Aluminium A380 vs. A356: Die richtige Legierung für Festigkeit und Fluss auswählen
Aluminium A380 und A356 sind zwei der am häufigsten spezifizierten Druckgusslegierungen in der europäischen Fertigung. Die Auswahl zwischen ihnen erfordert jedoch das Verständnis kritischer Kompromisse zwischen Festigkeitseigenschaften und Fließeigenschaften. Diese Entscheidung wirkt sich auf alles aus, von der Teileleistung bis zu den Produktionskosten, weshalb es für Ingenieure unerlässlich ist, die feinen Unterschiede zwischen diesen Legierungen zu verstehen.
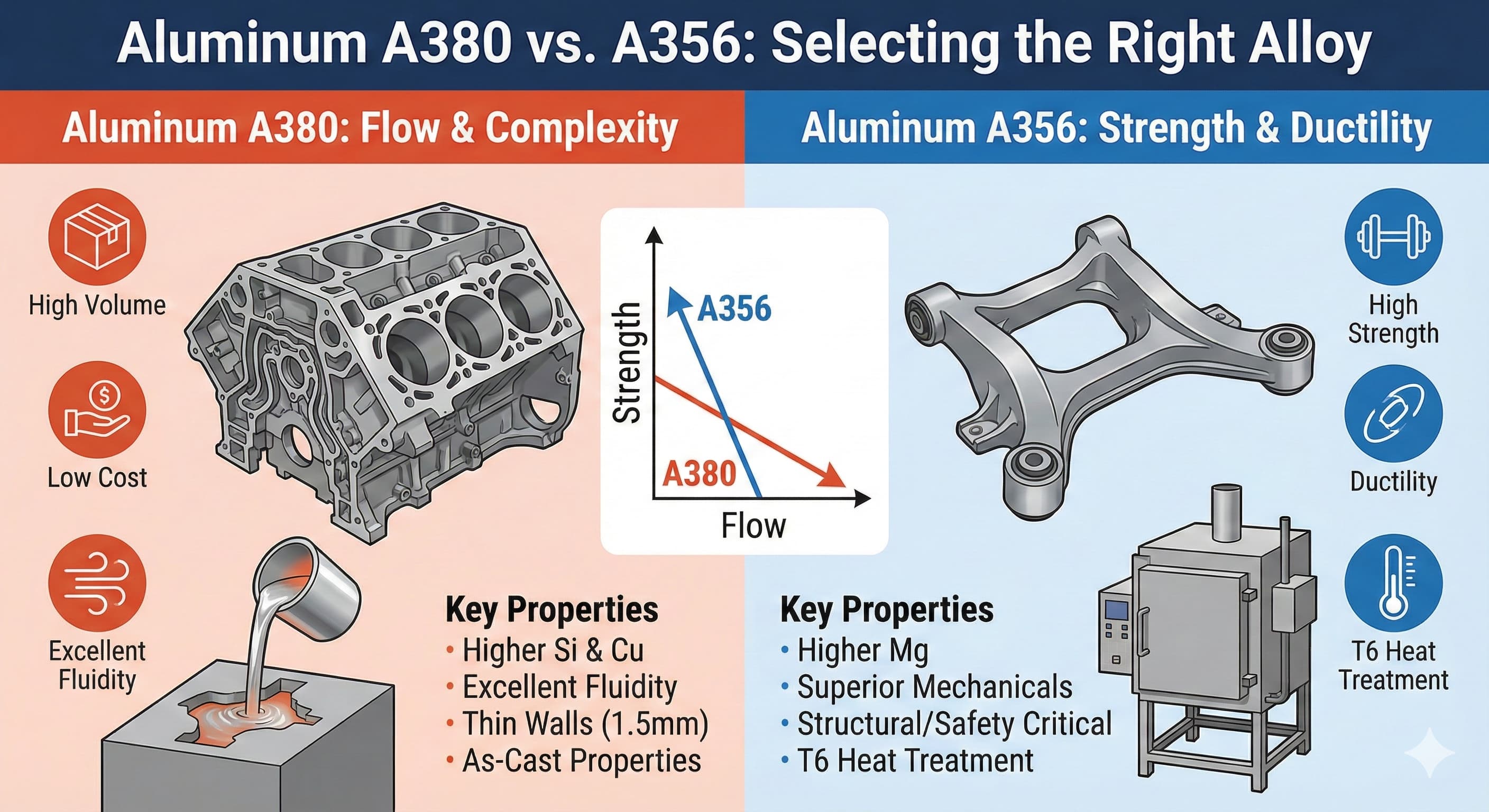
Beide Legierungen spielen eine unterschiedliche Rolle im Aluminiumguss-Ökosystem, wobei A380 hochvolumige Anwendungen dominiert, die eine ausgezeichnete Fließfähigkeit erfordern, während A356 dort überzeugt, wo überlegene mechanische Eigenschaften die höheren Material- und Verarbeitungskosten rechtfertigen.
Wesentliche Erkenntnisse
- A380 bietet überlegene Fließeigenschaften und niedrigere Kosten, wodurch es ideal für dünnwandige, komplexe Geometrien ist
- A356 bietet eine deutlich höhere Festigkeit und Duktilität und eignet sich für strukturelle und sicherheitskritische Anwendungen
- Die Auswahl des Gießverfahrens (Druckguss vs. Sandguss) beeinflusst die Legierungsleistung und die Kosten erheblich
- Die Optionen für die Wärmebehandlung nach dem Gießen variieren stark zwischen den Legierungen und beeinflussen die endgültigen mechanischen Eigenschaften
Chemische Zusammensetzung und grundlegende Eigenschaften
Die Unterschiede in der chemischen Zusammensetzung zwischen A380 und A356 bestimmen ihre unterschiedlichen Leistungsmerkmale. A380 enthält einen höheren Siliziumgehalt (7,5-9,5 %) als A356 (6,5-7,5 %) sowie deutlich mehr Kupfer (3,0-4,0 % gegenüber maximal 0,25 %). Diese Zusammensetzung verleiht A380 eine ausgezeichnete Fließfähigkeit beim Gießen, schränkt jedoch seine mechanischen Eigenschaften ein.
A356 enthält umgekehrt Magnesium (0,25-0,45 %) als primäres verstärkendes Element, während der Kupfergehalt gering gehalten wird. Diese Zusammensetzung ermöglicht Wärmebehandlungsreaktionen, die A380 nicht erreichen kann, was zu einer höheren Zug- und Streckgrenze führt.
| Element | A380 (Gew.-%) | A356 (Gew.-%) | Auswirkung auf Eigenschaften |
|---|---|---|---|
| Silizium (Si) | 7.5-9.5 | 6.5-7.5 | Höheres Si verbessert die Fließfähigkeit, reduziert die Schwindung |
| Kupfer (Cu) | 3.0-4.0 | 0.25 max | Cu erhöht die Festigkeit, reduziert aber die Duktilität |
| Magnesium (Mg) | 0.10 max | 0.25-0.45 | Mg ermöglicht Ausscheidungshärtung |
| Eisen (Fe) | 1.3 max | 0.20 max | Höherer Fe-Gehalt reduziert die Duktilität |
| Zink (Zn) | 3.0 max | 0.10 max | Zn beeinflusst die Korrosionsbeständigkeit |
Der Siliziumgehalt beeinflusst direkt die Gießeigenschaften, wobei das höhere Silizium in A380 außergewöhnliche Fließeigenschaften und eine geringere Schwindung während der Erstarrung bietet. Diese gleiche Zusammensetzung erzeugt jedoch spröde intermetallische Phasen, die die Duktilität und Schlagfestigkeit einschränken.
Vergleich der mechanischen Eigenschaften
Die Unterschiede in den mechanischen Eigenschaften zwischen diesen Legierungen sind erheblich und bestimmen die Anwendungsauswahl. A380 im gegossenen Zustand erreicht typischerweise Zugfestigkeiten von 320-330 MPa mit Streckgrenzen um 160 MPa. A356, insbesondere im wärmebehandelten Zustand T6, kann Zugfestigkeiten von über 280 MPa mit Streckgrenzen von 205 MPa erreichen und bietet gleichzeitig deutlich höhere Dehnungswerte.
| Eigenschaft | A380 (Wie gegossen) | A356 (T6) | A356 (Wie gegossen) |
|---|---|---|---|
| Zugfestigkeit (MPa) | 320-330 | 280-310 | 220-260 |
| Streckgrenze (MPa) | 160 | 205-240 | 140-180 |
| Dehnung (%) | 2.5-3.5 | 8-12 | 3-5 |
| Härte (HB) | 80-85 | 70-90 | 60-70 |
| Dauerfestigkeit (MPa) | 110-130 | 140-160 | 100-120 |
Der Dehnungsunterschied ist besonders wichtig für Anwendungen, die dynamischen Belastungen oder Stoßbedingungen ausgesetzt sind. Die Dehnung von 8-12 % von A356 im Zustand T6 gegenüber 2,5-3,5 % von A380 stellt den Unterschied zwischen einem duktilen Versagensmodus und spröden Bruchcharakteristiken dar.
Die Ermüdungsleistung zeigt ähnliche Trends, wobei A356-T6 aufgrund seiner feinen Mikrostruktur und des Fehlens von kupferreichen intermetallischen Verbindungen, die als Rissinitiierungsstellen wirken, eine höhere Ermüdungsfestigkeit bietet.
Fließeigenschaften und Gießleistung
Die Fließeigenschaften stellen einen der Hauptvorteile von A380 gegenüber A356 dar. Der höhere Siliziumgehalt und der Kupferzusatz erzeugen einen längeren Erstarrungsbereich, der ausgezeichnete Formfüllungseigenschaften in komplexen Geometrien bietet. Dies führt zu einem erfolgreichen Gießen von dünnen Wänden (bis zu 1,5 mm unter optimalen Bedingungen) und komplizierten Merkmalen, die mit A356 eine Herausforderung darstellen würden.
Die überlegene Fließfähigkeit von A380 ermöglicht die richtige Umsetzung von Formschrägen in komplexen Formen unter Beibehaltung der Maßgenauigkeit. Die Gießeigenschaften der Legierung unterstützen hohe Produktionszyklen, die in Automobil- und Unterhaltungselektronikanwendungen typisch sind.
A356 erfordert zwar angemessene Fließeigenschaften, erfordert jedoch mehr Aufmerksamkeit bei der Angussgestaltung, der Kanaldimensionierung und der Temperaturkontrolle. Die Neigung der Legierung zu Warmrissen in dünnen Abschnitten erfordert eine konservative Wandstärkengestaltung (typischerweise mindestens 2,5 mm für eine zuverlässige Produktion).
| Gießparameter | A380 | A356 | Technische Auswirkungen |
|---|---|---|---|
| Minimale Wandstärke | 1.5 mm | 2.5 mm | A380 ermöglicht leichtere, komplexere Designs |
| Erstarrungsbereich | 90-120°C | 60-90°C | Größerer Bereich verbessert die Formfüllung |
| Warmrissneigung | Niedrig | Mäßig | A380 ist im Design toleranter |
| Formfüllvermögen | Ausgezeichnet | Gut | Komplexe Geometrien bevorzugen A380 |
| Porositätsempfindlichkeit | Niedrig | Mäßig | A380 ist toleranter gegenüber Prozessschwankungen |
Die Fließlängen unterscheiden sich erheblich, wobei A380 unter optimierten Bedingungen Fließlängen von mehr als dem 200-fachen der Wandstärke erreicht, während A356 typischerweise das 150- bis 180-fache der Wandstärke erreicht. Dieser Unterschied wird bei großen, komplexen Gussteilen kritisch, bei denen Metall über beträchtliche Entfernungen durch dünne Abschnitte fließen muss.
Wärmebehandlungsreaktion und mikrostrukturelle Überlegungen
Die Wärmebehandlungsreaktion stellt ein grundlegendes Unterscheidungsmerkmal zwischen diesen Legierungen dar. A380 bietet begrenzte Wärmebehandlungsoptionen und verbleibt typischerweise im gegossenen Zustand oder erhält Spannungsarmglühungen. Der hohe Kupfergehalt verhindert eine wirksame Lösungsglühung aufgrund des beginnenden Schmelzens kupferreicher Phasen.
A356 reagiert hervorragend auf die T6-Wärmebehandlung (Lösungsglühen bei 540 °C, Abschrecken und Auslagern bei 150-160 °C für 2-8 Stunden). Dieser Prozess löst Magnesium und Silizium in fester Lösung auf und scheidet dann während der Alterung verstärkende Phasen aus, wodurch die mechanischen Eigenschaften drastisch verbessert werden.
Für hochpräzise Ergebnisse fordern Sie ein kostenloses Angebot an und erhalten Sie innerhalb von 24 Stunden eine Preisangabe von Microns Hub.
Die mikrostrukturellen Unterschiede gehen über die Wärmebehandlungsreaktion hinaus. Die gegossene Struktur von A380 enthält grobe Siliziumpartikel und Kupfer-Aluminium-Intermetallverbindungen, die Festigkeit verleihen, aber die Duktilität einschränken. Die Mikrostruktur von A356, insbesondere nach der T6-Behandlung, weist feine, gleichmäßig verteilte Ausscheidungen auf, die sowohl die Festigkeit als auch die Zähigkeit erhöhen.
| Wärmebehandlung | A380 Reaktion | A356 Reaktion | Eigenschaftsänderung |
|---|---|---|---|
| Wie gegossen | Standardzustand | Ausgangseigenschaften | - |
| T4 (Lösungsglühen + Natürliche Alterung) | Nicht anwendbar | Mäßige Verbesserung | +15% Festigkeit |
| T6 (Lösungsglühen + Künstliche Alterung) | Nicht anwendbar | Maximale Festigkeit | +25-35% Festigkeit |
| Spannungsarmglühen | Dimensionsstabilität | Dimensionsstabilität | Minimale Eigenschaftsänderung |
Kostenanalyse und wirtschaftliche Überlegungen
Die Kostenunterschiede zwischen A380 und A356 gehen über die Rohstoffpreise hinaus und umfassen Verarbeitungs-, Werkzeug- und Nachbearbeitungskosten. A380 kostet typischerweise 2.200-2.400 € pro Tonne, während A356 zwischen 2.600-2.900 € pro Tonne liegt, was einem Aufpreis von 15-20 % für die leistungsstärkere Legierung entspricht.
Die Verarbeitungskosten sprechen aufgrund seiner überlegenen Gießeigenschaften für A380. Höhere Produktionsgeschwindigkeiten, reduzierte Ausschussraten und vereinfachte Werkzeuganforderungen gleichen oft den geringen Materialkostenvorteil aus, den A356 in einigen Märkten haben könnte. Die ausgezeichneten Fließeigenschaften von A380 ermöglichen dünnere Wände und komplexere Geometrien, wodurch potenziell das Gesamtgewicht des Teils und der Materialverbrauch reduziert werden.
Die Wärmebehandlungsanforderungen von A356 führen jedoch zu zusätzlichen Verarbeitungsschritten und Energiekosten. Die T6-Wärmebehandlung verursacht typischerweise zusätzliche Verarbeitungskosten von 150-250 € pro Tonne, abhängig von der Ofeneffizienz und den lokalen Energiepreisen. Dies muss gegen die erzielten Leistungsvorteile abgewogen werden.
| Kostenkomponente | A380 | A356 | Unterschied |
|---|---|---|---|
| Rohmaterial (€/Tonne) | 2.200-2.400 | 2.600-2.900 | +15-20% |
| Wärmebehandlung (€/Tonne) | 0-50 | 150-250 | +300-400% |
| Bearbeitungskosten | Höher (härteres Material) | Niedriger (duktiler) | -10-15% |
| Ausschussrate (%) | 3-5 | 5-8 | +40-60% |
| Produktionsrate | Höher | Niedriger | -15-25% |
Wenn Sie bei Microns Hub bestellen, profitieren Sie von direkten Herstellerbeziehungen, die im Vergleich zu Marktplatzplattformen eine überlegene Qualitätskontrolle und wettbewerbsfähige Preise gewährleisten. Unsere technische Expertise und unser persönlicher Serviceansatz bedeuten, dass jedes Projekt die Aufmerksamkeit erhält, die es verdient, was besonders wichtig ist, wenn es darum geht, Kosten- und Leistungsanforderungen in Einklang zu bringen.
Anwendungsspezifische Auswahlkriterien
Die Anwendungsanforderungen bestimmen letztendlich die Legierungsauswahl, wobei jedes Material in bestimmten Anwendungsfällen überzeugt. A380 dominiert Automobilanwendungen, die komplexe Geometrien erfordern, wie z. B. Getriebegehäuse, Motorhalterungen und Gehäuse für elektronische Steuergeräte. Die ausgezeichneten Fließeigenschaften der Legierung ermöglichen die Integration von Montagepunkten, Kühlrippen und komplizierten internen Kanälen in einem einzigen Gussteil.
A356 wird in strukturellen Anwendungen bevorzugt, bei denen die mechanischen Eigenschaften Vorrang vor der Gießkomplexität haben. Automobilaufhängungskomponenten, Flugzeugbeschläge und Hochleistungssportartikel nutzen das überlegene Festigkeits-Gewichts-Verhältnis und die Ermüdungsbeständigkeit von A356.
Elektronische Anwendungen stellen interessante Kompromisse dar. Die ausgezeichnete Wärmeleitfähigkeit von A380 (96 W/m·K gegenüber 151 W/m·K für A356) macht es attraktiv für Kühlkörper und elektronische Gehäuse, bei denen das Wärmemanagement entscheidend ist. Die geringere elektrische Leitfähigkeit von A356 kann jedoch in Anwendungen bevorzugt werden, die eine elektromagnetische Abschirmung erfordern.
Die Integration mit Spritzgussdienstleistungen beeinflusst oft die Materialauswahl für Hybridkomponenten, bei denen Aluminiumgussteile mit Polymereinsätzen oder Umspritzvorgängen verbunden werden.
Kompatibilität mit dem Herstellungsprozess
Der Druckguss ist der primäre Herstellungsprozess für beide Legierungen, aber ihre Kompatibilität mit anderen Prozessen variiert erheblich. A380 überzeugt in Hochdruck-Druckgussverfahren (HPDC), bei denen seine überlegenen Fließeigenschaften schnelle Zykluszeiten und eine gleichbleibende Teilequalität ermöglichen. Die Beständigkeit der Legierung gegen Löten (Anhaften an Werkzeugoberflächen) verlängert die Werkzeuglebensdauer und reduziert den Wartungsaufwand.
A356 zeigt eine breitere Prozesskompatibilität und schneidet in Sandguss-, Kokillenguss- und Halbfestformverfahren gut ab. Diese Vielseitigkeit macht A356 für Kleinserienanwendungen oder Prototypen attraktiv, bei denen die Werkzeugkosten für den Druckguss nicht gerechtfertigt werden können.
Die Bearbeitungseigenschaften nach dem Gießen unterscheiden sich deutlich zwischen den Legierungen. Die höhere Härte und der höhere Kupfergehalt von A380 führen zu anspruchsvolleren Bearbeitungsbedingungen, die Hartmetallwerkzeuge und eine sorgfältige Späneabfuhr erfordern. A356 lässt sich, insbesondere im Zustand T6, leichter mit herkömmlichen Werkzeugen bearbeiten und erzeugt bessere Oberflächengüten.
| Prozess | A380 Eignung | A356 Eignung | Wichtige Überlegungen |
|---|---|---|---|
| Hochdruck-Druckguss | Ausgezeichnet | Gut | A380's Fließvorteil entscheidend |
| Niederdruck-Druckguss | Gut | Ausgezeichnet | A356's mechanische Eigenschaften bevorzugt |
| Sandguss | Befriedigend | Ausgezeichnet | A356 Standard für Sandguss |
| Kokillenguss | Gut | Ausgezeichnet | Beide Legierungen geeignet |
| CNC-Bearbeitung | Anspruchsvoll | Gut | A356 besser bearbeitbar |
Auch die Kompatibilität mit der Oberflächenveredelung variiert. A380 lässt sich recht gut eloxieren, kann aber aufgrund des Kupfergehalts leichte Farbabweichungen aufweisen. A356 bietet eine ausgezeichnete Eloxalreaktion mit gleichmäßiger Farbentwicklung. Pulverbeschichtung und Lackierung funktionieren nach ordnungsgemäßer Oberflächenvorbereitung bei beiden Legierungen ähnlich.
Qualitätskontrolle und Testüberlegungen
Die Anforderungen an die Qualitätskontrolle unterscheiden sich zwischen A380- und A356-Anwendungen, was auf ihre typischen Anwendungsfälle und Leistungserwartungen zurückzuführen ist. A380-Teile werden oft einer Maßprüfung und grundlegenden mechanischen Prüfung unterzogen, wobei der Schwerpunkt auf der Gussintegrität und der Oberflächenqualität liegt. Die zerstörungsfreie Prüfung umfasst typischerweise eine Sichtprüfung und eine Maßprüfung.
A356-Komponenten, insbesondere solche in strukturellen Anwendungen, erfordern umfassendere Testprotokolle. Zugversuche, Härteprüfungen und die Validierung der Wärmebehandlung werden zu Standardanforderungen. Der T6-Wärmebehandlungsprozess erfordert eine Temperaturüberwachung und metallurgische Überprüfung, um eine ordnungsgemäße Ausscheidungshärtung sicherzustellen.
Die Implementierung der statistischen Prozesskontrolle (SPC) variiert zwischen den Legierungen. Die gleichbleibenden Fließeigenschaften von A380 ermöglichen eine enge Maßkontrolle mit Standardprozessüberwachung. Die Wärmebehandlungsanforderungen von A356 führen zu zusätzlichen Variablen, die eine Kontrolldiagrammüberwachung der Lösungstemperatur, der Abschreckgeschwindigkeit und der Alterungsparameter erfordern.
Die Integration mit unseren Fertigungsdienstleistungen umfasst eine umfassende Qualitätsdokumentation, die die Anforderungen der ISO 9001 erfüllt, wobei Materialzertifizierungen und die Überprüfung der mechanischen Eigenschaften zu den Standardleistungen gehören.
Umwelt- und Nachhaltigkeitsfaktoren
Umweltaspekte beeinflussen zunehmend die Materialauswahlentscheidungen. Sowohl A380 als auch A356 bieten eine ausgezeichnete Recyclingfähigkeit mit den inhärenten Nachhaltigkeitsvorteilen von Aluminium. Ihr Energiebedarf unterscheidet sich jedoch aufgrund der Verarbeitungsanforderungen.
Der einfachere Verarbeitungspfad von A380 (minimale Wärmebehandlung) führt zu einem geringeren Energieverbrauch pro produziertem Kilogramm. Die T6-Wärmebehandlung von A356 führt zu einem erheblichen zusätzlichen Energiebedarf, insbesondere während der Lösungsglühung bei 540 °C. Diese Energieeinbuße muss gegen die erzielten Leistungsvorteile abgewogen werden.
Die Kompatibilität mit recyceltem Material variiert zwischen den Legierungen. Die höhere Toleranz von A380 gegenüber Spurenelementen macht es besser mit recycelten Aluminiumströmen kompatibel, während die strengeren Zusammensetzungsanforderungen von A356 die Verwendung von Primäraluminium für kritische Anwendungen erforderlich machen können.
Zukünftige Trends und Entwicklungsrichtungen
Die Legierungsentwicklung entwickelt sich ständig weiter, um den sich ändernden Branchenanforderungen gerecht zu werden. Modifizierte A380-Zusammensetzungen mit reduziertem Kupfergehalt zielen darauf ab, die Duktilität zu verbessern und gleichzeitig ausgezeichnete Gießeigenschaften beizubehalten. Diese Entwicklungen zielen auf Initiativen zur Gewichtsreduzierung im Automobilbereich ab, die eine verbesserte Crashsicherheit erfordern.
Die Entwicklung von A356 konzentriert sich auf verbesserte Wärmebehandlungsreaktionen und eine verbesserte thermische Stabilität. Fortschrittliche Alterungsbehandlungen und modifizierte Zusammensetzungen zielen darauf ab, die bereits beeindruckenden Vorteile der mechanischen Eigenschaften der Legierung zu erweitern.
Die Kompatibilität mit der additiven Fertigung stellt eine aufkommende Überlegung dar. Obwohl keine der beiden Legierungen derzeit eine breite Verwendung im Aluminium-3D-Druck findet, wird weiterhin an pulvermetallurgischen Varianten geforscht, die ihre Anwendungsbereiche erweitern könnten.
Häufig gestellte Fragen
Welche Legierung bietet eine bessere Korrosionsbeständigkeit, A380 oder A356?
A356 bietet im Allgemeinen eine bessere Korrosionsbeständigkeit aufgrund seines geringeren Kupfergehalts. Das Kupfer in A380 kann galvanische Paare bilden, die die Korrosion in Meeres- oder Industrieumgebungen beschleunigen. Beide Legierungen profitieren jedoch von Schutzbeschichtungen in aggressiven Umgebungen.
Kann A380 wärmebehandelt werden, um ähnliche Eigenschaften wie A356 zu erzielen?
Nein, A380 kann aufgrund seines hohen Kupfergehalts, der während der Lösungsglühung zu einem beginnenden Schmelzen führt, nicht effektiv wärmebehandelt werden. Die Legierung wird typischerweise im gegossenen Zustand oder nur mit Spannungsarmglühungen verwendet.
Welche Mindestwandstärke sollte ich für jede Legierung einplanen?
A380 kann unter optimalen Gießbedingungen zuverlässig Wandstärken bis zu 1,5 mm erreichen, während A356 typischerweise Mindestwandstärken von 2,5 mm benötigt, um Warmrisse zu vermeiden und gleichbleibende mechanische Eigenschaften zu gewährleisten.
Wie vergleichen sich die Bearbeitungskosten zwischen A380 und A356?
A356 lässt sich im Allgemeinen einfacher und kostengünstiger bearbeiten als A380. Der höhere Kupfergehalt und die höhere Härte von A380 erfordern Hartmetallwerkzeuge und führen zu höheren Werkzeugverschleißraten, wodurch die Bearbeitungskosten typischerweise um 10-15 % steigen.
Welche Legierung eignet sich besser für dünnwandige Elektronikgehäuse?
A380 wird typischerweise für dünnwandige Elektronikgehäuse bevorzugt, da seine überlegenen Fließeigenschaften komplexe Geometrien und dünne Wände ermöglichen. Seine gute Wärmeleitfähigkeit hilft auch bei der Wärmeableitung in elektronischen Anwendungen.
Wie sind die typischen Vorlaufzeiten für Teile in jeder Legierung?
Die Vorlaufzeiten sind für beide Legierungen in Druckgussanwendungen im Allgemeinen ähnlich. A356-Teile, die eine T6-Wärmebehandlung erfordern, können die Verarbeitungszeit jedoch je nach Losgröße und Ofenbelegung um 1-3 Tage verlängern.
Wie vergleichen sich die Recyclingraten zwischen A380 und A356?
Beide Legierungen sind hochgradig recycelbar, aber die höhere Toleranz von A380 gegenüber Spurenelementen macht es etwas besser mit gemischten Aluminiumschrottströmen kompatibel. Die strengeren Zusammensetzungsanforderungen von A356 erfordern möglicherweise eine sorgfältigere Schrotttrennung für kritische Anwendungen.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece