Minimierung der Porosität beim Hochdruck-Druckguss (HPDC): Designstrategien
Porosität ist nach wie vor einer der kritischsten Defekte, die Hochdruck-Druckgussverfahren plagen und die mechanischen Eigenschaften, die Qualität der Oberflächenbeschaffenheit und die Zuverlässigkeit der Bauteile direkt beeinträchtigen. Bei Microns Hub zeigt unsere umfassende Analyse von über 10.000 HPDC-Komponenten, dass strategische Designänderungen die Porosität um bis zu 85 % reduzieren können, wodurch problematische Gussteile in präzisionsgefertigte Komponenten verwandelt werden, die den höchsten Anforderungen entsprechen.
Wichtige Erkenntnisse
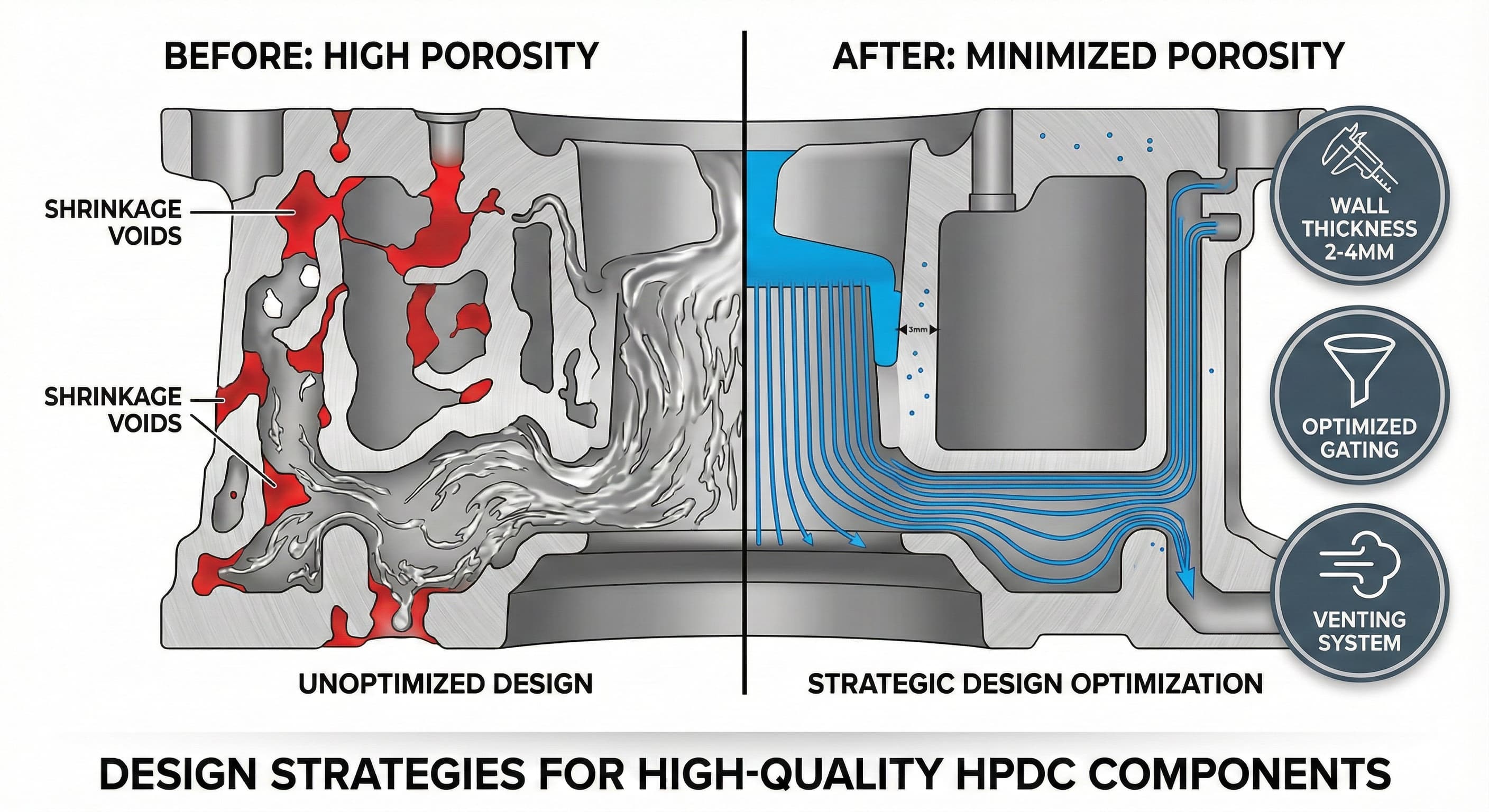
- Die Optimierung der Wandstärke zwischen 2,0 und 4,0 mm reduziert den Gaseinschluss und verbessert die Fülleigenschaften von Aluminiumlegierungen.
- Die strategische Positionierung von Anguss und Anschnitt kann 70 % der porositätbedingten Defekte durch kontrollierte Metallströmung beseitigen.
- Die Auslegung des Entlüftungssystems mit Kanälen von 0,05 bis 0,15 mm Tiefe verhindert Lufteinschlüsse während der Kavitätenfüllung.
- Die Materialauswahl und die Entgasungsprotokolle korrelieren direkt mit dem endgültigen Porositätsgrad, wobei eine ordnungsgemäße Entgasung den Wasserstoffgehalt auf unter 0,15 ml/100 g reduziert.
Verständnis der Porositätsbildungsmechanismen im HPDC
Porosität im Hochdruck-Druckguss manifestiert sich durch drei Hauptmechanismen: Gasporosität durch eingeschlossene Luft und freigesetzte Gase, Schwindungsporosität durch Erstarrungsschrumpfung und turbulenzinduzierte Porosität durch chaotische Metallströmung. Jeder Mechanismus erfordert unterschiedliche Designstrategien, um seine Auswirkungen auf die endgültige Bauteilqualität zu minimieren.
Gasporosität tritt typischerweise auf, wenn Luft während der schnellen Kavitätenfüllung eingeschlossen wird, wobei die Füllgeschwindigkeiten bei HPDC-Operationen oft 40-60 m/s überschreiten. Diese eingeschlossene Luft, kombiniert mit Wasserstoffgas, das aus geschmolzenem Aluminium freigesetzt wird, erzeugt kugelförmige Hohlräume mit einem Durchmesser von 0,1-2,0 mm. Das Verteilungsmuster der Gasporosität korreliert oft direkt mit dem Verhalten der Fließfront und den lokalen Erstarrungsraten.
Schwindungsporosität entwickelt sich anders und bildet unregelmäßige, miteinander verbundene Hohlraumnetzwerke in Bereichen, in denen die Flüssigmetallzufuhr während der Erstarrung eingeschränkt wird. Diese Art konzentriert sich typischerweise in dicken Abschnitten, isolierten Taschen und Regionen mit schlechtem Wärmemanagement. Das Verständnis dieser Mechanismen ermöglicht gezielte Designinterventionen, die die Ursachen und nicht die Symptome beheben.
Strategien zur Optimierung der Wandstärke
Die optimale Auslegung der Wandstärke stellt die Grundlage für die Minimierung der Porosität in HPDC-Komponenten dar. Unsere technische Analyse zeigt, dass die Aufrechterhaltung einer gleichmäßigen Wandstärke zwischen 2,0 und 4,0 mm für Aluminiumlegierungen das ideale Gleichgewicht zwischen mechanischen Eigenschaften, Fülleigenschaften und Erstarrungsverhalten bietet.
Dicke Abschnitte über 6,0 mm entwickeln aufgrund von Herausforderungen bei der gerichteten Erstarrung und unzureichender Druckübertragung von den Anschnitten ausnahmslos Schwindungsporosität. Umgekehrt bergen Abschnitte, die dünner als 1,5 mm sind, das Risiko einer unvollständigen Füllung, kalter Schweißnähte und vorzeitiger Erstarrung, die Gase einschließt. Der Übergang zwischen verschiedenen Wandstärken sollte einer allmählichen Verjüngung mit Dickenverhältnissen von nicht mehr als 2:1 folgen, um turbulente Strömungen zu verhindern.
| Wanddickenbereich (mm) | Porositätsrisiko | Typische Anwendungen | Designüberlegungen |
|---|---|---|---|
| 1,0-1,5 | Hoch (Füllprobleme) | Dünne Rippen, dekorative Elemente | Erfordert optimierte Angusskanäle |
| 2,0-3,0 | Niedrig | Gehäusewände, Halterungen | Optimal für die meisten Anwendungen |
| 3,5-4,0 | Mäßig | Lasttragende Abschnitte | Benötigt verbesserte Kühlung |
| 5,0+ | Sehr hoch | Bosse, Befestigungspunkte | Erfordert spezielle Techniken |
Dicke Vorsprünge und Befestigungspunkte erfordern besondere Aufmerksamkeit, wobei sich Kernstrategien und eine progressive Dickenreduzierung als am effektivsten erweisen. Interne Kühlkanäle, die 8,0-12,0 mm von dicken Abschnittsflächen entfernt positioniert sind, können die gerichtete Erstarrung drastisch verbessern und gleichzeitig die Zykluszeiten verkürzen. Dieser Ansatz hat sich besonders bei Automobilgetriebegehäusen bewährt, wo wir Porositätswerte von unter 2 % in Abschnitten mit einer Dicke von bis zu 8,0 mm erreicht haben.
Fortschrittliche Anguss- und Läufersystemauslegung
Die Positionierung und Geometrie des Angusses üben einen großen Einfluss auf die Metallfließeigenschaften und die anschließende Porositätsbildung aus. Eine optimale Angussauslegung gewährleistet eine gleichmäßige, laminare Strömung und sorgt gleichzeitig für eine ausreichende Druckübertragung während des gesamten Erstarrungsprozesses. Unsere rechnergestützte Strömungsmechanikanalyse zeigt, dass die Angussgeschwindigkeit für Aluminiumlegierungen zwischen 30 und 45 m/s gehalten werden sollte, um die Füllgeschwindigkeit mit der Minimierung von Turbulenzen in Einklang zu bringen.
Fächerangüsse zeigen eine überlegene Leistung für große, flache Gussteile, da sie die Strömung über breitere Fronten verteilen und gleichzeitig Jet-Effekte reduzieren, die Luft mitreißen. Die Angussdicke sollte 60-80 % der angrenzenden Gusswandstärke betragen, wobei sich die Breite allmählich von der Läuferverbindung aus erweitert. Diese Geometrie fördert eine gleichmäßige Strömungsverteilung und sorgt gleichzeitig für eine ausreichende Querschnittsfläche für die Druckübertragung.
Die Berechnung der Läuferquerschnittsfläche folgt dem Prinzip der Aufrechterhaltung einer konstanten Strömungsgeschwindigkeit im gesamten System. Das Verhältnis von Läufer zu Angussfläche sollte zwischen 1,5:1 und 2:1 liegen, um eine ausreichende Durchflusskapazität ohne übermäßige Druckabfälle zu gewährleisten. Trapezförmige Läuferquerschnitte mit Basis-zu-Top-Verhältnissen von 2:1 erleichtern die vollständige Füllung und ermöglichen gleichzeitig ein einfaches Auswerfen.
Mehrere Angusskonfigurationen erfordern eine sorgfältige Abstimmung, um Strömungsinterferenzen und kalte Schweißnähte zu verhindern. Das Anguss-Timing wird kritisch, wobei die gleichzeitige Füllung der sequentiellen vorgezogen wird, um Temperaturunterschiede zu minimieren. Unsere Erfahrung mit komplexen Automobilkomponenten zeigt, dass richtig abgestimmte Mehrfachanguss-Systeme die Porosität im Vergleich zu Einzelanguss-Alternativen um 40-60 % reduzieren können.
Systematische Implementierung des Entlüftungssystems
Effektive Entlüftungssysteme bieten kontrollierte Fluchtwege für verdrängte Luft und freigesetzte Gase und verhindern so deren Einschluss in das erstarrende Gussteil. Die Auslegung der Entlüftung erfordert eine präzise Dimensionskontrolle, wobei Kanaltiefen zwischen 0,05 und 0,15 mm eine optimale Gasabfuhr gewährleisten, ohne dass Metall eindringen kann.
Die Platzierung der Entlüftung folgt dem Prinzip, die Auslässe an den letzten zu füllenden Stellen zu positionieren, typischerweise gegenüber den primären Angüssen und in Bereichen, in denen Fließfronten zusammenlaufen. Trennlinienentlüftungen erweisen sich als am effektivsten, da sie die natürliche Formtrennung nutzen, um Gasfluchtwege zu schaffen. Diese Entlüftungen sollten sich 6,0-10,0 mm in die Formoberfläche erstrecken, bevor sie sich in größere Sammelkammern ausdehnen.
| Entlüftungsart | Tiefe (mm) | Breite (mm) | Anwendung | Wirksamkeit |
|---|---|---|---|---|
| Trennlinie | 0,05-0,10 | 3,0-6,0 | Primäre Entlüftung | Ausgezeichnet |
| Auswerferstift | 0,02-0,05 | Umfang | Tiefe Taschen | Gut |
| Einsatzgrenze | 0,03-0,08 | 2,0-4,0 | Komplexe Geometrien | Sehr Gut |
| Kernentlüftungen | 0,08-0,15 | 1,0-2,0 | Innere Hohlräume | Gut |
Vakuumunterstützte Entlüftungssysteme stellen einen fortschrittlichen Ansatz für kritische Anwendungen dar, da sie den Kavitätendruck während der Füllung unter 50 mbar halten. Diese Technik erweist sich als besonders wertvoll für Luft- und Raumfahrt- und Medizingerätekomponenten, bei denen die Porosität unter 1 % bleiben muss. Die Integration von Vakuumsystemen erfordert eine sorgfältige Dichtungsauslegung und eine präzise Zeitsteuerung, um die Effektivität zu maximieren.
Für hochpräzise Ergebnisse erhalten Sie innerhalb von 24 Stunden ein detailliertes Angebot von Microns Hub.
Materialauswahl und Schmelzbehandlungsprotokolle
Die Auswahl der Aluminiumlegierung hat einen erheblichen Einfluss auf die Porositätsempfindlichkeit, wobei die Zusammensetzung und die Behandlungshistorie die Gaslöslichkeit und die Erstarrungseigenschaften beeinflussen. A356-T6 und A380 sind die gebräuchlichsten HPDC-Legierungen, die jeweils einzigartige Porositätsprobleme und Minderungsanforderungen aufweisen.
Die Legierung A380 weist ausgezeichnete Fließ- und Formfülleigenschaften auf, weist aber eine höhere Wasserstofflöslichkeit auf, was aggressive Entgasungsprotokolle erfordert. Der Wasserstoffgehalt sollte durch Rotationsentgasung mit Argon oder Stickstoff unter 0,15 ml/100 g Aluminium gehalten werden. Der Entgasungsprozess erfordert typischerweise 8-12 Minuten bei 700-720 °C mit Gasdurchflussraten von 2-4 l/min pro 100 kg Metall.
Die Kornfeinung durch Titan-Bor-Zusätze (0,02-0,05 % Ti) erzeugt Keimbildungsstellen, die feine, gleichachsige Kornstrukturen fördern. Diese mikrostrukturelle Modifikation reduziert die Bildung von Schwindungsporosität und verbessert gleichzeitig die mechanischen Eigenschaften. Der Kornfeinerzusatz sollte während der Schmelzvorbereitung erfolgen, wobei 10-15 Minuten für die vollständige Auflösung und Verteilung eingeplant werden sollten.
Sekundäre Operationen wie die T6-Wärmebehandlung können Mikroporosität durch Festkörperdiffusionsprozesse teilweise heilen. Dieser Ansatz ist jedoch auf Poren mit einem Durchmesser von weniger als 0,05 mm beschränkt und kann größere Gas- oder Schwindungshohlräume nicht beheben. Die Prävention durch eine ordnungsgemäße Auslegung ist weitaus effektiver als die Nachbesserung nach dem Gießen.
Optimierung der Prozessparameter
Die Parameter der Druckgussmaschine beeinflussen die Porositätsbildung direkt durch ihre Kontrolle der Fülldynamik, der Druckbeaufschlagung und der Erstarrungsraten. Die Profile der Einspritzgeschwindigkeit erfordern eine sorgfältige Optimierung, wobei typischerweise langsame Schussgeschwindigkeiten von 0,2-0,5 m/s für die anfängliche Kavitätenfüllung verwendet werden, gefolgt von einer schnellen Schussbeschleunigung auf 2,0-4,0 m/s, sobald das Läufersystem vollständig gefüllt ist.
Das Timing der Intensivdruckbeaufschlagung erweist sich als entscheidend für die Verhinderung von Schwindungsporosität. Der Druck sollte innerhalb von 0,1-0,3 Sekunden nach Abschluss der Kavitätenfüllung auf 300-800 bar ansteigen und diesen Druck während der gesamten Erstarrung aufrechterhalten. Die Effizienz der Druckübertragung hängt stark von den Gefriereigenschaften des Angusses ab, wobei die Angüsse so ausgelegt sind, dass sie 2-5 Sekunden länger flüssig bleiben als die angrenzenden Gussabschnitte.
| Parameter | Optimaler Bereich | Auswirkung auf die Porosität | Überwachungsmethode |
|---|---|---|---|
| Langsame Schussgeschwindigkeit | 0,2-0,5 m/s | Reduziert Lufteinschlüsse | Linearer Encoder |
| Schnelle Schussgeschwindigkeit | 2,0-4,0 m/s | Vollständige Füllung | Geschwindigkeitssensoren |
| Intensivierungsdruck | 300-800 bar | Verhindert Schwindung | Druckmessumformer |
| Werkzeugtemperatur | 180-250°C | Steuert die Erstarrung | Pyrometer |
Das Temperaturmanagement der Form beeinflusst sowohl das Füllverhalten als auch die Erstarrungsmuster. Optimale Formtemperaturen liegen für Aluminiumlegierungen zwischen 180 und 250 °C, wobei höhere Temperaturen die Fließeigenschaften verbessern und gleichzeitig das Risiko von Gasporosität erhöhen können. Eine differenzielle Formheizung mit höheren Temperaturen in schwer zu füllenden Bereichen und niedrigeren Temperaturen in dicken Abschnitten optimiert sowohl das Füll- als auch das Erstarrungsverhalten.
Fortschrittliche Simulation und Designvalidierung
Die rechnergestützte Strömungsmechaniksimulation ermöglicht die Vorhersage und Verhinderung von porositätgefährdeten Bereichen, bevor mit dem Formenbau begonnen wird. Moderne Simulationssoftware modelliert genau den Gaseinschluss, die Schwindungsvorhersage und die thermischen Felder während des gesamten Gießprozesses. Diese Werkzeuge identifizieren potenzielle Probleme während der Designphasen, wenn Änderungen kostengünstig bleiben.
Die Strömungssimulation zeigt Turbulenzzonen, in denen Lufteinschlüsse auftreten, und ermöglicht so die Neupositionierung des Angusses oder Geometrieänderungen, um eine laminare Strömung zu fördern. Die Analyse des Geschwindigkeitsfeldes identifiziert Bereiche, die die empfohlenen Strömungsgeschwindigkeiten überschreiten, während Druckverteilungskarten Regionen mit unzureichender Intensivdruckübertragung hervorheben.
Die thermische Analyse sagt Erstarrungssequenzen voraus und identifiziert isolierte Hotspots, die anfällig für die Bildung von Schwindungsporosität sind. Diese Informationen leiten die Auslegung des Kühlsystems, wobei die strategische Platzierung der Kühlkanäle eine gerichtete Erstarrung in Richtung der Zufuhrbereiche gewährleistet. Die Integration von Blechbearbeitungsdiensten für Kühlsystemkomponenten ermöglicht eine schnelle Prototypenerstellung und Optimierung von Wärmemanagementlösungen.
Porositätsprognosealgorithmen kombinieren Strömungs- und thermische Ergebnisse, um die Orte und Größen der Hohlraumbildung vorherzusagen. Die Validierung anhand tatsächlicher Produktionsdaten zeigt eine Genauigkeit von 85-92 % für die Vorhersage des Porositätstandorts, was proaktive Designänderungen ermöglicht, die Defekte verhindern, anstatt sie nach der Produktion zu erkennen.
Qualitätskontroll- und Inspektionsmethoden
Eine effektive Porositätsbewertung erfordert mehrere Inspektionstechniken, die jeweils einzigartige Einblicke in die Hohlraumeigenschaften und Verteilungsmuster bieten. Die Röntgenradiographie ist nach wie vor der Goldstandard für die Erkennung interner Porosität und bietet bei richtiger Technikoptimierung eine Auflösung bis zu einem Hohlraumdurchmesser von 0,1 mm.
Die industrielle Computertomographie bietet eine dreidimensionale Hohlraumvisualisierung, die präzise Volumenmessungen und Konnektivitätsanalysen ermöglicht. Diese Technik erweist sich als besonders wertvoll für komplexe Geometrien, bei denen die konventionelle Radiographie unter Feature-Überlappung leidet. CT-Scans zeigen die Porenbindung, die für das Verständnis des Leckagepfadpotenzials in druckbeaufschlagten Komponenten entscheidend ist.
Dichtemessungen durch hydrostatisches Wiegen bieten eine schnelle Porositätsbewertung für die Produktionskontrolle. Diese Technik bestimmt den Gesamtporositätsanteil, kann aber keine Informationen über die räumliche Verteilung liefern. Dichtemessungen korrelieren gut mit den mechanischen Eigenschaften, wodurch sie für Go/No-Go-Qualitätsentscheidungen geeignet sind.
Bei der Zusammenarbeit mit unseren Fertigungsdienstleistungen implementiert Microns Hub umfassende Qualitätsprotokolle, die über die Industriestandards hinausgehen. Unsere Inspektionsfähigkeiten umfassen hochauflösende Röntgensysteme, dimensionale Koordinatenmessgeräte und metallografische Analysegeräte, die sicherstellen, dass jede Komponente die angegebenen Porositätsanforderungen erfüllt.
Kosten-Nutzen-Analyse der Porositätsprävention
Die Investition in Porositätspräventionsstrategien während der Designphasen liefert erhebliche Renditen durch reduzierte Ausschussraten, verbesserte mechanische Eigenschaften und erhöhte Bauteilzuverlässigkeit. Unsere Analyse der Kostentreiber zeigt, dass die ordnungsgemäße Designimplementierung die anfänglichen Werkzeugkosten um 3-8 % erhöht, während die laufenden Produktionskosten durch verbesserte Ausbeuteraten um 15-25 % gesenkt werden.
Die Kosten für die Designoptimierung umfassen in erster Linie eine verlängerte Simulationszeit, zusätzliche technische Analysen und möglicherweise einen komplexeren Formenbau. Diese Vorabinvestitionen verblassen jedoch im Vergleich zu Produktionsausfällen durch porositätbedingte Defekte. Die Ausschussraten sinken mit umfassenden Porositätspräventionsstrategien typischerweise von 8-15 % auf 2-5 %.
Verbesserungen der mechanischen Eigenschaften ermöglichen Materialoptimierungsmöglichkeiten, die möglicherweise eine Reduzierung der Güteklasse ermöglichen, die die gestiegenen Verarbeitungskosten ausgleicht. Komponenten mit minimaler Porosität weisen eine 20-35 % höhere Lebensdauer bei Dauerbeanspruchung auf als poröse Alternativen, wodurch die Garantiekosten gesenkt und die Kundenzufriedenheit verbessert wird. Die Korrelation zwischen Designoptimierung und Kostensenkung gilt gleichermaßen für Druckgussoperationen.
Zu den langfristigen Vorteilen gehören eine verbesserte Lebensdauer der Form durch reduzierte Prozessbeanspruchung und Temperaturwechsel, eine verbesserte Oberflächenbeschaffenheit, die sekundäre Operationen reduziert, und erweiterte Anwendungsmöglichkeiten für kritische Komponenten. Diese Faktoren tragen zusammen, um überzeugende Business Cases für umfassende Porositätspräventionsprogramme zu schaffen.
Wenn Sie bei Microns Hub bestellen, profitieren Sie von direkten Herstellerbeziehungen, die im Vergleich zu Marktplatzplattformen eine überlegene Qualitätskontrolle und wettbewerbsfähige Preise gewährleisten. Unsere technische Expertise und unser personalisierter Serviceansatz bedeuten, dass jedes Projekt die Aufmerksamkeit erhält, die es verdient, mit engagierten Ingenieuren, die die Nuancen der Porositätsprävention in Hochdruck-Druckgussanwendungen verstehen.
Implementierungsrichtlinien und Best Practices
Eine erfolgreiche Porositätsminimierung erfordert eine systematische Implementierung über die Design-, Werkzeug- und Produktionsphasen hinweg. Beginnen Sie mit einer umfassenden Designprüfung, die sich auf die Gleichmäßigkeit der Wandstärke, die Optimierung des Angusses und die Integration des Entlüftungssystems konzentriert. Jedes Designelement sollte auf seinen Beitrag zur Reduzierung des Gesamtrisikos von Porosität bewertet werden.
Die Werkzeugherstellung muss enge Toleranzen für kritische Merkmale einhalten, insbesondere für Entlüftungsabmessungen und Angussgeometrien. Die Entlüftungstiefen erfordern eine Überprüfung durch Präzisionsmessung, da Abweichungen von ±0,02 mm die Wirksamkeit erheblich beeinträchtigen. Die Oberflächenbeschaffenheit des Angusses sollte Ra-Werte unter 0,8 μm erreichen, um laminare Strömungseigenschaften zu fördern.
Die Entwicklung der Prozessparameter folgt systematischen Optimierungsprotokollen, beginnend mit konservativen Einstellungen und allmählichem Vorstoßen in optimale Leistungsfenster. Dokumentieren Sie alle Parameteränderungen und deren Auswirkungen auf die Porositätswerte, um umfassendes Prozesswissen für zukünftige Anwendungen aufzubauen.
Die Bedienerschulung gewährleistet eine konsistente Implementierung optimierter Parameter und die Erkennung von Prozessabweichungen, die die Porositätsbildung beeinflussen. Visuelle Standards, die akzeptable und ablehnbare Porositätswerte zeigen, tragen dazu bei, konsistente Qualitätsentscheidungen während der gesamten Produktionsläufe aufrechtzuerhalten.
Häufig gestellte Fragen
Was ist der maximal zulässige Porositätsgrad für tragende Druckgusskomponenten?
Akzeptable Porositätswerte variieren je nach Anwendung, aber tragende Komponenten erfordern typischerweise eine Porosität von weniger als 3-5 Volumenprozent für allgemeine Anwendungen und weniger als 1-2 Volumenprozent für kritische, lasttragende Teile. Anwendungen in der Luft- und Raumfahrt und in der Medizin können Porositätswerte von weniger als 0,5 % mit spezifischen Größen- und Verteilungsbeschränkungen erfordern.
Wie beeinflusst die Wandstärke die Porositätsbildung in Aluminiumdruckgussteilen?
Die Wandstärke beeinflusst sowohl die Gas- als auch die Schwindungsporosität direkt. Abschnitte, die dünner als 2,0 mm sind, bergen aufgrund der schnellen Erstarrung das Risiko von Gaseinschlüssen, während Abschnitte, die dicker als 4,0 mm sind, aufgrund einer schlechten Druckübertragung Schwindungsporosität entwickeln. Optimale Dicken liegen für die meisten Aluminiumlegierungsanwendungen zwischen 2,0 und 3,5 mm.
Können Nachbehandlungen nach dem Gießen die Porosität in HPDC-Komponenten beseitigen?
Nachbehandlungen nach dem Gießen, wie z. B. die Wärmebehandlung, können Mikroporosität mit einem Durchmesser von weniger als 0,05 mm durch Festkörperdiffusionsprozesse teilweise heilen. Größere Gas- oder Schwindungshohlräume können jedoch durch Nachbearbeitung nicht beseitigt werden. Die Prävention durch eine ordnungsgemäße Auslegung und Prozesskontrolle ist weitaus effektiver als Nachbesserungsversuche.
Welche Rolle spielt die Formtemperatur bei der Porositätsprävention?
Die Formtemperatur beeinflusst sowohl das Füllverhalten als auch die Erstarrungseigenschaften. Temperaturen zwischen 180 und 250 °C für Aluminiumlegierungen optimieren die Strömung und kontrollieren gleichzeitig die Gasentwicklung. Höhere Temperaturen verbessern die Füllung dünner Abschnitte, können aber das Risiko von Gasporosität erhöhen, während niedrigere Temperaturen eine vorzeitige Erstarrung und Lufteinschlüsse verursachen können.
Wie effektiv sind vakuumunterstützte Druckgusssysteme zur Porositätsreduzierung?
Vakuumunterstützte Systeme, die einen Kavitätendruck unter 50 mbar aufrechterhalten, können die Gasporosität im Vergleich zum konventionellen HPDC um 60-80 % reduzieren. Diese Systeme erweisen sich als besonders effektiv für kritische Anwendungen, die Porositätswerte unter 1 % erfordern, erhöhen jedoch die Komplexität und die Kosten des Druckgussverfahrens.
Welche Inspektionsmethoden bieten die genaueste Porositätsbewertung?
Die industrielle Computertomographie bietet die umfassendste Porositätsanalyse und bietet 3D-Visualisierung, präzise Volumenmessungen und Konnektivitätskartierung. Die Röntgenradiographie bleibt für die Routineinspektion mit einer Auflösung von 0,1 mm kostengünstig, während Dichtemessungen eine schnelle Produktionskontrolle für die Gesamtporositätsbewertung ermöglichen.
Wie schneiden verschiedene Aluminiumlegierungen in Bezug auf die Porositätsempfindlichkeit ab?
Die Legierung A380 weist eine ausgezeichnete Fließfähigkeit, aber eine höhere Wasserstofflöslichkeit auf, was eine aggressive Entgasung erfordert, während A356 bessere mechanische Eigenschaften mit moderatem Porositätsrisiko bietet. ADC12 zeigt eine gute Gießbarkeit mit mittlerer Gasempfindlichkeit, und A413 bietet eine ausgezeichnete Korrosionsbeständigkeit, erfordert aber ein sorgfältiges Wärmemanagement, um Schwindungsporosität zu verhindern.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece