Entgratungsstandards: Spezifizierung von Kantenbedingungen für sichere Handhabung
Scharfe Kanten von Bearbeitungs-, Stanz- und Schneidvorgängen stellen Sicherheitsrisiken und funktionelle Probleme dar, die systematische Entgratungsansätze erfordern. Die richtige Spezifizierung der Kantenbedingungen verhindert Arbeitsunfälle, verbessert die Teileleistung und gewährleistet konsistente Fertigungsergebnisse über Produktionsläufe hinweg.
Wichtige Erkenntnisse
- Spezifikationen für Kantenverrundungen müssen mit den Materialeigenschaften und den Anforderungen der beabsichtigten Anwendung übereinstimmen
- Entgratungsstandards variieren erheblich zwischen den Branchen, wobei die Luft- und Raumfahrtindustrie engere Toleranzen erfordert als die allgemeine Fertigung
- Automatisierte Entgratungsprozesse bieten eine höhere Konsistenz, aber manuelle Methoden bieten eine bessere Kontrolle für komplexe Geometrien
- Kosteneffiziente Entgratungsstrategien gleichen Sicherheitsanforderungen mit Produktionseffizienz durch die richtige Prozessauswahl aus
Grundlagen der Kantenverrundung verstehen
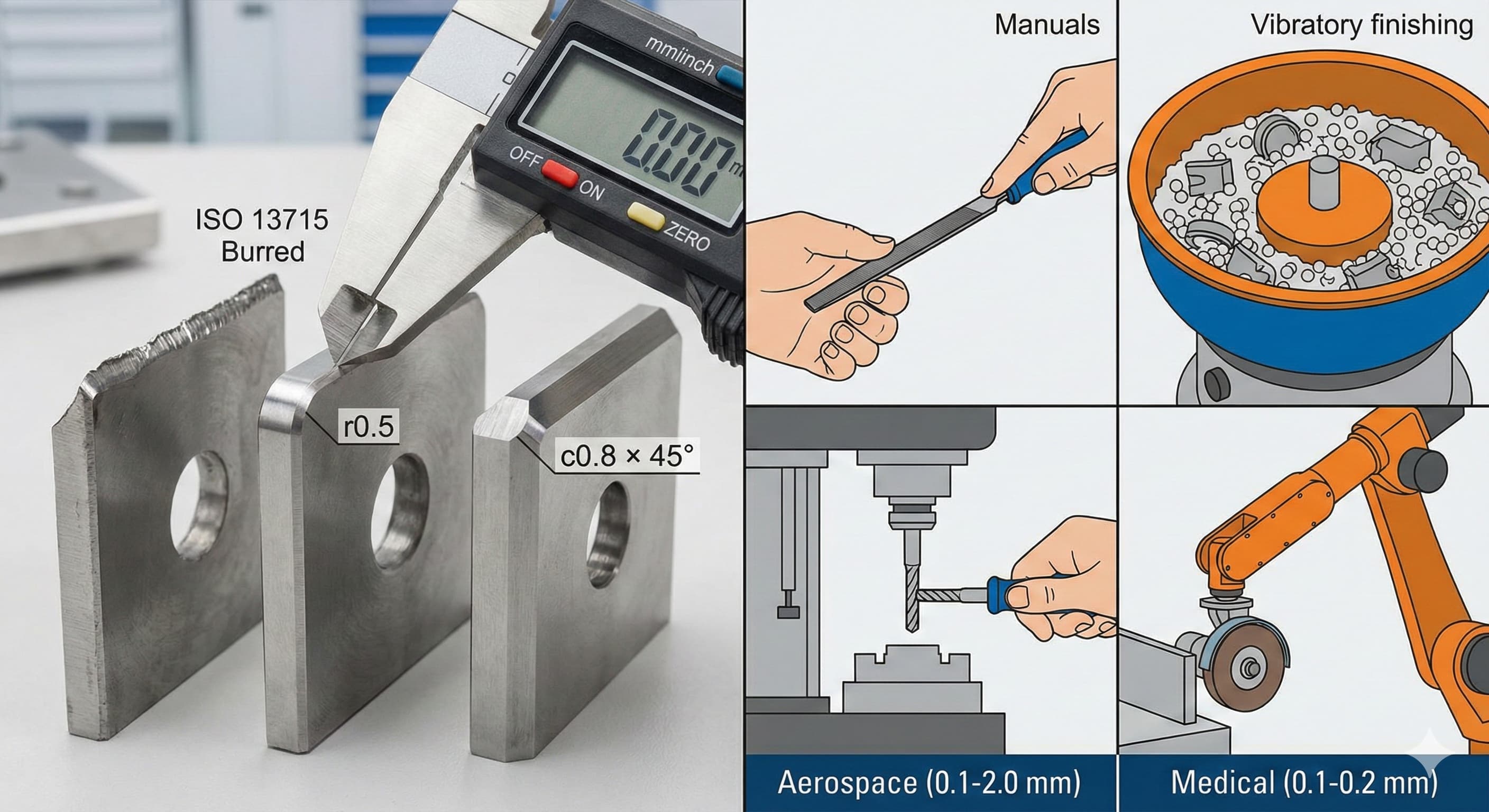
Kantenverrundung, definiert als die absichtliche Entfernung oder Modifizierung scharfer Kanten, verwandelt potenziell gefährliche Schneidflächen in sichere, funktionelle Kanten. Die grundlegende Messung umfasst zwei Schlüsselparameter: den Kantenradius und die Fasenabmessung. Kantenradiusmessungen liegen typischerweise zwischen 0,1 mm und 2,0 mm für die meisten Fertigungsanwendungen, während Fasenspezifikationen üblicherweise zwischen 0,2 mm und 1,5 mm bei 45-Grad-Winkeln liegen.
Materialeigenschaften beeinflussen die Anforderungen an die Kantenverrundung direkt. Aluminiumlegierungen wie 6061-T6 lassen sich sauber bearbeiten, erzeugen aber scharfe Grate, die konsistente 0,2-0,4 mm Kantenverrundungen für eine sichere Handhabung erfordern. Edelstahl 316L erzeugt aggressivere Grate während der Schneidvorgänge, was größere 0,5-0,8 mm Kantenverrundungen erfordert, um alle scharfen Vorsprünge zu beseitigen. Kohlenstoffstahlsorten wie 1018 liegen zwischen diesen Extremen und erfordern typischerweise 0,3-0,6 mm Kantenverrundungen, abhängig von der verwendeten Schneidmethode.
Die geometrische Komplexität beeinflusst die Auswahl des Entgratungsansatzes erheblich. Einfache rechteckige Teile mit geraden Kanten eignen sich für automatisierte Trommel- oder Vibrationsschleifverfahren. Komplexe Geometrien mit Innenecken, Löchern und unterschiedlichen Dickenbereichen erfordern selektives manuelles Entgraten oder spezielle Werkzeugansätze.Blechversteifungen mit Rippen und Flanschen veranschaulichen diese Komplexität und erfordern sorgfältige Beachtung der Kantenbedingungen, wo unterschiedliche Materialstärken aufeinandertreffen.
Industriestandards und Spezifikationen
ISO 13715 bietet den grundlegenden Rahmen für die Spezifizierung von Kantenverrundungen auf technischen Zeichnungen und legt Standardnotationen und Messmethoden fest. Die Norm definiert Kantenverrundungsangaben im Format "r" für Radiusverrundungen und "c" für Fasenverrundungen, gefolgt von der Maßangabe. Zum Beispiel bedeutet "r0.5" eine 0,5 mm Radiusverrundung, während "c0.8 x 45°" eine 0,8 mm Fase bei 45 Grad spezifiziert.
Luft- und Raumfahrtanwendungen folgen den AS9100 Qualitätsmanagementstandards, die spezifische Kantenverrundungsanforderungen für sicherheitskritische Komponenten vorschreiben. Typische Kantenverrundungen in der Luft- und Raumfahrtindustrie reichen von 0,1-0,3 mm für Präzisionsteile bis zu 1,0-2,0 mm für Strukturkomponenten. Diese Spezifikationen gewährleisten eine konsistente Leistung unter extremen Betriebsbedingungen und halten gleichzeitig präzise Maßtoleranzen ein.
Die Herstellung von Medizinprodukten hält sich an die ISO 13485 Standards, die gratfreie Oberflächen für die Patientensicherheit erfordern. Kantenverrundungen in medizinischen Anwendungen spezifizieren typischerweise maximale 0,1-0,2 mm Abmessungen mit glatten, konsistenten Profilen. Scharfe Kanten oder verbleibende Grate können Gewebeschäden verursachen oder die Gerätefunktionalität beeinträchtigen, was ein rigoroses Entgraten unerlässlich macht.
| Industry | Typical Edge Break Range | Primary Standard | Critical Requirements |
|---|---|---|---|
| Aerospace | 0.1-2.0 mm | AS9100 | Stress concentration prevention |
| Medical Device | 0.1-0.2 mm | ISO 13485 | Biocompatibility and safety |
| Automotive | 0.2-1.0 mm | ISO/TS 16949 | Fatigue resistance |
| General Fabrication | 0.3-1.5 mm | ISO 9001 | Safe handling |
Auswahl des Entgratungsprozesses
Manuelles Entgraten mit Feilen, Schabern und Schleifwerkzeugen bietet maximale Kontrolle für komplexe Geometrien und kritische Anwendungen. Qualifizierte Bediener können konsistente 0,1-0,5 mm Kantenverrundungen erzielen und gleichzeitig enge Maßtoleranzen einhalten. Manuelle Methoden zeichnen sich aus, wenn es um unterschiedliche Teilegeometrien, interne Merkmale geht oder wenn unterschiedliche Kantenverrundungsanforderungen an derselben Komponente bestehen. Die Arbeitskosten liegen typischerweise zwischen 25 und 45 € pro Stunde, abhängig von Qualifikationsniveau und geografischer Lage.
Trommelverfahren verwenden rotierende Trommeln, die mit Schleifmedien gefüllt sind, um gleichmäßige Kantenverrundungen über mehrere Teile gleichzeitig zu erzeugen. Keramische Medien erzeugen eine aggressive Schneidwirkung, die für 0,5-2,0 mm Kantenverrundungen geeignet ist, während Kunststoffmedien eine sanftere Wirkung für 0,2-0,8 mm Verrundungen bieten. Die Bearbeitungszeiten reichen von 2-8 Stunden, abhängig von der Materialhärte und der gewünschten Kantenverrundungsgröße. Das Trommelverfahren funktioniert effektiv für Teile ohne empfindliche Merkmale oder enge Toleranzanforderungen.
Das Vibrationsschleifen verwendet oszillierende Schüsseln oder Wannen, die Schleifmedien und Teile in einer sorgfältig kontrollierten Umgebung enthalten. Diese Methode erzeugt konsistentere Ergebnisse als das Trommelverfahren und behält gleichzeitig eine bessere Maßkontrolle. Vibrationssysteme können Kantenverrundungen von 0,1-1,5 mm mit Bearbeitungszeiten von 1-6 Stunden erzielen. Die Auswahl der Verbindung beeinflusst die Ergebnisse erheblich, wobei alkalische Verbindungen ein schnelleres Schneiden fördern und neutrale Verbindungen glattere Oberflächen bieten.
Für hochpräzise Ergebnisse,Fordern Sie ein kostenloses Angebot an und erhalten Sie innerhalb von 24 Stunden Preise von Microns Hub.
Automatisierte Entgratungstechnologien
CNC-Entgratungssysteme integrieren spezielle Werkzeuge und Programmierung, um Grate während des primären Bearbeitungsvorgangs zu entfernen. Fasenfräser, Entgratungswerkzeuge und Bürstensysteme können in Bearbeitungszyklen programmiert werden, um konsistente Kantenverrundungen ohne sekundäre Operationen zu erzeugen. Dieser Ansatz eliminiert die Handhabung zwischen den Operationen und hält gleichzeitig eine präzise Maßkontrolle aufrecht. Typische Kantenverrundungen, die durch CNC-Entgraten erreicht werden können, reichen von 0,1-1,0 mm mit ausgezeichneter Wiederholbarkeit.
Robotische Entgratungssysteme kombinieren Industrieroboter mit verschiedenen Entgratungswerkzeugen, um komplexe Kantenverrundungsvorgänge zu automatisieren. Kraftgesteuerte Roboter können Teilekonturen verfolgen und gleichzeitig einen konstanten Druck gegen Schneidwerkzeuge oder Schleifscheiben aufrechterhalten. Die Programmierflexibilität ermöglicht unterschiedliche Kantenverrundungsspezifikationen auf demselben Teil, wodurch Robotersysteme ideal für gemischte Produktionsumgebungen sind. Die Investitionskosten liegen zwischen 150.000 und 500.000 €, abhängig von der Systemkomplexität und den Werkzeuganforderungen.
Thermisches Entgraten, auch bekannt als Explosionsentgraten, verwendet kontrollierte Verbrennung, um Grate aus internen Durchgängen und komplexen Geometrien zu entfernen. Dieses Verfahren erreicht effektiv Bereiche, die für herkömmliche Entgratungsmethoden unzugänglich sind, und erzeugt gleichzeitig konsistente 0,1-0,3 mm Kantenverrundungen. Thermisches Entgraten eignet sich besonders gut für Spritzguss Komponenten mit komplizierten internen Merkmalen, die gratfreie Oberflächen für die ordnungsgemäße Funktion erfordern.
| Deburring Method | Edge Break Range | Typical Cycle Time | Investment Cost |
|---|---|---|---|
| Manual | 0.1-0.5 mm | 5-30 min/part | €500-2,000 |
| Tumbling | 0.5-2.0 mm | 2-8 hours | €15,000-50,000 |
| Vibratory | 0.1-1.5 mm | 1-6 hours | €25,000-75,000 |
| CNC Integration | 0.1-1.0 mm | 1-5 min/part | €5,000-25,000 |
| Robotic | 0.2-2.0 mm | 2-15 min/part | €150,000-500,000 |
Materialspezifische Entgratungsüberlegungen
Aluminiumlegierungen erfordern eine sorgfältige Auswahl des Entgratungsansatzes aufgrund ihrer Neigung, Schneidwerkzeuge zu beladen und faserige Grate zu erzeugen. 6061-T6 Aluminium reagiert gut auf scharfe Entgratungswerkzeuge mit positiven Spanwinkeln und ausreichender Spanabfuhr. Empfohlene Schnittgeschwindigkeiten liegen zwischen 200-400 Oberflächenfuß pro Minute mit Vorschüben von 0,05-0,15 mm pro Umdrehung. Kühlmittel verhindert Materialansammlungen an Schneidkanten und erhält gleichzeitig die Maßhaltigkeit.
Edelstahlsorten wie 316L und 304 stellen Kaltverfestigungsherausforderungen dar, die die Auswahl des Entgratungswerkzeugs beeinflussen. Hartmetall-Entgratungswerkzeuge behalten scharfe Schneidkanten länger als Schnellarbeitsstahlalternativen bei der Bearbeitung von Edelstahlmaterialien. Die Schnittgeschwindigkeiten sollten auf 100-200 Oberflächenfuß pro Minute reduziert werden, um übermäßige Wärmeentwicklung zu vermeiden, die zu Kaltverfestigung führen kann. Konstante Vorschübe verhindern Werkzeugreibung, die zu schlechten Oberflächengüten und vorzeitigem Werkzeugverschleiß führt.
Kohlenstoffstahlmaterialien lassen sich im Allgemeinen vorhersehbar über gängige Sorten wie 1018, 1045 und 4140 bearbeiten und entgraten. Die Werkzeugauswahl hängt hauptsächlich von der Materialhärte und weniger von den Kaltverfestigungseigenschaften ab. Geglühte Kohlenstoffstähle akzeptieren aggressive Entgratungsparameter, während gehärtete Sorten konservativere Ansätze erfordern.Kupferschienenfertigung zeigt, wie Materialeigenschaften sowohl die primäre Verarbeitung als auch die Entgratungsanforderungen für elektrische Anwendungen beeinflussen.
Qualitätskontrolle und Messung
Die Messung der Kantenverrundung erfordert geeignete Werkzeuge und Techniken, um die Einhaltung der Spezifikationen sicherzustellen. Optische Komparatoren bieten eine berührungslose Messung für Kantenradius- und Fasenabmessungen mit einer Genauigkeit von 0,01 mm. Radiuslehren bieten eine schnelle Gut/Schlecht-Verifizierung für Produktionsumgebungen, in denen Geschwindigkeit wichtiger ist als Präzisionsmessung. Kontaktprofilometer liefern die höchste Genauigkeit für kritische Anwendungen, die eine Dokumentation der tatsächlichen Kantenverrundungsprofile erfordern.
Oberflächenrauheitsspezifikationen begleiten oft Kantenverrundungsanforderungen, insbesondere in der Luft- und Raumfahrt und in medizinischen Anwendungen. Ra-Werte von 0,8-3,2 μm sind üblich für entgratete Kanten, wobei glattere Oberflächen für Anwendungen erforderlich sind, die menschlichen Kontakt oder Flüssigkeitsströmung beinhalten. Die Messung der Oberflächenrauheit mit tragbaren Rauheitsmessgeräten ermöglicht die Überprüfung in der Produktionshalle ohne Laborausrüstung.
Die Implementierung der statistischen Prozesskontrolle verfolgt die Entgratungskonsistenz über Produktionsläufe hinweg und identifiziert Trends, bevor Teile außerhalb der Spezifikationsgrenzen liegen. Regelkarten zur Überwachung der Kantenverrundungsabmessungen helfen, die Prozessparameter zu optimieren und die Ausschussraten zu reduzieren. Wenn Sie bei Microns Hub bestellen, profitieren Sie von direkten Herstellerbeziehungen, die eine überlegene Qualitätskontrolle und wettbewerbsfähige Preise im Vergleich zu Marktplatzplattformen gewährleisten. Unsere technische Expertise und umfassenden Messmöglichkeiten bedeuten, dass jedes Projekt die Aufmerksamkeit erhält, die für konsistente Kantenverrundungsspezifikationen erforderlich ist.
Strategien zur Kostenoptimierung
Die Prozesskonsolidierung reduziert Handhabungs- und Rüstkosten durch die Integration von Entgratungsvorgängen in die primären Fertigungsschritte. Die CNC-Programmierung, die Entgratungswerkzeugwege beinhaltet, eliminiert sekundäre Operationen und hält gleichzeitig die Maßkontrolle aufrecht. Teilekonstruktionsänderungen, wie z. B. die Spezifizierung einheitlicher Kantenverrundungen über alle Kanten hinweg, vereinfachen die Verarbeitung und reduzieren die Inspektionsanforderungen.
Die Batch-Verarbeitung maximiert die Anlagenauslastung für Trommel- und Vibrationsschleifvorgänge. Das Gruppieren von Teilen mit ähnlichen Entgratungsanforderungen ermöglicht längere Verarbeitungsläufe mit konsistenter Medien- und Verbindungsauswahl. Die richtige Teilefixierung verhindert Schäden während des automatisierten Entgratens und gewährleistet gleichzeitig gleichmäßige Ergebnisse auf allen Oberflächen.
Die Optimierung der Werkzeugstandzeit durch die richtige Auswahl und Wartung reduziert die Entgratungskosten pro Teil. Hartmetall-Entgratungswerkzeuge rechtfertigen höhere Anschaffungskosten durch eine längere Werkzeugstandzeit in Produktionsumgebungen. Regelmäßige Werkzeuginspektionen und Austauschpläne verhindern Qualitätsprobleme und halten gleichzeitig konsistente Zykluszeiten aufrecht.Unsere Fertigungsdienstleistungen umfassen umfassende Werkzeugmanagementprogramme, die Entgratungsvorgänge für eine kosteneffiziente Produktion optimieren.
Sicherheits- und Handhabungsanforderungen
Die Spezifikationen für persönliche Schutzausrüstung für Entgratungsvorgänge müssen sowohl mechanische als auch chemische Gefahren berücksichtigen. Schnittfeste Handschuhe der Stufe 3 oder höher schützen vor scharfen Kanten und rotierenden Werkzeugen. Schutzbrillen mit Seitenschutz verhindern Augenverletzungen durch herumfliegende Partikel während manueller Entgratungsvorgänge. Atemschutz kann erforderlich sein, wenn Materialien verarbeitet werden, die schädlichen Staub erzeugen, oder wenn chemische Verbindungen bei der Endbearbeitung verwendet werden.
Die Gestaltung des Arbeitsplatzes beeinflusst sowohl die Sicherheit als auch die Produktivität bei manuellen Entgratungsvorgängen. Die richtige Beleuchtung beseitigt Schatten, die verbleibende Grate oder scharfe Kanten verdecken können. Ergonomische Werkzeuggriffe reduzieren die Ermüdung der Hände bei längeren Entgratungssitzungen. Teile sollten sicher fixiert werden, um Bewegungen während der Entgratungsvorgänge zu verhindern, die Verletzungen oder Maßfehler verursachen könnten.
Zu den Sicherheitsmerkmalen automatisierter Systeme gehören Lichtvorhänge, Not-Aus-Schalter und eine ordnungsgemäße Schutzvorrichtung um rotierende Geräte. Lockout/Tagout-Verfahren gewährleisten einen sicheren Wartungszugang zu Trommel- und Vibrationsanlagen. Materialhandhabungssysteme sollten das manuelle Heben und Positionieren schwerer Teile während der Entgratungsvorgänge minimieren.
Häufig gestellte Fragen
Welche Kantenverrundungsspezifikation sollte ich für allgemeine Fertigungsarbeiten verwenden?
Für allgemeine Fertigungsanwendungen bieten Kantenverrundungen von 0,3-0,6 mm eine angemessene Sicherheit für die Handhabung und bleiben gleichzeitig kosteneffektiv. Spezifizieren Sie nach Möglichkeit einheitliche Kantenverrundungen über alle Teilekanten hinweg, um die Verarbeitung zu vereinfachen. Berücksichtigen Sie die Materialstärke und die beabsichtigte Anwendung bei der Bestimmung spezifischer Abmessungen.
Wie spezifiziere ich Kantenverrundungen auf technischen Zeichnungen?
Verwenden Sie die ISO 13715 Notation mit "r" für Radiusverrundungen und "c" für Fasenverrundungen, gefolgt von der Abmessung. Zum Beispiel bedeutet "r0.5" eine 0,5 mm Radiusverrundung. Fügen Sie allgemeine Hinweise für einheitliche Kantenverrundungen hinzu oder bemaßen Sie bestimmte Kanten einzeln, wenn die Anforderungen variieren.
Kann das Entgraten die Teileabmessungen und Toleranzen beeinflussen?
Ja, aggressives Entgraten kann Material über die beabsichtigte Kantenverrundung hinaus entfernen und kritische Abmessungen beeinflussen. Spezifizieren Sie die Kantenverrundungsstellen sorgfältig und berücksichtigen Sie die Auswirkungen der Maßverkettung. CNC-Entgraten bietet typischerweise die beste Maßkontrolle für Präzisionsteile.
Welche Entgratungsmethode eignet sich am besten für die Kleinserienfertigung?
Das manuelle Entgraten bietet die größte Flexibilität für kleine Chargen mit unterschiedlichen Geometrien. Das Vibrationsschleifen eignet sich gut für kleine Chargen ähnlicher Teile, die gleichmäßige Kantenverrundungen erfordern. Berücksichtigen Sie die Rüstkosten im Vergleich zu den Arbeitskosten bei der Auswahl von Methoden für kleine Mengen.
Wie kontrolliere ich die Entgratungsqualität in automatisierten Systemen?
Führen Sie regelmäßige Messprüfungen mit Gut/Schlecht-Lehren oder optischen Messsystemen durch. Überwachen Sie Prozessparameter wie Medienzustand, Zykluszeiten und Teilepositionierung. Erstellen Sie Regelkarten, um die Konsistenz der Kantenverrundung zu verfolgen und Trends zu erkennen, bevor Qualitätsprobleme auftreten.
Welche Sicherheitsaspekte gelten für Entgratungsvorgänge?
Tragen Sie immer die entsprechende PSA, einschließlich schnittfester Handschuhe und Schutzbrille. Sorgen Sie für eine ordnungsgemäße Belüftung, wenn Sie chemische Verbindungen verwenden oder Materialien verarbeiten, die schädliche Partikel erzeugen. Implementieren Sie ordnungsgemäße Lockout/Tagout-Verfahren für die Wartung automatisierter Geräte.
Wie beeinflusst die Materialhärte die Entgratungsanforderungen?
Härtere Materialien erfordern typischerweise aggressivere Entgratungsmethoden und längere Bearbeitungszeiten. Die Werkzeugauswahl wird für gehärtete Materialien entscheidend, um vorzeitigen Verschleiß zu verhindern. Erwägen Sie das Glühen vor dem Entgraten, wenn Sie sehr harte Materialien verarbeiten, und anschließend das Wärmebehandeln auf die endgültige Härte, falls erforderlich.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece