5-Achsen- vs. 3-Achsen-CNC-Fräsen: Wann sich die zusätzlichen Kosten amortisieren
Die Entscheidung zwischen 3-Achsen- und 5-Achsen-CNC-Fräsen stellt eine der wichtigsten Investitionsentscheidungen in der modernen Fertigung dar. Während 3-Achsen-Maschinen den Großteil der Produktionsanforderungen abdecken, eröffnen 5-Achsen-Systeme geometrische Möglichkeiten, die Ihre Fertigungskapazitäten verändern können – jedoch nur, wenn sie durch spezifische Teileanforderungen und Produktionsvolumina gerechtfertigt sind.
Wichtige Erkenntnisse:
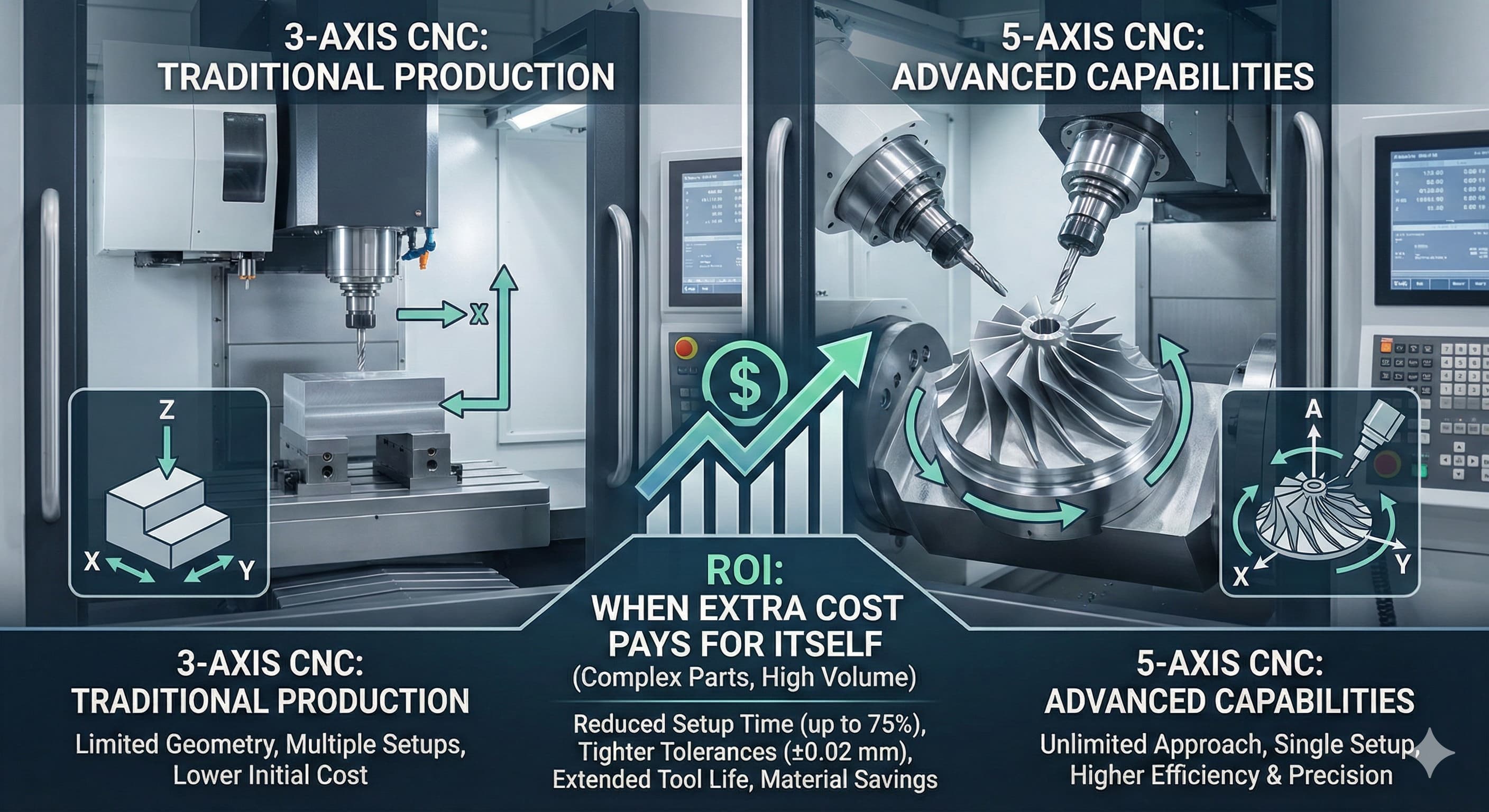
- Die 5-Achsen-Bearbeitung reduziert die Rüstzeit für komplexe Geometrien um bis zu 75 % und hält gleichzeitig Toleranzen von ±0,02 mm ein.
- Die Break-Even-Analyse bevorzugt typischerweise 5-Achsen für Teile, die mehr als 3 Aufspannungen oder zusammengesetzte Winkel von mehr als 30° erfordern.
- Verbesserungen der Werkzeugzugänglichkeit in 5-Achsen-Systemen können die Bearbeitungszeit bei Luft- und Raumfahrt- und Medizinkomponenten um 40-60 % reduzieren.
- Die anfängliche Investitionsprämie von 200.000 bis 500.000 € für 5-Achsen zahlt sich aus, wenn die jährliche Produktion 500 komplexe Teile übersteigt.
Grundlegende Unterschiede verstehen
Traditionelle 3-Achsen-CNC-Maschinen arbeiten entlang dreier linearer Achsen: X (links-rechts), Y (vorne-hinten) und Z (oben-unten). Das Werkstück bleibt stationär, während sich das Schneidwerkzeug in diesen drei Richtungen bewegt und so einen rechteckigen Arbeitsbereich erzeugt. Diese Konfiguration deckt etwa 80 % der allgemeinen Bearbeitungsanforderungen effektiv ab, einschließlich Planfräsen, Bohren und einfachen Konturierungsoperationen.
Die 5-Achsen-Bearbeitung führt zwei zusätzliche Drehachsen ein, die typischerweise als A- und B-Achse bezeichnet werden. Die A-Achse dreht sich um die X-Achse, während sich die B-Achse um die Y-Achse dreht, obwohl Hersteller stattdessen eine C-Achsen-Drehung um die Z-Achse implementieren können. Diese Konfiguration ermöglicht es dem Schneidwerkzeug, sich dem Werkstück aus nahezu jedem Winkel zu nähern, wodurch viele geometrische Einschränkungen beseitigt werden, die 3-Achsen-Systemen innewohnen.
Der entscheidende Unterschied liegt nicht nur in der Anzahl der Achsen, sondern in der Zugänglichkeit. 5-Achsen-Systeme können komplexe Merkmale in einer einzigen Aufspannung bearbeiten, die mehrere Operationen, Vorrichtungen und potenzielle Genauigkeitskompromisse auf 3-Achsen-Anlagen erfordern würden. Diese Fähigkeit ist unerlässlich, wenn es um Luft- und Raumfahrtkomponenten, medizinische Implantate oder komplexe Formgeometrien geht, bei denen die Merkmalsbeziehungen präzise Toleranzen einhalten müssen.
Vergleich der technischen Fähigkeiten
| Fähigkeit | 3-Achsen-CNC | 5-Achsen-CNC |
|---|---|---|
| Maximale Werkzeugwinkel | Nur senkrecht zur Werkstückoberfläche | Unbegrenzte Anstellwinkel |
| Rüstzeitreduzierungen | Mehrere Aufspannungen erforderlich | Bis zu 75 % Reduzierung der Aufspannungen |
| Hinterschnittbearbeitung | Unmöglich ohne Spezialwerkzeuge | Direkte Zugänglichkeit |
| Oberflächengüte | Ra 0,8-3,2 μm typisch | Ra 0,4-1,6 μm erreichbar |
| Programmierkomplexität | Mittel | Hoch (CAM-Expertise erforderlich) |
| Toleranzfähigkeit | ±0,05 mm Standard | ±0,02 mm erreichbar |
Wann sich eine 5-Achsen-Investition finanziell lohnt
Die wirtschaftliche Rechtfertigung für 5-Achsen-Bearbeitungszentren hängt stark von der Teilekomplexität, den Produktionsvolumina und den Materialkosten ab. Unsere Analyse bei Microns Hub zeigt mehrere Schlüsselszenarien, in denen sich die zusätzliche Investition innerhalb von 18-24 Monaten auszahlt.
Teile, die zusammengesetzte Winkel von mehr als 30° von der Senkrechten erfordern, stellen erstklassige Kandidaten für die 5-Achsen-Bearbeitung dar. Die traditionelle 3-Achsen-Bearbeitung solcher Merkmale erfordert oft kundenspezifische Vorrichtungen, Werkzeuge mit verlängerter Reichweite oder mehrere Aufspannungen – jede birgt potenzielle Genauigkeitsverschlechterungen und erhöhte Zykluszeiten. Eine typische Luft- und Raumfahrtkonsole mit abgewinkelten Montageflächen kann 6-8 Operationen auf 3-Achsen-Anlagen gegenüber 2-3 Operationen auf einem 5-Achsen-System erfordern.
Die Bearbeitung tiefer Kavitäten stellt einen weiteren überzeugenden Anwendungsfall dar. Gehäuse für medizinische Geräte, Spritzgusskerne und Turbinenkomponenten weisen oft tiefe Taschen mit dünnen Wänden auf, bei denen die Werkzeugdurchbiegung kritisch wird. 5-Achsen-Systeme ermöglichen kürzere, steifere Werkzeuge, indem sie sich den Merkmalen aus optimalen Winkeln nähern, wodurch Vibrationen reduziert und die Überlegungen zur Wandstärke für die Bearbeitungsstabilität verbessert werden.
Die Materialkosten beeinflussen die wirtschaftliche Gleichung erheblich. Beim Bearbeiten teurer Legierungen wie Inconel 718 (45-60 € pro kg) oder Titan Ti-6Al-4V (35-50 € pro kg) rechtfertigt die durch die Einzelaufspannungsbearbeitung erzielte Schrottreduzierung schnell die 5-Achsen-Prämie. Betrachten Sie eine Titan-Luft- und Raumfahrtkomponente, bei der ein Bearbeitungsfehler in der letzten Operation einer 4-Aufspannungssequenz Material im Wert von 500 € und 8 Stunden Maschinenzeit verschrottet.
Rüstzeit- und Genauigkeitsanalyse
Die Reduzierung der Rüstzeit stellt einen der quantifizierbarsten Vorteile der 5-Achsen-Bearbeitung dar. Jede Werkstückneupositionierung führt zu potenziellen Fehlern durch Einschränkungen der Vorrichtungs-Wiederholbarkeit, typischerweise ±0,02-0,05 mm, abhängig von der Vorrichtungsqualität und dem Bedienergeschick. Diese akkumulierten Toleranzen können schnell Ihr zulässiges Fehlerbudget bei Präzisionskomponenten aufbrauchen.
Eine umfassende Studie unserer Produktionsdaten zeigt durchschnittliche Rüstzeiten von 45-90 Minuten für komplexe 3-Achsen-Operationen gegenüber 15-30 Minuten für äquivalente 5-Achsen-Operationen. Noch wichtiger ist, dass die Eliminierung mehrerer Aufspannungen kumulative Positionierungsfehler beseitigt und engere Gesamttoleranzen ermöglicht. Teile, die eine geometrische Toleranz von ±0,025 mm für Merkmale erfordern, die in verschiedenen Aufspannungen bearbeitet werden, erweisen sich auf 3-Achsen-Anlagen oft als unmöglich, konsistent zu erreichen.
Bezugsflächen und Referenzflächen behalten ihre Beziehungen während 5-Achsen-Operationen bei, wodurch die Toleranzaufsummierung beseitigt wird, die Mehrfachaufspannprozessen innewohnt. Dieser Vorteil wird in Branchen wie der Luft- und Raumfahrt kritisch, wo die Anforderungen an die geometrische Dimensionierung und Tolerierung (GD&T) gemäß den ASME Y14.5-Standards eine präzise Kontrolle der Merkmalsbeziehungen erfordern.
Für hochpräzise Ergebnisse Fordern Sie in 24 Stunden ein Angebot an von Microns Hub.
Werkzeugstandzeit und Oberflächenbeschaffenheit
Die 5-Achsen-Bearbeitung ermöglicht optimale Werkzeugeingriffswinkel, die die Werkzeugstandzeit drastisch verlängern und gleichzeitig die Qualität der Oberflächenbeschaffenheit verbessern können. Durch die Aufrechterhaltung einer konstanten Spanbelastung und die Vermeidung ungünstiger Schnittbedingungen erreichen 5-Achsen-Operationen oft eine 25-40 % längere Werkzeugstandzeit im Vergleich zu äquivalenten 3-Achsen-Prozessen.
Die Möglichkeit, die Spindel zu neigen, ermöglicht eine optimale Spanabfuhr, die besonders kritisch ist, wenn tiefe Merkmale bearbeitet oder mit Materialien gearbeitet wird, die lange, zähe Späne wie austenitische Edelstähle erzeugen. Eine ordnungsgemäße Spanabfuhr verhindert das Nachschneiden, was die Oberflächenbeschaffenheit beeinträchtigt und den Werkzeugverschleiß beschleunigt.
Die Reduzierung der Schuppenhöhe durch optimierte Werkzeugwege stellt einen weiteren signifikanten Vorteil dar. 5-Achsen-Systeme können konsistente Zustellwege und optimale Schnittwinkel über komplexe Oberflächen aufrechterhalten und so die variablen Schuppenhöhen eliminieren, die bei 3-Achsen-Schlichtdurchgängen üblich sind. Diese Fähigkeit eliminiert oft sekundäre Endbearbeitungsoperationen und spart sowohl Zeit als auch Arbeitskosten.
| Anwendung der Oberflächengüte | 3-Achsen-Fähigkeit | 5-Achsen-Fähigkeit | Verbesserungsfaktor |
|---|---|---|---|
| Luft- und Raumfahrt-Oberflächen (Ra) | 1,6-3,2 μm | 0,8-1,6 μm | 50-75 % Verbesserung |
| Medizinische Implantate (Ra) | 0,8-1,6 μm | 0,4-0,8 μm | 50 % Verbesserung |
| Formoberflächen (Ra) | 0,4-0,8 μm | 0,2-0,4 μm | 50 % Verbesserung |
| Allgemeine Komponenten (Ra) | 3,2-6,4 μm | 1,6-3,2 μm | 50 % Verbesserung |
Materialspezifische Vorteile
Verschiedene Materialien reagieren unterschiedlich auf 5-Achsen-Bearbeitungsstrategien. Titanlegierungen, die für Kaltverfestigung und schlechte Wärmeleitfähigkeit bekannt sind, profitieren erheblich von dem konsistenten Werkzeugeingriff, der mit 5-Achsen-Systemen möglich ist. Die Aufrechterhaltung optimaler Schnittgeschwindigkeiten und Vorschübe während komplexer Werkzeugwege verhindert die Kaltverfestigung, die bei herkömmlichen 3-Achsen-Operationen mit unterschiedlichen Eingriffsbedingungen auftreten kann.
Aluminiumlegierungen erzielen, obwohl sie im Allgemeinen einfacher zu bearbeiten sind, durch die 5-Achsen-Bearbeitung aufgrund der verbesserten Spanabfuhr und der konsistenten Schnittkräfte überlegene Oberflächenbeschaffenheiten. Dies erweist sich als besonders wertvoll für Luft- und Raumfahrtanwendungen, bei denen die Oberflächenqualität die Lebensdauer direkt beeinflusst. Unsere Präzisions-CNC-Bearbeitungsdienstleistungen erzielen regelmäßig Ra-Werte von 0,4 μm auf Aluminiumkomponenten durch optimierte 5-Achsen-Strategien.
Gehärtete Stähle und Superlegierungen stellen extreme Herausforderungen für jeden Bearbeitungsprozess dar, aber 5-Achsen-Systeme ermöglichen die Verwendung spezialisierter Werkzeugwege und Schnittparameter, die mit 3-Achsen-Anlagen unmöglich wären. Trochoidale Frässtrategien, adaptive Freiräumung und Bearbeitung mit konstanter Oberflächengeschwindigkeit werden in Kombination mit unbegrenzten Werkzeuganstellwinkeln zu praktischen Optionen.
Programmier- und Bedienerqualifikationsanforderungen
Die Raffinesse der 5-Achsen-Bearbeitung erfordert entsprechende Steigerungen der Programmierexpertise und des Bedienerqualifikationsniveaus. Die CAM-Programmierung für 5-Achsen erfordert ein Verständnis der Werkzeugkollisionsvermeidung, der Achsenkoordination und fortschrittlicher Werkzeugwegstrategien. Die Programmierzeit erhöht sich typischerweise um 200-300 % im Vergleich zu äquivalenten 3-Achsen-Operationen, obwohl sich dieser Overhead über Produktionsläufe schnell amortisiert.
Bediener müssen die Maschinenkinematik, die Beziehungen zwischen Koordinatensystemen und fortschrittliche Werkstückspannstrategien verstehen. Die Komplexität von 5-Achsen-Aufspannungen erfordert höhere Qualifikationsniveaus, typischerweise 6-12 Monate Spezialschulung für erfahrene 3-Achsen-Bediener. Einmal etabliert, erfordern 5-Achsen-Operationen jedoch oft weniger manuelle Eingriffe aufgrund der reduzierten Aufspannfrequenz.
Moderne CAM-Systeme wie Mastercam, PowerMill und NX haben die Zugänglichkeit der 5-Achsen-Programmierung durch automatisierte Kollisionserkennung, optimierte Werkzeugweggenerierung und Simulationsfunktionen erheblich verbessert. Dennoch bleibt die Lernkurve erheblich und muss in die Implementierungsplanung einbezogen werden.
Wartung und Betriebskomplexität
5-Achsen-Maschinen beinhalten von Natur aus komplexere mechanische Systeme mit zusätzlichen Drehachsen, Lagern und Antriebssystemen, die Wartung erfordern. Die Kosten für die vorbeugende Wartung sind typischerweise 15-25 % höher als bei äquivalenten 3-Achsen-Systemen aufgrund der zusätzlichen Komponenten und Kalibrierungsanforderungen.
Kalibrierungsverfahren für 5-Achsen-Maschinen erfordern spezielle Ausrüstung und Fachkenntnisse. R-Testkugeln, Laserinterferometrie und Koordinatenmessmaschinen werden unerlässlich, um Genauigkeitsstandards aufrechtzuerhalten. Die jährlichen Kalibrierungskosten liegen zwischen 3.000 und 8.000 €, abhängig von der Maschinengröße und den Genauigkeitsanforderungen.
Die reduzierte Aufspannfrequenz bei 5-Achsen-Operationen kann jedoch die Gesamtwartungsanforderungen in Anwendungen mit hohem Volumen tatsächlich verringern. Weniger Teilewechsel bedeuten weniger Verschleiß an Spindelanzugsstangen, Werkzeugwechslern und Werkstückspannsystemen. Der Nettoeffekt variiert je nach Anwendung, bevorzugt aber im Allgemeinen 5-Achsen-Systeme in Produktionsumgebungen.
Kosten-Nutzen-Analyse-Framework
Die Entwicklung einer umfassenden Kosten-Nutzen-Analyse erfordert die Untersuchung mehrerer Kostenzentren und Nutzenströme. Die anfänglichen Kapitalkosten für 5-Achsen-Systeme liegen typischerweise zwischen 300.000 und 800.000 € für Maschinen in Produktionsqualität, verglichen mit 100.000 bis 300.000 € für äquivalente 3-Achsen-Systeme.
| Kostenfaktor | Jährliche Auswirkungen 3-Achsen | Jährliche Auswirkungen 5-Achsen | Differenz |
|---|---|---|---|
| Rüstkosten (500 Teile/Jahr) | €25.000 | €8.000 | €17.000 Einsparungen |
| Ausschussreduzierung | Basiswert | €15.000 Einsparungen | €15.000 Einsparungen |
| Programmierkosten | €12.000 | €18.000 | €6.000 zusätzlich |
| Wartung | €8.000 | €10.000 | €2.000 zusätzlich |
| Verbesserung der Werkzeugstandzeit | Basiswert | €12.000 Einsparungen | €12.000 Einsparungen |
| Jährlicher Nettogewinn | - | - | €36.000 |
Diese Analyse deutet auf eine Amortisationszeit von 5-7 Jahren für die inkrementelle Investition hin, wobei typische Produktionsvolumina und Komplexitätsgrade angenommen werden. Höhere Volumina, komplexere Teile oder teure Materialien können die Amortisationszeiten auf 2-3 Jahre verkürzen.
Integration mit Mehrachsensystemen
Die moderne Fertigung profitiert oft von der Integration des 5-Achsen-Fräsens mit anderen fortschrittlichen Technologien. Angetriebene Werkzeugdrehmaschinen, die Dreh- und Fräsoperationen kombinieren, können synergetisch mit 5-Achsen-Systemen zusammenarbeiten, um die vollständige Teilebearbeitung mit minimalen Aufspannungen zu bewältigen.
Dreh-Fräszentren mit 5-Achsen-Fähigkeit stellen das Nonplusultra der Aufspannreduzierung dar und ermöglichen die vollständige Teilebearbeitung von Stangenmaterial oder Guss bis hin zur fertigen Komponente. Während die Investitionsniveaus 800.000 bis 1.500.000 € erreichen, rechtfertigt die Fähigkeit, komplexe Teile in Einzeloperationen herzustellen, die Kosten für geeignete Anwendungen.
Wenn Sie bei Microns Hub bestellen, profitieren Sie von direkten Herstellerbeziehungen, die eine überlegene Qualitätskontrolle und wettbewerbsfähige Preise im Vergleich zu Marktplatzplattformen gewährleisten. Unsere technische Expertise und unser personalisierter Serviceansatz bedeuten, dass jedes Projekt die Aufmerksamkeit erhält, die es verdient, unabhängig davon, ob 3-Achsen- oder 5-Achsen-Bearbeitungsstrategien verwendet werden.
Der Entscheidungsrahmen sollte auch zukünftige Trends der Teilekomplexität berücksichtigen. Branchen, die sich in Richtung leichterer, komplexerer Geometrien bewegen – wie z. B. Ersatzteile für die additive Fertigung oder topologieoptimierte Designs – erfordern zunehmend 5-Achsen-Fähigkeiten. Die Investition in 5-Achsen-Systeme positioniert Hersteller für sich entwickelnde Marktanforderungen, anstatt nur aktuelle Anforderungen zu erfüllen.
ROI-Berechnungsmethodik
Die genaue ROI-Berechnung für 5-Achsen-Investitionen erfordert eine detaillierte Analyse der aktuellen Produktionskosten im Vergleich zu den prognostizierten 5-Achsen-Kosten. Zu den wichtigsten Variablen gehören die Rüstlohnkosten (typischerweise 45-65 € pro Stunde in europäischen Märkten), die Ausschussraten, die Reduzierung der Zykluszeiten und die Qualitätsverbesserungen.
Betrachten Sie eine typische Luft- und Raumfahrtkonsole, die 4 Aufspannungen auf 3-Achsen-Anlagen gegenüber 1 Aufspannung auf 5-Achsen erfordert. Allein die Rüstlohneinsparungen belaufen sich auf 135-195 € pro Teil, während die Ausschussreduzierung durch die Einzelaufspannungsbearbeitung 300-500 € pro Teil bei teuren Materialien einsparen kann. Diese Einsparungen summieren sich schnell über die Produktionsvolumina.
Die Verbesserungen der Zykluszeit variieren erheblich je nach Teilegeometrie, liegen aber typischerweise zwischen 20 und 60 % für komplexe Teile. Eine Komponente mit einer Gesamtzykluszeit von 8 Stunden auf 3-Achsen-Anlagen kann auf 5-Achsen-Systemen durch optimierte Werkzeugwege und reduzierte Handhabungszeit in 5-6 Stunden fertiggestellt werden.
Qualitätsverbesserungen sind zwar schwerer zu quantifizieren, bieten aber oft den bedeutendsten langfristigen Wert. Reduzierte Ausschussraten, die Eliminierung sekundärer Operationen und eine verbesserte Kundenzufriedenheit rechtfertigen die 5-Achsen-Investition, selbst wenn die direkten Kosteneinsparungen gering erscheinen. Unser umfassendes Fertigungsdienstleistungsportfolio zeigt, wie wir mit 5-Achsen-Fähigkeiten zunehmend komplexe Kundenanforderungen erfüllen und gleichzeitig wettbewerbsfähige Preise aufrechterhalten können.
Implementierungsstrategie und Zeitplan
Eine erfolgreiche 5-Achsen-Implementierung erfordert eine sorgfältige Planung und schrittweise Ausführung. Der typische Zeitplan erstreckt sich über 12-18 Monate von der Kaufentscheidung bis zur vollen Produktionsfähigkeit, einschließlich Geräteauslieferung, Installation, Bedienerschulung und Prozessoptimierung.
Phase 1 umfasst die Geräteauswahl und die Vorbereitung der Einrichtung. 5-Achsen-Maschinen erfordern oft verbesserte Fundamente, erhöhte elektrische Kapazität und aktualisierte CAM-Software. Planen Sie 50.000-100.000 € für Einrichtungsänderungen und Infrastrukturverbesserungen ein.
Phase 2 konzentriert sich auf die Schulung und die anfängliche Prozessentwicklung. Planen Sie 3-6 Monate intensives Training für Programmierer und Bediener ein. Die anfängliche Produktion sollte sich auf einfachere Teile konzentrieren, um Vertrauen aufzubauen und Prozesse zu verfeinern, bevor komplexe Geometrien in Angriff genommen werden.
Phase 3 umfasst die Prozessoptimierung und die Erweiterung der Fähigkeiten. Rechnen Sie mit 6-12 Monaten, um das Potenzial von 5-Achsen-Systemen durch optimierte Werkzeugwege, verbesserte Werkstückspannstrategien und verfeinerte Programmiertechniken voll auszuschöpfen.
Häufig gestellte Fragen
Welche Arten von Teilen rechtfertigen die 5-Achsen-Bearbeitung gegenüber 3-Achsen-Alternativen?
Teile mit zusammengesetzten Winkeln von mehr als 30°, tiefe Kavitäten, die Werkzeugzugänglichkeit erfordern, oder Komponenten, die mehr als 3 Aufspannungen auf herkömmlichen Anlagen benötigen, rechtfertigen typischerweise die 5-Achsen-Investition. Luft- und Raumfahrtkonsolen, medizinische Implantate, komplexe Formen und Turbinenkomponenten stellen ideale Anwendungen dar, bei denen die Reduzierung der Aufspannungen und die verbesserte Genauigkeit klare wirtschaftliche Vorteile bieten.
Wie vergleichen sich die Wartungskosten zwischen 3-Achsen- und 5-Achsen-CNC-Systemen?
5-Achsen-Systeme verursachen typischerweise 15-25 % höhere Wartungskosten aufgrund zusätzlicher Drehachsen, Lager und Kalibrierungsanforderungen. Die jährlichen Wartungskosten liegen zwischen 10.000 und 15.000 € für 5-Achsen-Systeme gegenüber 8.000 bis 12.000 € für vergleichbare 3-Achsen-Maschinen. Die reduzierte Aufspannfrequenz in der Hochvolumenproduktion kann jedoch einige dieser zusätzlichen Kosten durch geringeren Verschleiß an Werkstückspann- und Werkzeugwechselsystemen ausgleichen.
Welches Programmierqualifikationsniveau ist für einen effektiven 5-Achsen-Betrieb erforderlich?
Die 5-Achsen-Programmierung erfordert fortgeschrittene CAM-Expertise, einschließlich Kollisionsvermeidung, Werkzeugwegoptimierung und Koordinatensystemverwaltung. Erfahrene 3-Achsen-Programmierer benötigen typischerweise 6-12 Monate Spezialschulung, um Kompetenz zu erlangen. Die Programmierzeit erhöht sich anfänglich um 200-300 %, stabilisiert sich aber mit zunehmender Expertise und wachsenden Teilebibliotheken.
Wie unterscheiden sich die Toleranzfähigkeiten zwischen 3-Achsen- und 5-Achsen-Bearbeitung?
5-Achsen-Systeme erreichen typischerweise konsistent Toleranzen von ±0,02 mm aufgrund der Einzelaufspannungsbearbeitung, die kumulative Positionierungsfehler eliminiert. 3-Achsen-Systeme halten im Allgemeinen Toleranzen von ±0,05 mm ein, wobei sich die Genauigkeit mit zunehmender Aufspannzahl verschlechtert. Die Eliminierung von Bezugsflächenverschiebungen und Referenzflächenänderungen bei der 5-Achsen-Bearbeitung ermöglicht engere geometrische Toleranzen gemäß den ASME Y14.5-Standards.
Was ist die typische Amortisationszeit für eine 5-Achsen-CNC-Investition?
Die Amortisationszeiten liegen zwischen 2 und 7 Jahren, abhängig von der Teilekomplexität, den Produktionsvolumina und den Materialkosten. Die Hochvolumenproduktion komplexer Teile in teuren Materialien wie Titan oder Inconel kann eine Amortisation in 2-3 Jahren erreichen, während niedrigere Volumina oder einfachere Geometrien 5-7 Jahre erfordern können. Die Analyse sollte Rüstlohneinsparungen, Ausschussreduzierung, Verbesserungen der Zykluszeit und Qualitätsverbesserungen umfassen.
Können bestehende 3-Achsen-Bediener effektiv auf 5-Achsen-Anlagen umsteigen?
Ja, erfahrene 3-Achsen-Bediener können mit der richtigen Schulung auf 5-Achsen-Systeme umsteigen. Die Lernkurve erfordert typischerweise 3-6 Monate für grundlegende Kenntnisse und 12-18 Monate für fortgeschrittene Fähigkeiten. Zu den wichtigsten Fähigkeiten gehören das Verständnis der Maschinenkinematik, der Beziehungen zwischen Koordinatensystemen und fortschrittliche Werkstückspannstrategien. Die Investition in umfassende Schulungsprogramme ist für eine erfolgreiche Implementierung unerlässlich.
Welche CAM-Softwarefunktionen sind für die 5-Achsen-Programmierung unerlässlich?
Zu den wesentlichen CAM-Funktionen gehören die automatische Kollisionserkennung, die 5-Achsen-Werkzeugweggenerierung, die Maschinensimulation und die Postprozessoroptimierung. Führende Systeme wie Mastercam, PowerMill und NX bieten diese Funktionen, obwohl die Lizenzkosten für 5-Achsen-Module erheblich steigen. Planen Sie jährlich 15.000-30.000 € für professionelle 5-Achsen-CAM-Software einschließlich Wartung und Updates ein.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece