Entwicklung kundenspezifischer Gehäuse: IP65-Dichtungsstrategien für Blech
Blechgehäuse mit IP65-Schutzart stehen vor einer grundlegenden technischen Herausforderung: die Aufrechterhaltung des Umweltschutzes unter Berücksichtigung von Wärmeausdehnung, Fertigungstoleranzen und Wartungsfreundlichkeit im Feld. Der 6-Millimeter-Schutz gegen das Eindringen von Staub und Niederdruckwasserstrahlen erfordert präzise Dichtungsstrategien, die das Materialverhalten, die Kompressionsdynamik der Dichtung und die langfristige Dichtungsintegrität unter Temperaturwechsel berücksichtigen.
Wichtige Erkenntnisse
- IP65 erfordert vollständigen Staubschutz und Widerstandsfähigkeit gegen Wasserstrahlen aus jeder Richtung mit 12,5 Litern pro Minute
- Dichtungs-Kompressionsverhältnisse zwischen 15 und 25 % gewährleisten eine optimale Abdichtung und verhindern gleichzeitig den Materialabbau
- Die Materialauswahl wirkt sich direkt auf die Wärmeausdehnungskoeffizienten aus und beeinflusst die langfristige Dichtungsleistung
- Die richtige Nutgeometrie mit einem Breite-zu-Tiefe-Verhältnis von 3:2 maximiert die Dichtungshaftung und die Dichtungswirkung
Verständnis der IP65-Anforderungen für Blechanwendungen
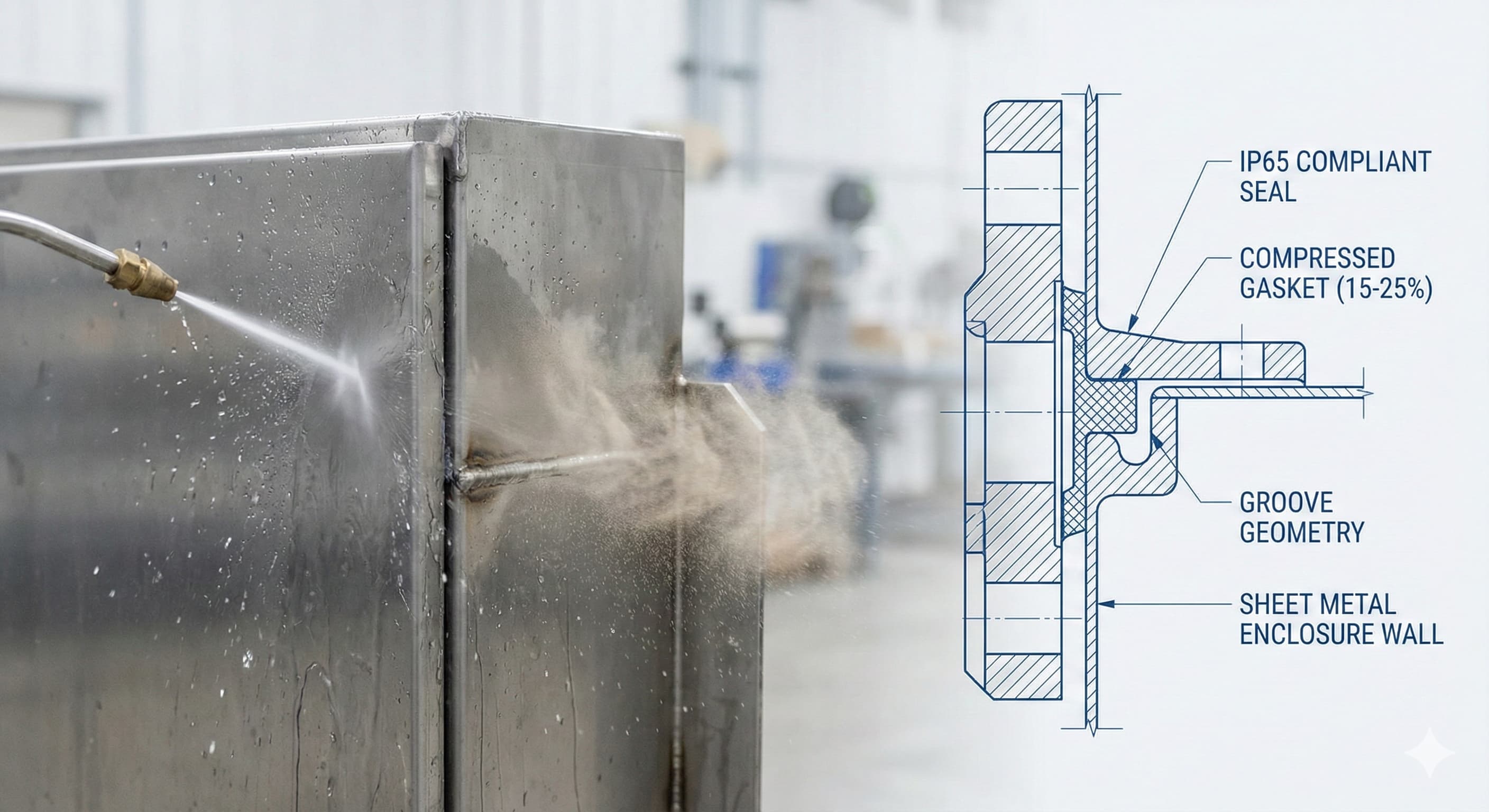
Die IP65-Norm der International Electrotechnical Commission schreibt einen vollständigen Schutz gegen das Eindringen von Staub (Stufe 6) und die Beständigkeit gegen Wasserstrahlen aus einer 6,3-mm-Düse mit 12,5 Litern pro Minute aus jeder Richtung (Stufe 5) vor. Für Blechgehäuse bedeutet dies die Aufrechterhaltung der Dichtungsintegrität über Verbindungsschnittstellen hinweg, die unterschiedliche Wärmeausdehnung, mechanische Beanspruchung durch Vibrationen und mögliche Verformung unter Last erfahren.
Kritische Druckdifferenzen in IP65-Anwendungen liegen typischerweise im Bereich von 1-5 kPa, wobei industrielle Umgebungen einen Widerstand von bis zu 10 kPa erfordern können. Das Dichtungssystem muss diese Drücke aufnehmen und gleichzeitig die Funktionalität über Betriebstemperaturbereiche von -40 °C bis +85 °C für Standardanwendungen aufrechterhalten, wobei spezielle Ausführungen für Hochtemperaturumgebungen bis zu +125 °C reichen.
Die Blechdicke beeinflusst die Wirksamkeit der Dichtungsstrategie erheblich. Standardmäßige Materialstärken von 1,0 mm bis 3,0 mm erfordern andere Dichtungs-Kompressionsansätze als schwerere Bleche von 5,0 mm bis 8,0 mm. Dünnere Materialien weisen unter Dichtungs-Kompressionslasten eine größere Durchbiegung auf, was die Dichtungsgeometrie im Laufe der Zeit beeinträchtigen kann.
Materialauswahl und thermische Überlegungen
Aluminium 5052-H32 und 6061-T6 stellen die gängigsten Blechvarianten für IP65-Gehäuse dar, die jeweils unterschiedliche Wärmeausdehnungseigenschaften aufweisen, die die Dichtungsleistung direkt beeinflussen. Der Wärmeausdehnungskoeffizient für Aluminiumlegierungen beträgt durchschnittlich 23,1 × 10⁻⁶/°C, wodurch messbare Dimensionsänderungen in großen Gehäusen entstehen.
| Materialqualität | Thermische Ausdehnung (10⁻⁶/°C) | Streckgrenze (MPa) | Kostenfaktor | Dichtungsverträglichkeit |
|---|---|---|---|---|
| Al 5052-H32 | 23.8 | 193 | 1.0x | Exzellent |
| Al 6061-T6 | 23.6 | 276 | 1.2x | Exzellent |
| 304 Edelstahl | 17.3 | 215 | 2.8x | Sehr gut |
| 316L Edelstahl | 16.0 | 170 | 4.2x | Exzellent |
| Kaltgewalzter Stahl | 12.0 | 350 | 0.6x | Gut (beschichtet) |
Edelstahlsorten 304 und 316L bieten niedrigere Wärmeausdehnungskoeffizienten, wodurch die Dichtungsbeanspruchung bei Temperaturwechsel reduziert wird. Die höheren Materialkosten und Formgebungsanforderungen müssen jedoch gegen die verbesserte Dimensionsstabilität abgewogen werden. Kaltgewalzter Stahl bietet eine ausgezeichnete Festigkeit und minimale Wärmeausdehnung, erfordert aber Schutzbeschichtungen, um galvanische Korrosion bei der Kombination mit Standarddichtungsmaterialien zu verhindern.
Die Anforderungen an die Oberflächenbeschaffenheit für eine effektive IP65-Abdichtung geben typischerweise Ra-Werte zwischen 0,8 und 3,2 μm auf den Dichtungskontaktflächen vor. Glattere Oberflächen verbessern die anfängliche Abdichtung, können aber den Dichtungseingriff verringern, während rauere Oberflächen die mechanische Retention auf Kosten mikroskopisch kleiner Leckpfade verbessern.
Dichtungsauswahl und Kompressionsdynamik
EPDM-Dichtungen (Ethylen-Propylen-Dien-Monomer) dominieren IP65-Anwendungen aufgrund ihrer ausgezeichneten Witterungsbeständigkeit, Ozonstabilität und Kompressionsverformungsbeständigkeit unter 25 % nach 1000 Stunden bei 70 °C. Shore-A-Durometerwerte zwischen 60 und 80 bieten ein optimales Gleichgewicht zwischen Dichtungsanpassungsfähigkeit und struktureller Integrität unter Kompressionslasten.
Kompressionsverhältnisse erfordern eine präzise Steuerung, um die IP65-Leistung zu erreichen. Die optimale Kompression liegt typischerweise zwischen 15 und 25 % des ursprünglichen Dichtungsquerschnitts, wobei höhere Kompressionsraten zu einem beschleunigten Materialabbau und einer möglichen Dichtungsextrusion führen. Eine geringere Kompression kann Leckpfade unter Druckwechsel oder Wärmeausdehnungsbeanspruchung ermöglichen.
| Dichtungsmaterial | Shore A Härte | Kompressionsverhältnis | Temperaturbereich (°C) | Chemische Beständigkeit |
|---|---|---|---|---|
| EPDM | 70 ± 5 | 20-25% | -40 bis +120 | Exzellent |
| Silikon | 60 ± 5 | 15-20% | -60 bis +200 | Gut |
| Neopren | 65 ± 5 | 20-30% | -35 bis +100 | Sehr gut |
| Fluorkarbon (FKM) | 75 ± 5 | 15-20% | -20 bis +200 | Exzellent |
| Nitril (NBR) | 70 ± 5 | 25-35% | -30 bis +100 | Gut |
Die Querschnittsgeometrie der Dichtung beeinflusst die Dichtungswirkung erheblich. Runde Querschnitte sorgen für eine gleichmäßige Spannungsverteilung, erfordern aber eine präzise Nutgeometrie. D-förmige Profile bieten eine verbesserte Retention in flachen Nuten, können aber Spannungskonzentrationen an der flachen Schnittstelle erzeugen. Hohldichtungen reduzieren die Kompressionskräfte, beeinträchtigen aber die Druckbeständigkeit.
Nutdesign und Fertigungstoleranzen
Die Nutgeometrie bestimmt direkt die Dichtungshaftung, die Kompressionsgleichmäßigkeit und die langfristige Dichtungsintegrität. Das optimale Breite-zu-Tiefe-Verhältnis von 3:2 gewährleistet eine angemessene Dichtungsunterstützung und verhindert gleichzeitig eine Überkompression oder Extrusion unter Druck. Für Standard-Runddichtungen mit 6 mm Durchmesser geben die Nutabmessungen typischerweise 4,5 mm Breite × 3,0 mm Tiefe mit einer Toleranzkontrolle von ±0,1 mm an.
Fertigungstoleranzen bei den Nutabmessungen erfordern eine sorgfältige Berücksichtigung kumulativer Stapelwirkungen. Positionstoleranzen von ±0,2 mm auf den Nutmittellinien gewährleisten eine korrekte Dichtungsausrichtung über die zusammenpassenden Oberflächen, während Tiefenabweichungen über ±0,1 mm eine ungleichmäßige Kompression erzeugen, die die Dichtungsleistung beeinträchtigt.
Eckenradien im Nutdesign müssen die Dichtungsflexibilität berücksichtigen und gleichzeitig die strukturelle Integrität erhalten. Die Mindestradiusanforderungen entsprechen typischerweise dem 0,3-fachen des Dichtungsdurchmessers, um Materialspannungsrisse während der Installation und des Kompressionswechsels zu verhindern. Scharfe Ecken erzeugen Spannungskonzentrationspunkte, die das Dichtungsversagen durch Rissausbreitung beschleunigen.
Für hochpräzise Ergebnisse können Sie Ihr Projekt für ein 24-Stunden-Angebot einreichen bei Microns Hub.
Fortschrittliche Dichtungsstrategien und mehrstufiger Schutz
Komplexe Gehäuse erfordern oft mehrstufige Dichtungsstrategien, um einen zuverlässigen IP65-Schutz zu erreichen. Primärdichtungen übernehmen den Großteil des Umweltschutzes, während Sekundärdichtungen einen Backup-Schutz gegen den Abbau der Primärdichtung oder Installationsfehler bieten. Diese Redundanz erweist sich als besonders wertvoll in kritischen Anwendungen, bei denen die Folgen eines Dichtungsversagens über die Kosten für den Komponentenaustausch hinausgehen.
Labyrinthdichtungen ergänzen Dichtungssysteme, indem sie gewundene Pfade erzeugen, die die Druckdifferenz über Primärdichtungen reduzieren. Diese geometrischen Merkmale, die in die zusammenpassenden Oberflächen eingearbeitet oder geformt sind, verbessern die Gesamtzuverlässigkeit des Systems erheblich, ohne die Materialkosten zu erhöhen. Typische Labyrinthdesigns beinhalten 2-3 Richtungsänderungen mit 0,5-1,0 mm Abstand.
In das Gehäusedesign integrierte Entwässerungsmerkmale verhindern die Ansammlung von Wasser, das Dichtungssysteme bei längerer Exposition überlasten könnte. Strategisch positionierte Ablauflöcher mit einem Durchmesser von 3-5 mm, die sich an geometrisch tiefen Stellen befinden, ermöglichen die Ableitung von Feuchtigkeit unter Beibehaltung der IP65-Integrität. Diese Merkmale erfordern eine sorgfältige Positionierung, um die Entstehung von Eintrittspfaden unter Druckbedingungen zu vermeiden.
| Dichtungsstrategie | Komplexität | Kostenauswirkung | Zuverlässigkeitsfaktor | Wartungsanforderungen |
|---|---|---|---|---|
| Einzelne Dichtung | Niedrig | 1.0x | Standard | 5-Jahres-Austausch |
| Doppelte Dichtung | Mittel | 1.8x | Hoch | 7-Jahres-Austausch |
| Dichtung + Labyrinth | Mittel | 1.4x | Sehr hoch | 10-Jahres-Austausch |
| Mehrstufiges System | Hoch | 2.5x | Exzellent | 3-Jahres-Inspektion |
| Geschweißt + Dichtung | Hoch | 2.2x | Exzellent | Permanent |
Auswahl der Befestigungselemente und Kompressionskontrolle
Die Spezifikationen der Befestigungselemente wirken sich direkt auf die Gleichmäßigkeit der Dichtungs-Kompression und die langfristige Dichtungsleistung aus. Innensechskantschrauben aus Edelstahl bieten Korrosionsbeständigkeit und präzise Drehmomentanwendung, wobei M6 × 1,0 die gängigste Größe für Standardgehäuseanwendungen darstellt. Der Befestigungsabstand liegt typischerweise zwischen 80 und 120 mm in der Mitte, wobei für dünnere Blechsubstrate ein geringerer Abstand erforderlich ist.
Die Drehmomentspezifikationen müssen die Materialeigenschaften der Dichtung, die Substratdicke und die Auswirkungen von Temperaturwechsel berücksichtigen. Standard-EPDM-Dichtungen in Aluminiumgehäusen erfordern typischerweise ein Drehmoment von 4-6 N⋅m an M6-Befestigungselementen, wobei die Werte je nach Dichtungshärte und Kompressionsanforderungen angepasst werden. Ein zu hohes Drehmoment erzeugt Spannungskonzentrationen, die den Dichtungsabbau beschleunigen, während ein unzureichendes Drehmoment eine Dichtungsentspannung unter Temperaturwechsel ermöglicht.
Schraubensicherungsmittel verhindern das Lösen der Befestigungselemente aufgrund von Vibrationen oder Temperaturwechsel, aber die Auswahl muss die Anforderungen an die wartungsfreundliche Demontage berücksichtigen. Mittelstarke anaerobe Verbindungen bieten eine angemessene Retention und ermöglichen gleichzeitig die Wartung vor Ort mit Standardwerkzeugen. Hochfeste Verbindungen können eine Wärmeanwendung zur Demontage erfordern, was die Wartungsverfahren erschwert.
Die Auswahl der Unterlegscheiben beeinflusst die Lastverteilung über die Dichtungsoberflächen. Unterlegscheiben aus Edelstahl mit einem Außendurchmesser von 12 mm verteilen die Kompressionslasten effektiv und verhindern gleichzeitig eine Substratverformung. Gekapselte Unterlegscheiben reduzieren die Montagezeit und eliminieren lose Hardware bei Wartungsarbeiten vor Ort.
Fertigungsprozesse und Qualitätskontrolle
Blechumformvorgänge müssen die Anforderungen an die Dichtungsnut während der Designphase berücksichtigen, um die Herstellbarkeit und Kosteneffizienz zu gewährleisten. Abkantpressvorgänge können typischerweise Nutmerkmale senkrecht zu den Biegeachsen aufnehmen, während parallele Nuten sekundäre Bearbeitungsvorgänge erfordern können, die die Produktionskosten erheblich erhöhen.
Die CNC-Bearbeitung von Dichtungsnuten bietet eine überlegene Dimensionskontrolle im Vergleich zu Umformvorgängen, insbesondere bei komplexen Geometrien oder engen Toleranzanforderungen. Die Präzisions-CNC-Bearbeitungsdienste von Microns Hub stellen sicher, dass die Nutabmessungen die IP65-Dichtungsanforderungen erfüllen und gleichzeitig die Fertigungseffizienz für Prototypen und Produktionsmengen optimieren.
Schweißvorgänge in der Nähe von Dichtungsbereichen erfordern ein sorgfältiges Wärmemanagement, um eine Substratverformung zu verhindern, die die Nutgeometrie beeinträchtigt. Das WIG-Schweißen mit kontrollierter Wärmeeinbringung hält die Dimensionsstabilität typischerweise innerhalb akzeptabler Grenzen, während das MIG-Schweißen eine Nachbearbeitung nach dem Schweißen erfordern kann, um die Nutspezifikationen wiederherzustellen.
Qualitätskontrollverfahren für IP65-Gehäuse müssen sowohl die Dimensionskonformität als auch die tatsächliche Dichtungsleistung validieren. Koordinatenmessmaschinen überprüfen die Nutabmessungen mit einer Genauigkeit von ±0,05 mm, während Druckabfalltests Leckraten unter 1 × 10⁻⁶ mbar⋅l/s unter simulierten Betriebsbedingungen bestätigen.
| Herstellungsprozess | Nutgenauigkeit (mm) | Produktionsrate | Einrichtungskosten | Beste Anwendungen |
|---|---|---|---|---|
| CNC-Bearbeitung | ±0.03 | Mittel | Hoch | Komplexe Geometrien |
| Abkantpressen | ±0.15 | Hoch | Niedrig | Einfache gerade Nuten |
| Folgeverbundwerkzeug | ±0.08 | Sehr hoch | Sehr hoch | Hochvolumenproduktion |
| Laserschneiden + Formen | ±0.10 | Mittel | Mittel | Mittlere Volumina |
| Wasserstrahl + Sekundär | ±0.05 | Niedrig | Mittel | Dicke Materialien |
Test- und Validierungsprotokolle
Die IP65-Validierung erfordert systematische Testprotokolle, die reale Betriebsbedingungen simulieren und gleichzeitig quantitative Leistungsdaten liefern. Standardtestverfahren folgen den IEC 60529-Spezifikationen und verwenden kalibrierte Staubkammern und Wasserstrahlgeräte, um die Schutzstufen unter kontrollierten Bedingungen zu überprüfen.
Die Staubdichtheitsprüfung verwendet Talkumpuder oder standardisierten Teststaub, der mit bestimmten Konzentrationen und Luftgeschwindigkeiten durch Kammern zirkuliert wird. Die Testdauer beträgt typischerweise 8 Stunden mit periodischem Druckwechsel, um thermische Atmungseffekte zu simulieren. Der vollständige Staubausschluss muss ohne messbare Ansammlung im Inneren des Gehäuses nachgewiesen werden.
Die Wasserstrahlprüfung verwendet 6,3-mm-Düsen, die 12,5 Liter pro Minute bei 30 kPa Druck aus allen Richtungen liefern. Die Testdauer beträgt mindestens 15 Minuten, wobei das Gehäuse so ausgerichtet ist, dass es die Dichtungssysteme maximal beansprucht. Kein Wassereintritt ist akzeptabel, wobei jede festgestellte Feuchtigkeit einen Testfehler darstellt.
Langzeit-Zuverlässigkeitstests beinhalten Temperaturwechsel zwischen betrieblichen Temperaturextremen, typischerweise 1000 Zyklen von -40 °C bis +85 °C mit 2-stündigen Verweilzeiten. Dichtungs-Kompressionsverformungsmessungen überprüfen die Materialstabilität, während Leckratentests die kontinuierliche Dichtungsintegrität während der gesamten Testdauer bestätigen.
Kostenoptimierungsstrategien
Die Materialauswahl wirkt sich erheblich auf die Gesamtprojektkosten aus, wobei Aluminiumlegierungen für die meisten Anwendungen ein optimales Gleichgewicht zwischen Leistung und Wirtschaftlichkeit bieten. Edelstahlsorten erzielen Premiumpreise, bieten aber eine überlegene Korrosionsbeständigkeit und Dimensionsstabilität, die höhere Kosten in rauen Umgebungen oder bei längeren Lebensdaueranforderungen rechtfertigen können.
Die Dichtungsauswahl bietet Möglichkeiten zur Kostenoptimierung, ohne die IP65-Leistung zu beeinträchtigen. Standard-EPDM-Formulierungen bieten eine ausgezeichnete Leistung zu wettbewerbsfähigen Preisen, während spezielle Verbindungen wie Fluorkohlenstoffmaterialien unnötig sein können, es sei denn, es bestehen spezifische Anforderungen an die chemische Beständigkeit. Kundenspezifische Dichtungsquerschnitte können den Materialverbrauch im Vergleich zu Standard-Rundprofilen reduzieren und gleichzeitig die Dichtungswirkung aufrechterhalten.
Die Auswahl des Fertigungsprozesses erfordert eine sorgfältige Analyse der Volumenanforderungen und der geometrischen Komplexität. Anwendungen mit geringem Volumen profitieren von flexiblen Prozessen wie dem Abkanten und unseren Fertigungsdienstleistungen, die Werkzeuginvestitionen minimieren. Die Massenproduktion rechtfertigt progressive Stanzwerkzeuge trotz erheblicher Vorlaufkosten aufgrund der reduzierten Fertigungszeit pro Einheit und der verbesserten Dimensionskonsistenz.
Wenn Sie bei Microns Hub bestellen, profitieren Sie von direkten Herstellerbeziehungen, die eine überlegene Qualitätskontrolle und wettbewerbsfähige Preise im Vergleich zu Marktplatzplattformen gewährleisten. Unsere technische Expertise und unser personalisierter Serviceansatz bedeuten, dass jedes Projekt die Liebe zum Detail erhält, die für eine zuverlässige IP65-Leistung in verschiedenen Betriebsumgebungen erforderlich ist.
Häufige Designfehler und Lösungen
Ein unzureichender Befestigungsabstand ist eine der häufigsten Ursachen für IP65-Dichtungsversagen in Blechgehäusen. Ein zu großer Abstand ermöglicht eine Substratdurchbiegung zwischen den Befestigungselementen, wodurch Spalte entstehen, die die Dichtungs-Kompression beeinträchtigen. Die Standardpraxis begrenzt den Abstand auf 100 mm für eine Blechdicke von 2,0 mm, mit einer proportionalen Reduzierung für dünnere Materialien.
Dichtungsnut-Kreuzungen an Ecken erfordern besondere Aufmerksamkeit, um Leckpfade zu verhindern, die die primäre Dichtungsschnittstelle umgehen. Geformte Eckdichtungen eliminieren Verbindungen, die potenzielle Fehlerstellen darstellen, während Spleißverbindungen präzise Schneid- und Klebeverfahren erfordern, um die Dichtungsintegrität aufrechtzuerhalten. Eckenradien sollten die Anforderungen an den Dichtungsbiegeradius erfüllen, ohne Spannungskonzentrationen zu erzeugen.
Wärmeausdehnungsberechnungen übersehen oft die unterschiedliche Ausdehnung zwischen unähnlichen Materialien in Verbundkonstruktionen. Stahlverstärkungsrahmen in Kombination mit Aluminiumhäuten erzeugen Spannungsmuster, die die Gleichmäßigkeit der Dichtungs-Kompression während Temperaturexkursionen beeinträchtigen können. Designlösungen umfassen Dehnungsfugen oder eine Materialauswahl, die Wärmeausdehnungsunterschiede minimiert.
Oberflächenbeschaffenheits-Inkonsistenzen in der Nähe von Dichtungskontaktbereichen resultieren häufig aus einer unzureichenden Prozesskontrolle während der Fertigung. Schweißvorgänge, die lokale Rauheit oder Kontamination erzeugen, erfordern eine Nachbearbeitung, um die spezifizierten Oberflächenbedingungen wiederherzustellen. Qualitätskontrollverfahren müssen zusätzlich zu den Dimensionsspezifikationen die Anforderungen an die Oberflächenbeschaffenheit überprüfen.
Häufig gestellte Fragen
Welches Dichtungs-Kompressionsverhältnis bietet eine optimale IP65-Dichtungsleistung?
Optimale Kompressionsverhältnisse liegen für die meisten EPDM-Materialien zwischen 15 und 25 % des ursprünglichen Dichtungsquerschnitts. Dieser Bereich bietet ausreichend Kontaktdruck für eine effektive Abdichtung und verhindert gleichzeitig Materialabbau durch Überkompression. Shore-A-Durometerwerte beeinflussen die ideale Kompression, wobei weichere Materialien niedrigere Kompressionsverhältnisse erfordern.
Wie wirken sich Wärmeausdehnungseffekte auf die langfristige Dichtungsintegrität aus?
Die Wärmeausdehnung erzeugt Dimensionsänderungen, die Dichtungsmaterialien beanspruchen und möglicherweise die Dichtungsgeometrie beeinträchtigen. Aluminiumgehäuse dehnen sich bei einem Temperaturanstieg von 10 °C um etwa 0,23 mm pro Meter aus. Designstrategien umfassen Dehnungsfugen, Materialauswahl mit angepassten Wärmeausdehnungskoeffizienten und Dichtungsmaterialien mit hoher Dehnungsfähigkeit.
Welche Fertigungstoleranzen sind für eine effektive Dichtungsnutgeometrie erforderlich?
Nutbreitentoleranzen geben typischerweise ±0,1 mm für eine optimale Dichtungshaftung und Kompressionskontrolle an. Tiefentoleranzen sollten ±0,1 mm beibehalten, um eine gleichmäßige Kompression über den gesamten Dichtungsumfang zu gewährleisten. Positionstoleranzen von ±0,2 mm verhindern eine Dichtungsfehlausrichtung, die Leckpfade erzeugt.
Kann die IP65-Schutzart mit abnehmbaren Paneelen oder Türen aufrechterhalten werden?
Ja, abnehmbare Paneele können den IP65-Schutz mit der richtigen Scharnierkonstruktion und Dichtungssystemen aufrechterhalten. Klavierscharniere bieten eine kontinuierliche Unterstützung entlang der Paneelkanten, während richtig konstruierte Kompressionsverschlüsse eine angemessene Dichtungs-Kompression gewährleisten. Mehrere Befestigungselemente mit spezifizierten Drehmomentwerten bieten alternative Lösungen für häufig zugängliche Paneele.
Welche Testverfahren überprüfen die IP65-Konformität in kundenspezifischen Gehäusen?
Die IP65-Prüfung folgt den IEC 60529-Normen mit Staubkammerprüfung für mindestens 8 Stunden und Wasserstrahlprüfung mit 12,5 Litern pro Minute aus 6,3-mm-Düsen. Druckabfalltests ergänzen Standardverfahren, indem sie Leckraten unter kontrollierten Bedingungen quantifizieren. Die Temperaturwechselvalidierung bestätigt die Leistung über betriebliche Temperaturbereiche hinweg.
Wie beeinflusst die Blechdicke die Dichtungs-Kompression und die Dichtungsleistung?
Dünneres Blech biegt sich unter Dichtungs-Kompressionslasten stärker durch, wodurch möglicherweise eine ungleichmäßige Druckverteilung entsteht, die die Dichtungswirkung beeinträchtigt. Materialien unter 1,5 mm Dicke erfordern oft einen engeren Befestigungsabstand oder Verstärkungsmerkmale, um eine angemessene Steifigkeit aufrechtzuerhalten. Dickere Materialien bieten eine bessere Dimensionsstabilität, erhöhen aber die Materialkosten und die Umformlasten.
Welche Materialien sind am kostengünstigsten für IP65-Blechgehäuse?
Aluminium 5052-H32 bietet die beste Kombination aus Kosten, Umformbarkeit und Korrosionsbeständigkeit für die meisten IP65-Anwendungen. Kaltgewalzter Stahl bietet niedrigere Materialkosten, erfordert aber Schutzbeschichtungen und eine sorgfältige Auswahl des Dichtungsmaterials, um galvanische Korrosion zu verhindern. Edelstahlsorten rechtfertigen Premiumpreise nur, wenn spezifische Umgebungsbedingungen eine überlegene Korrosionsbeständigkeit erfordern.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece