K-Faktor erklärt: Biegezugaben für präzises Blech berechnen
Blechverarbeiter, die mit Toleranzen von weniger als ±0,25 mm arbeiten, stehen vor einer grundlegenden Herausforderung: präzise Biegeabmessungen zu erzielen und gleichzeitig die Materialverformung während des Biegeprozesses zu berücksichtigen. Der K-Faktor dient als mathematische Brücke zwischen der Entwicklung von flachen Mustern und der endgültigen gebogenen Geometrie und bestimmt, ob Teile kritische Montageanforderungen erfüllen oder zu kostspieligem Ausschuss werden.
Das Verständnis der K-Faktor-Berechnung ist unerlässlich, wenn Halterungen, Gehäuse und Strukturkomponenten entworfen werden, bei denen die Biegegenauigkeit die Passform und Funktion direkt beeinflusst. Dieser umfassende Leitfaden untersucht die technischen Prinzipien, Berechnungsmethoden und praktischen Anwendungen, die die präzise Blechbearbeitung definieren.
- Der K-Faktor stellt das Verhältnis der Position der neutralen Achse zur Materialstärke dar und liegt typischerweise zwischen 0,25 und 0,50 für gängige Bleche.
- Genaue Berechnungen der Biegezugabe erfordern die Berücksichtigung von Materialeigenschaften, Werkzeuggeometrie und Umformparametern.
- Präzisionsanwendungen erfordern eine empirische K-Faktor-Validierung durch Testbiegungen und Messüberprüfung.
- Fortschrittliche CAD-Systeme integrieren K-Faktor-Datenbanken für die automatisierte Entwicklung von flachen Mustern.
Grundlagen des K-Faktors beim Blechbiegen verstehen
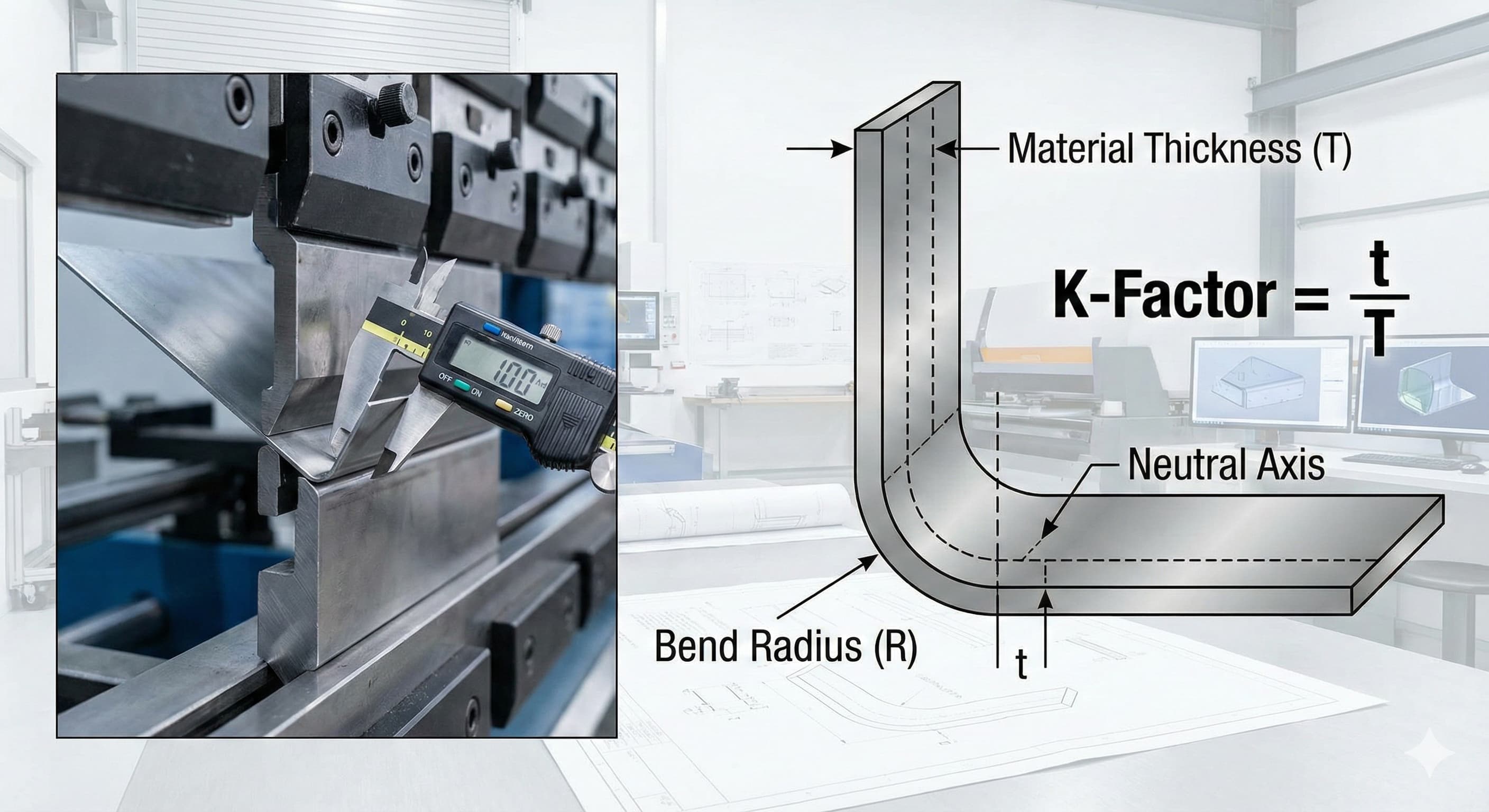
Der K-Faktor quantifiziert die Beziehung zwischen der neutralen Achse eines Materials und seiner Dicke während des Biegeprozesses. Wenn Blech gebogen wird, dehnt sich die äußere Oberfläche, während die innere Oberfläche zusammengedrückt wird, wodurch eine neutrale Achse entsteht, in der die Materiallänge konstant bleibt. Diese Position der neutralen Achse bestimmt die Biegezugabe, die für eine genaue Entwicklung des flachen Musters erforderlich ist.
Mathematisch entspricht der K-Faktor dem Abstand vom inneren Biegeradius zur neutralen Achse, dividiert durch die Materialstärke. Für ein Teil mit einer Dicke von 2,0 mm und einer neutralen Achse, die 0,8 mm von der inneren Oberfläche entfernt ist, ergibt sich ein K-Faktor von 0,40. Dieser dimensionslose Wert bleibt für bestimmte Material-Werkzeug-Kombinationen relativ konstant.
Die Materialeigenschaften beeinflussen die K-Faktor-Werte erheblich. Duktile Materialien wie Aluminium 1100-O weisen aufgrund des stärkeren Materialflusses während der Umformung höhere K-Faktoren (0,45-0,50) auf. Umgekehrt weisen härtere Materialien wie Edelstahl 304 aufgrund der geringeren Verformungseigenschaften typischerweise niedrigere K-Faktoren (0,30-0,40) auf.
Auch die Werkzeuggeometrie beeinflusst die Bestimmung des K-Faktors. Kleinere Stempelradien erzeugen schärfere Biegungen mit niedrigeren K-Faktoren, während größere Radien eine allmähliche Umformung mit höheren Werten fördern. Die Beziehung zwischen Stempelradius und Materialstärke, ausgedrückt als R/T-Verhältnis, bietet eine vorläufige Orientierungshilfe für die K-Faktor-Schätzung.
| Materialqualität | Typischer K-Faktor-Bereich | Zugfestigkeit (MPa) | Formeigenschaften |
|---|---|---|---|
| Aluminium 1100-O | 0,45 - 0,50 | 90 - 165 | Ausgezeichnete Formbarkeit, hohe Duktilität |
| Aluminium 6061-T6 | 0,35 - 0,42 | 310 - 380 | Gute Formbarkeit, moderate Festigkeit |
| Stahl 1008/1010 | 0,40 - 0,45 | 320 - 420 | Gute Formbarkeit, niedriger Kohlenstoffgehalt |
| Edelstahl 304 | 0,30 - 0,40 | 515 - 620 | Moderate Formbarkeit, Kaltverfestigung |
| Edelstahl 316 | 0,32 - 0,42 | 515 - 670 | Bessere Formbarkeit als 304 |
Berechnungsmethoden und Formeln für die Biegezugabe
Die Biegezugabe stellt die Bogenlänge der neutralen Achse durch die Biegezone dar und liefert die kritische Abmessung für die Entwicklung des flachen Musters. Die grundlegende Formel beinhaltet den Biegewinkel, den Innenradius, die Materialstärke und den K-Faktor: BA = (π/180) × (R + K × T) × A, wobei BA der Biegezugabe entspricht, R den Innenradius darstellt, K den K-Faktor bezeichnet, T die Materialstärke angibt und A den Biegewinkel in Grad angibt.
Für eine 90-Grad-Biegung in 1,5 mm Aluminium 6061-T6 mit 3,0 mm Innenradius und einem K-Faktor von 0,38 ergibt die Berechnung: BA = (π/180) × (3,0 + 0,38 × 1,5) × 90 = 9,42 + 0,90 = 10,32 mm. Dieser Wert der Biegezugabe bestimmt die Bogenlänge, die in die Entwicklung des flachen Musters einbezogen werden muss.
Die Methode des Biegeabzugs bietet einen alternativen Ansatz, bei dem der Materiallängenunterschied zwischen dem gebogenen und dem ungebogenen Zustand berechnet wird. Der Biegeabzug entspricht 2 × (äußerer Rücksprung) - Biegezugabe, wobei der äußere Rücksprung den Abstand von der Biegelinie zur äußeren Oberfläche darstellt. Diese Methode erweist sich als besonders nützlich für CAD-Systeme und automatisierte Schachtelungssoftware.
Fortgeschrittene Anwendungen können Biegezugabe-Korrekturfaktoren erfordern, um Federung, Werkzeugverschleiß und Materialschwankungen zu berücksichtigen. Diese Korrekturfaktoren, die typischerweise zwischen 0,95 und 1,05 liegen, optimieren theoretische Berechnungen auf der Grundlage empirischer Tests und Produktionserfahrung.
Mehrfachbiegungen erfordern eine sorgfältige Berücksichtigung der Biegefolge und der Zwischenlängen der flachen Teile. Jede Biegung trägt ihre individuelle Zugabe bei, während die Gesamtabmessungen des Teils beibehalten werden. Komplexe Geometrien mit mehreren Biegungen, Rückbiegungen und Versätzen erfordern systematische Berechnungsansätze, um kumulative Fehler zu vermeiden.
Einfluss der Materialeigenschaften auf die Auswahl des K-Faktors
Die Materialkornstruktur beeinflusst die K-Faktor-Bestimmung und das Biegeverhalten erheblich. Kaltgewalzte Materialien weisen richtungsabhängige Eigenschaften mit unterschiedlichen K-Faktoren parallel und senkrecht zur Walzrichtung auf. Aluminium 6061-T6 kann einen K-Faktor von 0,38 parallel zur Kornrichtung und 0,42 senkrecht dazu aufweisen, was für kritische Anwendungen orientierungsspezifische Berechnungen erfordert.
Die Kaltverfestigungseigenschaften beeinflussen die K-Faktor-Stabilität während der Umformvorgänge. Materialien mit hohen Kaltverfestigungsraten, wie z. B. Edelstahl 301, können je nach Biegegrad und Umformgeschwindigkeit K-Faktor-Schwankungen aufweisen. Die fortschreitende Härtung reduziert den Materialfluss und senkt effektiv die K-Faktoren mit fortschreitender Biegung.
Oberflächenbeschaffenheit und Materialfinish beeinflussen das Biegeverhalten durch Reibungseffekte und Spannungskonzentration. Materialien mit Walzfinish bieten in der Regel eine konsistente K-Faktor-Leistung, während beschichtete oder strukturierte Oberflächen möglicherweise Anpassungsfaktoren erfordern. Vorlackierter Stahl weist aufgrund der Schmierwirkung der Beschichtung oft etwas höhere K-Faktoren auf.
Dickenabweichungen innerhalb der Standardtoleranzen können die K-Faktor-Genauigkeit in Präzisionsanwendungen beeinträchtigen. Materialien, die als 2,0 mm ±0,1 mm spezifiziert sind, können K-Faktor-Schwankungen von ±0,02 aufweisen, was sich potenziell auf die endgültigen Teileabmessungen um 0,05 mm oder mehr in kritischen Biegezonen auswirken kann.
Für hochpräzise Ergebnisse fordern Sie ein kostenloses Angebot an und erhalten Sie innerhalb von 24 Stunden einen Preis von Microns Hub.
| Dickenbereich (mm) | Aluminium 6061-T6 K-Faktor | Stahl 1008 K-Faktor | Edelstahl 304 K-Faktor |
|---|---|---|---|
| 0,5 - 1,0 | 0,33 - 0,38 | 0,35 - 0,42 | 0,27 - 0,33 |
| 1,0 - 2,0 | 0,36 - 0,41 | 0,38 - 0,44 | 0,30 - 0,37 |
| 2,0 - 3,0 | 0,38 - 0,43 | 0,40 - 0,46 | 0,32 - 0,39 |
| 3,0 - 5,0 | 0,40 - 0,45 | 0,42 - 0,48 | 0,34 - 0,41 |
Werkzeugauswirkungen und Überlegungen zur Abkantpresse
Der Stempelspitzenradius beeinflusst die K-Faktor-Werte direkt durch seine Wirkung auf die Biegeformung. Scharfe Stempel mit kleinen Radien konzentrieren die Spannung und reduzieren den Materialfluss, was zu niedrigeren K-Faktoren führt. Umgekehrt fördern größere Stempelradien eine allmähliche Umformung mit höheren K-Faktoren und verbesserter Oberflächenqualität.
Die Matrizenöffnungsweite beeinflusst die Materialunterstützung während des Biegens und beeinflusst die Spannungsverteilung und die Position der neutralen Achse. Die Standardpraxis empfiehlt Matrizenöffnungen von 8 bis 12 Mal der Materialstärke, wobei breitere Öffnungen höhere K-Faktoren fördern. Schmale Matrizen können Bottoming-Effekte verursachen, die die berechneten K-Faktoren künstlich reduzieren.
Bottoming- und Freibiegetechniken erzeugen unterschiedliche K-Faktor-Eigenschaften. Das Freibiegen ermöglicht einen natürlichen Materialfluss mit konsistenten K-Faktoren über verschiedene Winkel hinweg, während das Bottoming eine kontrollierte Verformung erzeugt, die winkelspezifische K-Faktor-Anpassungen erfordern kann. Prägevorgänge weisen aufgrund der Materialkompressionseffekte typischerweise die niedrigsten K-Faktoren auf.
Die Tonnage der Abkantpresse und die Umformgeschwindigkeit beeinflussen den Materialfluss während der Biegevorgänge. Eine unzureichende Tonnage kann zu einer unvollständigen Umformung mit inkonsistenten K-Faktoren führen, während übermäßige Kraft zu Materialausdünnung und veränderten Positionen der neutralen Achse führen kann. Optimale Umformgeschwindigkeiten ermöglichen einen ordnungsgemäßen Materialfluss, ohne Spannungskonzentrationen zu induzieren.
Werkzeugverschleiß beeinträchtigt die Biegekonstanz über Produktionsläufe hinweg. Abgenutzte Stempel können leicht unterschiedliche Biegeradien erzeugen, wodurch sich die K-Faktor-Berechnungen ändern. Regelmäßige Werkzeuginspektionen und Austauschpläne erhalten die K-Faktor-Konstanz für Präzisionsanwendungen, die die Integration von Präzisions-CNC-Bearbeitungsdiensten erfordern.
Empirische K-Faktor-Bestimmung und Testmethoden
Theoretische K-Faktoren bieten Ausgangspunkte für Biegeberechnungen, aber Präzisionsanwendungen erfordern eine empirische Validierung durch systematische Tests. Testbiegeverfahren umfassen das Umformen von Probeteilen mit bekannten Abmessungen, das Messen der tatsächlichen Biegeergebnisse und das Berechnen der effektiven K-Faktoren aus der beobachteten Geometrie.
Das Standardtestverfahren beginnt mit der Vorbereitung von Teststreifen aus Produktionsmaterial, typischerweise 150 mm lang und 25 mm breit. Markieren Sie präzise Biegelinien 50 mm von jedem Ende entfernt, um genaue Messreferenzen zu gewährleisten. Formen Sie 90-Grad-Biegungen mit Produktionswerkzeugen und -einstellungen und halten Sie konsistente Umformparameter ein.
Messtechniken erfordern Präzisionsinstrumente mit einer Auflösung von 0,01 mm. Messen Sie den Innenradius mit Radiuslehren oder optischen Messsystemen und überprüfen Sie die Biegewinkel mit Präzisionswinkelmessern oder Koordinatenmessgeräten. Berechnen Sie den effektiven K-Faktor, indem Sie von den gemessenen Abmessungen zu den theoretischen Anforderungen zurückrechnen.
Mehrere Testproben liefern eine statistische Validierung der K-Faktor-Konstanz. Mindestprobengrößen von 5 Stück pro Material-Werkzeug-Kombination legen zuverlässige Durchschnittswerte und Variationsbereiche fest. Dokumentieren Sie Umgebungsbedingungen, Materialchargennummern und Werkzeugidentifikation zur Rückverfolgbarkeit.
Die Produktionsvalidierung umfasst das Umformen repräsentativer Teile und das Messen kritischer Abmessungen anhand der Konstruktionsanforderungen. Teile, die eine Laschen- und Schlitzkonstruktion erfordern, erfordern besondere Aufmerksamkeit auf die Biegegenauigkeit für eine ordnungsgemäße Montage.
Fortgeschrittene K-Faktor-Anwendungen in CAD/CAM-Systemen
Moderne CAD-Systeme integrieren umfassende K-Faktor-Datenbanken für die automatisierte Entwicklung von flachen Mustern. Diese Datenbanken enthalten empirisch validierte Werte für gängige Material-Werkzeug-Kombinationen, wodurch die Konstruktionszeit verkürzt und die Genauigkeit verbessert wird. Führende Softwarepakete ermöglichen die benutzerdefinierte K-Faktor-Eingabe für spezielle Anwendungen.
Parametrische Konstruktionsansätze verknüpfen K-Faktoren mit Materialeigenschaften und Umformparametern und ermöglichen so automatische Aktualisierungen, wenn Konstruktionsänderungen auftreten. Featurebasierte Modellierungssysteme erkennen Biegefeatures und wenden basierend auf der Materialauswahl und den Werkzeugspezifikationen geeignete K-Faktoren an.
Die CAM-Integration erweitert die K-Faktor-Anwendungen auf die Fertigungsplanung und Qualitätskontrolle. Die CNC-Abkantpressenprogrammierung verwendet K-Faktor-Daten für die automatische Optimierung der Biegefolge und die Werkzeugauswahl. Echtzeit-Winkelkorrektursysteme passen die Umformparameter basierend auf K-Faktor-Vorhersagen und Messrückmeldungen an.
Simulationssoftware integriert Finite-Elemente-Analysen mit K-Faktor-Validierung für komplexe Umformvorgänge. Diese Werkzeuge sagen das Materialverhalten, die Spannungsverteilung und die endgültige Geometrie vor der physischen Prototypenerstellung voraus. Fortschrittliche Simulationen berücksichtigen Materialanisotropie, Kaltverfestigung und Werkzeug-Teil-Interaktionen.
Datenverwaltungssysteme verfolgen die K-Faktor-Leistung über Produktionsläufe hinweg und identifizieren Trends und Optimierungsmöglichkeiten. Statistische Prozesskontrollanwendungen überwachen die Biegegenauigkeit und passen die K-Faktoren zur kontinuierlichen Verbesserung an. Die Integration mit unseren Fertigungsdienstleistungen gewährleistet eine konsistente Qualitätskontrolle während des gesamten Produktionsprozesses.
Qualitätskontrolle und Messüberprüfung
Präzisionsblechanwendungen erfordern strenge Qualitätskontrollverfahren, um die K-Faktor-Genauigkeit und die Biegekonformität zu überprüfen. Statistische Stichprobenpläne basierend auf ISO 2859-1 bieten systematische Inspektionsansätze für die Produktionsvalidierung. Kritische Anwendungen können eine 100%ige Inspektion mit automatisierten Messsystemen erfordern.
Koordinatenmessgeräte (KMGs) bieten die höchste Genauigkeit für die Biegeüberprüfung mit Messunsicherheiten unter ±0,005 mm. Optische Messsysteme bieten schnelle Inspektionsmöglichkeiten für Produktionsumgebungen und kombinieren Geschwindigkeit mit ausreichender Genauigkeit für die meisten Anwendungen. Tragbare Messwerkzeuge ermöglichen die In-Prozess-Überprüfung und schnelles Feedback.
Die Messunsicherheitsanalyse berücksichtigt Instrumentenbeschränkungen, Teileabweichungen und Umgebungseffekte. Typ-A-Unsicherheiten aus der statistischen Analyse wiederholter Messungen werden mit Typ-B-Unsicherheiten aus den Instrumentspezifikationen kombiniert, um die Gesamtmesssicherheit zu bestimmen. Präzisionsanwendungen erfordern Unsicherheitsbudgets, um sicherzustellen, dass die Messfähigkeit die erforderlichen Toleranzen überschreitet.
Prozessfähigkeitsstudien bewerten die K-Faktor-Konstanz über längere Produktionsläufe hinweg. Cp- und Cpk-Berechnungen quantifizieren die Prozessleistung relativ zu den Spezifikationsgrenzen und identifizieren Verbesserungsmöglichkeiten. Regelkarten überwachen wichtige Parameter und erkennen Prozessabweichungen, bevor Qualitätsprobleme auftreten.
Wenn Sie bei Microns Hub bestellen, profitieren Sie von direkten Herstellerbeziehungen, die eine überlegene Qualitätskontrolle und wettbewerbsfähige Preise im Vergleich zu Marktplatzplattformen gewährleisten. Unsere technische Expertise und unser persönlicher Serviceansatz bedeuten, dass jedes Projekt die Aufmerksamkeit erhält, die es verdient, mit umfassender Qualitätsdokumentation und Rückverfolgbarkeit während des gesamten Produktionsprozesses.
| Messmethode | Genauigkeit (mm) | Geschwindigkeit | Beste Anwendung |
|---|---|---|---|
| CMM | ±0,002 | Langsam | Kritische Abmessungen, Kalibrierung |
| Optischer Scanner | ±0,010 | Schnell | Produktionsprüfung |
| Radiuslehren | ±0,025 | Schnell | Werkstattüberprüfung |
| Messschieber | ±0,020 | Schnell | Grundlegende Maßkontrollen |
Kostenoptimierung durch genaue K-Faktor-Anwendung
Die genaue K-Faktor-Bestimmung reduziert Materialverschwendung durch präzise Entwicklung von flachen Mustern. Überschätzte Biegezugaben führen zu übermäßigem Materialverbrauch, während unterschätzte Werte zu kurzen Teilen führen, die Nacharbeit oder Ausschuss erfordern. Eine 2%ige Verbesserung der K-Faktor-Genauigkeit kann den Materialverbrauch bei komplexen Teilen mit mehreren Biegungen um 1-3% reduzieren.
Produktionseffizienzsteigerungen resultieren aus reduzierten Rüstzeiten und weniger iterativen Anpassungen. Genaue K-Faktoren minimieren Trial-and-Error-Ansätze, ermöglichen den Erfolg des ersten Artikels und einen schnelleren Produktionshochlauf. Zeiteinsparungen bei der Prototypenentwicklung und der Produktionsvorbereitung bieten erhebliche Kostenvorteile in wettbewerbsintensiven Märkten.
Die Werkzeugoptimierung durch K-Faktor-Analyse identifiziert die effizientesten Stempel- und Matrizenkombinationen für bestimmte Anwendungen. Die Standardisierung auf bewährte Werkzeugsätze mit validierten K-Faktoren reduziert die Lageranforderungen und verbessert die Konsistenz. Verbesserungen der Werkzeuglebensdauer resultieren aus optimierten Umformparametern und reduzierter Überumformung.
Die Reduzierung der Qualitätskosten durch Fehlervermeidung bietet den größten wirtschaftlichen Einfluss. Ausschussraten unter 1% werden mit ordnungsgemäß validierten K-Faktoren erreichbar, verglichen mit Raten von 5-10% mit theoretischen Werten allein. Reduzierte Inspektionsanforderungen und Garantieansprüche verbessern die Rentabilität weiter.
Vorteile in der Lieferkette ergeben sich aus konsistenter Teilequalität und zuverlässigen Lieferterminen. Kunden schätzen Lieferanten, die Prozesskontrolle und vorhersehbare Ergebnisse demonstrieren. Langfristige Partnerschaften entstehen, wenn Präzisionsanforderungen durch die richtige K-Faktor-Anwendung konsequent erfüllt werden.
Branchenspezifische K-Faktor-Anforderungen
Luft- und Raumfahrtanwendungen erfordern ein Höchstmaß an K-Faktor-Validierung und -Dokumentation. AS9100-Qualitätssysteme erfordern eine vollständige Rückverfolgbarkeit der Umformparameter und eine empirische Validierung für flugkritische Komponenten. Materialzertifizierungen, Werkzeugaufzeichnungen und Prozessparameter müssen die statistische Kontrolle für die Einhaltung gesetzlicher Vorschriften nachweisen.
Die Herstellung von Medizinprodukten erfordert eine K-Faktor-Validierung gemäß den FDA-Qualitätssystemvorschriften. Biokompatible Materialien wie Titan Grade 2 und Edelstahl 316L erfordern aufgrund ihrer einzigartigen Umformeigenschaften eine spezifische K-Faktor-Bestimmung. Die Prozessvalidierung umfasst eine Worst-Case-Analyse und eine Überprüfung der Konstruktionsmarge.
Automobilanwendungen konzentrieren sich auf hohe Volumenkonsistenz und Kostenoptimierung. Statistische Prozesskontrollsysteme überwachen die K-Faktor-Leistung über Millionen von Teilen hinweg und identifizieren subtile Trends und Optimierungsmöglichkeiten. Lieferantenqualitätsvereinbarungen legen K-Faktor-Validierungsanforderungen und fortlaufende Überwachungsprotokolle fest.
Elektronikgehäuse erfordern präzise K-Faktoren für die Wirksamkeit der EMI-Abschirmung und die Komponentenpassung. Dünne Materialien (0,5-1,0 mm) mit engen Biegetoleranzen stellen traditionelle K-Faktor-Ansätze in Frage. Besondere Berücksichtigung der Integration von PEM-Befestigungselementen erfordert koordinierte Konstruktionsansätze.
Architektur- und Bauanwendungen betonen die Wetterabdichtung und den Ausgleich der Wärmeausdehnung. Die Formung großer Paneele mit mehreren Biegungen erfordert eine sorgfältige K-Faktor-Validierung, um kumulative Fehler zu vermeiden. Feldbauüberlegungen beeinflussen Konstruktionsansätze und Toleranzzuweisungsstrategien.
Häufig gestellte Fragen
Welchen K-Faktor sollte ich für 2 mm Aluminium 6061-T6 verwenden?
Für 2 mm Aluminium 6061-T6 beginnen Sie mit einem K-Faktor von 0,38-0,40 für Freibiegevorgänge. Der genaue Wert hängt von Ihrem Stempelradius, der Matrizenöffnung und der Umformgeschwindigkeit ab. Validieren Sie diese anfängliche Schätzung durch Testbiegungen mit Ihren tatsächlichen Werkzeugen und Produktionsparametern, um eine optimale Genauigkeit zu erzielen.
Wie beeinflusst der Stempelradius die K-Faktor-Berechnungen?
Kleinere Stempelradien erzeugen schärfere Biegungen mit niedrigeren K-Faktoren (0,25-0,35), während größere Radien eine allmähliche Umformung mit höheren K-Faktoren (0,40-0,50) fördern. Die Beziehung folgt dem R/T-Verhältnis - Radius geteilt durch Dicke. Halten Sie den Stempelradius mindestens gleich der Materialstärke ein, um konsistente Ergebnisse zu erzielen und Risse zu vermeiden.
Kann ich denselben K-Faktor für verschiedene Biegewinkel verwenden?
Das Freibiegen behält relativ konsistente K-Faktoren über verschiedene Winkel (30-135 Grad) bei, was dies zur bevorzugten Methode für Teile mit variabler Geometrie macht. Bottoming- und Prägevorgänge können aufgrund unterschiedlicher Materialflusseigenschaften winkelspezifische K-Faktoren erfordern. Validieren Sie kritische Winkel immer durch Testteile.
Warum stimmen meine berechneten Abmessungen nicht mit den tatsächlichen gebogenen Teilen überein?
Dimensionsabweichungen resultieren typischerweise aus der Verwendung theoretischer K-Faktoren anstelle von empirisch validierten Werten, Federungseffekten, die in den Berechnungen nicht berücksichtigt werden, oder einer inkonsistenten Werkzeugeinstellung. Messen Sie Ihre tatsächlichen Innenradien und Biegewinkel und berechnen Sie dann effektive K-Faktoren aus realen Teilen, um die Genauigkeit zu verbessern.
Wie oft sollte ich K-Faktoren in der Produktion überprüfen?
Überprüfen Sie die K-Faktoren monatlich für die Massenproduktion oder nach Werkzeugänderungen, Materialchargenänderungen oder Gerätewartungen. Kritische Anwendungen können eine tägliche Überprüfung durch statistische Stichproben erfordern. Führen Sie Regelkarten, um Trends zu erkennen und Qualitätsprobleme zu vermeiden, bevor sie auftreten.
Welche Messgenauigkeit ist für die K-Faktor-Validierung erforderlich?
Die K-Faktor-Validierung erfordert eine Messunsicherheit, die mindestens 10-mal besser ist als Ihre endgültigen Toleranzanforderungen. Verwenden Sie für Teile mit ±0,1 mm Biegetoleranzen Instrumente mit einer Genauigkeit von ±0,01 mm oder besser. KMGs bieten die höchste Genauigkeit, während optische Scanner einen guten Kompromiss zwischen Geschwindigkeit und Präzision für Produktionsumgebungen bieten.
Wie gehe ich mit K-Faktoren für kundenspezifische Legierungen oder exotische Materialien um?
Kundenspezifische Legierungen erfordern eine empirische K-Faktor-Bestimmung durch systematische Tests. Beginnen Sie mit Werten für ähnliche Basismaterialien und führen Sie dann Biegetests über Ihren typischen Dicken- und Radiusbereich durch. Dokumentieren Sie die Materialeigenschaften, einschließlich Zugfestigkeit, Dehnung und Kaltverfestigungseigenschaften, um das K-Faktor-Verhalten vorherzusagen und Prozessfenster festzulegen.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece