Eckentlastungsdesigns: Rechteckige vs. kreisförmige Entlastungen für saubere Biegungen
Das Eckentlastungsdesign stellt eine der wichtigsten Entscheidungen in der Blechfertigung dar, die sich direkt auf die Biegequalität, die Werkzeuglebensdauer und die Produktionseffizienz auswirkt. Die Wahl zwischen rechteckigen und kreisförmigen Eckentlastungen bestimmt nicht nur die ästhetische Oberfläche, sondern auch die strukturelle Integrität und Herstellbarkeit gebogener Bauteile.
Wichtigste Erkenntnisse:
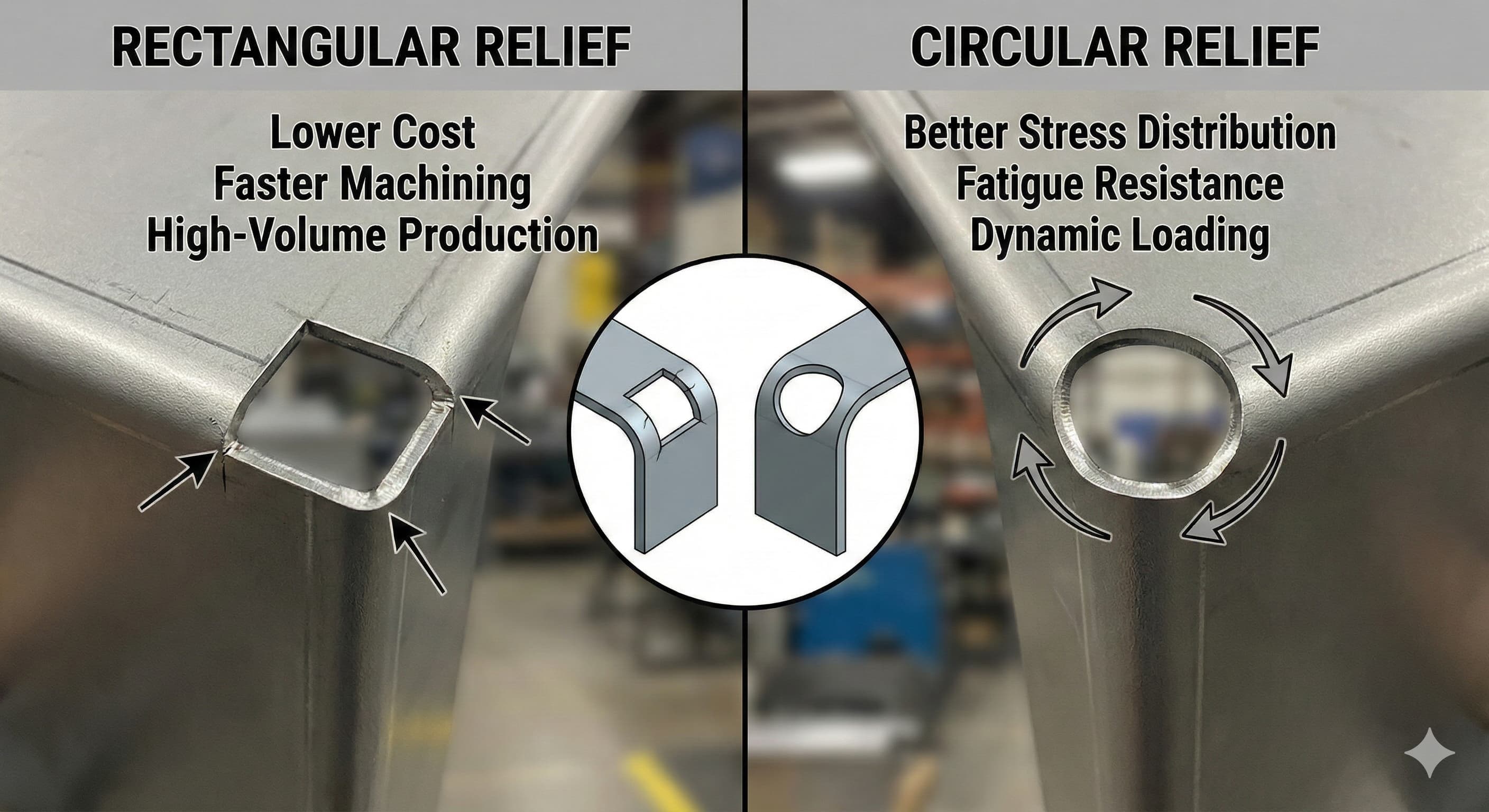
- Rechteckige Entlastungen bieten eine überlegene Materialökonomie und schnellere Bearbeitungszeiten, wodurch sie sich ideal für die Massenproduktion eignen
- Kreisförmige Entlastungen bieten eine bessere Spannungsverteilung und Dauerfestigkeit, was für Anwendungen mit dynamischer Belastung entscheidend ist
- Die Entlastungsabmessungen müssen den ISO 2768-Richtlinien entsprechen, wobei die typischen Tiefen je nach Materialstärke zwischen 0,5 mm und 2,0 mm liegen
- Das richtige Entlastungsdesign kann die Eckrissbildung in Materialien wie Al 6061-T6 und Edelstahl 304 um bis zu 85 % reduzieren
Grundlagen der Eckentlastung verstehen
Eckentlastungen dienen als Merkmale zur Steuerung der Spannungskonzentration in Blechkonstruktionen und verhindern Materialansammlungen und Risse während des Biegeprozesses. Wenn sich zwei Biegelinien schneiden, entsteht durch das überlappende Material eine geometrische Unmöglichkeit, die durch strategischen Materialabtrag behoben werden muss.
Die Physik hinter der Notwendigkeit von Eckentlastungen beruht auf dem grundlegenden Verhalten von Metall während der plastischen Verformung. Beim Biegen von Blech erfahren die äußeren Fasern Zugspannung, während die inneren Fasern zusammengedrückt werden. An Eckpunkten wird dieses Spannungsmuster komplex und erzeugt multidirektionale Kräfte, die die Zugfestigkeit des Materials überschreiten können.
Die ISO 2768-Normen legen Mindestentlastungsabmessungen basierend auf den Beziehungen zwischen Materialstärke und Biegeradius fest. Für Materialien mit einer Dicke (t) zwischen 0,5 mm und 3,0 mm sollte die Entlastungstiefe 1,5 t + Biegeradius betragen, während die Entlastungsbreite die Biegezugabeberechnungen berücksichtigen muss, um Interferenzen zu vermeiden.
Die Materialeigenschaften beeinflussen die Anforderungen an das Entlastungsdesign erheblich. Hochfeste Legierungen wie Al 7075-T6 erfordern größere Entlastungsabmessungen im Vergleich zu weicheren Materialien wie Al 1100-H14, da sie eine geringere Duktilität und höhere Elastizitätsmodulwerte aufweisen.
Rechteckiges Eckentlastungsdesign
Rechteckige Entlastungen stellen die wirtschaftlichste und am weitesten verbreitete Eckentlastungslösung in der industriellen Blechfertigung dar. Ihre geometrische Einfachheit führt direkt zu Fertigungsvorteilen, insbesondere in Produktionsumgebungen mit hohem Volumen.
Das rechteckige Entlastungsdesign besteht aus zwei senkrechten Schnitten, die sich in einem Winkel von 90 Grad schneiden und einen quadratischen oder rechteckigen Hohlraum an der Eckkreuzung bilden. Standardabmessungen folgen der Formel: Länge (L) = 1,5 t + R + 0,5 mm, Breite (B) = 1,5 t + R + 0,5 mm, wobei t die Materialstärke und R den Biegeradius darstellt.
Zu den Fertigungsvorteilen von rechteckigen Entlastungen gehören die vereinfachte Programmierung für CNC-Stanzvorgänge, der geringere Werkzeugverschleiß aufgrund geradliniger Schneidwege und die schnelleren Zykluszeiten im Vergleich zu gekrümmten Geometrien. Revolverstanzmaschinen können rechteckige Entlastungen mit Standard-Rechteckstempeln ausführen, wodurch der Bedarf an Spezialwerkzeugen entfällt.
Aus struktureller Sicht bieten rechteckige Entlastungen eine angemessene Spannungsentlastung für die meisten Anwendungen, insbesondere für statische Belastungsbedingungen. Die scharfen Ecken erzeugen zwar lokale Spannungskonzentrationen, diese bleiben jedoch in der Regel innerhalb akzeptabler Grenzen für industrielle Standardanwendungen.
| Material Thickness | Recommended Length (mm) | Recommended Width (mm) | Typical Tolerance (±mm) |
|---|---|---|---|
| 0.5mm | 2.0 | 2.0 | 0.05 |
| 1.0mm | 3.5 | 3.5 | 0.08 |
| 1.5mm | 4.75 | 4.75 | 0.10 |
| 2.0mm | 6.0 | 6.0 | 0.13 |
| 3.0mm | 8.5 | 8.5 | 0.15 |
Die Kostenanalyse zeigt, dass rechteckige Entlastungen aufgrund der kürzeren Bearbeitungszeit und der Standardwerkzeuganforderungen in der Regel 15-25 % weniger kosten als kreisförmige Alternativen. Bei Produktionsläufen von mehr als 1.000 Stück wird dieser Kostenunterschied erheblich, was die Wahl von rechteckigen Entlastungen oft auch in Anwendungen rechtfertigt, in denen kreisförmige Designs marginale technische Vorteile bieten könnten.
Kreisförmiges Eckentlastungsdesign
Kreisförmige Eckentlastungen bieten überlegene Spannungsverteilungseigenschaften, wodurch sie die bevorzugte Wahl für Anwendungen mit dynamischer Belastung, Vibrationen oder Ermüdungserscheinungen sind. Die gekrümmte Geometrie eliminiert scharfe Spannungskonzentrationspunkte, die rechteckigen Designs inhärent sind.
Das kreisförmige Entlastungsdesign verwendet einen einzelnen Radiusschnitt, der je nach Materialstärke und Anwendungsanforderungen typischerweise zwischen 2,0 mm und 6,0 mm liegt. Die Radiusberechnung folgt: R = 1,2 × (Materialstärke + Biegeradius) + 1,0 mm, wodurch ein ausreichender Abstand gewährleistet und gleichzeitig die Spannungsflussmuster optimiert werden.
Die Spannungsanalyse mit Finite-Elemente-Methoden zeigt, dass kreisförmige Entlastungen die Spitzenspannungskonzentrationen im Vergleich zu rechteckigen Alternativen um 35-45 % reduzieren. Diese Verbesserung ist in der Luft- und Raumfahrt, der Automobilindustrie und bei medizinischen Geräten von entscheidender Bedeutung, wo die Zuverlässigkeit der Komponenten die Sicherheit direkt beeinflusst.
Die Herstellung kreisförmiger Entlastungen erfordert spezielle Werkzeuge oder zusätzliche Bearbeitungsvorgänge. CNC-Revolverstanzmaschinen benötigen kreisförmige Stempel in verschiedenen Durchmessern, während Laserschneidsysteme jeden Radius ohne Werkzeugbeschränkungen erzeugen können. Diese Flexibilität macht das Laserschneiden besonders attraktiv für Prototypen und Kleinserien.
Für hochpräzise Ergebnisse,Erhalten Sie Ihr individuelles Angebot innerhalb von 24 Stunden von Microns Hub.
Das Materialabtragvolumen bei kreisförmigen Entlastungen übersteigt typischerweise das von rechteckigen Designs um 20-30 %, was eine geringfügige Erhöhung der Materialkosten darstellt, aber potenziell eine deutliche Verbesserung der Bauteillebensdauer. Dieser Kompromiss erweist sich in Anwendungen als lohnenswert, in denen die Austauschkosten die anfänglichen Fertigungsprämien übersteigen.
Vergleichende Analyse: Leistungsmerkmale
Ermüdungsprüfungen zeigen signifikante Leistungsunterschiede zwischen rechteckigen und kreisförmigen Entlastungsdesigns. Komponenten mit kreisförmigen Entlastungen weisen unter zyklischen Belastungsbedingungen eine 40-60 % längere Lebensdauer auf, was insbesondere bei Aufhängungskomponenten in der Automobilindustrie und in der Luft- und Raumfahrt von Bedeutung ist.
Spannungskonzentrationsfaktoren (Kt) liefern quantitative Vergleichskennzahlen. Rechteckige Entlastungen weisen typischerweise Kt-Werte zwischen 2,8 und 3,2 auf, während kreisförmige Entlastungen Kt-Werte von 1,8 bis 2,1 erreichen. Niedrigere Kt-Werte deuten auf eine gleichmäßigere Spannungsverteilung und eine geringere Ausfallwahrscheinlichkeit hin.
| Performance Metric | Rectangular Relief | Circular Relief | Improvement Factor |
|---|---|---|---|
| Stress Concentration (Kt) | 2.8-3.2 | 1.8-2.1 | 35-45% reduction |
| Fatigue Life (cycles) | 50,000-80,000 | 85,000-130,000 | 60-70% increase |
| Manufacturing Time (sec) | 2.5-3.0 | 3.5-4.5 | 40% increase |
| Tool Life (hits) | 100,000-150,000 | 80,000-120,000 | 20% reduction |
| Material Usage (%) | 98.5-99.0 | 97.5-98.0 | 1-1.5% increase |
Auch die Oberflächenbeschaffenheit spricht für kreisförmige Entlastungen, insbesondere bei sichtbaren Anwendungen. Die glatte, gekrümmte Geometrie eliminiert scharfe Kanten, an denen man beim Handhaben oder Montieren hängen bleiben kann, wodurch das Risiko von Schnitten verringert und die allgemeine Sicherheit verbessert wird.
Materialspezifische Überlegungen
Verschiedene Materialien reagieren unterschiedlich auf Eckentlastungsdesigns, was maßgeschneiderte Ansätze für optimale Ergebnisse erfordert. Aluminiumlegierungen, Edelstähle und Baustähle stellen jeweils unterschiedliche Herausforderungen und Chancen dar.
Aluminium 6061-T6 weist eine ausgezeichnete Duktilität auf, wodurch sowohl rechteckige als auch kreisförmige Entlastungen ausreichend funktionieren. Die Neigung des Materials zur Kaltverfestigung macht jedoch kreisförmige Entlastungen für Anwendungen mit wiederholtem Biegen oder Umformen vorzuziehen. Die reduzierten Spannungskonzentrationen tragen dazu bei, die Duktilität während des gesamten Herstellungsprozesses aufrechtzuerhalten.
Edelstahl 304 stellt aufgrund seiner Kaltverfestigungseigenschaften und seiner höheren Festigkeit größere Herausforderungen dar. Kreisförmige Entlastungen werden besonders wichtig, da die verbesserte Spannungsverteilung dazu beiträgt, Mikrorisse zu verhindern, die sich im Laufe der Zeit ausbreiten können. Die Entlastungsabmessungen sollten im Vergleich zu Aluminiumanwendungen um 20-25 % erhöht werden, um der geringeren Duktilität des Materials Rechnung zu tragen.
Hochfeste Stähle erfordern eine sorgfältige Berücksichtigung des Entlastungsdesigns, da ihre begrenzte Duktilität sie anfällig für Risse macht. Kreisförmige Entlastungen mit großzügigen Radien werden oft obligatorisch, trotz der erhöhten Fertigungskomplexität und -kosten.
Integration des Fertigungsprozesses
Das Entlastungsdesign muss nahtlos in die gesamten Fertigungsabläufe integriert werden, um Effizienz und Qualität zu optimieren. Die Wahl zwischen rechteckigen und kreisförmigen Entlastungen beeinflusst die Werkzeugauswahl, die Programmierungskomplexität und die Produktionsreihenfolge.
CNC-Revolverstanzvorgänge bevorzugen rechteckige Entlastungen aufgrund der Verfügbarkeit von Standardwerkzeugen und der einfachen Programmieranforderungen. Die linearen Werkzeugwege reduzieren die Zykluszeit und verlängern die Werkzeuglebensdauer, was insbesondere bei Produktionsläufen mit hohem Volumen wichtig ist. Moderne Revolverstanzmaschinen können jedoch kreisförmige Stempel aufnehmen, was jedoch zusätzliche Werkzeuginvestitionen erfordert.
Laserschneidsysteme bieten eine größere Flexibilität und können jede Entlastungsgeometrie ohne Werkzeugbeschränkungen erzeugen. Dieser Vorteil macht das Laserschneiden für Prototypen und Kleinserien attraktiv, bei denen sich die Werkzeugamortisation als unerschwinglich erweist. Die mit Lasersystemen erreichbare Präzision ermöglicht auch komplexe Entlastungsgeometrien, die rechteckige und kreisförmige Merkmale kombinieren.
Wenn Sie bei Microns Hub bestellen, profitieren Sie von direkten Herstellerbeziehungen, die im Vergleich zu Marktplatzplattformen eine überlegene Qualitätskontrolle und wettbewerbsfähige Preise gewährleisten. Unsere technische Expertise und unser umfassender unser Fertigungsdienstleistungsansatz bedeutet, dass jedes Projekt die Aufmerksamkeit erhält, die es verdient, egal ob Sie einfache rechteckige Entlastungen oder komplexe gekrümmte Geometrien benötigen.
Die Integration mit der Laschen- und Schlitzkonstruktion erfordert eine sorgfältige Koordination der Entlastungsplatzierung und -abmessungen. Die Entlastungen müssen einen ausreichenden Freiraum für Montagevorgänge bieten und gleichzeitig die strukturelle Integrität an den Verbindungsstellen gewährleisten.
Qualitätskontrolle und Inspektion
Die Qualität der Eckentlastung wirkt sich direkt auf die endgültige Bauteilleistung aus, weshalb strenge Inspektionsprotokolle unerlässlich sind. Maßgenauigkeit, Kantenqualität und geometrische Konsistenz müssen überprüft werden, um die Einhaltung der Spezifikationen sicherzustellen.
Die Maßprüfung konzentriert sich auf die Entlastungstiefe, -breite und die Positionsgenauigkeit relativ zu den Biegelinien. Koordinatenmessmaschinen (KMG) bieten die für kritische Anwendungen erforderliche Präzision, obwohl für viele Produktionsumgebungen einfachere Gut/Ausschuss-Lehren ausreichen.
Die Bewertung der Kantenqualität untersucht die Oberflächenrauheit, die Gratbildung und das Potenzial für Mikrorisse. Rechteckige Entlastungen weisen typischerweise eine überlegene Kantenqualität aufgrund der sauberen Scherwirkung des Stanzprozesses auf, während lasergeschnittene kreisförmige Entlastungen möglicherweise sekundäre Entgratungsvorgänge erfordern.
Die Implementierung der statistischen Prozesskontrolle (SPC) trägt dazu bei, eine konsistente Entlastungsqualität während der gesamten Produktionsläufe aufrechtzuerhalten. Zu den wichtigsten Parametern gehören Entlastungsabmessungen, Kantenrauheit und Positionsgenauigkeit, wobei die Kontrollgrenzen basierend auf der Bauteilkritikalität und den Endanwendungsanforderungen festgelegt werden.
Strategien zur Kostenoptimierung
Die Kostenoptimierung erfordert einen Ausgleich zwischen den anfänglichen Herstellungskosten und der langfristigen Bauteilleistung und den Austauschkosten. Diese Analyse wird besonders wichtig für Anwendungen mit hohem Volumen, bei denen sich kleine Stückkostenunterschiede zu erheblichen Summen summieren.
Die direkten Herstellungskosten sprechen für rechteckige Entlastungen, mit typischen Einsparungen von 0,05-0,15 € pro Bauteil im Vergleich zu kreisförmigen Alternativen. Diese Einsparungen resultieren aus kürzeren Zykluszeiten, der Verwendung von Standardwerkzeugen und vereinfachten Programmieranforderungen. Für Produktionsvolumina von mehr als 10.000 Stück jährlich bieten rechteckige Entlastungen oft überzeugende wirtschaftliche Vorteile.
Die Lebenszykluskostenanalyse kann jedoch kreisförmige Entlastungen in Anwendungen bevorzugen, in denen eine verbesserte Dauerfestigkeit die Wartungs- und Austauschhäufigkeit reduziert. Die für die Herstellung kreisförmiger Entlastungen gezahlte Prämie erweist sich oft als lohnenswert, wenn Austauschkosten, Ausfallzeiten und Sicherheitsaspekte in die Gesamtkosten einfließen.
| Production Volume | Rectangular Cost (€/piece) | Circular Cost (€/piece) | Break-even Analysis |
|---|---|---|---|
| 100-500 pieces | 0.45-0.38 | 0.52-0.45 | Rectangular preferred |
| 500-2,000 pieces | 0.35-0.28 | 0.42-0.35 | Application dependent |
| 2,000-10,000 pieces | 0.25-0.20 | 0.32-0.26 | Consider lifecycle costs |
| 10,000+ pieces | 0.18-0.15 | 0.25-0.20 | Rectangular strongly favored |
Fortgeschrittene Designtechniken
Das moderne Eckentlastungsdesign geht über einfache rechteckige oder kreisförmige Geometrien hinaus und umfasst hybride Ansätze, die bestimmte Leistungsmerkmale optimieren. Diese fortschrittlichen Techniken erfordern ausgefeilte Fertigungskapazitäten, können aber für anspruchsvolle Anwendungen überlegene Ergebnisse liefern.
Tränenförmige Entlastungen kombinieren rechteckige und kreisförmige Merkmale, wobei gerade Seiten für die Fertigungseffizienz verwendet werden, während gerundete Enden zur Spannungsreduzierung beitragen. Dieser hybride Ansatz erzielt 70-80 % der Spannungsvorteile kreisförmiger Entlastungen und gleichzeitig 85-90 % der Fertigungseffizienz rechteckiger Entlastungen.
Entlastungen mit variablem Radius passen die kreisförmige Geometrie an, um unterschiedliche Spannungsmuster innerhalb desselben Bauteils zu berücksichtigen. Die Finite-Elemente-Analyse leitet die Radiusoptimierung, wodurch Entlastungsgeometrien entstehen, die auf bestimmte Belastungsbedingungen und Materialeigenschaften zugeschnitten sind.
Mehrstufige Entlastungen integrieren unterschiedliche Geometrien in verschiedenen Tiefen und sorgen so für eine optimale Spannungsverteilung bei gleichzeitiger Minimierung des Materialabtrags. Diese komplexen Geometrien erfordern fortschrittliche Fertigungskapazitäten, können aber Leistungsverbesserungen erzielen, die über die von Ansätzen mit Einzelgeometrie hinausgehen.
Häufig gestellte Fragen
Welche Faktoren bestimmen die Wahl zwischen rechteckigen und kreisförmigen Eckentlastungen?
Die Auswahl hängt von den Anwendungsanforderungen, dem Produktionsvolumen und den Materialeigenschaften ab. Rechteckige Entlastungen eignen sich für die Massenproduktion mit Standardwerkzeugen, während kreisförmige Entlastungen sich in ermüdungskritischen Anwendungen auszeichnen, die eine überlegene Spannungsverteilung erfordern. Materialstärke, Biegeradius und Belastungsbedingungen beeinflussen die optimale Wahl.
Wie skalieren Eckentlastungsabmessungen mit der Materialstärke?
Die Entlastungsabmessungen folgen typischerweise der Formel: Entlastungsgröße = 1,5 × Materialstärke + Biegeradius + 0,5 mm Spielraum. Dickere Materialien erfordern proportional größere Entlastungen, um den erhöhten Materialfluss während des Biegens zu berücksichtigen. Hochfeste Materialien können im Vergleich zu Standardberechnungen 20-25 % größere Entlastungen erfordern.
Können Eckentlastungen nach der anfänglichen Fertigung hinzugefügt werden?
Obwohl technisch möglich, erweist sich das nachträgliche Hinzufügen von Entlastungen als herausfordernd und teuer. Sekundäre Bearbeitungsvorgänge verursachen Rüstkosten und potenzielle Qualitätsprobleme. Optimale Ergebnisse erfordern die Integration der Entlastung während der anfänglichen Fertigungsplanung, um eine ordnungsgemäße Integration in die Fertigungsabläufe und Qualitätskontrollprozesse sicherzustellen.
Welche Inspektionsmethoden überprüfen die Qualität der Eckentlastung?
Die Qualitätsprüfung umfasst die Maßprüfung mit KMG-Systemen oder Gut/Ausschuss-Lehren, die Sichtprüfung auf Kantenqualität und Gratbildung sowie die Funktionsprüfung für kritische Anwendungen. Die statistische Prozesskontrolle überwacht die Entlastungskonsistenz während der gesamten Produktionsläufe, wobei die Kontrollgrenzen auf der Grundlage der Bauteilkritikalität festgelegt werden.
Wie beeinflussen Eckentlastungen die Gesamtbauteilfestigkeit?
Ordnungsgemäß konstruierte Entlastungen verbessern die Bauteilfestigkeit, indem sie Spannungskonzentrationen verhindern, die Risse verursachen könnten. Während Entlastungen Material entfernen, überwiegt die Verbesserung der Spannungsverteilung typischerweise die Auswirkungen der Materialreduzierung. Kreisförmige Entlastungen bieten eine 35-45 % bessere Spannungsverteilung im Vergleich zu rechteckigen Alternativen.
Welche Fertigungsprozesse funktionieren am besten für jeden Entlastungstyp?
Rechteckige Entlastungen optimieren für CNC-Stanzvorgänge mit Standardwerkzeugen, während kreisförmige Entlastungen für Laserschneidsysteme geeignet sind, die geometrische Flexibilität bieten. Das Wasserstrahlschneiden eignet sich effektiv für beide Geometrien, jedoch zu höheren Kosten. Die Prozessauswahl hängt vom Produktionsvolumen, den Präzisionsanforderungen und den verfügbaren Geräten ab.
Gibt es branchenspezifische Präferenzen für Entlastungstypen?
Die Luft- und Raumfahrt- sowie die Medizinindustrie bevorzugen typischerweise kreisförmige Entlastungen für eine überlegene Dauerfestigkeit und Spannungsverteilung. Automobilanwendungen variieren je nach Bauteilfunktion, wobei strukturelle Elemente kreisförmige Entlastungen bevorzugen, während kosmetische Teile oft rechteckige Alternativen verwenden. Elektronikgehäuse verwenden häufig rechteckige Entlastungen für Kosteneffizienz und EMI-Abschirmungskontinuität.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece