V-rilleskæring: Skab skarpe buk i arkitektonisk metalplade
Skarpe, præcise buk i arkitektonisk metalplade kræver mere end standard bukning—de kræver V-rilleskæring, en specialiseret teknik, der fjerner materiale langs forudbestemte linjer for at skabe rene, nøjagtige folder. Denne proces muliggør bukkeradier så stramme som 0,5 mm, samtidig med at den strukturelle integritet bevares på tværs af materialer fra Al 6061-T6 til højstyrke rustfrit stål.
Vigtigste pointer
- V-rilleskæring opnår bukkeradier, der er 60-80 % mindre end konventionel bukning, samtidig med at materialespændingskoncentrationer elimineres
- Dybdeberegninger for riller skal tage højde for materialetykkelse, bukvinkel og spring-back-karakteristika, der er specifikke for hver legering
- Korrekt værktøjsgeometri og tilspændingshastigheder forhindrer koldhærdning og overfladedefekter i arkitektoniske finish
- Omkostningseffektivitet opstår i mellemstore til store produktionsserier, hvor præcision berettiger det ekstra behandlingstrin
Grundlæggende om V-rilleskæring og materialeadfærd
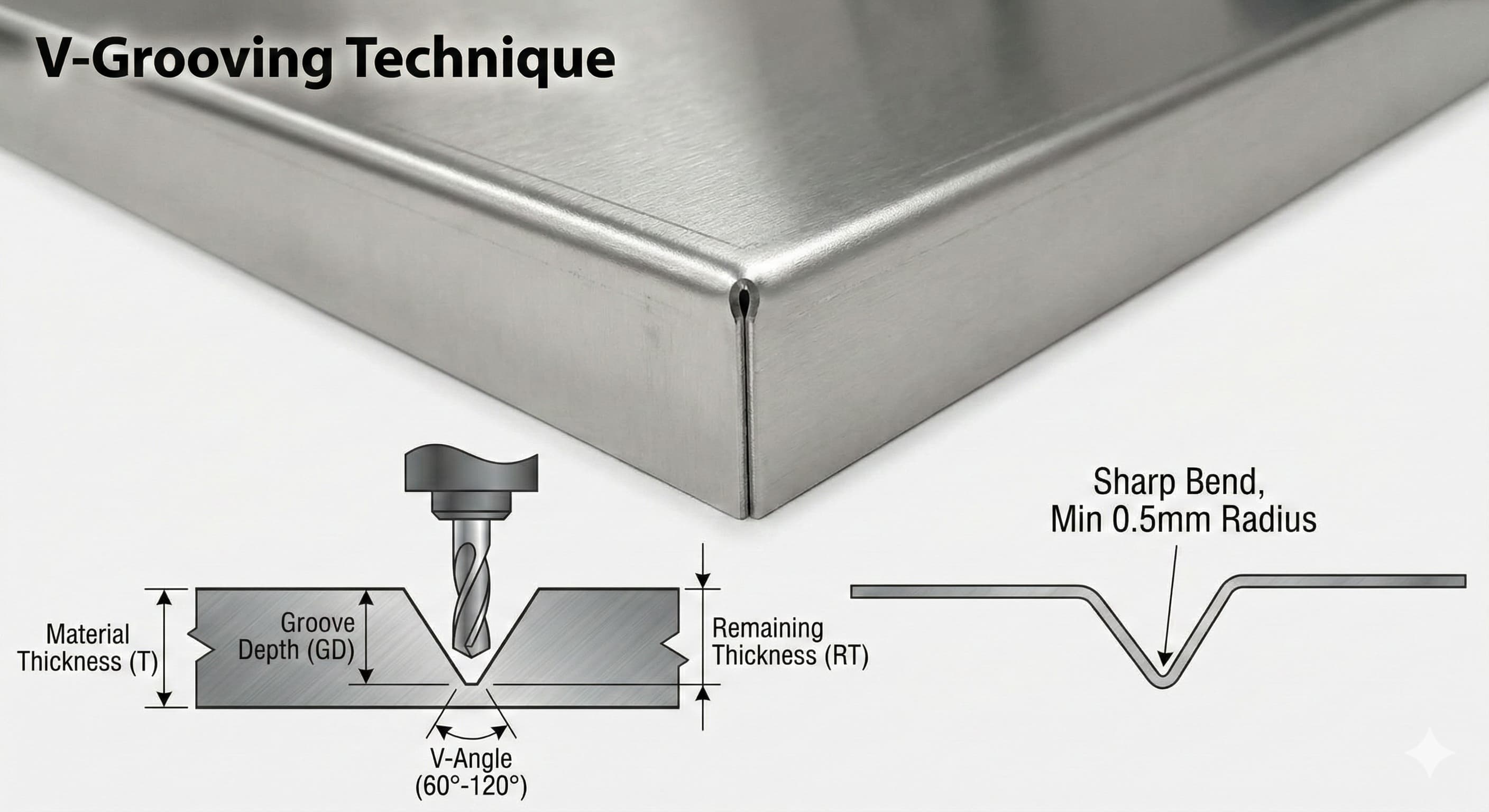
V-rilleskæring skaber en kontrolleret svaghed langs bukkelinjen ved at fjerne en trekantet sektion af materiale fra den ydre overflade. I modsætning til ridsning eller perforering opretholder denne proces materialekontinuiteten, samtidig med at den muliggør skarpe buk, der ellers ville revne eller rynke. Rillens geometri følger specifikke matematiske forhold baseret på materialegenskaber og ønskede bukvinkler.
Den kritiske dybdeberegning for V-riller følger formlen: Rilledybde = (Materialetykkelse - Ønsket resterende tykkelse), hvor den resterende tykkelse typisk varierer fra 0,15 mm til 0,30 mm afhængigt af materialekvalitet og applikationskrav. For Al 6061-T6 ved 2,0 mm tykkelse med en 90-graders buk som mål, når den optimale rilledybde 1,7 mm, hvilket efterlader 0,3 mm materiale til at danne hængslet.
Materialevalg har stor indflydelse på succesraten for V-rilleskæring. Aluminiumlegeringer udviser fremragende V-rilleskæringsegenskaber, hvor 6061-T6 tilbyder overlegen formbarhed sammenlignet med 7075-T6's højere styrke, men reducerede duktilitet.Forståelse af aluminiumlegeringers adfærd under bukkeoperationer bliver afgørende for at forhindre mikrorevner langs rillekanterne.
| Materialekvalitet | Maksimal rilledybde (%) | Minimumsbøjeradius (mm) | Tilbagefjederfaktor | Omkostningsindeks (€/kg) |
|---|---|---|---|---|
| Al 6061-T6 | 85% | 0.5 | 1.02 | €4.20 |
| Al 5052-H32 | 80% | 0.7 | 1.04 | €4.50 |
| SS 316L | 75% | 1.2 | 1.15 | €8.90 |
| SS 304 | 78% | 1.0 | 1.12 | €7.60 |
| Blødt stål | 82% | 0.8 | 1.08 | €2.10 |
Værktøjs- og udstyrsspecifikationer
V-rilleskæring kræver specialiseret værktøj designet til at skabe ensartede rilleprofiler, samtidig med at overfladefinishens integritet bevares. Routerbaserede systemer, der bruger hårdmetalspidser, repræsenterer den mest almindelige tilgang til arkitektoniske applikationer og tilbyder overlegen kontrol over rillegeometrien sammenlignet med laser- eller vandstrålealternativer.
Værktøjsgeometrispecifikationer påvirker direkte resultatets kvalitet. V-rillefræsere har inkluderede vinkler, der typisk varierer fra 60 til 120 grader, hvor 90-graders værktøjer giver optimal balance mellem materialefjernelseseffektivitet og strukturel styrkebevarelse. Skærekantsgeometrien inkorporerer specifikke frigangsvinkler—typisk 12-15 graders primær frigang med 3-5 graders sekundær frigang—for at minimere skærekræfter og forhindre koldhærdning.
Tilspændingshastigheder og spindelhastigheder kræver omhyggelig optimering baseret på materialegenskaber. For aluminiumlegeringer inkluderer optimale parametre spindelhastigheder på 18.000-24.000 RPM med tilspændingshastigheder på 2,5-4,0 m/min. Rustfri stålkvaliteter kræver reducerede hastigheder (12.000-16.000 RPM) med proportionalt langsommere tilspændingshastigheder (1,5-2,5 m/min) for at forhindre overdreven varmeudvikling, der kan ændre materialets mikrostruktur.
Moderne præcisions CNC-bearbejdningstjenester inkorporerer adaptive tilspændingskontrolsystemer, der automatisk justerer skæreparametre baseret på realtids kraftfeedback, hvilket sikrer ensartet rillekvalitet på tværs af varierende materialetykkelse og hårdhedszoner.
Procesparametre og kvalitetskontrol
Vellykket V-rilleskæring afhænger af præcis kontrol af flere indbyrdes afhængige variabler. Rilledybdetolerance opretholder typisk ±0,05 mm over hele bukkelinjens længde, hvilket kræver kontinuerlig overvågning gennem kontakt- eller berøringsfrie målesystemer. Afvigelse ud over disse grænser resulterer i inkonsistente bukvinkler eller potentielt materialefejl under formning.
Overfladeruhed inde i rillen påvirker i høj grad det endelige emnes æstetik og korrosionsbestandighed. Arkitektoniske applikationer specificerer typisk Ra-værdier under 1,6 μm langs rilleoverflader, hvilket kan opnås gennem korrekt værktøjsvalg og skærevæskeapplikation. Syntetiske skærevæsker med ekstremt trykadditiver forhindrer dannelse af opsvejst kant, samtidig med at de opretholder en fremragende overfladefinish.
For højpræcisionsresultater,modtag et detaljeret tilbud inden for 24 timer fra Microns Hub.
Rilleprofilkonsistens på tværs af produktionsserier kræver implementering af statistisk proceskontrol. Kritiske kontrolpunkter inkluderer rilledybdevariation, sidevægsvinkelkonsistens og overfladeruhedsmålinger taget med forudbestemte intervaller. Kontrolkort, der sporer disse parametre, muliggør proaktivt værktøjsvedligehold og parameterjustering, før kvalitetsforringelse opstår.
Temperaturstyring under behandling
Varmeudvikling under V-rilleskæringsoperationer kan i høj grad påvirke materialegenskaber og dimensionsnøjagtighed. For høje temperaturer fremmer korngrænsemigration i aluminiumlegeringer, hvilket potentielt reducerer træthedsbestandigheden langs bukkelinjen. Temperaturovervågning ved hjælp af infrarøde sensorer sikrer, at behandlingstemperaturerne forbliver under kritiske tærskler—typisk 150 °C for aluminiumlegeringer og 200 °C for rustfri stålkvaliteter.
Kølestrategier strækker sig ud over konventionel oversvømmelseskølevæskeapplikation. Kryogene kølesystemer, der bruger flydende nitrogen eller kuldioxid, giver overlegen temperaturkontrol, samtidig med at de eliminerer kølevæskerelaterede kontamineringsproblemer, der er kritiske i arkitektoniske applikationer, der kræver uberørte overfladefinisher.
Formningsoperationer og bukkenøjagtighed
Formningsoperationen efter V-rilleskæring kræver specialiserede teknikker for at opnå de skarpe buk, der berettiger de ekstra behandlingsomkostninger. Standard pressebukkeværktøj viser sig utilstrækkeligt til V-rillede dele, hvilket nødvendiggør brugerdefinerede stempel- og matricekonstruktioner, der kan rumme den reducerede materialetykkelse langs bukkelinjerne.
Bukvinkelnøjagtigheden afhænger i høj grad af spring-back-kompensationsberegninger, der er specifikke for hvert materiale og rillekonfiguration. Spring-back-faktorer varierer betydeligt mellem materialekvaliteter, lige fra minimal korrektion (1-2 grader) for koldhærdede aluminiumlegeringer til betydelig kompensation (8-12 grader) for højstyrke rustfri stålkvaliteter.
Brugerdefinerede formningsmatricer inkorporerer aflastningsfunktioner, der forhindrer interferens med V-rillegeometrien under bukkeoperationen. Disse matricer har reduceret kontaktareal langs rillelinjen, samtidig med at de opretholder fuld støtte til det omgivende materiale, hvilket forhindrer lokal deformation, der kan kompromittere bukkekvaliteten.
| Bøjningsvinkel | Al 6061-T6 Tilbagefjeder | SS 316L Tilbagefjeder | Krævet overbøjning | Toleranceopnåelse |
|---|---|---|---|---|
| 90° | 1.5° | 8.2° | 91.5° / 98.2° | ±0.5° |
| 120° | 2.1° | 11.4° | 122.1° / 131.4° | ±0.8° |
| 135° | 2.8° | 14.1° | 137.8° / 149.1° | ±1.0° |
| 150° | 3.2° | 16.8° | 153.2° / 166.8° | ±1.2° |
Omkostningsanalyse og økonomiske overvejelser
V-rilleskæringsøkonomi afhænger af flere faktorer, herunder materialeomkostninger, behandlingstid, værktøjskrav og kvalitetsspecifikationer. Det ekstra behandlingstrin tilføjer typisk €0,15-0,35 pr. lineær meter rille, varierende med materialetykkelse og krævede præcisionsniveauer.
Break-even-analyse afslører, at V-rilleskæringsomkostningseffektivitet opstår omkring 50-75 stykker for typiske arkitektoniske komponenter. Under denne tærskel kan alternative teknikker såsom laserskæring med mikro-samlinger vise sig mere økonomiske. Over 200 stykker demonstrerer V-rilleskæring klare omkostningsfordele, samtidig med at den leverer overlegne æstetiske resultater.
Værktøjslevetidsbetragtninger påvirker i høj grad omkostningerne pr. del. Hårdmetalfræsere opnår typisk 2.500-4.000 lineære meter rilleskæring i aluminiumlegeringer, før de skal udskiftes, mens applikationer i rustfrit stål reducerer værktøjets levetid til 800-1.200 lineære meter. Diamantbelagt værktøj forlænger levetiden med 3-4x, men øger de indledende værktøjsomkostninger med €200-300 pr. værktøj.
Overfladebehandlingsintegration
V-rilleskæringsoperationer skal overveje efterfølgende efterbehandlingsprocesser for at optimere de samlede produktionsomkostninger.Pulverlakering kræver specifikke toleranceovervejelser, da belægningstykkelsen varierer mellem rilleområder og flade overflader.
Anodiseringsprocesser giver unikke udfordringer for V-rillede aluminiumkomponenter. Den reducerede materialetykkelse langs rillelinjerne skaber strømtæthedsvariationer under anodisering, hvilket potentielt resulterer i farvevariationer. Specialiserede anodiseringsarmaturer og strømfordelingssystemer adresserer disse udfordringer, men tilføjer €0,25-0,45 pr. del i behandlingsomkostninger.
Kvalitetssikring og inspektionsprotokoller
Omfattende kvalitetssikring for V-rillede komponenter strækker sig ud over dimensionsverifikation til at omfatte vurdering af materialets integritet og evaluering af træthedsbestandighed. Visuelle inspektionsprotokoller identificerer potentielle defekter, herunder mikrorevner, værktøjsmærker og overfladeforurening, der kan kompromittere den langsigtede ydeevne.
Dimensionsinspektion bruger koordinatmålemaskiner (CMM) udstyret med specialiseret software til rilleprofilanalyse. Kritiske målinger inkluderer rilledybdekonsistens, sidevægsvinkelverifikation og bukvinkelnøjagtighed efter formningsoperationer. Statistiske stikprøveplaner baseret på MIL-STD-105E giver passende inspektionsfrekvenser, samtidig med at omkostningskontrollen opretholdes.
Når du bestiller fra Microns Hub, drager du fordel af direkte producentrelationer, der sikrer overlegen kvalitetskontrol og konkurrencedygtige priser sammenlignet med markedspladsplatforme. Vores tekniske ekspertise og integrerede vores produktionstjenester tilgang betyder, at hvert V-rilleskæringsprojekt får den opmærksomhed på detaljer, det fortjener, fra indledende designkonsultation til endelig kvalitetsverifikation.
Ikke-destruktive testmetoder verificerer materialets integritet langs rillelinjerne uden at kompromittere delens funktionalitet. Farveindtrængningstest afslører overfladebrydende defekter, mens hvirvelstrømtest identificerer underjordiske fejl, der kan sprede sig under servicebelastning. Disse testprotokoller viser sig særligt kritiske for strukturelle arkitektoniske applikationer, hvor fejlkvenser berettiger de ekstra inspektionsomkostninger.
Overvejelser om træthedsydelse
V-rillede buk introducerer spændingskoncentrationsfaktorer, der skal evalueres for cyklisk belastede applikationer. Finite element analyse (FEA) modellering forudsiger træthedslevetid baseret på rillegeometri, materialegenskaber og forventede belastningsforhold. Spændingskoncentrationsfaktorer varierer typisk fra 1,8-2,4 afhængigt af rilledybde og radiusspecifikationer.
Træthedstestprotokoller efter ASTM D7791-standarder validerer analytiske forudsigelser gennem kontrolleret laboratorietest. Prøvekomponenter gennemgår cyklisk belastning ved spændingsniveauer, der repræsenterer 150 % af forventede serviceforhold, med fejlkriterier defineret som synlig revnespredning ud over rillegrænserne.
Designretningslinjer og bedste praksis
Effektivt V-rilledesign kræver omhyggelig overvejelse af geometriske forhold, materialebegrænsninger og fremstillingsbegrænsninger. Designretningslinjer forhindrer almindelige faldgruber, samtidig med at de optimerer fremstillingsmuligheder og ydeevneegenskaber.
Minimumsafstandsspecifikationer mellem tilstødende riller forhindrer materialeforringelse, der kan kompromittere strukturel integritet. For aluminiumlegeringer er minimumsafstanden lig med 5x materialetykkelsen, mens rustfri stålkvaliteter kræver 6x materialetykkelsen på grund af højere koldhærdningsegenskaber. Tættere afstand nødvendiggør finite element analyse for at verificere tilstrækkelige styrkemargener.
Rilleafslutningsdetaljer påvirker i høj grad både æstetik og strukturel ydeevne. Tilspidsede afslutninger, der strækker sig 2-3 mm ud over den krævede bukkelinje, forhindrer spændingskoncentrationer, samtidig med at de opretholder et rent visuelt udseende. Abrupte rilleafslutninger skaber spændingskoncentratorer, der kan initiere revnespredning under cykliske belastningsforhold.
| Designparameter | Aluminiumslegeringer | Rustfrit stål | Blødt stål | Indvirkning på omkostninger |
|---|---|---|---|---|
| Minimum rilleafstand | 5x tykkelse | 6x tykkelse | 4x tykkelse | Høj densitet = +15% |
| Maksimal rillelængde | 3000 mm | 2500 mm | 3500 mm | Længde >2m = +8% |
| Afslutningstap | 2.5 mm | 3.0 mm | 2.0 mm | Standardfunktion |
| Overfladeruhed | Ra 1.6 μm | Ra 1.2 μm | Ra 2.0 μm | Ra<1.0 = +25% |
Avancerede applikationer og nye teknikker
Nye V-rilleskæringsapplikationer skubber traditionelle grænser gennem innovative tilgange og avancerede værktøjssystemer. Multi-akse CNC-maskiner muliggør sammensatte rillegeometrier, der skaber komplekse tredimensionelle former, der er umulige gennem konventionelle teknikker.
Laserassisteret V-rilleskæring repræsenterer en hybrid tilgang, der kombinerer termiske og mekaniske materialefjernelsesmekanismer. Forvarmning af materialet umiddelbart foran skæreværktøjet reducerer skærekræfterne med 30-40 %, samtidig med at det muliggør dybere riller i højstyrkematerialer, der tidligere blev anset for uegnede til konventionel V-rilleskæring.
Adaptive kontrolsystemer, der inkorporerer realtids kraft- og temperaturfeedback, optimerer skæreparametre kontinuerligt under hele rilleskæringsoperationen. Maskinlæringsalgoritmer analyserer historiske data for at forudsige optimale parameterkombinationer baseret på materialebatchvariationer og værktøjsslitageforhold, hvilket forbedrer konsistensen, samtidig med at operatørfærdighedskravene reduceres.
Integration med digital fremstilling
Digital tvillingeteknologi muliggør virtuel optimering af V-rilleskæringsparametre, før fysisk produktion begynder. Omfattende modeller, der inkorporerer materialegenskaber, værktøjsgeometri og maskindynamik, forudsiger optimale skæreforhold, samtidig med at de identificerer potentielle kvalitetsproblemer, før de opstår i produktionen.
Automatiserede inspektionssystemer, der bruger maskinsynteknologi, giver 100 % dimensionsverifikation af rillegeometrien uden at påvirke produktionsgennemstrømningen. Højopløsningskameraer kombineret med struktureret lysprojektion skaber detaljerede 3D-profiler af hver rille, der sammenligner resultaterne med CAD-specifikationer med opløsningsegenskaber under 0,01 mm.
Fejlfinding af almindelige defekter
Systematisk defektanalyse og korrektionsprocedurer sikrer ensartet V-rilleskæringskvalitet på tværs af varierende produktionsforhold. Forståelse af grundlæggende årsager muliggør hurtig problemløsning, samtidig med at tilbagevendende kvalitetsproblemer forhindres.
Rystemærker langs rilleoverflader skyldes typisk utilstrækkelig maskinstivhed eller uhensigtsmæssige skæreparametre. Løsninger inkluderer reduktion af tilspændingshastigheder med 20-30 %, øgning af spindelhastigheden inden for anbefalede områder eller implementering af vibrationsdæmpende armaturer. Alvorlige rystelser kan kræve maskindynamisk analyse for at identificere resonansfrekvenser.
Rilledybdevariation, der overstiger ±0,05 mm, indikerer ofte værktøjsslitage, maskinmodspil eller emnedeflektionsproblemer. Systematisk måling af rilledybden med regelmæssige intervaller identificerer trendmønstre, der muliggør forudsigelig værktøjsudskiftning, før kvalitetsforringelse opstår. Emnearmaturer skal give tilstrækkelig stivhed til at forhindre deflektion under skærekræfter.
Materialespecifikke udfordringer
Koldhærdning i rustfri stålkvaliteter skaber progressivt værktøjsslitage og overfladekvalitetsforringelse. Afbødningsstrategier inkluderer optimeret skærevæskeapplikation, reducerede skærehastigheder og specialiserede værktøjsbelægninger designet til rustfri stålanvendelser. TiAlN-belægninger demonstrerer overlegen ydeevne sammenlignet med standard TiN-alternativer.
Dannelse af opsvejst kant på skæreværktøjer forringer overfladefinishen, samtidig med at den skaber dimensionsunøjagtigheder. Dette fænomen viser sig mest problematisk med aluminiumlegeringer, der indeholder højt siliciumindhold. Skarpe skærekanter, passende skærehastigheder og effektiv spånevakuering forhindrer dannelse af opsvejst kant, samtidig med at værktøjets levetid forlænges.
Ofte stillede spørgsmål
Hvad er den minimale materialetykkelse, der er egnet til V-rilleskæring?
V-rilleskæring fungerer effektivt på materialer så tynde som 0,8 mm, selvom optimale resultater opnås med tykkelser på 1,5 mm og derover. Tyndere materialer kræver specialiseret værktøj og kan opnå begrænsede bukvinkler på grund af strukturelle begrænsninger langs rillelinjen.
Hvordan påvirker V-rilleskæring materialestyrken sammenlignet med standard bukning?
V-rilleskæring reducerer tværsnitsarealet langs bukkelinjen, hvilket typisk reducerer den lokale styrke med 15-25 % afhængigt af rilledybden. Elimineringen af koldhærdning og restspændinger resulterer dog ofte i overlegen træthedsydelse sammenlignet med konventionelle bukkemetoder.
Kan V-rillede dele svejses eller sammenføjes med andre komponenter?
Ja, V-rillede komponenter accepterer standard sammenføjningsmetoder, herunder svejsning, lodning og mekanisk fastgørelse. Svejsning kræver omhyggelig varmestyring for at forhindre forvrængning langs de tynde rilleområder. TIG-svejsning med reducerede strømstyrkeindstillinger giver typisk optimale resultater.
Hvilke tolerancer kan opnås for bukvinkler i V-rillede dele?
Bukvinkeltolerancer på ±0,5° kan rutinemæssigt opnås for vinkler op til 90°, med ±1,0° typisk for skarpere buk op til 150°. Strammere tolerancer kræver sekundære operationer eller specialiserede formningsteknikker, der øger behandlingsomkostningerne med 20-30 %.
Hvordan påvirker overfladefinishen i rillen det endelige emnes udseende?
Rilleoverfladefinishen påvirker direkte det endelige bukkelines udseende, især i børstede eller polerede finish. Ra-værdier under 1,6 μm sikrer, at rilleområdet smelter problemfrit sammen med omgivende overflader efter formning, mens ruere finish kan forblive synlige som en tydelig linje.
Er V-rilleskæring egnet til udendørs arkitektoniske applikationer?
V-rilleskæring viser sig fremragende til udendørs applikationer, når den er korrekt designet og færdiggjort. Den reducerede materialetykkelse langs bukkelinjerne kræver overvejelse under korrosionsbeskyttelsesplanlægning, men korrekt anodiseret aluminium eller passiverede rustfri stålkomponenter demonstrerer tilsvarende holdbarhed som konventionelt formede dele.
Hvad er de typiske leveringstider for V-rillede arkitektoniske komponenter?
Leveringstider afhænger af kompleksitet og mængde, men varierer typisk fra 5-10 arbejdsdage for standard arkitektoniske paneler. Brugerdefinerede værktøjskrav kan tilføje 3-5 dage til indledende ordrer, mens gentagne ordrer ved hjælp af eksisterende værktøj opretholder standard leveringstider.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece