Paneelversteifungen: Hinzufügen von Rippen und Flanschen zur Vermeidung von "Ölbeulung"
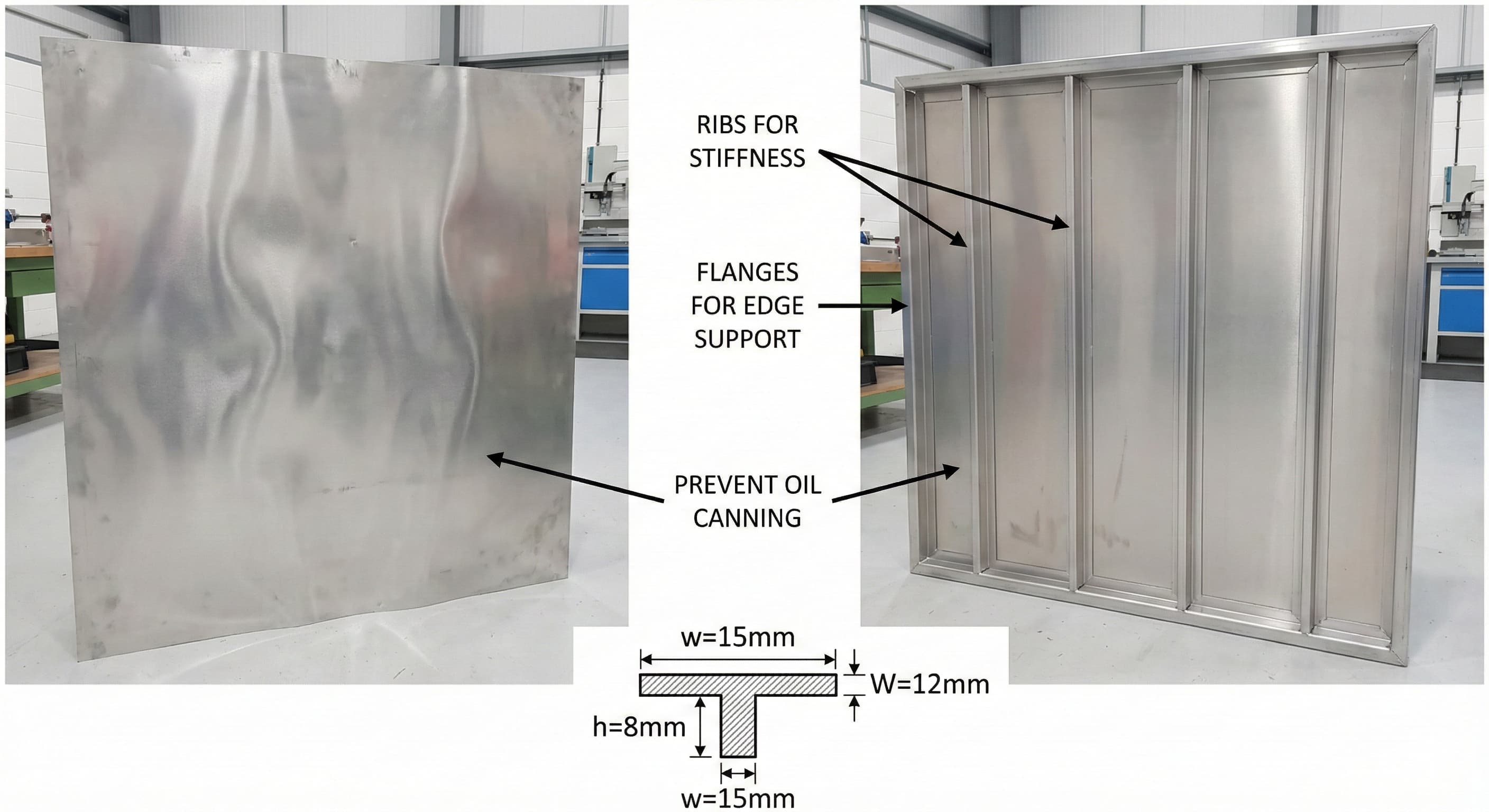
Ölbeulung – die unerwünschte Biegeverformung dünner Metallpaneele unter Last – stellt eine der hartnäckigsten Herausforderungen in der Blechbearbeitung dar. Diese strukturelle Instabilität äußert sich in sichtbaren Wellen oder Ausbeulungen, die sowohl die Ästhetik als auch die funktionelle Integrität von gefertigten Komponenten beeinträchtigen.
Ingenieure bei Microns Hub stoßen auf Probleme mit Ölbeulung in verschiedenen Anwendungen, von Architekturpaneelen bis hin zu Elektronikgehäusen, wo Materialstärkenbeschränkungen im Widerspruch zu den Anforderungen an die Steifigkeit stehen. Das Phänomen tritt auf, wenn die Paneelabmessungen die natürliche Steifigkeitsschwelle des Materials überschreiten, typischerweise wenn das Verhältnis von Dicke zu Spannweite unter kritische Werte fällt.
- Die strategische Platzierung von Rippen kann die Paneelsteifigkeit um 300-400 % erhöhen und gleichzeitig minimale Materialkosten verursachen
- Die Optimierung der Flanschgeometrie reduziert die Anfälligkeit für Ölbeulung, indem Lasten über verstärkte Umfänge verteilt werden
- Die Materialauswahl zwischen Aluminiumsorten (6061-T6 vs. 7075-T6) beeinflusst die Anforderungen an die Versteifung und die Herstellungskosten erheblich
- Die richtige Konstruktion der Versteifung eliminiert Probleme mit dem Verzug nach der Herstellung, die dünne Bleche plagen
Ölbeulung verstehen: Die technische Physik
Ölbeulung tritt auf, wenn aufgebrachte Kräfte die lokale Knickfestigkeit dünner Paneele überschreiten, wodurch elastische Verformungen entstehen, die unter normalen Betrachtungsbedingungen sichtbar werden. Die kritische Knickspannung für rechteckige Paneele folgt der Beziehung:
σ_cr = k × π² × E × (t/b)²
Dabei steht k für den Knickbeiwert, der von den Randbedingungen abhängt, E ist der Elastizitätsmodul, t ist die Paneeldicke und b ist die ungestützte Breitenabmessung. Für Aluminium 6061-T6 mit E = 68,9 GPa zeigen Paneele mit einem Verhältnis von Breite zu Dicke von mehr als 150:1 typischerweise Ölbeulungstendenzen.
Die visuelle Schwelle für die Erkennung von Ölbeulung liegt im Bereich von 0,2-0,5 mm Auslenkungsamplitude, abhängig von der Oberflächenbeschaffenheit und dem Betrachtungswinkel. Eloxierte Oberflächen verstärken das Erscheinungsbild leichter Verformungen aufgrund von Lichtreflexionsmustern, während gebürstete Oberflächen eine bessere Tarnung für kleinere Unregelmäßigkeiten bieten.
Die Materialeigenschaften beeinflussen die Anfälligkeit für Ölbeulung direkt. Aluminiumlegierungen weisen je nach Vergütungszustand und Zusammensetzung unterschiedliche Widerstandswerte auf:
| Legierungsgüte | Streckgrenze (MPa) | Elastizitätsmodul (GPa) | Ölbeulenbeständigkeit | Kostenfaktor |
|---|---|---|---|---|
| Al 6061-T6 | 276 | 68.9 | Gut | 1.0x |
| Al 7075-T6 | 503 | 71.7 | Exzellent | 2.2x |
| Al 5052-H32 | 193 | 70.3 | Akzeptabel | 0.9x |
| Stahl 304 SS | 290 | 200 | Exzellent | 1.8x |
Grundlagen der Rippenkonstruktion: Geometrie und Platzierungsstrategie
Eine effektive Rippenkonstruktion erfordert das Verständnis des Zusammenhangs zwischen Querschnittseigenschaften und Biegefestigkeit. Das Flächenträgheitsmoment nimmt proportional zur Höhe im Quadrat zu, wodurch hohe, schmale Rippen für eine äquivalente Materialverwendung effizienter sind als breite, flache Rippen.
Der optimale Rippenabstand folgt der Drittelregel für rechteckige Paneele, wobei die primären Rippen bei 33 % und 67 % der Hauptabmessung positioniert sind. Diese Konfiguration minimiert die maximale Auslenkung und erhält gleichzeitig die Fertigungseffizienz. Sekundäre Rippen sollten, falls erforderlich, Abstandsverhältnisse zwischen 1:2 und 1:3 relativ zu den primären Rippen einhalten.
Die Berechnung der Rippenhöhe hängt von den Paneelbelastungsbedingungen und den Steifigkeitsanforderungen ab. Für gleichmäßig belastete Paneele entspricht die minimale effektive Rippenhöhe:
h_min = t_panel × √(24 × L²/(E × t_panel × δ_max))
Dabei steht L für die ungestützte Spannweite und δ_max definiert die zulässige Auslenkungsgrenze. Praktische Rippenhöhen liegen typischerweise im Bereich von 3-15 mm für Blechanwendungen, wobei 5-8 mm optimale Steifigkeits-Gewichts-Verhältnisse bieten.
Fertigungsüberlegungen beeinflussen die Rippenkonstruktionsparameter erheblich.Präzise CNC-Bearbeitungsdienstleistungen ermöglichen komplexe Rippenprofile mit engen Toleranzen, während das Abkanten die Rippenkomplexität auf einfache geometrische Formen beschränkt. Die Wahl zwischen bearbeiteten und geformten Rippen beeinflusst sowohl die Kosten als auch die Leistungsmerkmale.
Optimierung des Rippenprofils
Querschnittsrippenprofile beeinflussen die Versteifungseffizienz und die Fertigungskomplexität erheblich. Zu den gängigen Profilen gehören rechteckige, dreieckige und T-förmige Konfigurationen, die jeweils unterschiedliche Vorteile bieten:
Rechteckige Rippen bieten maximale Materialausnutzung und einfache Herstellung, konzentrieren aber die Spannung an scharfen Ecken. Abrundungsradien von 0,5-1,0 mm eliminieren Spannungskonzentrationen und erhalten gleichzeitig die Formbarkeit in dünnen Materialien.
Dreieckige Rippen bieten ausgezeichnete Steifigkeits-Gewichts-Verhältnisse und eine natürliche Spannungsverteilung, erfordern aber spezielle Werkzeuge für eine konsistente Formgebung. Der eingeschlossene Winkel liegt typischerweise im Bereich von 60-90 Grad für optimale Festigkeitseigenschaften.
T-förmige Rippen maximieren das Flächenträgheitsmoment, erfordern aber komplexe Formgebungssequenzen oder Bearbeitungsvorgänge. Diese Profile eignen sich für Anwendungen mit hoher Belastung, bei denen die Optimierung der Materialverwendung eine erhöhte Fertigungskomplexität rechtfertigt.
Flanschkonstruktion: Strategien zur Verstärkung des Umfangs
Die Flanschkonstruktion stellt die primäre Methode zur Verhinderung von kantengebundener Ölbeulung dar und bietet gleichzeitig Befestigungsschnittstellen und strukturelle Kontinuität. Eine effektive Flanschgeometrie muss die Steifigkeitserhöhung mit den Fertigungsbeschränkungen und Montageanforderungen in Einklang bringen.
Die minimale Flanschbreite folgt der Beziehung: W_flange ≥ 3 × t_material + Biegeradius, wodurch ausreichend Material für eine zuverlässige Formgebung ohne Risse gewährleistet wird. Für 2,0 mm Aluminium 6061-T6 bieten minimale Flanschbreiten von 8-10 mm eine ausreichende Steifigkeitserhöhung und halten gleichzeitig die Formbarkeitsgrenzen ein.
Der Beitrag der Flanschsteifigkeit hängt vom effektiven Widerstandsmoment der gebogenen Konfiguration ab. Ein 90-Grad-Flansch erhöht die lokale Steifigkeit um etwa das 8-12-fache im Vergleich zum flachen Paneeläquivalent, wodurch Flansche hocheffiziente Versteifungselemente sind.
Der Übergang zwischen Paneel und Flansch erfordert eine sorgfältige Auswahl des Radius, um Spannungskonzentrationen zu vermeiden und gleichzeitig eine maximale Steifigkeitsübertragung zu gewährleisten.Eckenaussparungskonstruktionen werden an Flanschübergängen kritisch, wo Materialflussbeschränkungen Risse oder unvollständige Formgebung verursachen können.
| Flanschkonfiguration | Steifigkeitsmultiplikator | Umformkomplexität | Materialausnutzung | Kostenauswirkung |
|---|---|---|---|---|
| Einfache 90°-Biegung | 8-10x | Niedrig | 95% | +15% |
| Gesäumter Rand | 12-15x | Hoch | 85% | +35% |
| Rückflansch | 6-8x | Mittel | 90% | +25% |
| Zusammengesetzte Biegung | 15-20x | Sehr hoch | 80% | +50% |
Flansch-Paneel-Integration
Die Übergangszone zwischen Paneel und Flansch stellt ein kritisches Konstruktionselement dar, das die gesamte Versteifungseffektivität bestimmt. Scharfe Übergänge erzeugen Spannungskonzentrationen, die zu Ermüdungsbrüchen führen können, während übermäßig allmähliche Übergänge die Steifigkeitsvorteile reduzieren.
Optimale Biegeradien für Aluminiumlegierungen liegen im Bereich vom 1,0-2,0-fachen der Materialstärke, wodurch ein ausreichender Materialfluss gewährleistet und gleichzeitig eine enge Eckdefinition beibehalten wird. Größere Radien verbessern die Formbarkeit, reduzieren aber die Effizienz der Steifigkeitsübertragung, was eine sorgfältige Abwägung basierend auf den Anwendungsanforderungen erfordert.
Die mehrstufige Flanschformgebung ermöglicht komplexe Profile, die die Steifigkeit maximieren und gleichzeitig die Fertigungsbeschränkungen berücksichtigen. Progressive Werkzeugfolgen können Verbundflansche mit variablen Höhen und integrierten Befestigungsmerkmalen erzeugen, obwohl die Werkzeugkosten proportional zur Komplexität steigen.
Auswirkungen der Materialauswahl auf die Leistung der Versteifung
Die Materialeigenschaften bestimmen grundlegend die Effektivität der Versteifung und die Fertigungsanforderungen. Elastizitätsmodul, Streckgrenze und Formbarkeitseigenschaften beeinflussen die Konstruktionsparameter und Kostenoptimierungsstrategien direkt.
Aluminiumlegierungen dominieren Blechanwendungen aufgrund ihres ausgezeichneten Verhältnisses von Festigkeit zu Gewicht und ihrer Korrosionsbeständigkeit. Unterschiedliche Legierungszusammensetzungen weisen jedoch unterschiedliche Reaktionen auf die Versteifungsintegration auf:
6061-T6 Aluminium bietet ein optimales Gleichgewicht zwischen Formbarkeit und Festigkeit für die meisten Versteifungsanwendungen. Das Material akzeptiert problemlos komplexe Biegesequenzen und behält gleichzeitig vorhersehbare Rückfederungseigenschaften bei. Die Kaltverfestigung während der Formgebung kann die lokale Streckgrenze in Regionen mit hoher Dehnung um 10-15 % erhöhen.
7075-T6 Aluminium bietet überlegene Festigkeitseigenschaften, stellt aber aufgrund der reduzierten Duktilität Herausforderungen bei der Formgebung dar. Die Konstruktion der Versteifung muss höhere Formkräfte und potenzielle Risse an scharfen Übergängen berücksichtigen. Das Material zeichnet sich in Anwendungen aus, bei denen maximale Festigkeits-Gewichts-Verhältnisse eine erhöhte Fertigungskomplexität rechtfertigen.
5052-H32 Aluminium weist eine ausgezeichnete Formbarkeit, aber geringere Festigkeitseigenschaften auf, die größere Versteifungsabmessungen für eine äquivalente Leistung erfordern. Diese Legierung eignet sich für Anwendungen, bei denen die komplexe Geometrie Vorrang vor den höchsten Festigkeitsanforderungen hat.
Korrosionsüberlegungen für versteifte Paneele
Die Integration der Versteifung schafft geometrische Merkmale, die Feuchtigkeit einschließen und Korrosionsprozesse beschleunigen können, insbesondere in Außenanwendungen. Die Konstruktionsstrategien müssen sowohl die Materialauswahl als auch die Anforderungen an die Schutzbeschichtung berücksichtigen.
Verzinkte Stahlalternativen bieten eine verbesserte Korrosionsbeständigkeit, erfordern aber aufgrund der Beschichtungsdicke und Sprödigkeit unterschiedliche Formgebungsparameter und Konstruktionsansätze für die Versteifung.
Entwässerungsvorkehrungen werden bei Rippenpaneelkonstruktionen kritisch, wo sich Feuchtigkeit auf horizontalen Oberflächen ansammeln kann. Integrieren Sie Ablauflöcher mit einem Mindestdurchmesser von 3 mm an tiefen Stellen, die so positioniert sind, dass sie die strukturelle Integrität nicht beeinträchtigen und gleichzeitig eine effektive Wasserableitung gewährleisten.
Integration des Herstellungsprozesses
Die Herstellungsmethoden der Versteifung beeinflussen die Konstruktionsmachbarkeit, die Kostenstrukturen und die Qualitätsauswirkungen erheblich. Die Auswahl zwischen Formgebung, Bearbeitung und Hybridansätzen hängt von den Produktionsvolumina, den Toleranzanforderungen und der geometrischen Komplexität ab.
Das Abkanten stellt den kostengünstigsten Ansatz für einfache Rippen- und Flanschgeometrien dar. Standardwerkzeuge ermöglichen Biegeradien von 0,5-6,0 mm mit einer Wiederholgenauigkeit von ±0,1 mm. Komplexe Mehrfachbiegesequenzen erfordern eine sorgfältige Werkzeugplanung, um Interferenzprobleme zu vermeiden und die Maßgenauigkeit zu gewährleisten.
Die progressive Werkzeugformgebung ermöglicht eine hohe Volumenproduktion mit integrierten Stanz-, Form- und Trimmarbeiten. Anfangsinvestitionen in Werkzeuge von 15.000-50.000 € erfordern Produktionsvolumina von mehr als 10.000 Stück für eine wirtschaftliche Rechtfertigung, aber die Stückkosten können je nach Komplexität auf 0,50-2,00 € sinken.
Die CNC-Bearbeitung bietet höchste Flexibilität für die Prototypenentwicklung und die Kleinserienfertigung. Komplexe Rippenprofile mit unterschiedlichen Höhen und integrierten Befestigungsmerkmalen sind problemlos realisierbar, aber Materialverschwendung und Zykluszeiten beschränken die wirtschaftliche Rentabilität auf Spezialanwendungen.
| Herstellungsverfahren | Einrichtungskosten (€) | Stückkostenbereich (€) | Vorlaufzeit | Designflexibilität | Volumenschwelle |
|---|---|---|---|---|---|
| Abkantpressen | 200-500 | 2.50-8.00 | 3-5 Tage | Mittel | 50-1000 Stück |
| Folgeverbundwerkzeug | 15.000-50.000 | 0.50-2.00 | 6-8 Wochen | Hoch | 10.000+ Stück |
| CNC-Bearbeitung | 100-300 | 8.00-25.00 | 1-2 Tage | Sehr hoch | 1-500 Stück |
| Innenhochdruckumformung | 5.000-15.000 | 3.00-7.00 | 4-6 Wochen | Hoch | 1.000+ Stück |
Qualitätskontrolle und Maßprüfung
Die Inspektion von versteiften Paneelen erfordert spezielle Messtechniken, um sowohl die geometrische Genauigkeit als auch die strukturelle Leistung zu überprüfen. Koordinatenmessmaschinen (KMM) bieten eine präzise Maßprüfung, erfordern aber möglicherweise kundenspezifische Vorrichtungen für komplexe Geometrien.
Die Ebenheitsmessung wird für Paneele mit integrierten Versteifungen kritisch, wo sich lokale Verformungen über ungesteifte Bereiche ausbreiten können. Laserscannersysteme ermöglichen eine schnelle Oberflächenprofilierung mit einer Auflösung von bis zu 0,01 mm, wodurch potenzielle Probleme mit Ölbeulung vor der Endmontage erkannt werden können.
Die Belastungsprüfung validiert die Leistung der Versteifung unter Betriebsbedingungen. Einfach gelagerte Balkenprüfungen mit verteilten Lasten simulieren die tatsächlichen Einsatzbedingungen und liefern gleichzeitig quantitative Auslenkungsmessungen zur Konstruktionsverifizierung.
Für hochpräzise Ergebnisse,Holen Sie sich ein Angebot in 24 Stunden von Microns Hub.
Strategien zur Kostenoptimierung
Die Kostenoptimierung der Versteifung erfordert ein Gleichgewicht zwischen Materialverbrauch, Fertigungskomplexität und Leistungsanforderungen. Die Gesamtkosten umfassen Rohstoffe, Verarbeitungsvorgänge, Werkzeugamortisation und Qualitätsprüfungsaktivitäten.
Die Effizienz der Materialausnutzung beeinflusst die Projektwirtschaftlichkeit erheblich. Verschachtelte Layouts für das Laserschneiden können eine Materialausnutzung von 85-95 % erreichen, während komplexe Werkzeugformgebungsvorgänge aufgrund von Skelettanforderungen und Trimmarbeiten 15-20 % verschwenden können.
Die Standardisierung der Versteifung reduziert die Werkzeugkosten und verbessert die Fertigungseffizienz. Die Entwicklung von Familien von Rippenprofilen und Flanschkonfigurationen ermöglicht die Werkzeugwiederverwendung über mehrere Projekte hinweg und erhält gleichzeitig die Konstruktionsflexibilität für spezifische Anwendungen.
Volumenkonsolidierungsstrategien können die Stückkosten senken, indem mehrere Teilenummern zu einzelnen Produktionsläufen zusammengefasst werden. Die Lagerhaltungskosten und die Lieferanforderungen der Kunden müssen jedoch gegen die Fertigungsvorteile durch Skaleneffekte abgewogen werden.
Prinzipien des Design for Manufacturing
DFM-Prinzipien für versteifte Paneele konzentrieren sich auf die Reduzierung der Fertigungskomplexität bei gleichzeitiger Aufrechterhaltung der strukturellen Leistung. Zu den wichtigsten Überlegungen gehören die Optimierung der Biegesequenz, die Werkzeugzugänglichkeit und die Minimierung sekundärer Vorgänge.
Die Planung der Biegesequenz verhindert Werkzeuginterferenzen und gewährleistet die Maßgenauigkeit während des gesamten Formgebungsprozesses. Komplexe Teile erfordern möglicherweise mehrere Aufspannungen mit zwischenzeitlichen Glühvorgängen, um Kaltverfestigung und Risse zu vermeiden.
Die Merkmalskonsolidierung eliminiert sekundäre Vorgänge, indem Befestigungslöcher, Schlitze und andere Merkmale in primäre Formgebungsvorgänge integriert werden. Dieser Ansatz reduziert die Handhabungskosten und verbessert die Maßbeziehungen zwischen kritischen Merkmalen.
Fortschrittliche Versteifungstechniken
Über traditionelle Rippen und Flansche hinaus adressieren fortschrittliche Versteifungstechniken spezielle Anforderungen für gewichtskritische Anwendungen, extreme Belastungsbedingungen und ästhetische Einschränkungen.
Die Sickenversteifung erzeugt lineare Verstärkungselemente durch kontrollierte Verformung ohne Materialzugabe. Sickenprofile messen typischerweise 2-5 mm in der Höhe mit allmählichen Übergängen, um Spannungskonzentrationen zu minimieren. Diese Technik eignet sich für Anwendungen, bei denen hervorstehende Rippen die Montage oder die ästhetischen Anforderungen beeinträchtigen.
Die Prägeversteifung beinhaltet die lokale Materialverdrängung, um flache Verstärkungsmuster zu erzeugen. Der Prozess erfordert höhere Formkräfte, erzeugt aber praktisch unsichtbare Versteifungselemente, die ideal für erscheinungskritische Anwendungen sind. Prägetiefen von 0,3-0,8 mm bieten eine messbare Steifigkeitsverbesserung und erhalten gleichzeitig die Oberflächenkontinuität.
Die Sandwichbauweise mit Wabenkern stellt den ultimativen Versteifungsansatz für gewichtskritische Anwendungen dar. Aluminiumwabenkerne bieten außergewöhnliche Steifigkeits-Gewichts-Verhältnisse, erfordern aber spezielle Klebeverfahren und Umweltabdichtungsüberlegungen.
Integrierte Konstruktionsansätze
Moderne Versteifungsstrategien integrieren mehrere Verstärkungstechniken, um die Leistung zu optimieren und gleichzeitig die Fertigungskomplexität zu minimieren. Hybridansätze kombinieren Rippen, Flansche und geformte Merkmale in koordinierten Designs, die die strukturelle Effizienz maximieren.
Die FEA-Optimierung ermöglicht eine leistungsbasierte Platzierung der Versteifung, die den Materialverbrauch minimiert und gleichzeitig die Auslenkungskriterien erfüllt. Topologieoptimierungsalgorithmen können optimale Verstärkungsorte identifizieren, die durch traditionelle Konstruktionsansätze möglicherweise nicht intuitiv sind.
Wenn Sie bei Microns Hub bestellen, profitieren Sie von direkten Herstellerbeziehungen, die eine überlegene Qualitätskontrolle und wettbewerbsfähige Preise im Vergleich zu Marktplatzplattformen gewährleisten. Unsere technische Expertise und unser personalisierter Serviceansatz bedeuten, dass jedes Projekt die Aufmerksamkeit erhält, die es verdient, von der ersten Designberatung bis zur abschließenden Qualitätsprüfung.
Additive Fertigungstechniken ermöglichen komplexe interne Versteifungsgeometrien, die durch konventionelle Formgebungsverfahren unmöglich sind. 3D-gedruckte Versteifungselemente können mit traditionellen Blechkomponenten integriert werden, um Hybridstrukturen mit optimierten Leistungsmerkmalen zu schaffen.
Leistungsvalidierung und -prüfung
Die Leistungsvalidierung von versteiften Paneelen erfordert umfassende Prüfprotokolle, die sowohl die unmittelbare strukturelle Leistung als auch die langfristigen Haltbarkeitseigenschaften überprüfen. Die Prüfmethoden müssen die tatsächlichen Einsatzbedingungen simulieren und gleichzeitig quantitative Daten zur Konstruktionsoptimierung liefern.
Statische Belastungsprüfungen liefern grundlegende Steifigkeitsmessungen unter kontrollierten Bedingungen. Drei-Punkt- und Vier-Punkt-Biegeprüfungen quantifizieren die Last-Auslenkungs-Beziehungen und identifizieren gleichzeitig Ausfallmodi und ultimative Kapazitätsgrenzen. Die Prüfvorrichtungen müssen verschiedene Paneelgeometrien aufnehmen und gleichzeitig konsistente Randbedingungen aufrechterhalten.
Dynamische Prüfungen bewerten die Reaktion von versteiften Paneelen auf Vibrationen und Stoßbelastungen. Die Modalanalyse identifiziert Eigenfrequenzen und Modenformen, die in der Betriebsumgebung zu Resonanzproblemen führen könnten. Stoßprüfungen validieren die Schadensbeständigkeit und die Energieabsorptionseigenschaften für Transport- und Handhabungsszenarien.
Ermüdungsprüfungen werden für versteifte Paneele, die zyklischen Belastungsbedingungen ausgesetzt sind, kritisch. Die Entwicklung von S-N-Kurven für spezifische Versteifungskonfigurationen ermöglicht die Vorhersage der Lebensdauer und die Optimierung der Wartungsplanung. Die Prüfparameter müssen die tatsächlichen Lastspektren und Umgebungsbedingungen widerspiegeln, die im Betrieb zu erwarten sind.
Durch unsere Fertigungsdienstleistungen stellen wir sicher, dass jedes versteifte Paneel die angegebenen Leistungskriterien durch strenge Prüf- und Qualitätssicherungsprotokolle erfüllt oder übertrifft.
Häufig gestellte Fragen
Welches Verhältnis von Dicke zu Spannweite erfordert typischerweise eine Versteifung, um Ölbeulung zu verhindern?
Paneele mit einem Verhältnis von Dicke zu Spannweite unter 1:150 erfordern im Allgemeinen eine Versteifung für Aluminiumlegierungen. Beispielsweise sollte ein 300 mm breites Paneel mindestens 2,0 mm dick sein, um Ölbeulung zu vermeiden, oder Rippen/Flansche einbauen, wenn dünneres Material erforderlich ist. Stahlpaneele können aufgrund des höheren Elastizitätsmoduls Verhältnisse von bis zu 1:200 tolerieren.
Wie viel Steifigkeitsverbesserung können Rippen im Vergleich zu flachen Paneelen bieten?
Richtig konstruierte Rippen können die Paneelsteifigkeit um 300-400 % erhöhen und gleichzeitig nur 10-15 % Materialkosten verursachen. Eine 5 mm hohe Rippe in 2,0 mm Aluminium kann eine äquivalente Steifigkeit wie ein 4,5 mm massives Paneel bieten, was in großen Paneelanwendungen erhebliche Gewichts- und Kosteneinsparungen bedeutet.
Welche minimale Flanschbreite ist für eine effektive Versteifung erforderlich?
Die minimale effektive Flanschbreite entspricht dem 3-fachen der Materialstärke plus Biegeradius. Für 2,0 mm Aluminium mit 2,0 mm Biegeradius beträgt die minimale Flanschbreite 8,0 mm. Breiten von 10-15 mm bieten jedoch eine bessere Steifigkeitserhöhung und einfachere Fertigungstoleranzen.
Können Versteifungen zu bestehenden Paneelen hinzugefügt werden, ohne dass eine vollständige Neukonstruktion erforderlich ist?
Ja, eine nachträgliche Versteifung ist durch Kleben oder mechanisches Anbringen externer Rippen möglich. Strukturklebstoffe wie 3M VHB oder Loctite Strukturacrylate können Aluminiumversteifungen mit Festigkeiten von mehr als 15 MPa verkleben. Integrierte Konstruktionsansätze bieten jedoch in der Regel eine bessere Leistung und Ästhetik.
Wie beeinflussen die Umgebungsbedingungen die Anforderungen an die Konstruktion der Versteifung?
Temperaturschwankungen verursachen unterschiedliche Ausdehnungen, die die Versteifungsbefestigungen belasten können. Konstruieren Sie Dehnungsfugen oder flexible Verbindungen für Temperaturbereiche über 50 °C. Außenanwendungen erfordern Entwässerungsvorkehrungen und Korrosionsschutz. UV-Exposition kann Klebeverbindungen abbauen, was mechanische Backup-Systeme erfordert.
Welche Fertigungstoleranzen sind für Rippenpaneele erreichbar?
Das Abkanten hält eine Maßtoleranz von ±0,1 mm für einfache Rippengeometrien ein. Progressive Werkzeugvorgänge erreichen eine Wiederholgenauigkeit von ±0,05 mm, erfordern aber höhere Werkzeuginvestitionen. CNC-gefräste Rippen können ±0,02 mm halten, kosten aber 3-4 Mal mehr als geformte Alternativen.
Wie beeinflusst die Materialfaserrichtung die Leistung der Versteifung?
Das Biegen parallel zur Faserrichtung (mit der Faser) bietet eine 10-15 % bessere Formbarkeit, aber eine leicht reduzierte Festigkeit senkrecht zur Biegeachse. Für maximale Steifigkeit richten Sie die Rippen nach Möglichkeit senkrecht zur Walzrichtung aus. Das Biegen quer zur Faser erfordert größere Biegeradien, um Risse zu vermeiden, bietet aber isotrope Festigkeitseigenschaften.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece