Die Wahrheit über CNC-Gewindefräsen im Vergleich zum Gewindebohren für gehärtete Stähle
Die Herstellung von Bauteilen aus gehärtetem Stahl mit Gewindefunktionen stellt einen kritischen Entscheidungspunkt dar, der sich direkt auf Produktionskosten, Zykluszeiten und Teilequalität auswirkt. Ingenieure, die mit Materialien über 35 HRC arbeiten, stehen vor besonderen Herausforderungen, bei denen traditionelle Gewindebohrmethoden oft versagen, was zu Werkzeugbruch, Ausschussteilen und Produktionsverzögerungen führt.
Wichtigste Erkenntnisse:
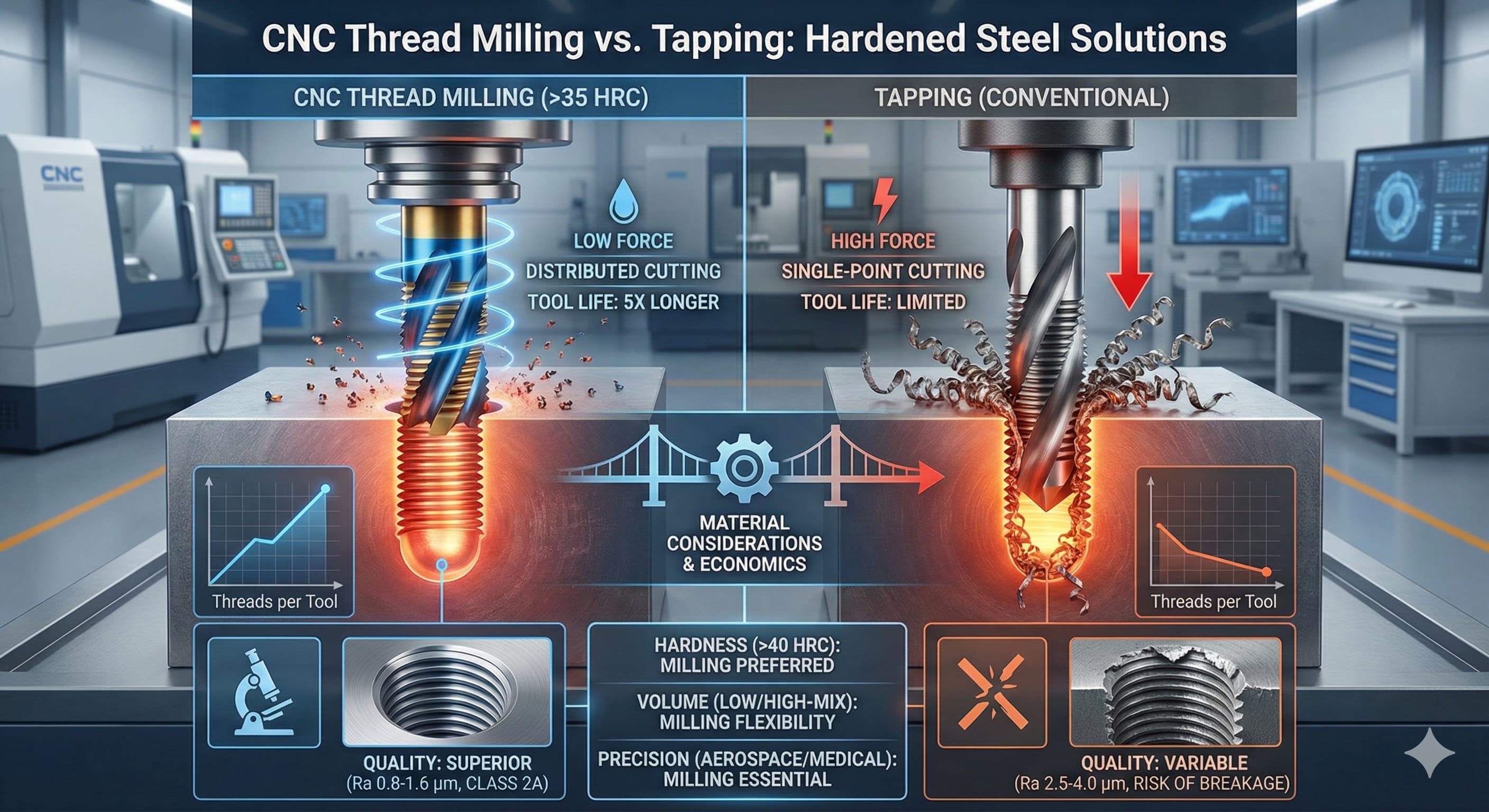
- Das Gewindefräsen bietet eine 3-5-fach längere Werkzeuglebensdauer in gehärteten Stählen über 40 HRC im Vergleich zum konventionellen Gewindebohren
- Die anfänglichen Werkzeugkosten für das Gewindefräsen sind 40-60 % höher, aber der ROI wird innerhalb von 200-500 Gewindelöchern erreicht
- Das Gewindebohren bleibt für weichere Stähle (unter 30 HRC) und Produktionsläufe mit hohem Volumen kosteneffektiv
- Die Gewindequalität und die geometrische Genauigkeit sprechen für das Fräsen bei Präzisionsanwendungen, die Toleranzen der Klasse 2A oder besser erfordern
Die grundlegenden Unterschiede verstehen
Gewindefräsen und Gewindebohren stellen grundlegend unterschiedliche Ansätze zur Herstellung von Innengewinden in gehärteten Stahlbauteilen dar. Das Gewindebohren basiert auf einer Einpunkt-Schneidwirkung, bei der die Spannuten des Gewindebohrers gleichzeitig das Gewindeprofil durch axiales Vorschieben schneiden und formen. Dieser Prozess erzeugt erhebliche Schnittkräfte, die sich an der Werkzeugspitze konzentrieren, wodurch erhebliche Spannungskonzentrationen entstehen, die bei kaltverfestigenden Materialien wie 17-4 PH-Edelstahl oder Werkzeugstählen über 45 HRC problematisch werden.
Beim Gewindefräsen hingegen wird ein Mehrzahnfräser eingesetzt, der sich in einem spiralförmigen Interpolationsmuster um den Umfang des Lochs bewegt. Jede Schneidkante entfernt während ihres Eingriffs einen kleinen Span, wodurch die Schnittkräfte auf mehrere Kontaktpunkte verteilt werden. Dieser Ansatz reduziert die maximalen Schnittkräfte um 60-70 % im Vergleich zum Gewindebohren, was besonders beim Bearbeiten von ausscheidungshärtenden Stählen oder durchgehärteten Bauteilen von Vorteil ist.
Die kinematischen Unterschiede gehen über die Kraftverteilung hinaus. Das Gewindebohren erfordert eine perfekte Synchronisation zwischen Spindeldrehung und Vorschubgeschwindigkeit - jede Abweichung führt zu ausgerissenen Gewinden oder Werkzeugbruch. Moderne CNC-Steuerungen erreichen dies durch starre Gewindebohrzyklen, aber die Beschränkungen der Spindelbeschleunigung/-verzögerung stellen immer noch Herausforderungen dar. Das Gewindefräsen eliminiert diese Einschränkung vollständig, da der Werkzeugweg durch programmierte Interpolation und nicht durch mechanische Synchronisation erzeugt wird.
Materialbetrachtungen für Anwendungen mit gehärtetem Stahl
Gehärtete Stahlsorten reagieren unterschiedlich auf die einzelnen Gewindeverfahren, basierend auf ihrer metallurgischen Struktur und ihren Kaltverfestigungseigenschaften. Durchgehärtete Werkzeugstähle wie D2 (60-62 HRC) oder A2 (58-60 HRC) stellen aufgrund ihrer gleichmäßigen Härteverteilung und ihres Karbidanteils extreme Herausforderungen für das Gewindebohren dar. Das Gewindefräsen erweist sich in diesen Anwendungen als überlegen, wobei die Werkzeuglebensdauer im Vergleich zu herkömmlichen Gewindebohrmethoden um 400-500 % verbessert wird.
| Stahlsorte | Härte (HRC) | Erfolgsquote beim Gewindebohren | Vorteil beim Gewindefräsen | Empfohlene Methode |
|---|---|---|---|---|
| 4140 Geglüht | 22-25 | 95% | Kostennachteil | Gewindebohren |
| 4140 Vergütet | 28-32 | 85% | Marginal | Beide Methoden |
| 4340 Vergütet | 35-40 | 65% | Signifikant | Gewindefräsen |
| 17-4 PH H900 | 40-44 | 45% | Kritisch | Gewindefräsen |
| D2 Werkzeugstahl | 60-62 | 15% | Unerlässlich | Nur Gewindefräsen |
Ausscheidungshärtende Edelstähle wie 15-5 PH und 17-4 PH verdienen aufgrund ihrer Kaltverfestigungstendenzen besondere Beachtung. Diese Materialien können sich während der Bearbeitung um 5-8 HRC-Punkte in der Härte erhöhen, wenn die Schnittparameter unzureichend sind. Das Gewindebohren dieser Materialien führt oft zu einer Kaltverfestigung vor den Schneidkanten, was zu vorzeitigem Werkzeugversagen führt. Die verteilte Schneidwirkung des Gewindefräsens minimiert die Kaltverfestigungseffekte und sorgt gleichzeitig für eine gleichbleibende Gewindequalität.
Einsatzgehärtete Bauteile stellen eine weitere besondere Herausforderung dar, bei der die Oberflächenhärte 58 HRC überschreiten kann, während die Kernhärte bei 25-30 HRC bleibt. Der Härtegradient erzeugt unterschiedliche Schnittbedingungen, mit denen Gewindebohrer nur schwer zurechtkommen. Das Gewindefräsen behält über die gesamte Übergangszone der Härte eine konstante Leistung bei und erzeugt eine gleichmäßige Gewindequalität von der Oberfläche bis zum Kern.
Werkzeuglebensdauer und Wirtschaftlichkeitsanalyse
Der Vergleich der Werkzeuglebensdauer zwischen Gewindefräsen und Gewindebohren in gehärteten Stählen zeigt dramatische Unterschiede, die sich direkt auf die Fertigungswirtschaftlichkeit auswirken. In durchgehärteten Stählen über 45 HRC erzeugen hochwertige Gewindebohrer typischerweise 15-25 akzeptable Gewinde vor dem Austausch, während Gewindefräser unter gleichen Bedingungen 200-400 Gewinde erzeugen können. Diese 10-15-fache Verbesserung der Werkzeuglebensdauer verändert die Kostengleichung grundlegend, trotz höherer anfänglicher Werkzeuginvestitionen.
Betrachten Sie ein praktisches Beispiel mit 100 M8x1,25-Gewinden in 17-4 PH-Edelstahl (42 HRC). Hochwertige Spiralnut-Gewindebohrer kosten etwa 35-45 € pro Stück und erzeugen 20-30 Gewinde vor dem Ausfall. Gewindefräser kosten 120-150 €, erzeugen aber 300-500 Gewinde vor dem Austausch. Die Werkzeugkosten pro Gewinde sprechen für das Fräsen mit 40-50 %, bevor sekundäre Faktoren wie Maschinenstillstandzeiten und Schrottreduzierung berücksichtigt werden.
Die Zykluszeitanalyse erfordert eine sorgfältige Berücksichtigung der Einrichtungs- und Programmierungskomplexität. Gewindebohrzyklen dauern je nach Tiefe und Steigung 8-15 Sekunden pro Gewinde, während das Gewindefräsen 25-45 Sekunden für gleichwertige Funktionen benötigt. Dieser Vergleich ignoriert jedoch die Wahrscheinlichkeit eines Gewindebohrerbruchs und der damit verbundenen Ausfallzeiten. Ein einziger gebrochener Gewindebohrer kann 30-60 Minuten für die Extraktion und Reparatur des Lochs benötigen, wodurch jeder Zykluszeitvorteil zunichte gemacht wird.
Für hochpräzise Ergebnisse erhalten Sie innerhalb von 24 Stunden ein detailliertes Angebot von Microns Hub.
Gewindequalität und geometrische Genauigkeit
Die Unterschiede in der Gewindequalität zwischen Fräsen und Bohren werden in Anwendungen mit gehärtetem Stahl deutlich, bei denen Schnittkräfte und Werkzeugdurchbiegung die endgültige Geometrie erheblich beeinflussen. Das Gewindefräsen erzeugt durchweg überlegene Gewindeprofile mit Teilkreisdurchmesserabweichungen, die typischerweise innerhalb von ±0,025 mm gehalten werden, verglichen mit ±0,050 mm, die durch Gewindebohren in gehärteten Materialien erreicht werden können.
Die Oberflächengüte spricht stark für das Gewindefräsen in Anwendungen mit gehärtetem Stahl. Die mehreren Schneidkanten und die optimierte Spanbildung, die für Gewindefräser charakteristisch sind, erzeugen Ra-Werte von 0,8-1,6 μm, während Gewindebohrungen in ähnlichen Materialien typischerweise Ra-Werte von 2,5-4,0 μm aufweisen. Diese Verbesserung ist in Anwendungen, die Ermüdungsbeständigkeit oder Korrosionsbeständigkeit erfordern, von entscheidender Bedeutung, da Oberflächenunregelmäßigkeiten als Spannungskonzentratoren oder Spaltkorrosionsinitiatoren dienen.
Die geometrische Genauigkeit geht über die Oberflächengüte hinaus und umfasst die Genauigkeit der Gewindeform und die Einhaltung der Lagetoleranz. Das Gewindefräsen hält konstante Gewindewinkel (typischerweise ±0,5°) auch in unterschiedlichen Härtezonen ein, während Gewindebohrungen 1-2° Abweichungen aufweisen können, da sich Gewindebohrer unter unterschiedlichen Schnittlasten durchbiegen. Dieser Genauigkeitsvorteil erweist sich in Präzisionsbaugruppen als unerlässlich, bei denen die Gewindeinterferenz die Montagekräfte und die Konsistenz der Gelenkvorspannung beeinflusst.
Anforderungen an Werkzeugmaschinen und Einrichtungsüberlegungen
Die Anforderungen an Werkzeugmaschinen unterscheiden sich erheblich zwischen Gewindefräs- und Gewindebohrarbeiten, insbesondere bei der Bearbeitung von gehärteten Stählen. Das Gewindebohren erfordert eine starre Spindelkonstruktion mit genauen Synchronisationsfunktionen, wodurch die Anwendungen typischerweise auf Bearbeitungszentren mit speziellen Gewindebohrzyklen und ausreichender Drehmomentkapazität beschränkt sind. Der Spindelleistungsbedarf für das Gewindebohren von gehärteten Stählen übersteigt aufgrund des hohen Drehmomentbedarfs oft 5-8 kW für M10-Gewinde und größere.
Das Gewindefräsen stellt andere Anforderungen an Werkzeugmaschinen und erfordert präzise Interpolationsfunktionen und stabile Schnittbedingungen anstelle einer maximalen Drehmomentausgabe. Die meisten modernen 3-Achs-Bearbeitungszentren können Gewindefräsarbeiten erfolgreich durchführen, obwohl 5-Achs-Fähigkeit für abgewinkelte oder komplexe Gewindefunktionen von Vorteil ist. Die Spindeldrehzahlen für das Gewindefräsen liegen typischerweise zwischen 1.500 und 4.000 U/min, abhängig vom Fräserdurchmesser und dem Material, wodurch moderate Anforderungen an die Spindelleistungssysteme gestellt werden.
Die Programmierungskomplexität stellt eine erhebliche Überlegung für die Produktionsimplementierung dar. Das Gewindebohren erfordert einfache G84- oder G74-Festzyklen mit minimaler Programmierungskomplexität, wodurch es für Programmierer der Einstiegsklasse zugänglich ist. Das Gewindefräsen erfordert eine spiralförmige Interpolationsprogrammierung (G02/G03 mit gleichzeitiger Z-Achsenbewegung) oder eine spezielle CAM-Software mit Gewinderoutinen. Diese Komplexität führt zu längeren Programmierzeiten und erhöhten Qualifikationsanforderungen für das Einrichtungspersonal.
Schnittparameter und Prozessoptimierung
Optimale Schnittparameter für das Gewindeschneiden von gehärtetem Stahl variieren dramatisch zwischen Gewindebohr- und Fräsverfahren. Die Gewindebohrparameter sind weitgehend durch die Anforderungen an die Gewindesteigung eingeschränkt - ein M10x1,5-Gewindebohrer muss unabhängig von den Materialeigenschaften 1,5 mm pro Umdrehung vorschieben. Diese Einschränkung erzwingt Kompromisse bei der Auswahl der Schnittgeschwindigkeit, was oft zu suboptimalen Schnittbedingungen für gehärtete Materialien führt.
| Prozessparameter | Gewindebohren (4340 @ 38 HRC) | Gewindefräsen (4340 @ 38 HRC) | Optimierungsvorteil |
|---|---|---|---|
| Schnittgeschwindigkeit (m/min) | 8-12 | 80-120 | Gewindefräsen |
| Vorschub (mm/U) | Fest (Steigung) | 0.05-0.15 | Gewindefräsen |
| Schnittkraft (N) | 800-1,200 | 200-400 | Gewindefräsen |
| Werkzeugeingriff | 100% | 15-25% | Gewindefräsen |
Die Gewindefräsparameter können unabhängig voneinander für Schnittgeschwindigkeit, Vorschubgeschwindigkeit und axialen Eingriff optimiert werden. Mit Hartmetallgewindefräsern mit geeigneten Beschichtungen sind in gehärteten Stählen Schnittgeschwindigkeiten von 80-150 m/min erreichbar, verglichen mit 8-15 m/min, die typisch für Gewindebohrarbeiten sind. Dieser Geschwindigkeitsvorteil führt direkt zu einer verbesserten Werkzeuglebensdauer durch reduzierte Kaltverfestigung und bessere Spanabfuhr.
Die Kühlmittelanwendung erweist sich für beide Prozesse als kritisch, stellt aber unterschiedliche Herausforderungen dar. Das Gewindebohren erfordert eine Flutkühlung oder eine Kühlmittelzufuhr durch die Spindel, um Spänestau zu verhindern und eine ausreichende Schmierung zu gewährleisten. Das Gewindefräsen profitiert von einer Nebelkühlmittelanwendung, die die Spanabfuhr nicht beeinträchtigt und gleichzeitig die thermische Kontrolle und eine längere Werkzeuglebensdauer ermöglicht.
Kostenanalyse: Anfangsinvestition vs. Betriebswirtschaftlichkeit
Der wirtschaftliche Vergleich zwischen Gewindefräsen und Gewindebohren in Anwendungen mit gehärtetem Stahl erfordert eine Analyse über mehrere Kostenkategorien hinweg, einschließlich Werkzeugkosten, Maschinenzeit, Qualitätskosten und sekundärer Operationen. Die anfängliche Werkzeuginvestition spricht stark für das Gewindebohren, wobei hochwertige Gewindebohrer 35-60 € kosten, verglichen mit 120-200 € für gleichwertige Gewindefräser. Diese Analyse ändert sich jedoch dramatisch, wenn man die Werkzeuglebensdauer und die Gesamtkosten pro Gewinde berücksichtigt.
Die Betriebskostenanalyse muss die Wahrscheinlichkeit eines Gewindebohrerbruchs und die damit verbundenen Wiederherstellungskosten berücksichtigen. Das Entfernen gebrochener Gewindebohrer in Bauteilen aus gehärtetem Stahl erfordert oft Funkenerosion (EDM) oder spezielle Extraktionswerkzeuge, wobei die Kosten 200-500 € pro Vorfall erreichen, einschließlich Arbeitskosten und potenziellem Schrott. Das Gewindefräsen eliminiert das Bruchrisiko aufgrund geringerer Schnittkräfte und überlegener Spanabfuhr nahezu vollständig.
Die Qualitätskosten sprechen stark für das Gewindefräsen in Anwendungen mit gehärtetem Stahl. Eine verbesserte Gewindegeometrie und Oberflächengüte reduzieren die Wahrscheinlichkeit von Montageproblemen, Querverschraubungen oder vorzeitigem Gelenkversagen. Diese Qualitätsverbesserungen führen zu reduzierten Garantiekosten und einer verbesserten Kundenzufriedenheit, obwohl die Quantifizierung eine anwendungsspezifische Analyse erfordert.
Wenn Sie bei Microns Hub bestellen, profitieren Sie von direkten Herstellerbeziehungen, die eine überlegene Qualitätskontrolle und wettbewerbsfähige Preise im Vergleich zu Marktplatzplattformen gewährleisten. Unsere technische Expertise und unser personalisierter Serviceansatz bedeuten, dass jedes Projekt die Liebe zum Detail erhält, die für optimale Gewindelösungen in Bauteilen aus gehärtetem Stahl erforderlich ist.
Anwendungsspezifische Empfehlungen
Anwendungen in der Luft- und Raumfahrt mit ausscheidungshärtenden Edelstählen oder Titanlegierungen sprechen aufgrund der Kaltverfestigungseigenschaften des Materials und der strengen Qualitätsanforderungen stark für das Gewindefräsen. Bauteile wie Fahrwerksbaugruppen, Triebwerksaufhängungen und Strukturbauteile erfordern eine Gewindequalität, die die Spezifikationsanforderungen durchweg erfüllt oder übertrifft. Die überlegene geometrische Genauigkeit und Oberflächengüte, die durch das Gewindefräsen erreicht werden, rechtfertigen die zusätzliche Zykluszeit in diesen kritischen Anwendungen.
Automobilanwendungen präsentieren differenziertere Auswahlkriterien, bei denen Produktionsvolumen und Bauteilkritikalität die Prozessauswahl beeinflussen. Getriebekomponenten mit hohem Volumen oder Motorblöcke können das Gewindebohren für Gewinde in durchgehärteten Bereichen unter 35 HRC rechtfertigen, während Spezialkomponenten mit niedrigem Volumen von der Flexibilität und den Qualitätsvorteilen des Gewindefräsens profitieren. Die Möglichkeit, mehrere Gewindegrößen mit einem einzigen Gewindefräser herzustellen, bietet erhebliche Vorteile in Produktionsumgebungen mit niedrigem Volumen und hohem Mix.
Die Herstellung von Medizinprodukten, insbesondere von orthopädischen Implantaten und chirurgischen Instrumenten, erfordert das Gewindefräsen für biokompatible Materialien wie 17-4 PH-Edelstahl oder Titanlegierungen. Die überlegene Oberflächengüte und geometrische Genauigkeit wirken sich direkt auf die Geräteleistung und Langlebigkeit aus. Die Fähigkeit des Gewindefräsens, eine konstante Qualität über unterschiedliche Härtezonen hinweg aufrechtzuerhalten, erweist sich als unerlässlich in Bauteilen, die eine umfangreiche Wärmebehandlung oder Oberflächenmodifikationsprozesse erfordern.
Für Hersteller, die umfassende Lösungen über Gewindebohrarbeiten hinaus suchen, können Blechfertigungsdienste integrierte Fertigungsansätze bieten, die die Gesamtbauteilproduktion optimieren. Ebenso umfassen unsere Fertigungsdienstleistungen die gesamte Bandbreite an Prozessen, die für komplexe Bauteile aus gehärtetem Stahl erforderlich sind.
Integration mit fortschrittlichen Fertigungsprozessen
Die Integration des Gewindefräsens mit fortschrittlichen Fertigungsprozessen wie angetriebenen Werkzeugoperationen bietet erhebliche Vorteile bei der Herstellung komplexer Bauteile. Mehrachsige Bearbeitungszentren können Dreh-, Fräs- und Gewindebohrarbeiten in einzelnen Aufspannungen kombinieren, wodurch die Handhabungszeit reduziert und die geometrischen Beziehungen zwischen den Merkmalen verbessert werden. Diese Integration erweist sich als besonders wertvoll in Bauteilen aus gehärtetem Stahl, bei denen mehrere Aufspannungen das Risiko von Kaltverfestigung und Maßabweichungen erhöhen.
Das Hartdrehen, gefolgt vom Gewindefräsen, stellt einen aufkommenden Ansatz für Bauteile dar, die eine umfangreiche Bearbeitung im gehärteten Zustand erfordern. Diese Reihenfolge minimiert die Verformung durch Wärmebehandlung und sorgt gleichzeitig für eine überlegene Gewindequalität im Vergleich zur Bearbeitung vor dem Härten und der anschließenden Wärmebehandlung. Die Kombination erweist sich als besonders effektiv für Bauteile, die geometrische Toleranzen erfordern, die enger sind als durch herkömmliche Wärmebehandlungs- und Schleifsequenzen erreichbar.
Die Integration der additiven Fertigung stellt eine zukünftige Möglichkeit dar, bei der das Gewindefräsen eine überlegene Gewindequalität im Vergleich zu gedruckten Gewinden bietet. Bauteile, die durch selektives Laserschmelzen (SLM) oder Elektronenstrahlschmelzen (EBM) hergestellt werden, erfordern oft eine Nachbearbeitung für kritische Gewindefunktionen. Das Gewindefräsen kommt mit den unterschiedlichen Oberflächenbedingungen und Materialeigenschaften, die für additiv gefertigte Bauteile charakteristisch sind, besser zurecht als herkömmliche Gewindebohrmethoden.
Zukünftige Trends und Technologieentwicklung
Neue Werkzeugbeschichtungstechnologien verbessern die Leistung des Gewindefräsens in Anwendungen mit gehärtetem Stahl weiter. Fortschrittliche Beschichtungssysteme wie AlCrN und diamantartiger Kohlenstoff (DLC) bieten eine verbesserte Verschleißfestigkeit und reduzierte Reibungskoeffizienten, wodurch die Werkzeuglebensdauer im Vergleich zu herkömmlichen TiAlN-Beschichtungen um weitere 30-50 % verlängert wird. Diese Entwicklungen stärken die wirtschaftlichen Vorteile des Gewindefräsens in anspruchsvollen Anwendungen weiter.
Adaptive Bearbeitungstechnologien, die Schnittkräfte überwachen und Parameter automatisch anpassen, sind besonders vielversprechend für Gewindefräsanwendungen. Diese Systeme können Kaltverfestigungsbedingungen oder Werkzeugverschleißzustände erkennen und die Schnittparameter in Echtzeit anpassen, um eine optimale Leistung aufrechtzuerhalten. Solche Fähigkeiten erweisen sich als besonders wertvoll in Anwendungen mit gehärtetem Stahl, bei denen die Materialeigenschaften innerhalb einzelner Bauteile variieren können.
Das Hochgeschwindigkeits-Gewindefräsen stellt einen aufkommenden Trend dar, bei dem Schnittgeschwindigkeiten von 200-300 m/min durch spezielle Werkzeuge und Werkzeugmaschinendesigns erreichbar werden. Diese Entwicklungen versprechen, den Zykluszeitnachteil, der traditionell mit dem Gewindefräsen verbunden ist, zu beseitigen und gleichzeitig überlegene Gewindequalität und Werkzeuglebensdauereigenschaften beizubehalten.
Häufig gestellte Fragen
Welche Härteschwelle macht das Gewindefräsen im Vergleich zum Gewindebohren in Stahl kostengünstiger?
Der Übergangspunkt liegt typischerweise bei etwa 32-35 HRC, wo die Gewindebohrerbruchraten deutlich zu steigen beginnen, während die Leistung des Gewindefräsers stabil bleibt. Oberhalb von 40 HRC wird das Gewindefräsen in den meisten Anwendungen aufgrund der drastisch verbesserten Werkzeuglebensdauer und der reduzierten Ausschussraten wirtschaftlich überlegen.
Kann das Gewindefräsen Gewinde mit den gleichen Genauigkeitsstandards wie das Gewindebohren herstellen?
Das Gewindefräsen erzeugt durchweg eine höhere Genauigkeit als das Gewindebohren in gehärteten Stählen, wobei die Teilkreisdurchmessertoleranzen typischerweise 40-50 % enger sind. Verbesserungen der Oberflächengüte von 50-60 % sind üblich, was das Gewindefräsen zur bevorzugten Wahl für Präzisionsanwendungen macht, die Passungen der Klasse 2A oder besser erfordern.
Wie wirkt sich die Programmierungskomplexität auf die Implementierung des Gewindefräsens aus?
Moderne CAM-Software hat die Bedenken hinsichtlich der Programmierungskomplexität durch spezielle Gewinderoutinen und automatisierte Werkzeugweggenerierung weitgehend beseitigt. Die Einrichtungszeit erhöht sich im Vergleich zum Gewindebohren um etwa 15-20 %, aber diese Investition wird innerhalb der ersten Produktionsbauteile durch verbesserte Qualität und reduzierten Ausschuss wieder hereingeholt.
Welche Werkzeugmaschinenmodifikationen sind für das Gewindefräsen von gehärteten Stählen erforderlich?
Die meisten vorhandenen 3-Achs-Bearbeitungszentren können das Gewindefräsen ohne Modifikation durchführen, vorausgesetzt, sie verfügen über eine ausreichende Spindelleistung (typischerweise mindestens 3-5 kW) und eine spiralförmige Interpolationsfähigkeit. Die Kühlmittelzufuhr durch die Spindel ist zwar vorteilhaft, aber nicht zwingend erforderlich für erfolgreiche Gewindefräsarbeiten.
Wie unterscheiden sich die Anforderungen an die Schneidflüssigkeit zwischen Gewindefräsen und Gewindebohren?
Das Gewindefräsen erfordert typischerweise eine weniger aggressive Kühlmittelzufuhr als das Gewindebohren, wobei eine Nebelkühlung für die meisten Anwendungen oft ausreichend ist. Das Gewindebohren erfordert eine Flutkühlung oder eine Kühlmittelzufuhr durch die Spindel, um Spänestau zu verhindern und eine ausreichende Schmierung in der begrenzten Schneidzone zu gewährleisten.
Welche Gewindegrößen bevorzugen die einzelnen Verfahren in Anwendungen mit gehärtetem Stahl?
Das Gewindefräsen zeigt zunehmende Vorteile mit zunehmender Gewindegröße, wobei M6-Gewinde und größere in gehärteten Stählen typischerweise das Fräsen bevorzugen. Kleinere Gewinde (M3-M5) können je nach Produktionsvolumen und Qualitätsanforderungen immer noch das Gewindebohren in mäßig harten Materialien (30-35 HRC) rechtfertigen.
Wie beeinflusst die Losgröße den wirtschaftlichen Vergleich zwischen den Prozessen?
Die Massenproduktion (>10.000 Stück jährlich) kann das Gewindebohren für mäßig harte Stähle aufgrund schnellerer Zykluszeiten rechtfertigen, während die Produktion mit niedrigem Volumen und hohem Mix die Flexibilität und Qualitätskonsistenz des Gewindefräsens stark bevorzugt. Der Übergangspunkt variiert mit der Materialhärte und den Gewindespezifikationen.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece