PEM-Befestiger: Die richtige Einpressmutter für dünnes Aluminium auswählen
Das Sichern dünner Aluminiumplatten stellt besondere Herausforderungen dar, die mit Standard-Gewindebefestigern nicht effektiv bewältigt werden können. Bei Materialstärken unter 2 mm erzeugen herkömmliche Muttern und Schrauben Spannungskonzentrationen, die die strukturelle Integrität beeinträchtigen, während Gewinde unter mäßiger Belastung oft ausreißen. PEM-Einpressmuttern lösen dieses kritische technische Problem, indem sie die Lasten über eine größere Oberfläche verteilen und dauerhafte, zuverlässige Gewindeverbindungen in dünnen Blechbaugruppen schaffen.
Wichtige Erkenntnisse
- Einpressmuttern verteilen die Lasten effektiver als Gewinde in Aluminiumblechen unter 2 mm Dicke
- Selbstverpressende Befestigungselemente machen sekundäre Arbeitsgänge überflüssig und ermöglichen eine bündige Montage
- Die Materialauswahl zwischen Edelstahl- und Aluminium-PEM-Muttern wirkt sich direkt auf die Beständigkeit gegen galvanische Korrosion aus
- Die richtige Lochgröße innerhalb von ±0,05 mm Toleranz gewährleistet eine optimale Haltekraft und verhindert eine Verformung der Platte
Grundlegendes zur PEM-Einpresstechnik
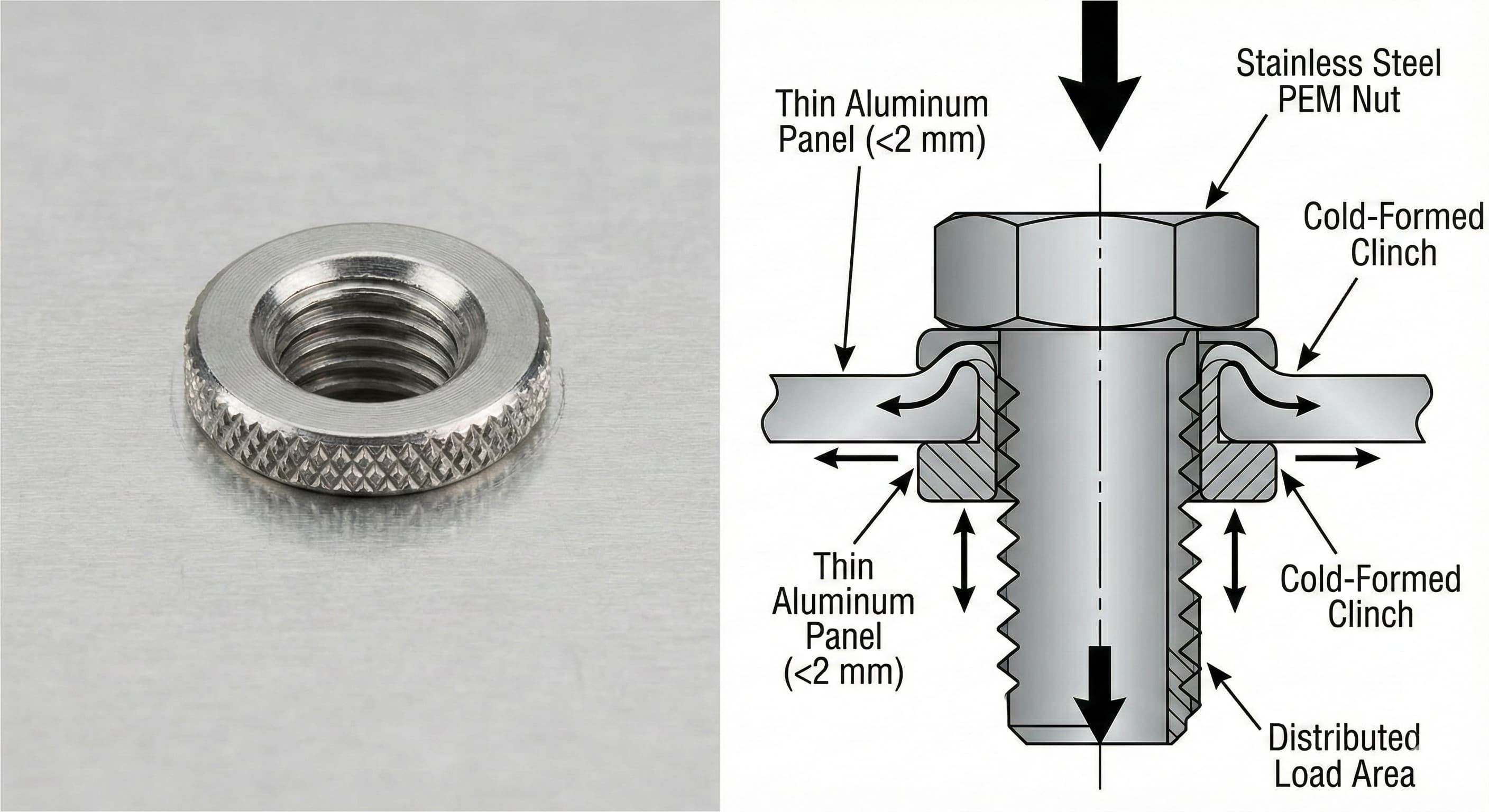
PEM-Befestigungselemente verwenden einen selbstverpressenden Mechanismus, der durch kontrollierte Verformung sowohl des Befestigungselements als auch des Trägermaterials eine dauerhafte mechanische Verbindung herstellt. Im Gegensatz zu herkömmlichen Gewindeverbindungen, die ausschließlich auf dem Eingriff des Gewindes beruhen, verfügen Einpressmuttern über einen gerändelten oder sechseckigen Schaft, der während der Installation in das Aluminiumsubstrat eindringt und es verdrängt.
Das grundlegende Prinzip umfasst drei verschiedene Zonen der Materialinteraktion. Der Pilotdurchmesser sorgt für die anfängliche Ausrichtung und verhindert seitliche Bewegungen während der Installation. Der Einpressdurchmesser, der typischerweise 0,2-0,4 mm größer ist als der Pilotdurchmesser, erzeugt die primäre Haltekraft durch radiale Kompression. Schließlich verteilt der Kopfkragen die Klemmkräfte über eine Oberfläche, die 3-4 Mal größer ist als der Befestigungsdurchmesser.
Die Installation erfordert eine kontrollierte Krafteinwirkung, die je nach Befestigungsgröße und Materialstärke typischerweise zwischen 8-15 kN liegt. Diese Kraft muss senkrecht zur Plattenoberfläche mit minimaler seitlicher Abweichung ausgeübt werden, um ein asymmetrisches Verpressen zu verhindern, das die Haltekraft um bis zu 40 % reduzieren kann. Der Prozess erzeugt eine kaltverformte Verbindung, die aufgrund der Kaltverfestigung des verdrängten Aluminiums mit der Zeit tatsächlich an Festigkeit zunimmt.
Qualität Blechbearbeitungsservices erkennen, dass die Einpressmontage spezielle Werkzeuge und eine präzise Kraftsteuerung erfordert, um über Produktionsläufe hinweg konsistente Ergebnisse zu erzielen.
Kriterien für die Materialauswahl
Die Wahl des geeigneten PEM-Befestigungsmaterials erfordert ein ausgewogenes Verhältnis zwischen mechanischen Eigenschaften, Korrosionsbeständigkeit und Kostenaspekten, die spezifisch für dünne Aluminiumanwendungen sind. Die drei wichtigsten Materialoptionen bieten jeweils unterschiedliche Vorteile, je nach den Anwendungsanforderungen.
PEM-Muttern aus Edelstahl, die typischerweise aus den Güten 303 oder 416 hergestellt werden, bieten die höchste Zug- und Scherfestigkeit bei gleichzeitig ausgezeichneter Korrosionsbeständigkeit. Die Edelstahlsorte 303 bietet eine hervorragende Bearbeitbarkeit und Gewindequalität, mit Streckgrenzen von bis zu 310 MPa. Die leichten magnetischen Eigenschaften und der höhere Wärmeausdehnungskoeffizient im Vergleich zu Aluminium können jedoch Herausforderungen bei Präzisionsbaugruppen darstellen.
Befestigungselemente aus Kohlenstoffstahl mit Zink- oder Zink-Nickel-Beschichtung bieten maximale Festigkeit zum niedrigsten Kostenpunkt. Diese Befestigungselemente können Zugfestigkeiten von über 450 MPa erreichen und sind somit ideal für Anwendungen mit hoher Belastung. Die Hauptbeschränkung betrifft die galvanische Verträglichkeit, da die signifikante elektrochemische Potenzialdifferenz zwischen Stahl und Aluminium die Korrosion in feuchten Umgebungen beschleunigt.
| Material | Zugfestigkeit (MPa) | Korrosionsbeständigkeit | Kostenfaktor | Beste Anwendungen |
|---|---|---|---|---|
| 303 Edelstahl | 310-350 | Exzellent | 2.1x | Marine, Lebensmittelverarbeitung |
| Aluminium 6061 | 276 | Gut (mit Aluminium) | 1.8x | Luft- und Raumfahrt, Elektronik |
| Kohlenstoffstahl (Zn-plattiert) | 450-520 | Akzeptabel | 1.0x | Innenbereich, strukturell |
| 416 Edelstahl | 380-420 | Sehr Gut | 2.4x | Medizinische Geräte |
PEM-Muttern aus Aluminium, die aus 6061-T6 oder ähnlichen Legierungen hergestellt werden, bieten die optimale galvanische Verträglichkeit für Aluminiumsubstrate. Obwohl die mechanische Festigkeit geringer ist als bei Stahlalternativen, überwiegt die Vermeidung von Korrosion durch unähnliche Metalle diese Einschränkung oft bei langfristigen Anwendungen. Die Übereinstimmung der Wärmeausdehnung verhindert auch Spannungsaufbau bei Temperaturwechseln.
Kritische Installationsparameter
Eine erfolgreiche PEM-Befestigungselementinstallation in dünnem Aluminium erfordert eine präzise Kontrolle mehrerer voneinander abhängiger Variablen. Die Lochvorbereitung stellt den kritischsten Faktor dar, da die Maßgenauigkeit die Haltekraft und die Plattenintegrität direkt beeinflusst.
Die Toleranzen des Lochdurchmessers müssen innerhalb von ±0,05 mm der angegebenen Pilotabmessung liegen, um eine optimale Einpressleistung zu erzielen. Übergroße Löcher reduzieren die radiale Kompression und können die Auszugsfestigkeit um 25-35 % verringern. Untermaßige Löcher erzeugen übermäßige Installationskräfte, die spröde Aluminiumlegierungen aufbrechen oder ein unvollständiges Einpressen in kaltverfestigten Materialien verursachen können.
Die Anforderungen an den Kantenabstand werden besonders in dünnen Abschnitten wichtig, in denen die Materialverdrängung während des Einpressens sich der Plattenkante nähern kann. Die Mindestkantenabstände sollten dem 2,5-fachen des Befestigungsdurchmessers entsprechen, wobei das 3,0-fache für kritische Anwendungen bevorzugt wird. Dies gewährleistet ein ausreichendes Materialvolumen für eine ordnungsgemäße Einpressformung ohne Ausreißen der Kante.
Die Kompatibilitätsbereiche der Plattendicke variieren je nach Befestigungsdesign, aber die meisten Standard-PEM-Muttern nehmen 0,5-3,0 mm dicke Aluminiumbleche auf. Die Gleichmäßigkeit der Dicke über die Einpresszone beeinflusst die Haltekonsistenz, wodurch die Materialauswahl und unsere Fertigungsdienstleistungen entscheidend für die Aufrechterhaltung von Qualitätsstandards sind.
Die Anforderungen an die Installationskraft skalieren ungefähr mit dem Quadrat des Befestigungsdurchmessers und linear mit der Materialstärke. Ein #8-32-Befestigungselement in 1,6 mm 6061-T6-Aluminium benötigt typischerweise eine Installationskraft von 12-14 kN, während dasselbe Befestigungselement in 0,8 mm Material nur 7-9 kN benötigt. Übermäßige Kraft kann zu Plattenvertiefungen oder Durchbrüchen führen, während unzureichende Kraft zu einem unvollständigen Einpressen führt.
| Plattenstärke (mm) | Lochtoleranz (mm) | Mindestabstand zum Rand | Installationskraft (kN) | Typische Anwendungen |
|---|---|---|---|---|
| 0.5-0.8 | +0.00/-0.05 | 3.5x Durchmesser | 6-9 | Elektronikgehäuse |
| 0.9-1.5 | +0.05/-0.00 | 3.0x Durchmesser | 10-13 | Gerätepaneele |
| 1.6-2.4 | +0.05/-0.00 | 2.8x Durchmesser | 12-16 | Automobilkomponenten |
| 2.5-3.0 | +0.08/-0.00 | 2.5x Durchmesser | 15-20 | Strukturelle Baugruppen |
Lastverteilung und Verbindungsdesign
Das Verständnis der Lastübertragungsmechanismen in PEM-Befestigungselementverbindungen ermöglicht es Ingenieuren, das Verbindungsdesign für spezifische Anwendungsanforderungen zu optimieren. Im Gegensatz zu herkömmlichen Gewindeverbindungen, bei denen sich die Lasten auf die ersten wenigen Gewindegänge konzentrieren, verteilen Einpressmuttern die Kräfte über mehrere Kontaktzonen.
Der primäre Lastpfad beginnt am Kopfkragen des Befestigungselements, der eine Lagerdruckverteilung über die Aluminiumoberfläche erzeugt. Spitzenspannungen treten an den Kragenkanten auf, wodurch die Auswahl des Kopfdurchmessers entscheidend ist, um ein Nachgeben des Aluminiums unter hohen Klemmkräften zu verhindern. Finite-Elemente-Analysen zeigen, dass die Erhöhung des Kopfdurchmessers vom 2,0-fachen auf das 2,5-fache des Gewindedurchmessers die maximale Lagerdruckspannung um etwa 30 % reduziert.
Scherlasten werden durch die verpresste Materialzone übertragen, wo das verformte Aluminium eine mechanische Verriegelung mit dem Befestigungselementschaft erzeugt. Diese Verbindung kann typischerweise 60-80 % der ultimativen Scherfestigkeit des Befestigungselements aushalten, bevor es im Aluminiumsubstrat und nicht im Befestigungselement selbst zu Materialversagen kommt.
Der Auszugswiderstand entwickelt sich durch drei Mechanismen: mechanische Interferenz am Einpressdurchmesser, Reibung entlang der Schaftoberfläche und Lagerung gegen den verformten Materialkragen. Der relative Beitrag jedes Mechanismus hängt von den Eigenschaften der Aluminiumlegierung ab, wobei weichere Legierungen stärker auf mechanische Interferenz angewiesen sind.
Für hochpräzise Ergebnisse,Holen Sie sich in 24 Stunden ein Angebot von Microns Hub.
Überlegungen zur Verbindungssteifigkeit werden in dynamischen Belastungsanwendungen wichtig, bei denen die Dauerfestigkeit von der Gleichmäßigkeit der Lastverteilung abhängt. PEM-Verbindungen weisen typischerweise eine 15-25 % geringere Steifigkeit auf als äquivalente Gewindeverbindungen, was auf die Nachgiebigkeit zurückzuführen ist, die durch die verformte Materialzone entsteht. Diese reduzierte Steifigkeit kann die Dauerfestigkeit tatsächlich verbessern, indem sie Spannungskonzentrationen reduziert, kann aber die Resonanzfrequenzen in vibrationsempfindlichen Anwendungen beeinflussen.
Kompatibilität von Aluminiumlegierungen
Verschiedene Aluminiumlegierungen reagieren aufgrund von Unterschieden in den Kaltverfestigungseigenschaften, der Duktilität und der Kornstruktur unterschiedlich auf die Einpressmontage. Das Verständnis dieser materialspezifischen Verhaltensweisen ermöglicht die richtige Auswahl der Befestigungselemente und die Optimierung der Installationsparameter.
6061-T6-Aluminium stellt das am häufigsten spezifizierte Substrat für PEM-Anwendungen dar und bietet ein ausgezeichnetes Gleichgewicht zwischen Festigkeit, Duktilität und Bearbeitbarkeit. Die T6-Vergütung bietet eine ausreichende Streckgrenze (276 MPa), um übermäßiger Verformung während des Einpressens zu widerstehen und gleichzeitig genügend Duktilität zu erhalten, um Risse zu vermeiden. Die Gleichmäßigkeit der Korngröße in 6061-Legierungen gewährleistet ein konsistentes Einpressverhalten über Produktionslose hinweg.
5052-H32-Aluminium bietet eine hervorragende Korrosionsbeständigkeit und ausgezeichnete Umformeigenschaften, wodurch es sich für komplexe Geometrien eignet, die IP65-Dichtungsstrategien erfordern. Das Kaltverfestigungsverhalten während des Einpressens kann jedoch die Installationskräfte im Vergleich zu 6061-Legierungen um 20-30 % erhöhen. Dieses Material weist auch eine größere Rückfederung auf, was die Befestigungselementhaltung beeinträchtigen kann, wenn die Installationsparameter nicht richtig angepasst werden.
7075-T6-Aluminium bietet die höchste Festigkeitsoption, stellt aber Herausforderungen für die PEM-Installation dar. Die begrenzte Duktilität und die hohe Kaltverfestigungsrate können zu unvollständigem Einpressen oder Materialrissen um das Befestigungselement herum führen. Wenn 7075-Substrate erforderlich sind, sollte die Befestigungselementauswahl Designs mit reduzierten Einpressdurchmessern und abgestuften Schaftprofilen bevorzugen, um die Materialverdrängung zu minimieren.
| Legierung | Zustand | Streckgrenze (MPa) | Dehnung (%) | PEM-Kompatibilität | Installationshinweise |
|---|---|---|---|---|---|
| 6061 | T6 | 276 | 12-17 | Exzellent | Standardparameter |
| 5052 | H32 | 193 | 12-18 | Sehr Gut | Kraft um 20-25% erhöhen |
| 7075 | T6 | 503 | 5-11 | Akzeptabel | Verbindungsdurchmesser reduzieren |
| 3003 | H14 | 145 | 8-16 | Gut | Risiko von Überverformung |
| 2024 | T3 | 345 | 15-20 | Schlecht | Probleme mit Kupfergehalt |
Die Kornorientierung relativ zur Einpressrichtung kann die Verbindungsqualität beeinflussen, insbesondere bei gewalzten Blechmaterialien, bei denen die Richtungseigenschaften um 10-15 % variieren können. Die optimale Installation erfolgt, wenn die Befestigungselementachse senkrecht zur Walzrichtung ausgerichtet ist, wodurch das Risiko von Delamination oder bevorzugtem Ausreißen minimiert wird.
Qualitätskontrolle und Testmethoden
Die Einrichtung robuster Qualitätskontrollverfahren für PEM-Installationen gewährleistet eine konsistente Verbindungsleistung und verhindert Ausfälle im Feld. Mehrere Inspektions- und Testmethoden bieten unterschiedliche Einblicke in die Installationsqualität und langfristige Zuverlässigkeit.
Die Sichtprüfung bleibt die erste Linie der Qualitätskontrolle und konzentriert sich auf den Sitz des Kopfes, die Plattenverformung und die Kantenintegrität. Richtig installierte Befestigungselemente sollten bündig mit der Plattenoberfläche abschließen, ohne Vertiefungen oder erhöhte Bereiche zu erzeugen, die 0,1 mm überschreiten. Das Aluminium um das Befestigungselement herum sollte gleichmäßige Verformungsmuster ohne Risse, Ausrisse oder übermäßige Materialansammlung aufweisen.
Die Gut/Ausschuss-Prüfung bietet eine schnelle Methode zur Überprüfung der Einpressqualität in der Produktion. Diese Messgeräte überprüfen sowohl den Befestigungselementüberstand auf der Rückseite als auch den Sitz des Kopfes auf der Installationsseite. Typische Akzeptanzkriterien erfordern einen Überstand auf der Rückseite zwischen 0,2-0,8 mm, abhängig von der Plattendicke und dem Befestigungselementdesign.
Die Drehmomentprüfung bewertet den Drehwiderstand installierter Befestigungselemente, der mit der Einpressqualität korreliert. Unterverpresste Befestigungselemente weisen reduzierte Ausdrehmomentwerte auf, während ordnungsgemäß installierte Einheiten typischerweise 80-120 % des angegebenen Mindestdrehmoments benötigen, um eine Drehung zu verursachen. Diese Testmethode eignet sich besonders gut für die Produktionsstichprobenahme, zerstört aber die getesteten Verbindungen.
Die Ausdrückprüfung liefert quantitative Daten zur Haltekraft, indem axiale Lasten aufgebracht werden, bis es zum Ausfall des Befestigungselements kommt. Testvorrichtungen müssen eine gleichmäßige Lastaufbringung senkrecht zur Plattenoberfläche gewährleisten, um aussagekräftige Daten zu erzeugen. Die Akzeptanzkriterien erfordern typischerweise Ausdrückkräfte, die 75 % der veröffentlichten Werte überschreiten, wobei Installations- und Materialabweichungen berücksichtigt werden.
Die Querschnittsanalyse durch metallografische Präparation zeigt die interne Einpressgeometrie und die Materialfließmuster. Diese zerstörende Methode bietet die umfassendste Bewertung der Verbindungsqualität, erfordert aber spezielle Ausrüstung und Fachkenntnisse. Zu den wichtigsten Bewertungskriterien gehören die Gleichmäßigkeit des Einpressdurchmessers, die Materialkontinuität und das Fehlen von Hohlräumen oder Rissen in der verformten Zone.
Strategien zur Kostenoptimierung
Das Erreichen einer kosteneffizienten PEM-Befestigungselementimplementierung erfordert ein ausgewogenes Verhältnis zwischen den anfänglichen Befestigungselementkosten und den gesamten Montagekosten, einschließlich Arbeit, Werkzeug und Qualitätskontrolle. Mehrere Strategien können die gesamte Projektwirtschaftlichkeit erheblich beeinflussen, ohne die Leistung zu beeinträchtigen.
Volumenkaufvereinbarungen mit Befestigungselementlieferanten können die Stückkosten um 15-30 % senken und gleichzeitig die Stabilität der Lieferkette gewährleisten. Die Standardisierung auf eine begrenzte Auswahl an Befestigungselementgrößen und -materialien vereinfacht die Lagerverwaltung und die Anforderungen an die Installationswerkzeuge. Die meisten Anwendungen können mit drei Gewindegrößen (#8-32, #10-32 und 1/4-20) in zwei Kopfstilen ausreichend bedient werden.
Die Installationsautomatisierung wird für Produktionsvolumina von mehr als 10.000 Einheiten pro Jahr wirtschaftlich attraktiv. Pneumatische Pressensysteme können PEM-Befestigungselemente mit Raten von 300-500 pro Stunde mit überlegener Konsistenz im Vergleich zur manuellen Installation installieren. Die verbesserte Qualitätskontrolle reduziert die Ausschussraten und macht die individuelle Befestigungselementinspektion in vielen Anwendungen überflüssig.
Wenn Sie bei Microns Hub bestellen, profitieren Sie von direkten Herstellerbeziehungen, die eine überlegene Qualitätskontrolle und wettbewerbsfähige Preise im Vergleich zu Marktplatzplattformen gewährleisten. Unsere technische Expertise und unser personalisierter Serviceansatz bedeuten, dass jedes Projekt die Aufmerksamkeit erhält, die es verdient, was oft die gesamten Projektkosten durch optimierte Designempfehlungen reduziert.
Die Designoptimierung kann Befestigungselemente in einigen Anwendungen durch integrale Befestigungsmerkmale oder Schnappverbindungen vollständig eliminieren. Dieser Ansatz erfordert jedoch eine sorgfältige Analyse der Lastanforderungen und der Fertigungsmöglichkeiten. PEM-Befestigungselemente bieten oft die kostengünstigste Lösung, wenn Abnehmbarkeit oder hochfeste Verbindungen erforderlich sind.
| Produktionsvolumen | Installationsmethode | Arbeitskosten (€/Befestigungselement) | Qualitätskontrolle | Gesamtkostenfaktor |
|---|---|---|---|---|
| <1.000 | Manuelle Presse | 0.08-0.12 | 100% visuell | 1.0x |
| 1.000-10.000 | Pneumatische Presse | 0.04-0.06 | 10% Stichprobe | 0.7x |
| 10.000-50.000 | Halbautomatisch | 0.02-0.03 | Statistische Prozesskontrolle | 0.5x |
| >50.000 | Vollautomatisch | 0.01-0.015 | Kontinuierliche Überwachung | 0.4x |
Fortgeschrittene Anwendungen und besondere Überlegungen
Spezielle Anwendungen erfordern oft Modifikationen an Standard-PEM-Befestigungselementdesigns oder Installationsverfahren, um einzigartige Leistungsanforderungen zu erfüllen. Das Verständnis dieser fortgeschrittenen Techniken ermöglicht es Ingenieuren, die Anwendbarkeit der Einpresstechnik zu erweitern.
Versiegelte Anwendungen, die Umweltschutz erfordern, profitieren von PEM-Befestigungselementen mit integrierten O-Ring-Nuten oder Dichtscheiben. Diese Designs behalten die Vorteile der Einpressmontage bei und bieten gleichzeitig Schutzgrade von IPX7 oder höher. Die Dichtungswirksamkeit hängt von der richtigen Nutgeometrie und der Materialkompatibilität zwischen der Dichtung und dem Aluminiumsubstrat ab.
Hochtemperaturanwendungen über 150 °C erfordern eine sorgfältige Berücksichtigung der Unterschiede in der Wärmeausdehnung zwischen Befestigungselement und Substratmaterialien. PEM-Muttern aus Edelstahl in Aluminiumplatten erfahren eine unterschiedliche Ausdehnung, die die Haltekräfte je nach Temperaturwechselmuster entweder erhöhen oder verringern kann. Finite-Elemente-Wärmeanalysen werden für kritische Anwendungen erforderlich.
Die Anforderungen an die elektromagnetische Verträglichkeit (EMV) in Elektronikgehäusen können Aluminium-PEM-Befestigungselemente bevorzugen, um die Leitfähigkeit über Verbindungen hinweg aufrechtzuerhalten. Der Einpressprozess erzeugt einen gasdichten Metall-Metall-Kontakt, der eine ausgezeichnete elektrische Kontinuität mit Widerstandswerten von typischerweise unter 0,001 Ohm bietet. Diese Leistung übertrifft die meisten abgedichteten oder lackierten Verbindungsschnittstellen.
Mehrschichtige Baugruppen stellen einzigartige Herausforderungen dar, wenn PEM-Befestigungselemente durch gestapelte Materialien installiert werden. Das Befestigungselement muss im Primärlayer effektiv einpressen und gleichzeitig Schäden an den Sekundärlayern vermeiden. Stapeltoleranzen werden kritisch, da Abweichungen ein vollständiges Einpressen verhindern oder zu einem Durchbruch in benachbarte Komponenten führen können.
Vibrationsumgebungen erfordern verbesserte Haltemethoden, die über Standard-Einpressmechanismen hinausgehen. Gewindesicherungsmittel, Bördelvorgänge oder spezielle Befestigungselementdesigns mit mechanischen Verriegelungsmerkmalen können erforderlich sein, um ein Lösen unter dynamischen Lasten zu verhindern. Tests gemäß MIL-STD-810 oder ähnlichen Standards validieren die Leistung in spezifischen Vibrationsspektren.
Fehlerbehebung bei häufigen Installationsproblemen
Die Identifizierung und Behebung von PEM-Installationsproblemen erfordert eine systematische Analyse der Fehlermodi und ihrer Ursachen. Die meisten Probleme resultieren aus unsachgemäßer Lochvorbereitung, falschen Installationsparametern oder Materialkompatibilitätsproblemen.
Unvollständiges Einpressen äußert sich in reduzierter Haltekraft und sichtbaren Spalten zwischen dem Befestigungselementkopf und der Plattenoberfläche. Dieser Zustand resultiert typischerweise aus unzureichender Installationskraft, übergroßen Löchern oder kaltverfestigtem Material, das sich der Verformung widersetzt. Zu den Lösungen gehören die Erhöhung der Installationskraft um 10-15 %, die Überprüfung der Lochabmessungen und das Glühen kaltverfestigter Materialien, wann immer dies möglich ist.
Plattenverformung um installierte Befestigungselemente herum deutet auf übermäßige Installationskraft oder unzureichende Materialunterstützung während des Einpressens hin. Das dünne Aluminium gibt unter konzentrierten Lasten nach und erzeugt Vertiefungen oder erhöhte Bereiche, die die Montagepassung beeinträchtigen. Die Reduzierung der Installationskraft und die Verbesserung der Gegenplattenunterstützung beheben dieses Problem typischerweise, ohne die Haltekraft zu beeinträchtigen.
Die Drehung des Befestigungselements während der Montage deutet auf eine unzureichende Einpressformung oder kontaminierte Schnittstellen hin, die die Reibung reduzieren. Öl, Schneidflüssigkeiten oder Oxidation können eine ordnungsgemäße Materialbindung während der Installation verhindern. Reinigungsverfahren mit Isopropanol oder alkalischen Entfettern stellen in den meisten Fällen das ordnungsgemäße Einpressverhalten wieder her.
Das Ausreißen der Kante tritt auf, wenn nicht genügend Material vorhanden ist, um die Einpresskräfte aufzunehmen, typischerweise aufgrund unzureichender Kantenabstände oder Materialfehler in der Nähe des Installationsortes. Die Prävention erfordert die strikte Einhaltung der Mindestkantenabstandsspezifikationen und die Materialinspektion, um Einschlüsse oder Laminierungen zu identifizieren, die sich zu Ausrissen ausweiten könnten.
Risse um installierte Befestigungselemente herum deuten auf Materialversprödung oder übermäßige Spannungskonzentrationen während der Installation hin. Dieses Problem tritt am häufigsten bei hochfesten Aluminiumlegierungen oder Materialien auf, die zuvor kaltverformt wurden. Zu den Lösungen gehören Spannungsarmglühen, Befestigungselementdesignmodifikationen zur Reduzierung des Einpressdurchmessers oder der Wechsel zu duktileren Substratmaterialien.
Häufig gestellte Fragen
Was ist die minimale Aluminiumdicke, die für PEM-Einpressmuttern geeignet ist?
Die meisten Standard-PEM-Muttern benötigen eine Mindestdicke von 0,5 mm für ein ordnungsgemäßes Einpressen in Aluminiumsubstrate. Unterhalb dieser Dicke fehlt dem Material ausreichend Volumen, um eine zuverlässige mechanische Verriegelung zu bilden. Spezielle Dünnblechbefestiger können Materialien mit einer Dicke von bis zu 0,3 mm aufnehmen, diese erfordern jedoch modifizierte Installationsverfahren und können eine reduzierte Tragfähigkeit aufweisen.
Wie verhindere ich galvanische Korrosion, wenn ich Stahl-PEM-Befestigungselemente in Aluminium verwende?
Die Verhinderung galvanischer Korrosion erfordert die Beseitigung von Feuchtigkeit und Elektrolytkontakt zwischen unähnlichen Metallen. Verwenden Sie nach Möglichkeit PEM-Befestigungselemente aus Edelstahl oder Aluminium, tragen Sie dielektrische Beschichtungen oder Dichtstoffe an der Schnittstelle auf oder stellen Sie sicher, dass die Baugruppe in trockenen Umgebungen betrieben wird. Zink-Nickel-beschichtete Stahlbefestigungselemente bieten eine verbesserte Kompatibilität im Vergleich zu Standard-Zinkbeschichtungen.
Können PEM-Befestigungselemente entfernt und in Aluminiumplatten wieder installiert werden?
PEM-Befestigungselemente erzeugen dauerhafte Installationen, die nicht sicher entfernt werden können, ohne das Aluminiumsubstrat zu beschädigen. Der Einpressprozess verformt beide Materialien, wodurch eine Umkehrung unmöglich wird. Anwendungen, die Abnehmbarkeit erfordern, sollten herkömmliche Muttern mit Gegenplatten oder Käfigmuttern verwenden, die für Dünnblechanwendungen entwickelt wurden.
Welche Installationskraft ist für verschiedene PEM-Befestigungselementgrößen in Aluminium erforderlich?
Die Installationskräfte variieren je nach Befestigungselementgröße und Aluminiumdicke. Typische Bereiche umfassen 6-9 kN für #6-32-Befestigungselemente, 10-13 kN für #8-32, 12-16 kN für #10-32 und 18-25 kN für 1/4-20-Größen in 1,6 mm Aluminium. Konsultieren Sie die Herstellerspezifikationen für genaue Werte, da die Kräfte zwischen verschiedenen Befestigungselementdesigns um 20-30 % variieren können.
Wie überprüfe ich die ordnungsgemäße PEM-Befestigungselementinstallationsqualität?
Die Qualitätsüberprüfung kombiniert Sichtprüfung, Maßprüfung und Funktionstests. Achten Sie auf bündigen Sitz des Kopfes, gleichmäßige Materialverformung und 0,2-0,8 mm Überstand auf der Rückseite. Die Drehmomentprüfung sollte 80-120 % der angegebenen Werte erfordern, um eine Drehung des Befestigungselements zu verursachen. Die Ausdrückprüfung liefert quantitative Daten zur Haltekraft für kritische Anwendungen.
Was passiert, wenn die Lochgröße für die PEM-Installation falsch ist?
Übergroße Löcher reduzieren die Haltekraft um 25-35 % und können ein vollständiges Einpressen verhindern. Untermaßige Löcher erhöhen die Installationskräfte und können spröde Materialien aufbrechen oder ein unvollständiges Einsetzen des Befestigungselements verursachen. Die Lochtoleranzen müssen innerhalb von ±0,05 mm der angegebenen Abmessungen liegen, um eine optimale Leistung zu erzielen.
Gibt es Temperaturbeschränkungen für PEM-Befestigungselemente in Aluminiumbaugruppen?
Standard-PEM-Installationen funktionieren zuverlässig von -40 °C bis +150 °C. Höhere Temperaturen erfordern eine Analyse der unterschiedlichen Wärmeausdehnung zwischen Befestigungselement und Substratmaterialien. Befestigungselemente aus Edelstahl dehnen sich weniger aus als Aluminium, was die Haltekräfte während der Heizzyklen potenziell reduziert. PEM-Befestigungselemente aus Aluminium bieten eine bessere thermische Kompatibilität für extreme Temperaturanwendungen.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece