigkeit um 10-15 % aufgrund der Zinkverdampfung und Elektrodenverschmutzung, bieten aber einen langfristigen Korrosionsschutz. Lackierte Oberflächen müssen vor dem Punktschweißen entfernt werden, stellen aber bei ordnungsgemäßer Vorbereitung keine Festigkeitsreduzierung für Nietverbindungen dar.
Können Punktschweißungen und Nieten in derselben Baugruppe gemischt werden?
Ja, Hybridansätze sind in Automobil- und Luft- und Raumfahrtanwendungen üblich. Strukturelle Verbindungen verwenden Nieten für primäre Lastpfade, während Punktschweißungen die Plattenbefestigung und Abdichtung übernehmen. Die Konstruktion erfordert eine sorgfältige Analyse des Lastpfads, um Spannungskonzentrationen an den Verbindungsübergängen zu vermeiden.
Welche Sicherheitsfaktoren sollten bei der Berechnung der Verbindungsfestigkeit angewendet werden?
Statische Anwendungen verwenden typischerweise Sicherheitsfaktoren von 2,5-4,0 für Punktschweißungen und 3,0-5,0 für Nieten. Dynamische Belastung erfordert eine Dauerfestigkeitsanalyse mit entsprechenden Streufaktoren. Kritische Anwendungen erfordern möglicherweise eine Belastungsprüfung beim 1,5-fachen der Auslegungslasten gemäß den geltenden Konstruktionsvorschriften.
Wie verschlechtert sich die Verbindungsfestigkeit im Laufe der Zeit im Betrieb?
Punktschweißungen behalten ihre Festigkeit in trockenen Umgebungen auf unbestimmte Zeit bei, können aber unter aggressiven Bedingungen Spannungsrisskorrosion erfahren. Genietete Verbindungen können sich aufgrund von Vibrationen oder thermischen Zyklen lockern, was eine regelmäßige Inspektion und Nachziehen erfordert, wo dies zugänglich ist.
Welche Qualitätsstandards gelten für jede Verbindungsmethode?
Das Punktschweißen folgt AWS D8.1 für Automobilanwendungen und AWS D8.9 für Baustahl. Zu den Nietstandards gehören ASTM F467 für Befestigungsmittelspezifikationen und verschiedene Industriestandards (AISC, ASCE) für Konstruktionsanforderungen. Militärische Spezifikationen (MIL-DTL) regeln Luft- und Raumfahrtanwendungen.
Wie beeinflussen die Umgebungsbedingungen die Prozessauswahl?
Hochtemperatureinsatz (>150 °C) bevorzugt das Nieten aufgrund der potenziellen Spannungsentlastung in den Wärmeeinflusszonen der Punktschweißung. Korrosive Umgebungen erfordern eine sorgfältige Materialauswahl, wobei das Nieten eine überlegene Langzeitleistung bietet, wenn kompatible Befestigungselemente spezifiziert werden. Kryogene Anwendungen profitieren von Nietverbindungen aufgrund der Kompatibilität der Wärmeausdehnung.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece