Druckguss vs. CNC-Bearbeitung: Wo liegt der Preis-Break-Even-Punkt?
Die Entscheidung zwischen Druckguss und CNC-Bearbeitung hängt im Wesentlichen von der Wirtschaftlichkeit der Produktionsmenge und den Anforderungen an die Teilekomplexität ab. Fertigungsingenieure stehen täglich vor dieser Wahl, doch vielen fehlt der präzise mathematische Rahmen, um den wahren Break-Even-Punkt zu identifizieren, an dem die Werkzeugkosten den Wechsel von der Bearbeitung zum Gießen rechtfertigen.
Diese Analyse untersucht die genauen Mengenschwellen, Kostentreiber und technischen Überlegungen, die bestimmen, wann der Druckguss für Metallkomponenten wirtschaftlicher ist als die CNC-Bearbeitung.
Wichtigste Erkenntnisse
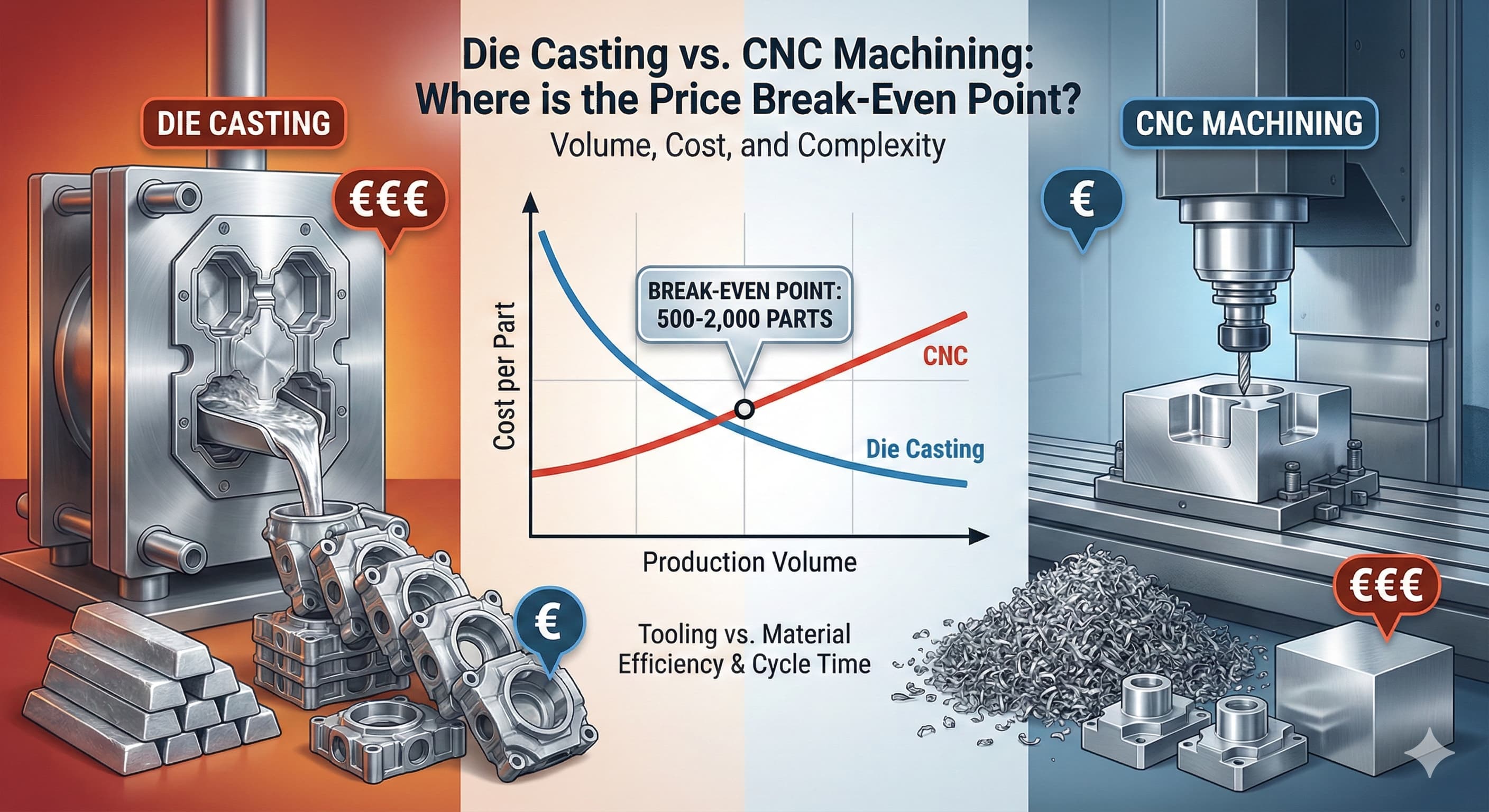
- Der Break-Even liegt typischerweise zwischen 500 und 2.000 Teilen für Aluminiumkomponenten, abhängig von der Teilekomplexität und den Bearbeitungsanforderungen
- Die Kosten für Druckgusswerkzeuge liegen zwischen 15.000 und 80.000 €, während die CNC-Einrichtungskosten 200 bis 1.500 € pro Teiledesign betragen
- Die Materialausnutzungseffizienz begünstigt den Druckguss mit 85-95 % gegenüber der CNC-Bearbeitung mit 20-40 % bei komplexen Geometrien
- Oberflächenbeschaffenheit und Toleranzanforderungen können den Break-Even-Punkt um 200-500 % in beide Richtungen verschieben
Kostenstrukturanalyse: Druckguss vs. CNC-Bearbeitung
Das Verständnis der grundlegenden Kostenstrukturen zeigt, warum Break-Even-Berechnungen je nach Teilespezifikation und Produktionsszenario erheblich variieren.
Kostenkomponenten des Druckgusses
Die Druckgusskosten setzen sich aus drei Hauptelementen zusammen: Werkzeuginvestition, Materialkosten pro Teil und Bearbeitungsgebühren. Die Werkzeuge stellen die größte Vorabinvestition dar und reichen typischerweise von 15.000 € für einfache Aluminiumformen mit einer Kavität bis zu 80.000 € für komplexe Werkzeuge mit mehreren Kavitäten, die Schieber und komplizierte Kerngeometrien erfordern.
Die Materialkosten im Druckguss profitieren von der endkonturnahen Fertigung. Die Aluminiumlegierung A380 (entspricht EN AC-AlSi9Cu3(Fe)) kostet etwa 2,20-2,80 € pro Kilogramm, wobei die Materialausnutzungsrate bei gut konstruierten Teilen 85-95 % beträgt. Der Gießprozess selbst kostet zusätzlich 0,80-2,50 € pro Teil, abhängig von der Zykluszeit und dem Teilegewicht.
Häufig erforderliche Nachbearbeitungen umfassen das Management von Auswerferstiftmarkierungen auf kosmetischen Oberflächen, das Entfernen von Graten und das Bohren von Löchern, die aufgrund von Entformungsschrägen nicht gegossen werden können.
Kostenstruktur der CNC-Bearbeitung
Die Kosten für die CNC-Bearbeitung folgen einem anderen Muster, mit niedrigeren Einrichtungskosten, aber höheren Material- und Bearbeitungskosten pro Teil. Die Einrichtungskosten liegen typischerweise zwischen 200 und 1.500 € pro Teiledesign, einschließlich Programmierung, Werkzeugauswahl und Erstmusterprüfung.
Die Materialkosten bei der CNC-Bearbeitung leiden unter einer erheblichen Abfallerzeugung. Ausgehend von einem Aluminium-Vollmaterial 6061-T6 zum Preis von 4,20-5,50 € pro Kilogramm erfordern komplexe Teile oft das Entfernen von 60-80 % des Ausgangsmaterials, was zu effektiven Materialkosten von 8,50-13,75 € pro Kilogramm fertigem Teilegewicht führt.
Die Bearbeitungszeit korreliert direkt mit der Teilekomplexität. Einfache Teile, die 15-30 Minuten Maschinenzeit bei 45-65 € pro Stunde erfordern, verursachen überschaubare Kosten pro Teil. Komplexe Geometrien, die 2-4 Stunden Bearbeitungszeit erfordern, können jedoch allein bei den Bearbeitungskosten 90-260 € pro Teil erreichen.
| Kostenkomponente | Druckguss | CNC-Bearbeitung | Auswirkung auf den Break-Even-Punkt |
|---|---|---|---|
| Anfängliche Einrichtungskosten | 15.000 € - 80.000 € | 200 € - 1.500 € | Höhere Stückzahlen begünstigen den Guss |
| Materialeffizienz | 85-95% | 20-40% | Deutlicher Vorteil pro Teil |
| Verarbeitungskosten/Teil | 0,80 € - 2,50 € | 11,25 € - 65,00 € | Wichtiger Volumentreiber |
| Sekundäre Operationen | 1,50 € - 8,00 € | 0,50 € - 3,00 € | Moderate Auswirkung |
Mathematische Break-Even-Analyse
Die Break-Even-Punkt-Berechnung erfordert die Feststellung, wann die gesamten Druckgusskosten den gesamten CNC-Bearbeitungskosten über die gesamte Produktionslaufzeit entsprechen.
Grundlegende Break-Even-Formel
Break-Even-Menge = (Druckgusswerkzeugkosten - CNC-Einrichtungskosten) ÷ (CNC-Kosten pro Teil - Druckgusskosten pro Teil)
Für ein typisches Aluminiumgehäuseteil mit einem Gewicht von 250 Gramm:
Druckguss-Szenario:
- Werkzeugkosten: 35.000 €
- Materialkosten pro Teil: 0,55 € (250 g × 2,20 €/kg)
- Bearbeitungskosten: 1,20 €
- Nachbearbeitungen: 2,80 €
- Gesamt pro Teil: 4,55 €
CNC-Bearbeitungs-Szenario:
- Einrichtungskosten: 800 €
- Materialkosten pro Teil: 2,65 € (625 g Rohling × 4,25 €/kg, 40 % Ausnutzung)
- Bearbeitungskosten: 28,50 € (38 Minuten × 45 €/Stunde)
- Nachbearbeitungen: 1,20 €
- Gesamt pro Teil: 32,35 €
Break-Even-Berechnung: (35.000 € - 800 €) ÷ (32,35 € - 4,55 €) = 1.230 Teile
Volumenbasierte Kostenszenarien
Die tatsächlichen Break-Even-Punkte variieren erheblich je nach Teilekomplexität und Spezifikationsanforderungen. Einfache Halterungen und Gehäuse erreichen den Break-Even typischerweise zwischen 500 und 1.200 Teilen, während komplexe Baugruppen mit komplizierten internen Merkmalen den Druckguss möglicherweise erst ab 3.000 bis 5.000 Teilen rechtfertigen.
| Teilekomplexität | Werkzeugkostenbereich | Break-Even-Volumen | Beispielanwendungen |
|---|---|---|---|
| Einfach (Grundlegende Geometrie) | 15.000 € - 25.000 € | 400-800 Teile | Halterungen, einfache Gehäuse |
| Mittel (Einige Merkmale) | 25.000 € - 45.000 € | 800-1.800 Teile | Elektronikgehäuse |
| Komplex (Mehrere Schieber) | 45.000 € - 80.000 € | 1.500-4.000 Teile | Automobilkomponenten |
| Sehr komplex | 80.000 €+ | 3.000+ Teile | Getriebegehäuse |
Für hochpräzise Ergebnisse, Erhalten Sie ein Angebot in 24 Stunden von Microns Hub.
Technische Faktoren, die Break-Even-Berechnungen beeinflussen
Mehrere technische Überlegungen können Break-Even-Berechnungen dramatisch über die einfache Mengenwirtschaftlichkeit hinaus verschieben.
Toleranz- und Oberflächenbeschaffenheitsanforderungen
Enge Toleranzanforderungen begünstigen die CNC-Bearbeitung, insbesondere für Abmessungen, die ±0,025 mm oder besser erfordern. Der Druckguss erreicht typischerweise ±0,1 mm bei Abmessungen außerhalb der Trennebene, wobei Abmessungen an der Trennebene unter optimalen Bedingungen ±0,2 mm betragen.
Kritische Abmessungen erfordern oft Nachbearbeitungen nach dem Gießen, die je nach Komplexität der Einrichtung 3,50-12,00 € pro Teil kosten. Wenn mehr als 30 % der Teilemerkmale eine sekundäre Bearbeitung erfordern, kann sich der Break-Even-Punkt für dasselbe Bauteil von 1.200 Teilen auf 2.800 Teile verschieben.
Auch die Anforderungen an die Oberflächenbeschaffenheit wirken sich auf die Wirtschaftlichkeit aus. Der Druckguss erzeugt naturgemäß Oberflächen mit Ra 1,6-3,2 μm, während die CNC-Bearbeitung direkt Ra 0,8-1,6 μm erreichen kann. Kosmetische Anwendungen, die Ra 0,4 μm oder besser erfordern, erfordern zusätzliche Polierarbeiten, die 8,50-25,00 € pro Teil kosten.
Auswirkungen der Materialauswahl
Die Materialauswahl beeinflusst Break-Even-Berechnungen erheblich, sowohl durch Rohmaterialkosten als auch durch Bearbeitungsüberlegungen. Die Aluminiumlegierungen A380 und A383 (EN AC-AlSi9Cu3(Fe) und EN AC-AlSi10Mg(Cu)) bieten eine ausgezeichnete Gießbarkeit zu 2,20-2,80 € pro Kilogramm, während hochfeste Alternativen wie A357 (EN AC-AlSi7Mg0.3) 3,20-4,10 € pro Kilogramm kosten.
Für Anwendungen, die eine T6-Wärmebehandlung für strukturelle Anwendungen erfordern, müssen zusätzliche Kosten von 2,80-5,20 € pro Teil in Break-Even-Berechnungen einbezogen werden.
Die CNC-Bearbeitung bietet eine größere Materialflexibilität, einschließlich Sorten wie 6061-T6, 7075-T6 und 2024-T4, die nicht im Druckgussverfahren hergestellt werden können. Exotische Legierungen können jedoch 8,50-18,00 € pro Kilogramm kosten, was den Druckguss für die Massenproduktion weiter begünstigt.
| Materialqualität | Druckguss-Eignung | Kosten pro kg | Break-Even-Auswirkung |
|---|---|---|---|
| A380 (AlSi9Cu3) | Ausgezeichnet | 2,20 € - 2,80 € | Grundlinie |
| A356 (AlSi7Mg0.3) | Gut | 2,80 € - 3,60 € | +15% Volumen |
| 6061-T6 | Nicht geeignet | 4,20 € - 5,50 € | Nur CNC |
| 7075-T6 | Nicht geeignet | 8,50 € - 12,00 € | Nur CNC |
Produktionsvolumenszenarien und Entscheidungsbäume
Verschiedene Produktionsszenarien erfordern maßgeschneiderte Analyseansätze, um optimale Fertigungsmethoden zu bestimmen.
Kleinserienproduktion (50-500 Teile)
Die Kleinserienproduktion begünstigt fast immer die CNC-Bearbeitung aufgrund von Herausforderungen bei der Amortisation der Werkzeugkosten. Selbst einfache Druckgusswerkzeuge, die 15.000 € kosten, verursachen allein Werkzeugkosten von 30-300 € pro Teil, bevor Bearbeitungskosten berücksichtigt werden.
Ausnahmen treten auf, wenn Teile umfangreiche Bearbeitungen erfordern, die 3-4 Stunden pro Teil überschreiten, oder wenn der Materialabfall 85-90 % des Ausgangsgewichts des Rohlings erreicht. In diesen Szenarien können selbst kleine Mengen von 200-300 Teilen einfache Gießwerkzeuge rechtfertigen.
Prototypen- und Vorserien profitieren von der Flexibilität der CNC-Bearbeitung, die Designiterationen ohne Werkzeugänderungen ermöglicht. Einrichtungskosten von 200-800 € pro Designänderung bleiben im Vergleich zu 5.000-15.000 € für Werkzeugänderungen überschaubar.
Mittelserienproduktion (500-5.000 Teile)
Die Mittelserienproduktion stellt die kritische Entscheidungszone dar, in der die Break-Even-Analyse unerlässlich wird. Teilekomplexität, Toleranzanforderungen und Materialauswahl beeinflussen die Auswahl der optimalen Fertigungsmethode stark.
Einfache Teile mit entspannten Toleranzen (±0,2 mm) begünstigen typischerweise den Druckguss ab 800-1.200 Teilen. Komplexe Teile, die mehrere Nachbearbeitungen erfordern, rechtfertigen den Guss möglicherweise erst ab 2.500-3.500 Teilen, abhängig von den Bearbeitungszeitanforderungen.
Die Materialkosten werden bei mittleren Mengen immer wichtiger. Teile, die exotische Legierungen erfordern, die nur in Schmiedeform erhältlich sind, erfordern unabhängig von den Mengenüberlegungen eine CNC-Bearbeitung. Umgekehrt profitieren Teile, die mit Standard-Gusslegierungen kompatibel sind, von einer verbesserten Materialausnutzungseffizienz.
Großserienproduktion (5.000+ Teile)
Die Großserienproduktion begünstigt stark den Druckguss für Teile, die mit Gusslegierungen und geometrischen Einschränkungen kompatibel sind. Die Werkzeugkosten amortisieren sich auf 0,50-8,00 € pro Teil, wodurch die Gesamtteilkosten deutlich niedriger sind als bei CNC-Alternativen.
Werkzeuge mit mehreren Kavitäten werden bei Mengen von mehr als 8.000-12.000 Teilen pro Jahr wirtschaftlich rentabel. Vierfachwerkzeuge erhöhen die anfänglichen Werkzeugkosten um 40-60 %, senken aber die Bearbeitungskosten pro Teil um 35-45 %, was die Wirtschaftlichkeit des Druckgusses weiter verbessert.
Bei großen Mengen ergeben sich Möglichkeiten zur Automatisierungsintegration, wobei das robotergestützte Entgraten und die Nachbearbeitung die Arbeitskosten um 0,80-2,20 € pro Teil senken. Die CNC-Bearbeitung steht aufgrund unterschiedlicher Zykluszeiten und Einrichtungsanforderungen vor Automatisierungsherausforderungen.
Branchenspezifische Überlegungen
Verschiedene Branchen weisen unterschiedliche Break-Even-Muster auf, die auf typischen Teilemerkmalen und Leistungsanforderungen basieren.
Automobilanwendungen
Automobilkomponenten weisen typischerweise komplexe Geometrien mit moderaten Toleranzanforderungen auf, was den Druckguss bei relativ geringen Mengen von 1.200-2.800 Teilen pro Jahr begünstigt. Der Druck zur Gewichtsreduzierung treibt die Anforderungen an den Dünnwandguss voran, was die Komplexität und die Kosten der Werkzeuge erhöht.
Crashsicherheitsanforderungen schreiben oft bestimmte Materialeigenschaften vor, die nur durch geschmiedete Aluminiumlegierungen erreicht werden können, was die Auswahl der CNC-Bearbeitung unabhängig von den Mengenüberlegungen erzwingt. Kritische Strukturkomponenten, die Festigkeitswerte von 7075-T6 erfordern, können keine Druckgussalternativen verwenden.
Der Kostendruck in Automobilanwendungen macht die Break-Even-Analyse unerlässlich, wobei die angestrebten Fertigungskosten oft die Auswahl der Produktionsmethode bestimmen. Jährliche Mengenverpflichtungen ermöglichen die Amortisation von Werkzeuginvestitionen über Modelllebenszyklen von 3-5 Jahren.
Elektronik und Konsumgüter
Elektronikanwendungen betonen enge Toleranzen und ausgezeichnete Oberflächenbeschaffenheiten, was oft Nachbearbeitungen auch bei Verwendung von Druckguss-Primärprozessen erfordert. EMI-Abschirmungsanforderungen können bestimmte Materialsorten oder Oberflächenbehandlungen erforderlich machen.
Schnelle Produktentwicklungszyklen begünstigen die CNC-Bearbeitung für erste Produktionsläufe, mit potenzieller Umstellung auf Druckguss für erfolgreiche Produkte, die jährlich 2.000-3.000 Einheiten überschreiten. Die Designoptimierung für den Guss erfolgt oft während des Produktlebenszyklusmanagements.
Kosmetische Anforderungen in der Unterhaltungselektronik erfordern häufig zusätzliche Endbearbeitungen, die 5,50-18,00 € pro Teil kosten, was die Break-Even-Berechnungen erheblich beeinflusst. Eloxieren, Pulverbeschichten und Polieren müssen in die gesamten Fertigungskosten einbezogen werden.
Bei der Bewertung von Fertigungsoptionen bietet Microns Hub direkte Herstellerbeziehungen, die eine überlegene Qualitätskontrolle und wettbewerbsfähige Preise im Vergleich zu Marktplatzplattformen gewährleisten. Unsere technische Expertise umfasst sowohl Druckguss- als auch CNC-Bearbeitungsmöglichkeiten, was objektive Empfehlungen ermöglicht, die rein auf Ihren Projektanforderungen und nicht auf Prozessbeschränkungen basieren.
Fortgeschrittene Kostenoptimierungsstrategien
Über grundlegende Break-Even-Berechnungen hinaus können mehrere fortgeschrittene Strategien die Fertigungskosten optimieren und die Entscheidungsgenauigkeit verbessern.
Hybride Fertigungsansätze
Die Kombination von Druckguss- und CNC-Bearbeitungsprozessen kann sowohl Kosten als auch Leistung für bestimmte Anwendungen optimieren. Gießen-dann-Bearbeiten-Ansätze nutzen den Druckguss für die grundlegende Geometrieerstellung, gefolgt von CNC-Operationen für kritische Abmessungen und Oberflächenbeschaffenheiten.
Dieser hybride Ansatz funktioniert effektiv, wenn 60-70 % der Teilegeometrie endkonturnah gegossen werden können, wobei die verbleibenden Merkmale Toleranzen von ±0,025 mm oder bessere Oberflächenbeschaffenheiten erfordern. Die Break-Even-Mengen liegen typischerweise zwischen 800 und 1.800 Teilen, abhängig von der Komplexität der Bearbeitung.
Feingussalternativen sollten für komplexe interne Geometrien in Betracht gezogen werden, die mit den Entformungsanforderungen des Druckgusses nicht kompatibel sind. Während die Werkzeugkosten niedriger sind (5.000-15.000 €), steigen die Bearbeitungskosten auf 8,50-25,00 € pro Teil, wodurch sich die Break-Even-Punkte auf 2.800-5.200 Teile verschieben.
Design for Manufacturing Integration
Die Optimierung von Teiledesigns für die Auswahl der Fertigungsmethode kann die Break-Even-Wirtschaftlichkeit dramatisch verbessern. Druckgussdesigns profitieren von gleichmäßiger Wandstärke, großzügigen Entformungswinkeln (1,5-3,0 Grad) und der Vermeidung von Hinterschneidungen, die komplexe Werkzeuge erfordern.
CNC-Bearbeitungsdesigns sollten tiefe Taschen, dünne Wände und komplexe 3D-Oberflächen minimieren, die umfangreiche Werkzeugwege erfordern. Die Kompatibilität mit Standardwerkzeugen reduziert die Einrichtungskosten um 150-450 € pro Teiledesign, was die Wirtschaftlichkeit bei kleinen Mengen verbessert.
Funktionsübergreifende Designüberprüfungen unter Beteiligung von Fertigungsingenieuren während der Konzeptentwicklung können optimale Fertigungsmethoden identifizieren, bevor detaillierte Designinvestitionen getätigt werden. Dieser Ansatz verhindert kostspielige Neugestaltungsbemühungen, wenn die Produktionsskalierung erfolgt.
Für Hersteller, die sowohl Präzisionsbearbeitungs- als auch Gießfähigkeiten benötigen, bieten unsere Fertigungsdienstleistungen integrierte Lösungen, die mehrere Produktionsmethoden umfassen. Zusätzlich bieten unsere Blechfertigungsdienstleistungen alternative Ansätze für Gehäuse- und Halterungsanwendungen, bei denen weder Gießen noch Bearbeiten optimale Kosten-Leistungs-Verhältnisse bieten.
Qualitäts- und Lieferzeitüberlegungen
Die Auswahl der Fertigungsmethode beinhaltet Kompromisse, die über reine Kostenüberlegungen hinausgehen, einschließlich Qualitätskonsistenz, Lieferzeiten und Widerstandsfähigkeit der Lieferkette.
Qualitätskontrollfähigkeiten
Die Druckgussqualität hängt stark von der Prozesskontrolle und der Werkzeugwartung ab. Porosität, Kaltfließstellen und Maßabweichungen können ohne ordnungsgemäße Kontrollen 2-8 % der Produktion beeinträchtigen. Die Implementierung der statistischen Prozesskontrolle kostet zusätzlich 0,25-0,80 € pro Teil, reduziert aber die Ablehnungsraten auf unter 1 %.
Die CNC-Bearbeitung bietet eine überlegene Maßhaltigkeit und Wiederholbarkeit, wobei fähige Prozesse Cpk-Werte von 1,67 oder höher für kritische Abmessungen erreichen. Dieser Zuverlässigkeitsvorteil kann höhere Kosten pro Teil für Anwendungen rechtfertigen, bei denen Feldausfälle erhebliche Garantieansprüche verursachen.
Die Inspektionsanforderungen variieren erheblich zwischen den Prozessen. Druckgussteile erfordern typischerweise eine 100%ige Sichtprüfung und regelmäßige Maßprüfung, während CNC-Teile nach der Prozessqualifizierung möglicherweise nur eine statistische Stichprobenprüfung benötigen.
Lieferzeitanalyse
Die Lieferzeiten für den Druckguss umfassen 6-16 Wochen für die Werkzeugherstellung, gefolgt von 2-4 Wochen für die Erstmusterfreigabe und Prozessoptimierung. Die Produktionslieferzeiten liegen typischerweise zwischen 3-8 Wochen, abhängig von den Mengenanforderungen und der Komplexität.
Die CNC-Bearbeitung bietet kürzere anfängliche Lieferzeiten von 1-3 Wochen für Erstmuster, wobei die Produktionsskalierbarkeit durch die Maschinenkapazität begrenzt ist. Die CNC-Massenproduktion kann aufgrund von Kapazitätsengpässen Lieferzeiten von 6-12 Wochen erfordern.
Lieferkettenunterbrechungen wirken sich unterschiedlich auf Druckguss und CNC-Bearbeitung aus. Der Druckguss ist auf spezialisierte Geräte- und Werkzeuglieferanten angewiesen, während die CNC-Bearbeitung weit verbreitete Werkzeugmaschinen und Standardwerkzeuge verwendet.
| Zeitachsenfaktor | Druckguss | CNC-Bearbeitung | Strategische Auswirkung |
|---|---|---|---|
| Ersteinrichtung | 6-16 Wochen | 1-3 Wochen | Bevorzugt CNC bei Dringlichkeit |
| Erstmuster | 2-4 Wochen | 3-7 Tage | CNC-Vorteil |
| Produktionsskalierung | 2-4 Wochen | 4-8 Wochen | Guss skaliert schneller |
| Designänderungen | 4-12 Wochen | 1-2 Wochen | CNC-Flexibilitätsvorteil |
Häufig gestellte Fragen
Was ist der typische Break-Even-Punkt zwischen Druckguss und CNC-Bearbeitung für Aluminiumteile?
Die Break-Even-Punkte liegen typischerweise zwischen 500 und 2.000 Teilen für Aluminiumkomponenten, abhängig von der Teilekomplexität und den Bearbeitungsanforderungen. Einfache Halterungen können den Break-Even bei 400-800 Teilen erreichen, während komplexe Gehäuse, die mehrere Nachbearbeitungen erfordern, den Druckguss möglicherweise erst bei 2.500-4.000 Teilen rechtfertigen. Der genaue Break-Even-Punkt hängt von den Werkzeugkosten (15.000-80.000 €), der Materialausnutzungseffizienz und den Bearbeitungskosten pro Teil ab.
Wie wirken sich Toleranzanforderungen auf die Wahl zwischen Druckguss und CNC-Bearbeitung aus?
Der Druckguss erreicht typischerweise ±0,1 mm bei Abmessungen außerhalb der Trennebene und ±0,2 mm bei Merkmalen an der Trennebene. Die CNC-Bearbeitung kann ±0,025 mm oder enger bei kritischen Abmessungen einhalten. Wenn mehr als 30 % der Teilemerkmale Toleranzen enger als ±0,1 mm erfordern, können sich die Break-Even-Punkte aufgrund erforderlicher Nachbearbeitungen, die 3,50-12,00 € pro Teil kosten, von 1.200 Teilen auf 2.800 Teile verschieben.
Welche Materialien können im Druckguss im Vergleich zur CNC-Bearbeitung verwendet werden?
Der Druckguss ist auf Legierungen wie A380, A383 und A356 (AlSi9Cu3, AlSi10Mg, AlSi7Mg0.3) beschränkt, die 2,20-4,10 € pro Kilogramm kosten. Die CNC-Bearbeitung kann geschmiedete Legierungen einschließlich 6061-T6, 7075-T6 und 2024-T4 verwenden, jedoch zu höheren Materialkosten von 4,20-18,00 € pro Kilogramm. Anwendungen, die hochfeste Legierungen wie 7075-T6 erfordern, müssen unabhängig von den Mengenüberlegungen die CNC-Bearbeitung verwenden.
Was sind die Hauptkostentreiber im Druckguss im Vergleich zur CNC-Bearbeitung?
Die Druckgusskosten werden durch die anfängliche Werkzeuginvestition (15.000-80.000 €) und relativ niedrige Kosten pro Teil (4,50-8,50 €) getrieben. Die CNC-Bearbeitung zeichnet sich durch niedrige Einrichtungskosten (200-1.500 €) aus, aber hohe Kosten pro Teil aufgrund von Materialabfall (60-80 % Ausschussrate) und Bearbeitungszeitkosten von 45-65 € pro Stunde. Die Materialausnutzungseffizienz begünstigt stark den Druckguss mit 85-95 % gegenüber 20-40 % für die CNC-Bearbeitung.
Wie wirkt sich die Teilekomplexität auf die Auswahl der Fertigungsmethode aus?
Einfache Teile mit einfacher Geometrie begünstigen den Druckguss bei Mengen über 400-800 Teilen. Komplexe Teile, die Schieber, mehrere Hinterschneidungen oder komplizierte interne Merkmale erfordern, erhöhen die Werkzeugkosten auf 45.000-80.000 €+, wodurch sich die Break-Even-Punkte auf 1.500-4.000 Teile verschieben. Die CNC-Bearbeitung bewältigt komplexe Geometrien ohne Werkzeugkosten, leidet aber unter erhöhten Zykluszeiten und Materialabfall bei komplizierten Teilen.
Welche Nachbearbeitungen sind typischerweise für jeden Prozess erforderlich?
Der Druckguss erfordert üblicherweise das Entfernen von Graten, das Bohren von Löchern, die aufgrund von Entformungswinkeln nicht gegossen werden können, und das Bearbeiten kritischer Abmessungen, was 1,50-8,00 € pro Teil kostet. Die CNC-Bearbeitung erfordert typischerweise minimale Nachbearbeitungen (0,50-3,00 € pro Teil) wie Entgraten und Reinigen. Kosmetische Anwendungen können jedoch zusätzliche Oberflächenbehandlungen für beide Prozesse erfordern, die 5,50-25,00 € pro Teil kosten.
Wie vergleichen sich die Lieferzeiten zwischen Druckguss und CNC-Bearbeitung?
Der Druckguss erfordert 6-16 Wochen für die Werkzeugherstellung plus 2-4 Wochen für die Prozessoptimierung, bietet dann aber eine schnelle Produktionsskalierung. Die CNC-Bearbeitung bietet 1-3 Wochen Lieferzeit für Erstmuster und eine größere Flexibilität für Designänderungen (1-2 Wochen gegenüber 4-12 Wochen für Werkzeugänderungen). Die CNC-Massenproduktion kann mit Kapazitätsengpässen konfrontiert sein, die Lieferzeiten von 6-12 Wochen erfordern, während der Druckguss nach Abschluss der Werkzeugerstellung effizienter skaliert.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece