Pulverlakering af metalplader: Regnskabsføring for tykkelsesopbygning i tolerancer
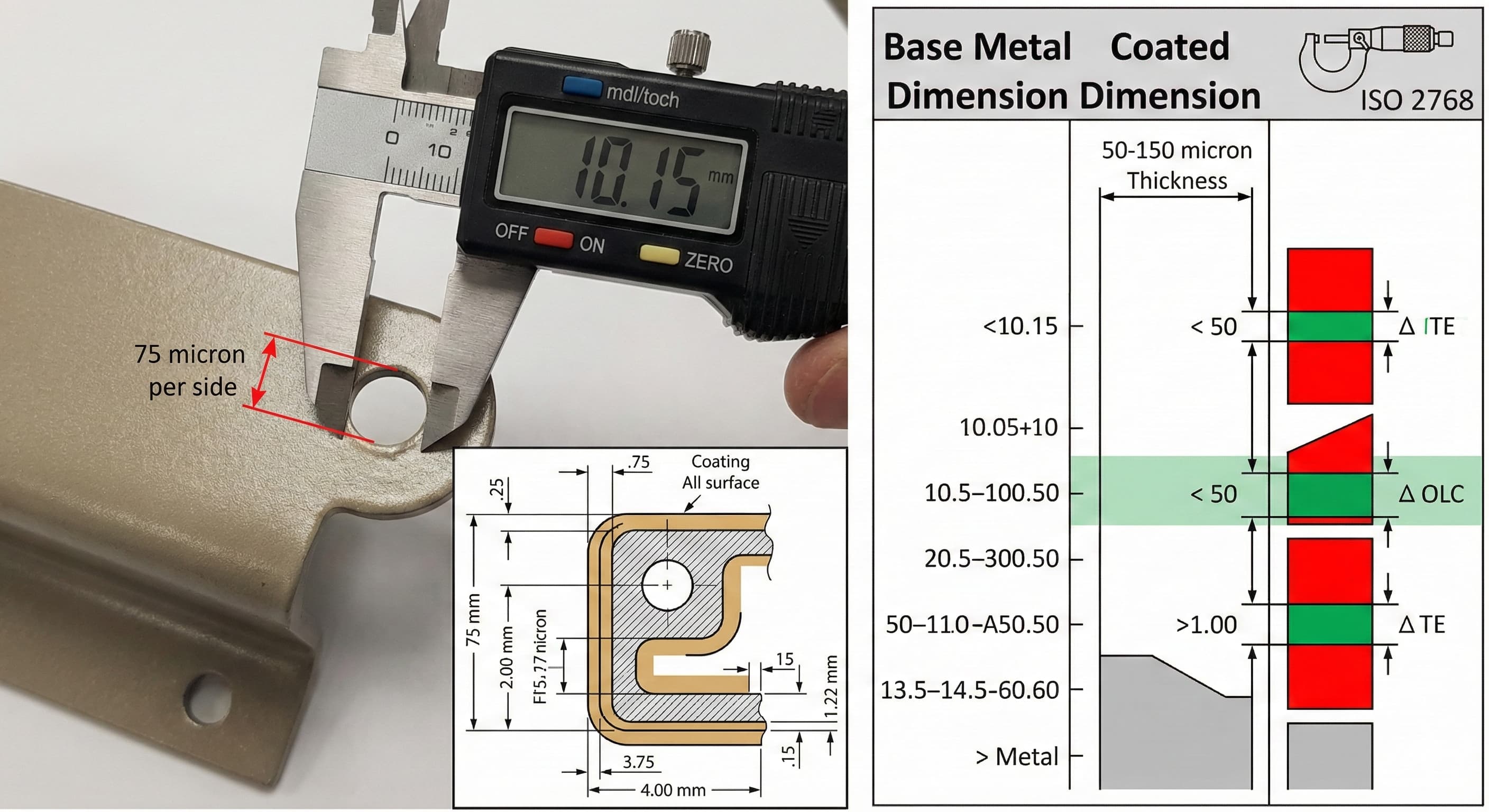
Pulverlakerings tykkelse er en af de mest oversete variabler i præcisionspladebearbejdning. En typisk pulverlakering tilføjer 50-150 mikron til alle overflader, hvilket fundamentalt ændrer den dimensionelle nøjagtighed og kræver omhyggelig toleranceplanlægning fra designfasen til den endelige inspektion.
Vigtigste pointer:
- Standard pulverlakerings tykkelse varierer fra 50-150 mikron, hvilket direkte påvirker dimensionelle tolerancer på alle coatede overflader
- Kritiske dimensioner skal tage højde for coatingopbygning gennem bevidst underdimensionering af basismetal komponenter
- ISO 2768 generelle tolerancer bliver utilstrækkelige for pulverlakerede dele, der kræver præcisionspasning og samling
- Dimensionel planlægning før coating kan forhindre kostbar omarbejdning og sikre korrekt del funktionalitet
Forståelse af pulverlakerings tykkelsesvariabler
Pulverlakerings tykkelse varierer betydeligt baseret på påføringsmetode, pulvertype og substratforberedelse. Elektrostatisk spraypåføring producerer typisk film mellem 60-120 mikron, mens fluid bed coating kan opnå 150-500 mikron afhængigt af deltemperatur og nedsænkningstid.
Forholdet mellem pulverpartikelstørrelse og endelig tykkelse følger forudsigelige mønstre. Fine pulvere (10-30 mikron) skaber glattere finish, men kræver flere passager for tilstrækkelig tykkelse, mens grove pulvere (30-80 mikron) opbygger tykkelse hurtigt, men kan kompromittere overfladekvaliteten på detaljerede funktioner.
Substratgeometri påvirker coatingfordelingen betydeligt. Indvendige hjørner og forsænkede områder modtager typisk 70-80% af tykkelsen, der findes på flade overflader, mens udvendige kanter og skarpe hjørner ofte akkumulerer 120-150% af den nominelle tykkelse på grund af elektrisk feltkoncentration under påføring.
Temperaturkontrol under hærdning påvirker den endelige tykkelse gennem flyde- og udjævningsegenskaber. Polyesterpulvere hærder optimalt ved 180-200°C, hvilket producerer ensartet tykkelse med minimal appelsinhud tekstur. Epoxyformuleringer kræver 160-180°C, men tilbyder overlegen kantdækning og penetration i komplekse geometrier.
Dimensionel indvirkning på almindelige metalpladefunktioner
Huller og indvendige funktioner oplever diameterreduktion svarende til det dobbelte af coatingtykkelsen. Et 10,0 mm hul med 75-mikron coating bliver 9,85 mm, hvilket repræsenterer en 1,5% dimensionel ændring, der kan forhindre korrekt fastgørelsesindsættelse eller komponentsamling.
Gevindfunktioner giver særlige udfordringer, da coatingopbygning forekommer på både store og små diametre. M6 x 1,0 gevind med 100-mikron coating kan kræve justering af tapbore fra 5,0 mm til 5,2 mm for at opretholde korrekt gevindindgreb efter coating.
Bøjede kanter og formede funktioner akkumulerer coatingtykkelse på både indvendige og udvendige radier.Minimumsbøjeradiusberegninger skal overveje coatingtykkelse for at forhindre revner under bøjningsprocessen eller coatingpåføringen.
Slidsbredder reduceres med det dobbelte af coatingtykkelsen, hvilket påvirker glidepasninger og frigange. En 12,0 mm slids bliver 11,85 mm med 75-mikron coating, hvilket potentielt binder komponenter designet til H7/g6 pasninger.
Materialespecifikke coatingovervejelser
Forskellige substratmaterialer udviser varierende coatingadhæsion og tykkelsesuniformitetsegenskaber, der direkte påvirker den dimensionelle nøjagtighed.
| Materialekvalitet | Typisk tykkelsesområde (μm) | Ensartethedsfaktor | Kantopbygning | Omkostningspåvirkning |
|---|---|---|---|---|
| Al 6061-T6 | 60-100 | ±15% | 1.2-1.4x | €2.50/m² |
| Al 5052-H32 | 65-110 | ±20% | 1.1-1.3x | €2.30/m² |
| Koldvalset stål | 70-120 | ±10% | 1.3-1.5x | €2.80/m² |
| Rustfrit 304 | 80-130 | ±25% | 1.0-1.2x | €3.50/m² |
| Galvaniseret stål | 75-125 | ±12% | 1.4-1.6x | €3.00/m² |
Aluminiumsubstrater giver generelt den mest forudsigelige coatingtykkelse på grund af fremragende elektrostatisk tiltrækning og ensartet overfladeforberedelse. Det naturlige oxidlag forbedrer pulveradhæsion, samtidig med at der opretholdes ensartet filmopbygning på tværs af komplekse geometrier.
Koldvalset stål kræver fosfatkonverteringscoating for optimal adhæsion, hvilket tilføjer 5-10 mikron til den samlede tykkelse. Denne forbehandling forbedrer coatinguniformiteten, men øger dimensionel variation, især omkring svejsesamlinger og varmepåvirkede zoner.
Rustfrie stålsubstrater giver unikke udfordringer på grund af deres passive oxidlag. Mekanisk slibning eller kemisk ætsning bliver nødvendig for tilstrækkelig adhæsion, hvilket potentielt påvirker basismaterialedimensioner før coatingpåføring.
Tolerancedesignstrategier
Effektivt tolerancedesign til pulverlakerede dele kræver systematisk dimensionel kompensation baseret på coatingtykkelsesforudsigelser og geometrisk kompleksitet.
Kritiske dimensioner skal specificere coatingfrie zoner gennem maskering eller efter-coating bearbejdning. Maskering tilføjer €0,50-1,20 pr. funktion, men sikrer dimensionel nøjagtighed for lejeoverflader, gevindhuller og præcisionspasninger.
Bilaterale tolerancer giver optimal fleksibilitet for coatede dimensioner. I stedet for at specificere 25,0 ±0,1 mm, brug 24,925 +0,175/-0,025 mm for at tage højde for forventet coatingtykkelse, samtidig med at de funktionelle krav opretholdes.
For højpræcisionsresultater, Få et tilbud på 24 timer fra Microns Hub.
Funktionel dimensionering adskiller kritiske fra ikke-kritiske funktioner. Lejediametre, parringsflader og samlingsreferencer kræver stram kontrol, mens æstetiske overflader kan rumme standard coatingvariationer uden funktionel indvirkning.
Statistisk toleranceanalyse bliver essentiel for samlinger, der indeholder flere coatede komponenter. Monte Carlo simulering hjælper med at forudsige samlingssuccesrater og identificere kritiske tolerancebidragydere, før produktionen begynder.
Kvalitetskontrol og inspektionsmetoder
Coatingtykkelsesmåling kræver ikke-destruktive teknikker, der er egnede til produktionsmiljøer. Magnetiske og hvirvelstrømsmålere giver ±2-5% nøjagtighed for de fleste applikationer, mens ultralydsmetoder opnår ±1-2% præcision på komplekse geometrier.
Destruktiv test gennem tværsnitsanalyse tilbyder definitiv tykkelsesmåling og coatingkvalitetsvurdering. Denne metode identificerer delaminering, porøsitet og adhæsionsproblemer, der påvirker langsigtet dimensionel stabilitet.
Procesovervågning under pulverpåføring hjælper med at opretholde tykkelseskonsistens. Elektrostatisk spænding, pulverflowhastighed og deljordforbindelse påvirker alle den endelige tykkelse og bør registreres for hvert produktionsparti.
Dimensionel inspektion efter hærdning skal tage højde for coatingsvind under polymerisering. Termohærdende pulvere krymper typisk 2-5% under hærdning, hvilket påvirker de endelige dimensioner og potentielt skaber interne spændinger i tyndvæggede komponenter.
| Inspektionsmetode | Nøjagtighed | Pris pr. test | Nødvendig tid | Bedste anvendelse |
|---|---|---|---|---|
| Magnetisk aftræk | ±5% | €0.20 | 10 sekunder | Jernholdige substrater |
| Hvirvelstrøm | ±3% | €0.35 | 15 sekunder | Ikke-jernholdige metaller |
| Ultralyd | ±2% | €0.50 | 30 sekunder | Komplekse geometrier |
| Tværsnit | ±1% | €15.00 | 45 minutter | Kvalitetsvalidering |
| Beta-tilbagespredning | ±2% | €0.80 | 60 sekunder | Automatiserede systemer |
Procesintegration med produktionsworkflow
Vellykket pulverlakeringsintegration kræver koordinering mellem design, fabrikation og efterbehandlingsoperationer. Vores produktionstjenester omfatter dette komplette workflow for at sikre dimensionel nøjagtighed gennem hele produktionssekvensen.
Fabrikation før coating skal tage højde for coatingtykkelse i alle bearbejdede funktioner. CNC-programmering kræver offsetjusteringer, der typisk varierer fra 0,050-0,150 mm afhængigt af forventet coatingtykkelse og funktionskritikalitet.
Fixturdesign påvirker coatingfordelingen og de endelige dimensioner. Kontaktpunkter skaber coatingskygger, mens overdreven spændekraft kan deformere tynde sektioner under hærdningscyklussen. Fjederbelastede fixturer opretholder delpositionering, samtidig med at der tages højde for termisk ekspansion.
Svejsesamlingsforberedelse bliver kritisk, da coatingtykkelsesvariationer omkring varmepåvirkede zoner kan skabe spændingskoncentrationer og dimensionelle uoverensstemmelser. Efter-svejsning slibning til ensartet overfladeprofil sikrer ensartet coatingpåføring.
Ligesom sprøjtestøbningstjenester, der kræver præcis temperatur- og trykkontrol, kræver pulverlakering omhyggelig parameterstyring for at opnå ensartede resultater på tværs af produktionskørsler.
Kostoptimering gennem design
Coatingoptimeret design reducerer både materialekostnader og dimensionel variation, samtidig med at de funktionelle krav opretholdes. Simple geometriske funktioner coat mere ensartet end komplekse former, hvilket reducerer tykkelsesvariation og forbedrer forudsigeligheden.
Delkonsolidering gennem svejsning eller mekanisk samling før coating eliminerer flere coatingoperationer og reducerer dimensionel stabling. Konstruktion i ét stykke koster typisk 15-25% mindre end coating af individuelle komponenter separat.
Overfladeforberedelseskrav varierer betydeligt baseret på substrattilstand og coatingspecifikation. Fjernelse af valsehud tilføjer €1,50-3,00 pr. kvadratmeter, men sikrer ensartet coatingadhæsion og tykkelse. Kemisk rengøring koster €0,80-1,20 pr. kvadratmeter og passer til de fleste kommercielle applikationer.
Genindvindingspulversystemer kan reducere materialekostnader med 20-40%, samtidig med at coatingkvaliteten opretholdes. Tykkelseskontrol bliver dog mere udfordrende på grund af partikelstørrelsesændringer under genindvindingsprocessen, hvilket kræver hyppigere kalibrering og overvågning.
Når du bestiller fra Microns Hub, drager du fordel af direkte producentrelationer, der sikrer overlegen kvalitetskontrol og konkurrencedygtige priser sammenlignet med markedspladsplatforme. Vores tekniske ekspertise og personlige service tilgang betyder, at hvert projekt får den opmærksomhed på detaljer, der kræves for ensartede pulverlakeringsresultater.
Avancerede coatingteknologier og tykkelseskontrol
Elektrostatiske skiver og roterende klokkeapplikatorer giver overlegen tykkelsesuniformitet sammenlignet med konventionelle sprøjtepistoler. Disse systemer opnår ±5-8% tykkelsesvariation på tværs af flade overflader og ±10-15% på komplekse geometrier, hvilket forbedrer dimensionel forudsigelighed.
Pulsopladningsteknologi giver præcis kontrol over pulveraflejringshastigheder og endelig tykkelse. Kort pulsvarighed (0,1-0,5 sekunder) opbygger tynde film gradvist, mens længere pulser (1-3 sekunder) opnår maksimal tykkelse effektivt.
Infrarøde hærdningssystemer tilbyder forbedret temperaturkontrol sammenlignet med konvektionsovne, hvilket reducerer coatingflow og opnår mere ensartede endelige dimensioner. Nær-infrarøde bølgelængder (0,7-1,4 μm) trænger effektivt ind i pulverfilm, samtidig med at substratopvarmningen minimeres.
Plasmaforbehandling forbedrer coatingadhæsion på vanskelige substrater, samtidig med at den dimensionelle nøjagtighed opretholdes. Lavtryksplasmarengøring fjerner overfladeforureninger uden mekanisk slibning, hvilket bevarer basismaterialedimensioner før coating.
Industrispecifikke applikationer og krav
Automotive komponenter kræver coatingtykkelsesuniformitet inden for ±10 mikron for korrekt pasform og finish. Dørhåndtag, trimstykker og strukturelle komponenter skal opretholde dimensionel nøjagtighed, samtidig med at der ydes korrosionsbeskyttelse i 10+ års levetid.
Aerospace applikationer kræver statistisk proceskontrol med Cpk-værdier, der overstiger 1,33 for alle dimensionelle karakteristika. Coatingtykkelsesdokumentation bliver en del af den permanente registrering, hvilket kræver sporbarhed til individuelle pulverpartier og hærdningscyklusser.
Medicinske enhedskomponenter specificerer ofte biokompatible pulverformuleringer med kontrolleret tykkelse for FDA-overholdelse. Kirurgiske instrumenter kræver coatingtykkelse under 50 mikron for at opretholde skarphed og taktil feedback.
Elektronik kabinetter har brug for præcis tykkelseskontrol omkring køleventiler og stikåbninger. Overdreven coatingopbygning kan begrænse luftstrømmen eller forhindre korrekt parring, mens utilstrækkelig dækning kompromitterer EMI-skærmningseffektiviteten.
Fejlfinding af almindelige tykkelsesproblemer
Appelsinhud tekstur indikerer overdreven coatingtykkelse eller forkerte hærdningsforhold. Reduktion af pulverflowhastigheden med 10-20% eller forøgelse af hærdetemperaturen med 10-15°C løser typisk overfladekvalitetsproblemer, samtidig med at der opretholdes tilstrækkelig beskyttelse.
Tynde pletter omkring kanter og hjørner skyldes overdreven deljordforbindelse eller utilstrækkelig pulveropladning. Justering af elektrostatisk spænding fra 60-90 kV forbedrer ofte dækningsuniformiteten uden at påvirke den samlede tykkelse væsentligt.
Coatingløb og -sænkninger opstår, når filmtykkelsen overstiger kritiske grænser før gelering. De fleste pulverformuleringer begynder at flyde ved 80-120 mikron, hvilket kræver temperaturrampekontrol for at forhindre defekter på lodrette overflader.
Delaminering mellem coating og substrat indikerer forurening eller utilstrækkelig overfladeforberedelse. Opløsningsmiddelrengøring efterfulgt af mekanisk slibning genopretter typisk korrekt adhæsion og coatingintegritet.
Ofte stillede spørgsmål
Hvor meget skal jeg reducere huldiametre for at tage højde for pulverlakerings tykkelse?
Reducer huldiametre med det dobbelte af den forventede coatingtykkelse. For 75-mikron coating skal du øge borstørrelsen med 0,15 mm. Et 10,0 mm færdigt hul kræver en 10,15 mm boret diameter før coating for at opnå korrekte endelige dimensioner.
Kan pulverlakerings tykkelse kontrolleres til ±10 mikron konsekvent?
Ja, med korrekt udstyrskalibrering og proceskontrol. Elektrostatiske skiveapplikatorer kombineret med automatisk pulverflowkontrol kan opretholde ±10-15 mikron konsistens på flade overflader, selvom komplekse geometrier kan vise ±20-25 mikron variation.
Skal gevindhuller tappes før eller efter pulverlakering?
Gevindskæring bør ske efter coating til kritiske applikationer. Maskér gevind under coating, eller brug specialiserede lavtemperaturhærdende formuleringer, der ikke beskadiger tapskæreværktøjer. Gevindskæring før coating kræver overdimensionerede tapbor og risikerer gevindbeskadigelse under coatingfjernelse.
Hvilken tolerancegrad skal jeg specificere for pulverlakerede metalpladedele?
Brug IT12 eller IT13 tolerancegrader for ikke-kritiske dimensioner på coatede dele, og stram til IT9 eller IT10 for funktionelle overflader med efter-coating bearbejdning. Standard ISO 2768-m generelle tolerancer bliver utilstrækkelige for præcisionssamlinger, der involverer pulverlakerede komponenter.
Hvordan påvirker coatingtykkelse delvægt og balance?
Coating tilføjer ca. 0,1-0,4 g pr. kvadratmeter pr. mikron tykkelse. En 1000 cm² del med 100-mikron coating får 1-4 gram, hvilket potentielt påvirker dynamisk balance i roterende komponenter eller præcisionsmekanismer.
Kan jeg specificere forskellige coatingtykkelser på den samme del?
Selektiv maskering tillader tykkelsesvariation, men øger omkostningerne med €2-5 pr. maskeret funktion. Alternativt kan du specificere efter-coating bearbejdning for kritiske dimensioner, mens du accepterer standardtykkelse på ikke-funktionelle overflader.
Hvad sker der med coatingtykkelse ved svejsesømme og varmepåvirkede zoner?
Svejseområder modtager typisk 80-120% af den nominelle tykkelse på grund af overfladeruhed og geometriske effekter. Varmepåvirkede zoner kan vise reduceret adhæsion, hvilket kræver mekanisk overfladeforberedelse før coating for ensartede resultater.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece