Auswerferstiftmarkierungen: Gestaltung von "Sicherheitszonen" auf kosmetischen Gussoberflächen
Auswerferstiftmarkierungen stellen eine der hartnäckigsten Qualitätsherausforderungen in der Gussteilfertigung dar, insbesondere wenn Komponenten sichtbare, kosmetische Oberflächen aufweisen. Diese scheinbar geringfügigen Oberflächenfehler können ein ansonsten perfektes Gussteil in eine Ablehnung verwandeln, was die Kosten in die Höhe treibt und die Lieferzeiten verlängert. Die strategische Platzierung von Auswerferstiften erfordert einen systematischen Ansatz, der die Fertigungseffizienz mit den ästhetischen Anforderungen in Einklang bringt.
Das Verständnis der Entstehung von Auswerferstiftmarkierungen beginnt mit der Erkenntnis der zugrunde liegenden Physik. Während des Auswerfens erzeugen lokalisierte Spannungskonzentrationen permanente Verformungszonen mit einem Durchmesser von 0,2 mm bis 2,0 mm, abhängig von der Stiftgeometrie und den Materialeigenschaften. Diese Markierungen erscheinen als kreisförmige Vertiefungen, erhabene Bereiche oder strukturelle Variationen, die auf polierten oder eloxierten Oberflächen besonders deutlich werden.
Wichtige Erkenntnisse
- Auswerferstiftmarkierungen bilden permanente Oberflächenfehler mit einem Durchmesser von 0,2-2,0 mm durch lokalisierte Spannungskonzentration während des Teileauswurfs
- Die strategische Platzierung von "Sicherheitszonen" erfordert die Analyse der Teilegeometrie, der Formschrägen und der Anforderungen an die kosmetische Oberfläche in einer frühen Phase der Konstruktion
- Stiftdurchmesser, Auswerfkraft und Materialhärte beeinflussen direkt die Schwere und Sichtbarkeit der Markierung auf fertigen Oberflächen
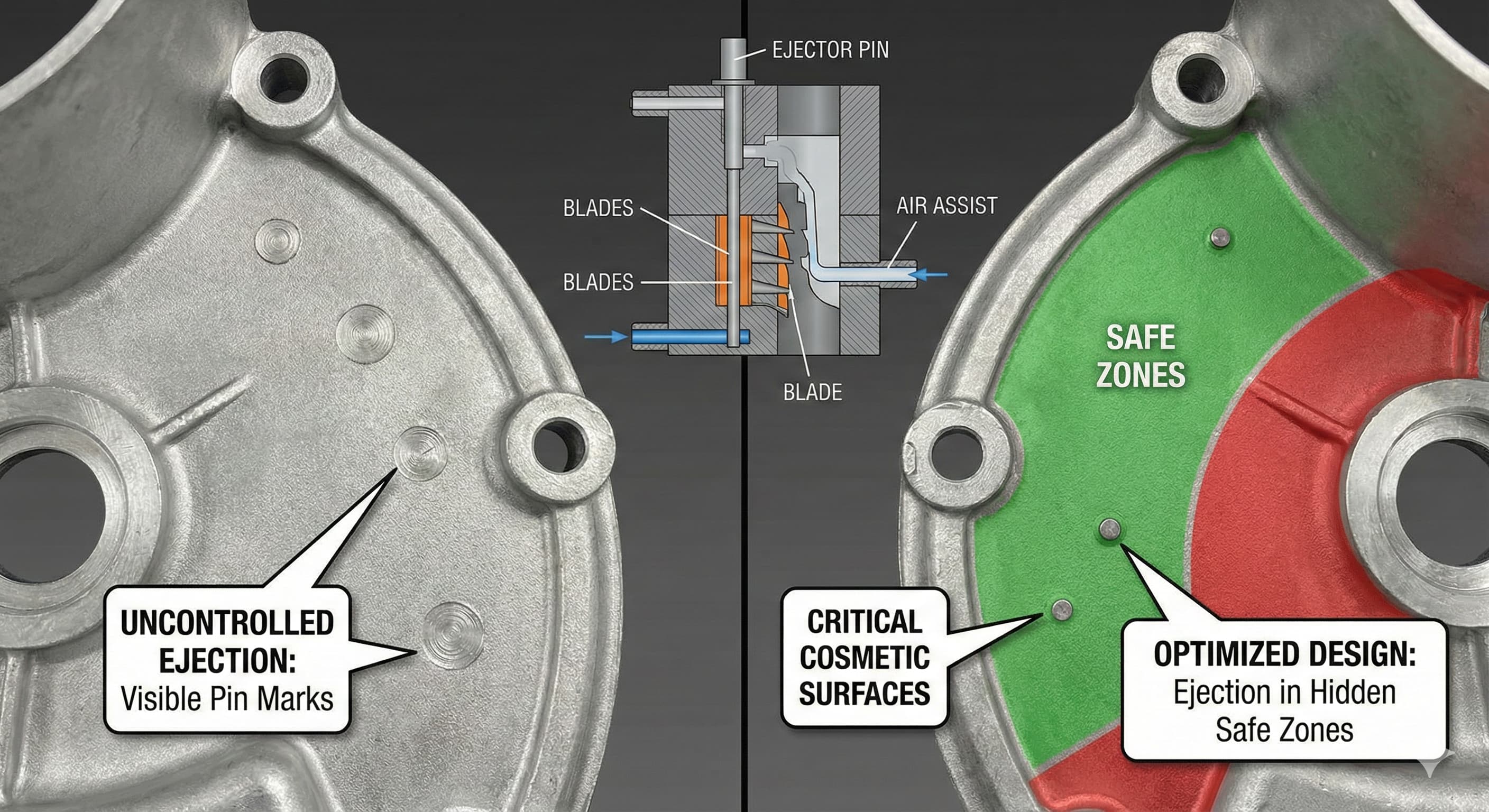
- Fortschrittliche Techniken wie Klingenauswurf, Abstreiferplatten und Luftunterstützungssysteme können sichtbare Markierungen minimieren oder eliminieren
Verständnis der Entstehung von Auswerferstiftmarkierungen
Die Entstehung von Auswerferstiftmarkierungen erfolgt durch ein komplexes Zusammenspiel von mechanischen Kräften, Materialeigenschaften und thermischen Bedingungen. Wenn Auswerferstifte das Gussteil berühren, erzeugen sie lokalisierte Spannungsfelder, die die Elastizitätsgrenze des Materials überschreiten, was zu einer permanenten plastischen Verformung führt.
Die Materialhärte spielt eine entscheidende Rolle für den Schweregrad der Markierung. Aluminiumlegierungen wie A380 (typische Härte 80-100 HB) weisen andere Markierungseigenschaften auf als A356-T6 (Härte 70-95 HB). Weichere Materialien weisen im Allgemeinen eine stärkere Markierung auf, während härtere Legierungen weniger sichtbare Verformungen aufweisen können, aber bei übermäßigen Auswerfkräften zu Oberflächenrissen führen können.
Temperatureffekte verstärken das Markierungsproblem. Teile, die bei Temperaturen über 200 °C ausgeworfen werden, weisen aufgrund der reduzierten Streckgrenze eine erhöhte Markierungsanfälligkeit auf. Umgekehrt zeigen Teile, die vor dem Auswerfen unter 150 °C abkühlen dürfen, eine deutlich geringere Markierungstiefe, obwohl diese Abkühlphase die Zykluszeit und die Produktivität beeinträchtigt.
| Materialqualität | Härte (HB) | Typische Markierungstiefe (mm) | Empfohlener Stiftdurchmesser (mm) |
|---|---|---|---|
| A380 (Wie gegossen) | 80-100 | 0.15-0.30 | 6-10 |
| A356-T6 | 70-95 | 0.10-0.25 | 8-12 |
| A413 | 85-105 | 0.12-0.28 | 6-10 |
| Zinklegierung #3 | 95-115 | 0.08-0.20 | 5-8 |
Die Stiftgeometrie beeinflusst die Markierungsbildungsmuster erheblich. Standardmäßige zylindrische Stifte mit 0,5-1,0 mm Radius erzeugen kreisförmige Abdrücke, während Stifte mit größeren Radien (2-3 mm) die Kräfte über größere Oberflächen verteilen, wodurch die Markierungsschwere reduziert wird. Stifte mit größerem Radius erfordern jedoch erhöhte Auswerfkräfte und können in dünnwandigen Abschnitten zu Teileverformungen führen.
Prinzipien der Sicherheitszonengestaltung
Eine effektive Gestaltung von Sicherheitszonen beginnt mit einer umfassenden Oberflächenanalyse in der anfänglichen Entwurfsphase. Kosmetische Oberflächen müssen in drei Kategorien eingeteilt werden: Klasse A (sichtbar und kritisch), Klasse B (sichtbar, aber nicht kritisch) und Klasse C (verdeckt oder nicht sichtbar). Dieses Klassifizierungssystem leitet die Strategie zur Platzierung von Auswerferstiften und die akzeptablen Markierungstoleranzen.
Die Optimierung des Formschrägenwinkels wirkt sich direkt auf die Verfügbarkeit von Sicherheitszonen aus. Oberflächen mit ausreichenden Formschrägenwinkeln (typischerweise 1-3 Grad für Aluminiumguss) bieten eine natürliche Auswerfunterstützung, wodurch die erforderlichen Stiftkräfte reduziert und die potenziellen Standorte von Sicherheitszonen erweitert werden. Unzureichende Formschrägen zwingen Konstrukteure, Stifte auf kosmetischen Oberflächen zu platzieren oder eine Beschädigung des Teils während des Auswerfens zu riskieren.
Die geometrische Analyse zeigt optimale Eigenschaften der Sicherheitszone. Flache Oberflächen, die senkrecht zur Auswurfrichtung verlaufen, bieten ideale Möglichkeiten zur Stiftplatzierung, da sich die Kräfte gleichmäßig verteilen, ohne Spannungskonzentrationen zu erzeugen. Gekrümmte Oberflächen erfordern eine sorgfältige Analyse der lokalen Geometrie, wobei konkave Bereiche im Allgemeinen gegenüber konvexen Oberflächen für die Stiftplatzierung bevorzugt werden.
Bei der Arbeit mit Sandgussanwendungen für große Bauteile wird die Planung von Sicherheitszonen aufgrund der größeren Oberflächen und der erhöhten Sichtbarkeit von Defekten noch wichtiger.
Dimensionierung und Kraftberechnungen für Auswerferstifte
Die richtige Dimensionierung der Auswerferstifte erfordert die Berechnung des minimalen Stiftdurchmessers, der erforderlich ist, um ein Knicken zu verhindern und gleichzeitig den Kontaktdruck auf die Teileoberflächen zu minimieren. Die kritische Knicklast für Auswerferstifte folgt der Euler-Formel, die für Fertigungsbedingungen modifiziert wurde:
P_kritisch = (π² × E × I) / (K × L²)
Dabei steht E für den Elastizitätsmodul des Stiftmaterials (typischerweise 200 GPa für Werkzeugstahl), I für das Flächenträgheitsmoment, K für den effektiven Längenbeiwert (2,0 für gelenkig-freie Bedingungen) und L für die ungestützte Stiftlänge.
Kontaktdruckberechnungen bestimmen das Markierungspotenzial. Druck P = F/A, wobei F die Auswerfkraft und A die Stiftkontaktfläche darstellt. Die Aufrechterhaltung von Kontaktdrücken unter 50 MPa für Aluminiumlegierungen verhindert im Allgemeinen sichtbare Markierungen auf kosmetischen Oberflächen.
| Stiftdurchmesser (mm) | Max. freie Länge (mm) | Kontaktdruck bei 500N (MPa) | Empfohlene Anwendung |
|---|---|---|---|
| 4 | 80 | 39.8 | Leichte, kosmetische Oberflächen |
| 6 | 120 | 17.7 | Standardanwendungen |
| 8 | 160 | 9.9 | Hochbeanspruchbar, minimale Markierung |
| 10 | 200 | 6.4 | Große Teile, verteilte Lasten |
Zu den Strategien zur Kraftverteilung gehört die Verwendung mehrerer kleinerer Stifte anstelle von weniger großen Stiften. Dieser Ansatz verteilt die Auswerflasten über größere Bereiche, während die einzelnen Stiftkräfte innerhalb akzeptabler Grenzen gehalten werden. Beispielsweise bieten vier 6-mm-Stifte die gleiche Kontaktfläche wie ein 12-mm-Stift und bieten gleichzeitig eine größere Flexibilität bei der Platzierung.
Fortschrittliche Auswurftechniken
Klingenauswurfsysteme bieten überlegene Lösungen für Teile mit umfangreichen kosmetischen Oberflächen. Diese Systeme verwenden dünne, flache Auswerfelemente (typischerweise 1-2 mm dick), die Teile entlang linearer Kanten und nicht an kreisförmigen Punkten berühren. Klingenauswerfer verteilen die Kräfte über größere Flächen und reduzieren den Kontaktdruck im Vergleich zu herkömmlichen Stiften um 60-80 %.
Der Auswurf mit Abstreiferplatten bietet die ultimative Lösung zur Beseitigung von Auswerfermarkierungen auf kosmetischen Oberflächen. Die Abstreiferplatte berührt gleichzeitig den gesamten Teileumfang und erzeugt gleichmäßige Auswerfkräfte ohne lokalisierte Spannungskonzentrationen. Dieses System erfordert jedoch eine präzise Bearbeitung und erhöht die Komplexität der Werkzeugkonstruktion.
Der Luftunterstützungsauswurf kombiniert mechanische Stifte mit Drucklufteinspritzung. Der Luftdruck (typischerweise 0,3-0,8 MPa) ergänzt die mechanischen Auswerfkräfte und ermöglicht kleinere Stifte oder reduzierte Stiftkräfte. Diese Technik erweist sich als besonders effektiv für dünnwandige Gussteile, bei denen der konventionelle Auswurf zu Verformungen führen könnte.
Für hochpräzise Ergebnisse reichen Sie Ihr Projekt für ein 24-Stunden-Angebot ein von Microns Hub.
Die sequenzielle Auswurfzeitsteuerung optimiert die Kraftanwendung während des gesamten Auswurfzyklus. Der anfängliche Kontakt mit geringer Kraft stellt die Stabilität des Teils her, gefolgt von einer progressiven Krafterhöhung, wenn sich das Teil von den Werkzeugoberflächen trennt. Dieser Ansatz reduziert die Spitzendrucke bei gleichzeitig zuverlässiger Auswurfleistung.
Überlegungen zur Oberflächenbehandlung
Nach dem Gießen durchgeführte Oberflächenbehandlungen beeinflussen die Sichtbarkeit und Akzeptanz von Auswerfermarkierungen erheblich. Eloxalverfahren, insbesondere die Schwefelsäure-Eloxierung vom Typ II, heben tendenziell Oberflächenunregelmäßigkeiten hervor, einschließlich Auswerferstiftmarkierungen. Die anodische Oxidschicht bildet sich unterschiedlich über verformten Bereichen und erzeugt sichtbare Farbabweichungen, selbst wenn die Maßunterschiede minimal bleiben.
Pulverbeschichtungsanwendungen bieten eine hervorragende Abdeckung von Auswerfermarkierungen, da die Beschichtung in der Lage ist, kleinere Oberflächenvertiefungen auszufüllen. Filmdicken von 60-120 Mikrometern maskieren Stiftmarkierungen bis zu einer Tiefe von 0,2 mm effektiv und bieten gleichzeitig einen dauerhaften Oberflächenschutz.
Mechanische Oberflächenbehandlungen wie Kugelstrahlen oder Trowalisieren können die Sichtbarkeit von Auswerfermarkierungen durch kontrollierte Oberflächenstrukturierung reduzieren. Diese Prozesse erzeugen eine gleichmäßige Oberflächenrauheit, die lokalisierte Verformungsmuster kaschiert. Maßänderungen durch Materialabtrag müssen jedoch bei der Teilekonstruktion berücksichtigt werden.
| Oberflächenbehandlung | Reduzierung der Markierungssichtbarkeit (%) | Typische Kostenauswirkung (€/Teil) | Bearbeitungszeit (Stunden) |
|---|---|---|---|
| Wie gegossen | 0 | 0 | 0 |
| Kugelstrahlen | 70-85 | 2-5 | 0.5-1.0 |
| Pulverbeschichtung | 85-95 | 5-12 | 2-4 |
| Anodisierung Typ II | -20 bis +10 | 8-15 | 3-6 |
| Chemisches Ätzen | 60-80 | 3-8 | 1-2 |
Das chemische Ätzen bietet einen weiteren Ansatz zur Minimierung von Markierungen. Das kontrollierte Säureätzen entfernt 0,05-0,15 mm Oberflächenmaterial und beseitigt so effektiv flache Stiftmarkierungen, während eine gleichmäßige Oberflächenstruktur erzeugt wird. Dieser Prozess erfordert eine präzise Maskierung, um kritische Abmessungen und Gewindemerkmale zu schützen.
Optimierung der Werkzeugkonstruktion
Die Optimierung der Werkzeugkonstruktion beginnt mit einer umfassenden Auswurfanalyse in der anfänglichen Entwurfsphase. Moderne CAD-Systeme ermöglichen die Finite-Elemente-Analyse von Auswurfspannungen, sodass Konstrukteure die Positionen und den Schweregrad von Stiftmarkierungen vor Beginn der Werkzeugkonstruktion vorhersagen können.
Algorithmen zur Platzierung von Auswerferstiften berücksichtigen mehrere Faktoren gleichzeitig: Teilegeometrie, Formschrägenwinkel, Oberflächenklassifizierung, strukturelle Integrität und Fertigungsbeschränkungen. Optimierungssoftware ordnet potenzielle Stiftpositionen basierend auf gewichteten Kriterien ein, um sicherzustellen, dass kosmetische Oberflächen angemessen geschützt werden.
Bei der Integration mit Präzisions-CNC-Bearbeitungsdiensten für sekundäre Operationen müssen die Positionen der Auswerferstifte die nachfolgenden Bearbeitungsanforderungen und die Spannvorrichtungen berücksichtigen.
Progressive Auswurfsysteme sequenzieren die Stiftaktivierung, um Spitzenkräfte zu minimieren. Anfängliche Stifte greifen an nicht-kosmetischen Oberflächen ein und sorgen für Teile-Stabilität, bevor kosmetische Oberflächenstifte aktiviert werden. Dieser Ansatz reduziert die Markierungskräfte bei gleichzeitiger Aufrechterhaltung der Auswurfsicherheit.
Das Wärmemanagement innerhalb von Werkzeugsystemen beeinflusst die Auswurfanforderungen. Optimierte Kühlkanäle halten gleichmäßige Werkzeugtemperaturen aufrecht, wodurch die Teilehaftung und die Auswerfkräfte reduziert werden. Temperaturunterschiede über 30 °C zwischen den Werkzeugabschnitten können die erforderlichen Auswerfkräfte verdoppeln.
Qualitätskontrolle und Inspektion
Qualitätskontrollprotokolle für Auswerferstiftmarkierungen erfordern standardisierte Inspektionsverfahren und Akzeptanzkriterien. Visuelle Inspektionsstandards klassifizieren Markierungen typischerweise nach Durchmesser, Tiefe und Position relativ zu kosmetischen Oberflächen.
Die Dimensionsmessung von Stiftmarkierungen erfolgt mit Kontakt- und berührungslosen Methoden. Die Stylus-Profilometrie liefert präzise Tiefenmessungen mit einer Auflösung von 0,01 mm, während optische Scansysteme die vollständige Markierungsgeometrie einschließlich Durchmesser und Kanteneigenschaften erfassen.
Die statistische Prozesskontrolle verfolgt die Trends von Auswerferstiftmarkierungen über Produktionsläufe hinweg. Regelkarten überwachen Markierungstiefe, Häufigkeit und Positionsmuster und ermöglichen so die frühzeitige Erkennung von Werkzeugverschleiß oder Prozessparameterdrift.
| Inspektionsmethode | Auflösung (mm) | Inspektionszeit (Sekunden) | Ausrüstungskosten (€) |
|---|---|---|---|
| Sichtprüfung | 0.1 | 30-60 | 100-500 |
| Tastschnittverfahren | 0.001 | 120-300 | 15.000-50.000 |
| Optisches Scannen | 0.005 | 60-180 | 25.000-100.000 |
| Koordinatenmessmaschine | 0.001 | 180-600 | 80.000-300.000 |
Die Entwicklung von Akzeptanzkriterien erfordert die Zusammenarbeit zwischen Design-, Fertigungs- und Qualitätsteams. Die Kriterien müssen die kosmetischen Anforderungen mit der Herstellbarkeit in Einklang bringen und Faktoren wie Teilekosten, Produktionsvolumen und Endanwendung berücksichtigen.
Kostenfolgenanalyse
Die Reduzierung von Auswerferstiftmarkierungen hat erhebliche Kostenauswirkungen über mehrere Fertigungsphasen hinweg. Konstruktionsänderungen zur Beseitigung des Auswurfs kosmetischer Oberflächen können die Werkzeugkomplexität um 15-30 % erhöhen, was sich direkt auf die Werkzeugkosten auswirkt.
Alternative Auswurfsysteme wie Abstreiferplatten oder Klingenauswerfer erhöhen die Werkzeugkosten typischerweise um 5.000 bis 25.000 €, abhängig von der Teilekomplexität und der Werkzeuggröße. Diese Investitionen erweisen sich jedoch häufig als wirtschaftlich für die Massenproduktion, bei der die Kosten für die Teileablehnung die Werkzeugprämien übersteigen.
Sekundäre Operationen zum Entfernen oder Maskieren von Auswerferstiftmarkierungen reichen von 1 bis 15 € pro Teil, abhängig von der Behandlungsart und der Teilegröße. Manuelle Polierarbeiten zum Entfernen von Markierungen können 8 bis 20 € pro Teil kosten und die Bearbeitungszeit um 30 bis 90 Minuten verlängern.
Wenn Sie bei Microns Hub bestellen, profitieren Sie von direkten Herstellerbeziehungen, die eine überlegene Qualitätskontrolle und wettbewerbsfähige Preise im Vergleich zu Marktplatzplattformen gewährleisten. Unsere technische Expertise in der Platzierung von Auswerferstiften und der Optimierung der Werkzeugkonstruktion bedeutet, dass jedes Gussprojekt die Liebe zum Detail erhält, die für kosmetische Oberflächenanforderungen erforderlich ist.
Ausschuss- und Nacharbeitskosten für abgelehnte Teile aufgrund von Auswerferstiftmarkierungen liegen typischerweise zwischen 50 und 500 € pro Teil, abhängig von den Materialkosten, der Bearbeitungskomplexität und der Lieferdringlichkeit. Diese Kosten übersteigen häufig die Investitionen in die Optimierung des Auswurfsystems innerhalb der ersten paar tausend produzierten Teile.
Integration mit Fertigungsdienstleistungen
Ein erfolgreiches Management von Auswerferstiftmarkierungen erfordert die Integration über mehrere Fertigungsprozesse hinweg. Wenn Komponenten nach dem Gießen Operationen durchlaufen müssen unsere Fertigungsdienstleistungen müssen die Positionen der Auswerferstifte mit den Spann- und Bearbeitungsanforderungen abgestimmt sein.
Sekundäre Bearbeitungsvorgänge können Auswerferstiftmarkierungen durch strategischen Materialabtrag beseitigen. Dieser Ansatz erfordert jedoch eine sorgfältige Koordination zwischen den Gieß- und Bearbeitungsteams, um ausreichende Aufmaße und Maßkontrolle sicherzustellen.
Montageüberlegungen beeinflussen die Platzierung von Auswerferstiften, wenn Markierungen auf Oberflächen auftreten, die mit anderen Komponenten in Kontakt stehen. Dichtflächen, Lagerbefestigungsbereiche und Gewindemerkmale erfordern besondere Aufmerksamkeit, um Funktionsprobleme durch Auswerferstiftmarkierungen zu vermeiden.
Wärmebehandlungsprozesse, insbesondere T6-Vergüten für strukturelle Aluminiumteile, können die Sichtbarkeit von Auswerferstiftmarkierungen durch mikrostrukturelle Veränderungen und Spannungsabbau beeinflussen.
Häufig gestellte Fragen
Warum erscheinen Auswerferstiftmarkierungen nach dem Eloxieren dunkler?
Auswerferstiftmarkierungen erscheinen nach dem Eloxieren dunkler, weil die lokalisierte plastische Verformung unterschiedliche Kristallstrukturen im Aluminium erzeugt. Diese verformten Bereiche weisen eine veränderte Oberflächenenergie und Porosität auf, wodurch sich die anodische Oxidschicht mit unterschiedlicher Dicke und Dichte bildet. Das Ergebnis ist eine sichtbare Farbabweichung, selbst wenn die Maßunterschiede minimal sind.
Wie berechne ich den minimalen Auswerferstiftdurchmesser, um ein Knicken zu verhindern?
Verwenden Sie die Euler-Knickformel: P_kritisch = (π² × E × I) / (K × L²). Berechnen Sie für Werkzeugstahlstifte (E = 200 GPa) das Flächenträgheitsmoment I = πd⁴/64, verwenden Sie K = 2,0 für gelenkig-freie Bedingungen und L als ungestützte Länge. Stellen Sie sicher, dass Ihre erforderliche Auswerfkraft unter 70 % der berechneten kritischen Last für die Sicherheitsmarge bleibt.
Können Auswerferstiftmarkierungen von sichtbaren Oberflächen vollständig entfernt werden?
Ja, durch geeignete Konstruktionstechniken, einschließlich Auswurf mit Abstreiferplatten, Klingenauswerfern oder strategischer Stiftplatzierung in nicht sichtbaren Bereichen. Abstreiferplatten eliminieren den Punktkontakt vollständig, während Klingenauswerfer die Kräfte linear verteilen. Alternative Ansätze umfassen den Luftunterstützungsauswurf oder die Konstruktion von Trennebenen, um alle Stifte auf verdeckten Oberflächen zu platzieren.
Was ist die maximal zulässige Auswerferstiftmarkierungstiefe für kosmetische Oberflächen?
Für kosmetische Oberflächen der Klasse A sollten Markierungen eine Tiefe von 0,05 mm mit Durchmessern unter 2,0 mm nicht überschreiten. Oberflächen der Klasse B können Markierungen bis zu einer Tiefe von 0,15 mm akzeptieren. Diese Grenzwerte gelten für Teile mit natürlicher Aluminiumoberfläche; pulverbeschichtete Teile können aufgrund von Fülleffekten der Beschichtung tiefere Markierungen (bis zu 0,20 mm) akzeptieren.
Wie beeinflusst die Teiletemperatur während des Auswerfens den Schweregrad der Stiftmarkierung?
Höhere Auswurftemperaturen erhöhen den Schweregrad der Markierung aufgrund der reduzierten Materialstreckgrenze. Teile, die über 200 °C ausgeworfen werden, weisen 40-60 % tiefere Markierungen auf als solche, die auf 150 °C abgekühlt werden. Die Abkühlzeit beeinflusst jedoch die Zykluseffizienz. Die optimale Auswurftemperatur gleicht den Schweregrad der Markierung mit den Produktivitätsanforderungen aus, typischerweise 160-180 °C für Aluminiumguss.
Welches Auswerferstiftmaterial bietet die beste Oberflächenbeschaffenheit auf Aluminiumgussteilen?
Gehärtete Werkzeugstahlstifte (58-62 HRC) mit polierten Oberflächen liefern optimale Ergebnisse. H13-Werkzeugstahl bietet eine ausgezeichnete Verschleißfestigkeit und thermische Stabilität. Die Stiftoberflächen sollten auf Ra 0,2 μm oder besser poliert und mit einer TiN-Beschichtung für eine längere Lebensdauer behandelt werden. Vermeiden Sie weichere Stiftmaterialien, die während des Betriebs fressen oder sich verformen können.
Wie kann ich bestehende Werkzeuge nachrüsten, um die Auswerferstiftmarkierung zu reduzieren?
Zu den Nachrüstoptionen gehören die Vergrößerung des Stiftdurchmessers (sofern der Platz dies zulässt), das Hinzufügen weiterer Stifte zur Verteilung der Lasten, die Umstellung auf Klingenauswerfer in kritischen Bereichen oder die Implementierung von Luftunterstützungssystemen. Jeder Ansatz erfordert eine sorgfältige Analyse der vorhandenen Werkzeuggeometrie und der strukturellen Einschränkungen. Die vollständige Umstellung auf eine Abstreiferplatte erfordert typischerweise eine umfangreiche Werkzeugmodifikation und ist für vorhandene Werkzeuge möglicherweise nicht kosteneffektiv.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece