Konstruktion von Formschrägen für Metallguss: Ein praktischer Leitfaden für Ingenieure
Formschrägen werden in der Konstruktionsphase oft übersehen, doch unzureichende Formschrägenvorgaben verursachen bis zu 40 % der Gussfehler bei Präzisionsmetallkomponenten. Der Unterschied zwischen einem Teil, das sich sauber aus der Form löst, und einem Teil, das teure Nachbearbeitungen erfordert, liegt im Verständnis des komplexen Zusammenspiels zwischen Materialeigenschaften, Geometrie und Fertigungsbeschränkungen.
Wichtige Erkenntnisse
- Formschrägen liegen typischerweise zwischen 0,5° und 3°, abhängig vom Gießverfahren, wobei Druckguss minimale Winkel (0,5-1°) erfordert, während Sandguss 1-3° benötigt.
- Innenliegende Merkmale erfordern 25-50 % steilere Formschrägen als Außenflächen aufgrund von Schwindungskräften während der Abkühlung.
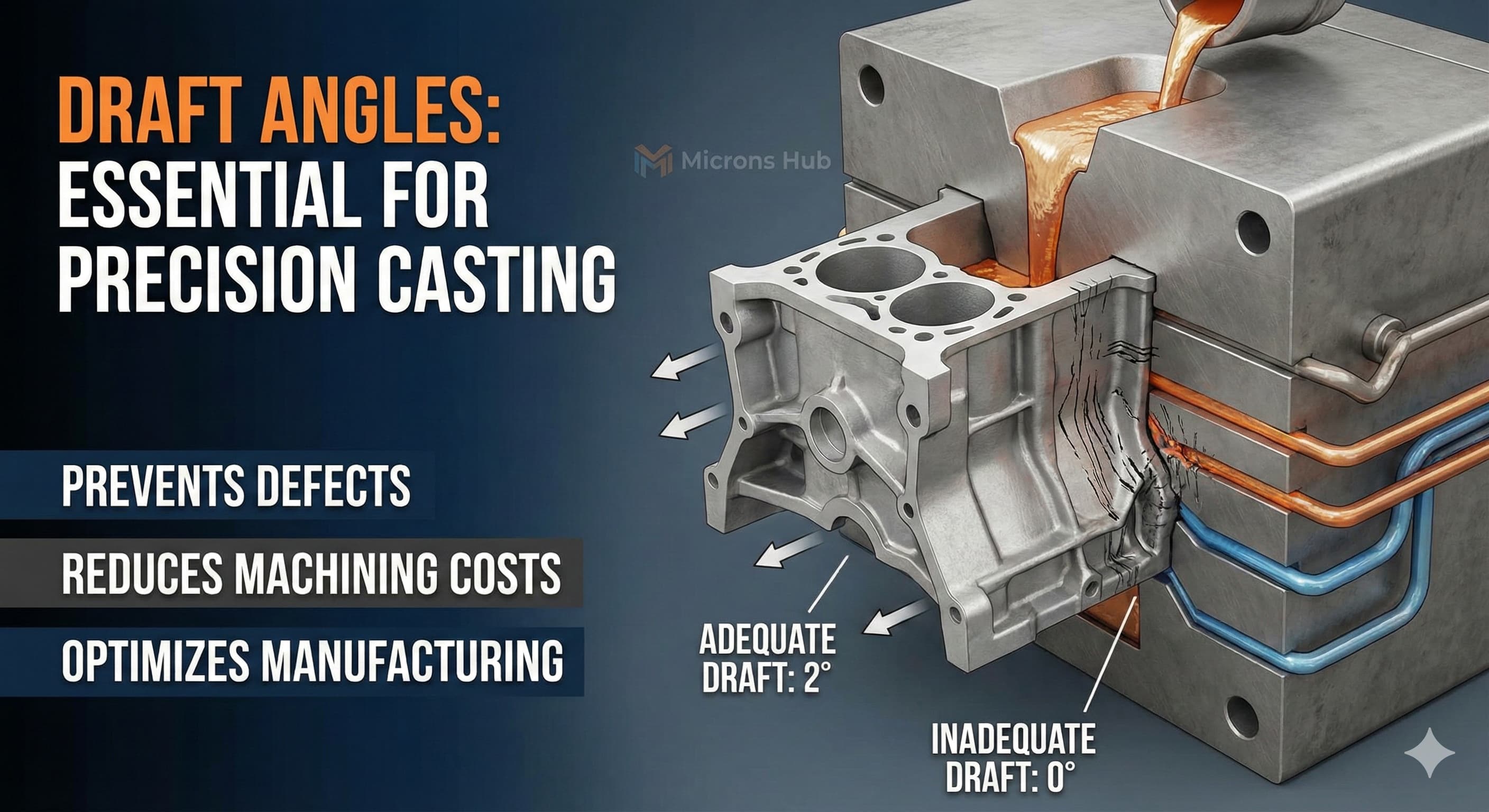
- Die richtige Konstruktion der Formschräge kann die Bearbeitungskosten um 30-60 % senken, indem Nachbearbeitungen an nicht kritischen Oberflächen entfallen.
- Die Materialauswahl wirkt sich direkt auf die Formschrägenanforderungen aus, wobei Aluminiumlegierungen engere Winkel zulassen als Stahl- oder Eisenguss.
Grundlagen der Formschräge verstehen
Formschrägen dienen als primärer Mechanismus für das erfolgreiche Auswerfen von Teilen aus Gussformen. Ohne ausreichende Formschräge schrumpft das abkühlende Metall auf die Formoberflächen und erzeugt eine Interferenz, die eine saubere Trennung verhindert. Dieses grundlegende Schwindungsverhalten variiert erheblich zwischen verschiedenen Legierungssystemen und erfordert eine präzise Berechnung für optimale Ergebnisse.
Die Physik hinter den Formschrägenanforderungen konzentriert sich auf thermische Ausdehnungskoeffizienten. Aluminiumlegierungen wie A356-T6 weisen lineare Schwindungsraten von etwa 1,3 % auf, während Sphäroguss (ASTM A536) sich um 1,0 % zusammenzieht. Diese Unterschiede führen direkt zu unterschiedlichen Formschrägenanforderungen, wobei Aluminiumgussteile aufgrund geringerer Schwindungskräfte oft steilere Winkel aufnehmen können.
Fertigungstoleranzen spielen eine entscheidende Rolle bei der Festlegung der Formschräge. Die Standardpraxis folgt den ISO 2768-m-Toleranzen für Gussstücke mittlerer Präzision, die typischerweise eine Abweichung von ±0,5° bei den Formschrägen zulassen. Hochpräzise Anwendungen können jedoch eine engere Kontrolle bei ±0,2° erfordern, was anspruchsvollere Werkzeuge und Prozesskontrollmaßnahmen erforderlich macht.
Prozessspezifische Formschrägenanforderungen
Druckguss stellt die anspruchsvollste Anwendung für die Optimierung der Formschräge dar. Der Hochdruck-Spritzgussprozess und die schnellen Abkühlzyklen schaffen einzigartige Herausforderungen, die spezifische Konstruktionsüberlegungen erfordern. Typische Formschrägen für den Druckguss liegen zwischen 0,5° und 1,5°, wobei das untere Ende für Außenflächen und einfache Geometrien reserviert ist.
Sandgussverfahren ermöglichen großzügigere Formschrägen aufgrund der Nachgiebigkeit von Sandformen. Außenflächen benötigen typischerweise 1° bis 2° Formschräge, während Innenmerkmale 1,5° bis 3° benötigen. Die Druckfestigkeit des Sandgemisches beeinflusst diese Anforderungen direkt, wobei festere Formen geringere Formschrägen ermöglichen.
Feinguss bietet die engsten Toleranzen, erfordert aber eine sorgfältige Berücksichtigung der Formschräge für die Entfernung des Wachsmodells. Formschrägen von 0,25° bis 1° sind üblich, wobei das Keramikschalenverfahren eine nahezu endformnahe Fertigung ermöglicht. Diese Präzision hat einen Preisaufschlag von 20-40 % im Vergleich zu herkömmlichen Sandgussverfahren.
| Gießverfahren | Äußerer Entformungswinkel (°) | Innerer Entformungswinkel (°) | Typische Toleranz (±°) | Relative Kosten |
|---|---|---|---|---|
| Druckguss | 0.5-1.5 | 0.75-2.0 | 0.2 | Hoch |
| Sandguss | 1.0-2.0 | 1.5-3.0 | 0.5 | Niedrig |
| Feinguss | 0.25-1.0 | 0.5-1.5 | 0.2 | Sehr hoch |
| Kokillenguss | 0.75-1.5 | 1.0-2.5 | 0.3 | Mittel |
Materialspezifische Formschrägenbetrachtungen
Aluminiumlegierungen dominieren Präzisionsgussanwendungen aufgrund ihrer günstigen Schwindungseigenschaften und ausgezeichneten Bearbeitbarkeit. A356-T6, die gebräuchlichste Legierung für die Luft- und Raumfahrt, ermöglicht Formschrägen von nur 0,5° für einfache Geometrien. Die T6-Wärmebehandlung sorgt für Dimensionsstabilität, die die Integrität der Formschräge während des gesamten thermischen Zyklus aufrechterhält.
Stahlguss stellt aufgrund höherer Schwindungskräfte und erhöhter Formhaftung größere Herausforderungen dar. Kohlenstoffstahlsorten wie ASTM A216 WCB erfordern minimale Formschrägen von 1,5° für Außenflächen, die sich auf 2,5° für Innenmerkmale erhöhen. Die höhere Schmelztemperatur und der thermische Ausdehnungskoeffizient tragen zu diesen erhöhten Anforderungen bei.
Gusseisenanwendungen, insbesondere Sphäroguss gemäß ASTM A536, weisen moderate Formschrägenanforderungen zwischen Aluminium und Stahl auf. Sphäroguss der Güte 65-45-12 benötigt typischerweise 1° bis 2° Formschräge auf Außenflächen, wobei Innenmerkmale 1,5° bis 2,5° benötigen. Die Graphitstruktur sorgt für eine gewisse Schmierfähigkeit beim Auswerfen, wodurch die Haftkräfte im Vergleich zu Stahl reduziert werden.
| Material | Schwindungsrate (%) | Min. Äußerer Entformungswinkel (°) | Min. Innerer Entformungswinkel (°) | Bearbeitbarkeitsbewertung |
|---|---|---|---|---|
| A356-T6 Aluminium | 1.3 | 0.5 | 0.75 | Ausgezeichnet |
| A380 Aluminium | 1.2 | 0.5 | 0.75 | Gut |
| ASTM A216 WCB Stahl | 2.1 | 1.5 | 2.5 | Mäßig |
| A536 Sphäroguss | 1.0 | 1.0 | 1.5 | Gut |
Geometrische Komplexität und Formschrägenoptimierung
Komplexe Geometrien erfordern ausgeklügelte Formschrägenstrategien, die unterschiedliche Wandstärken, Hinterschneidungen und Übergangszonen berücksichtigen. Tiefe Hohlräume stellen besondere Herausforderungen dar, da die vergrößerte Oberflächenkontaktfläche die Auswerfkräfte verstärkt. Eine allgemeine Regel wendet eine Erhöhung der Formschräge um 0,1° für jede 25 mm Hohlraumtiefe über den anfänglichen 50 mm an.
Rippen- und Bossenmerkmale erfordern eine sorgfältige Berücksichtigung der Formschräge, um Spannungskonzentrationen beim Auswerfen zu vermeiden. Rippen sollten konsistente Formschrägen mit den primären Oberflächen beibehalten, während Bossen eine unabhängige Formschrägenanalyse erfordern. Die Schnittzonen zwischen den Merkmalen werden oft zu kritischen Bereichen, in denen eine unzureichende Formschräge zu Rissen oder Fressen beim Entfernen des Teils führt.
Mehrdirektionale Trennebenen erschweren die Implementierung der Formschräge erheblich. Jede Trennfläche erfordert eine unabhängige Berücksichtigung der Formschräge, was oft zu Kompromisslösungen führt, die die Herstellbarkeit mit den funktionalen Anforderungen in Einklang bringen. Moderne CAD-Systeme verfügen jetzt über Formschrägenanalysewerkzeuge, die potenzielle Auswurfkonflikte vor der Werkzeugfertigung visualisieren.
Auswirkungen der Oberflächenbeschaffenheit auf die Formschrägenanforderungen
Oberflächenbeschaffenheitsvorgaben beeinflussen die Formschrägenanforderungen direkt durch ihre Wirkung auf die Haftung zwischen Form und Teil. Ra-Werte unter 3,2 μm erhöhen die Oberflächenkontaktfläche und erfordern steilere Formschrägen, um die Haftkräfte zu überwinden. Umgekehrt können kontrollierte Rauheitsmuster die Formschrägenanforderungen reduzieren, indem sie die Kontaktfläche minimieren.
Texturierte Oberflächen stellen einzigartige Herausforderungen für die Berechnung der Formschräge dar. Lederkorntexturen, die häufig für ästhetische Anwendungen spezifiziert werden, können die effektiven Formschrägenanforderungen je nach Texturtiefe um 0,25° bis 0,5° erhöhen. Die Richtung der Texturanwendung relativ zur Formschrägenrichtung wird für das erfolgreiche Auswerfen des Teils entscheidend.
Für hochpräzise Ergebnisse,Erhalten Sie innerhalb von 24 Stunden ein detailliertes Angebot von Microns Hub.
EDM-Oberflächen (Electrical Discharge Machining) erzeugen zwar eine ausgezeichnete Maßgenauigkeit, erzeugen aber Mikrotexturen, die die Haftkräfte erhöhen können. Teile, die eine EDM-Endbearbeitung erfordern, benötigen oft 0,2° bis 0,3° zusätzliche Formschräge, um die erhöhte Oberflächeninteraktion auszugleichen. Diese Überlegung wird besonders wichtig für Präzisionswerkzeuganwendungen, bei denen die Oberflächenintegrität von größter Bedeutung ist.
Wirtschaftliche Optimierung durch Formschrägenkonstruktion
Die Optimierung der Formschräge wirkt sich direkt auf die Fertigungskosten aus, da sie die Anforderungen an die sekundäre Bearbeitung beeinflusst. Teile, die mit ausreichender Formschräge konstruiert wurden, können oft Bearbeitungsvorgänge an nicht kritischen Oberflächen eliminieren, wodurch die Gesamtproduktionskosten um 30-60 % gesenkt werden. Diese Kostenreduzierung wird mit zunehmendem Produktionsvolumen signifikanter.
Die Werkzeugkosten korrelieren stark mit der Komplexität der Formschräge. Einfache, gleichmäßige Formschrägen minimieren die Werkzeugkomplexität und reduzieren die Fertigungszeit. Komplexe Formschrägenanforderungen können die Werkzeugkosten aufgrund der zusätzlichen Bearbeitungszeit für Formhohlräume um 25-40 % erhöhen. Der Kompromiss zwischen Teilefunktionalität und Fertigungskosten erfordert eine sorgfältige Analyse während der Konstruktionsphase.
Sekundäre Operationen wie CNC-Bearbeitung nach dem Gießen werden notwendig, wenn Formschrägen nicht die erforderliche Oberflächenbeschaffenheit oder Maßgenauigkeit bieten können. Die strategische Platzierung dieser bearbeiteten Oberflächen in Kombination mit optimierten Formschrägen auf den verbleibenden Oberflächen bietet den wirtschaftlichsten Fertigungsansatz.
Wenn Sie bei Microns Hub bestellen, profitieren Sie von direkten Herstellerbeziehungen, die eine überlegene Qualitätskontrolle und wettbewerbsfähige Preise im Vergleich zu Marktplatzplattformen gewährleisten. Unsere technische Expertise und unser persönlicher Serviceansatz bedeuten, dass jedes Projekt die Aufmerksamkeit erhält, die es verdient, wobei die Optimierung der Formschräge in unserem umfassenden Designprüfungsprozess enthalten ist.
Fortgeschrittene Formschrägentechniken
Variable Formschrägen stellen eine fortschrittliche Technik zur Optimierung komplexer Geometrien dar. Dieser Ansatz wendet unterschiedliche Formschrägen auf verschiedene Abschnitte desselben Merkmals an, basierend auf den lokalen Geometrieanforderungen. Tiefe Taschen können mit einer Formschräge von 0,5° an der Trennebene beginnen und sich auf 2° bei maximaler Tiefe erhöhen, um das Auswerfen zu erleichtern.
Zusammengesetzte Formschrägen kombinieren lineare Formschrägen mit gekrümmten Übergängen, um komplexe Oberflächengeometrien aufzunehmen. Automobilanwendungen verwenden diese Technik häufig für ästhetische Komponenten, bei denen gerade Formschrägenlinien optisch beanstandet würden. Die Berechnungskomplexität steigt erheblich, was spezielle CAD-Werkzeuge für eine genaue Implementierung erfordert.
Die Verwaltung von geteilten Formschrägenlinien wird in Mehrfachwerkzeugen kritisch, bei denen einzelne Hohlräume unterschiedliche Formschrägenanforderungen haben können. Das Ausbalancieren der Formschrägen über mehrere Hohlräume hinweg bei gleichzeitiger Aufrechterhaltung einer konsistenten Teilequalität erfordert eine ausgeklügelte Prozesskontrolle und Werkzeugkonstruktion. Diese Komplexität rechtfertigt oft die zusätzlichen Engineering-Investitionen für hochvolumige Produktionsläufe.
Qualitätskontrolle und Formschrägenverifizierung
Die Überprüfung der Formschräge erfordert spezielle Messtechniken, die über die herkömmliche Dimensionsprüfung hinausgehen. Koordinatenmessmaschinen (KMGs), die mit Drehtischen ausgestattet sind, bieten die genaueste Formschrägenmessung und erreichen typischerweise eine Genauigkeit von ±0,05°, wenn sie ordnungsgemäß kalibriert sind. Diese Präzision wird für die Massenproduktion unerlässlich, bei der sich kleine Abweichungen zu erheblichen Qualitätsproblemen summieren können.
Optische Messsysteme bieten eine schnelle Formschrägenverifizierung für Produktionsumgebungen. Diese berührungslosen Systeme können Formschrägen über gesamte Teileoberflächen messen und Abweichungen identifizieren, die auf Werkzeugverschleiß oder Prozessdrift hindeuten könnten. Die Implementierung solcher Systeme reduziert die Inspektionszeit typischerweise um 40-60 % im Vergleich zu herkömmlichen Kontaktmethoden.
Die statistische Prozesskontrolle (SPC), die auf Formschrägenmessungen angewendet wird, bietet eine frühzeitige Warnung vor Werkzeugverschlechterung. Die Verfolgung von Formschrägenabweichungen im Zeitverlauf zeigt Muster, die vorhersagen, wann Werkzeugwartung oder -austausch erforderlich werden. Dieser proaktive Ansatz kann Qualitätsprobleme verhindern und die Ausschussraten erheblich reduzieren.
Für Anwendungen, die dichtschließende Baugruppen erfordern, wirken die richtigen Formschrägen in Verbindung mit Vakuumimprägnierungsverfahren, um eine optimale Dichtungsleistung zu gewährleisten. Die durch die richtige Formschrägenkonstruktion erreichte Oberflächenintegrität verbessert die Wirksamkeit nachfolgender Dichtungsvorgänge.
Integration in die moderne Fertigung
Digitale Fertigungsabläufe integrieren die Formschrägenoptimierung jetzt als automatisierte Konstruktionsprüfung. KI-gestützte Konstruktionssysteme können komplexe Geometrien analysieren und optimale Formschrägen basierend auf Materialauswahl, Gießverfahren und Qualitätsanforderungen empfehlen. Diese Systeme reduzieren die Konstruktionsiterationszeit und verbessern gleichzeitig die Vorhersagen zur Herstellbarkeit.
Die additive Fertigung von Gussmodellen ermöglicht komplexere Formschrägenimplementierungen, die mit traditionellen Modellherstellungstechniken schwierig oder unmöglich wären. 3D-gedruckte Modelle können variable Formschrägen und komplexe Geometrien integrieren und gleichzeitig die Maßgenauigkeit beibehalten. Diese Fähigkeit eröffnet neue Möglichkeiten zur Optimierung der Teilekonstruktion ohne traditionelle Fertigungsbeschränkungen.
Die Integration von Gießverfahren mit komplementären Fertigungsmethoden wie Blechbearbeitungsdiensten erfordert eine sorgfältige Berücksichtigung der Formschrägen in hybriden Baugruppen. Komponenten, die mit Gussteilen verschweißt oder verbunden werden, benötigen kompatible Formschrägen, um eine ordnungsgemäße Passform und Endbearbeitung in der endgültigen Baugruppe zu gewährleisten.
Industry 4.0-Implementierungen verfolgen die Formschrägenleistung über den gesamten Produktlebenszyklus hinweg, von der Konstruktion über die Produktion bis hin zum Außendienst. Diese umfassende Datenerfassung ermöglicht eine kontinuierliche Verbesserung der Formschrägenvorgaben und Fertigungsprozesse. Die resultierende Optimierung kann die Teilequalität verbessern und gleichzeitig die Fertigungskosten über unsere Fertigungsdienstleistungen senken.
Häufig gestellte Fragen
Was ist die minimale Formschräge für Aluminiumdruckguss?
Aluminiumdruckguss erfordert typischerweise minimale Formschrägen von 0,5° für Außenflächen und 0,75° für Innenmerkmale. Diese Werte gelten für Standardlegierungen A380 und A356 mit Wandstärken über 2 mm. Dünnere Wände oder komplexe Geometrien können erhöhte Formschrägen von bis zu 1,5° erfordern.
Wie beeinflusst die Oberflächenbeschaffenheit die Formschrägenanforderungen?
Die Oberflächenbeschaffenheit wirkt sich direkt auf die Formschrägenanforderungen durch die Haftung zwischen Form und Teil aus. Glattere Oberflächen (Ra< 3,2 μm) vergrößern die Kontaktfläche und erfordern steilere Formschrägen, wodurch die Standardanforderungen typischerweise um 0,2-0,3° erhöht werden. Texturierte Oberflächen benötigen je nach Texturtiefe und -richtung möglicherweise zusätzliche 0,25-0,5°.
Können Formschrägen durch Nachbearbeitung vollständig eliminiert werden?
Während die Bearbeitung die Notwendigkeit von Formschrägen auf fertigen Oberflächen beseitigen kann, erfordert der Gießprozess dennoch eine Formschräge für eine erfolgreiche Formfreigabe. Die strategische Konstruktion platziert bearbeitete Oberflächen auf kritischen Abmessungen und hält gleichzeitig eine ausreichende Formschräge auf den verbleibenden Oberflächen für eine kostengünstige Produktion aufrecht.
Welche Formschrägen sind für Feingussverfahren erforderlich?
Feinguss ermöglicht die kleinsten Formschrägen, typischerweise 0,25-1,0° für Außenflächen und 0,5-1,5° für Innenmerkmale. Das Keramikschalenverfahren und die Entfernung des Wachsmodells ermöglichen diese engen Toleranzen, wodurch Feinguss ideal für endformnahe Anwendungen ist.
Wie berechne ich Formschrägen für tiefe Hohlräume und Taschen?
Tiefe Hohlräume erfordern erhöhte Formschrägen, um höhere Auswerfkräfte zu überwinden. Wenden Sie eine Erhöhung von 0,1° für jede 25 mm Tiefe über den anfänglichen 50 mm an. Beispielsweise würde eine 100 mm tiefe Tasche zusätzlich 0,2° über die Standardformschräge für dieses Gießverfahren hinaus erfordern.
Benötigen verschiedene Aluminiumlegierungen unterschiedliche Formschrägen?
Ja, die Zusammensetzung der Aluminiumlegierung beeinflusst die Formschrägenanforderungen durch unterschiedliche Schwindungsraten und Formhaftungseigenschaften. A356-T6 ermöglicht minimale Winkel aufgrund ausgezeichneter Dimensionsstabilität, während Legierungen mit höherem Siliziumgehalt aufgrund unterschiedlicher Schwindungsverhalten möglicherweise leicht erhöhte Formschrägen erfordern.
Was passiert, wenn die Formschrägen während der Produktion unzureichend sind?
Unzureichende Formschrägen verursachen Gussfehler, einschließlich Oberflächenrisse, Dimensionsverzerrungen, erhöhte Zykluszeiten und vorzeitigen Werkzeugverschleiß. In schweren Fällen können Teile möglicherweise nicht ohne Beschädigung aus den Formen entfernt werden, was zu 100 % Ausschussraten führt, bis die Werkzeugänderungen abgeschlossen sind.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece