Minimumsbøjningsradier: Undgå revner i aluminium 5052 vs. 6061
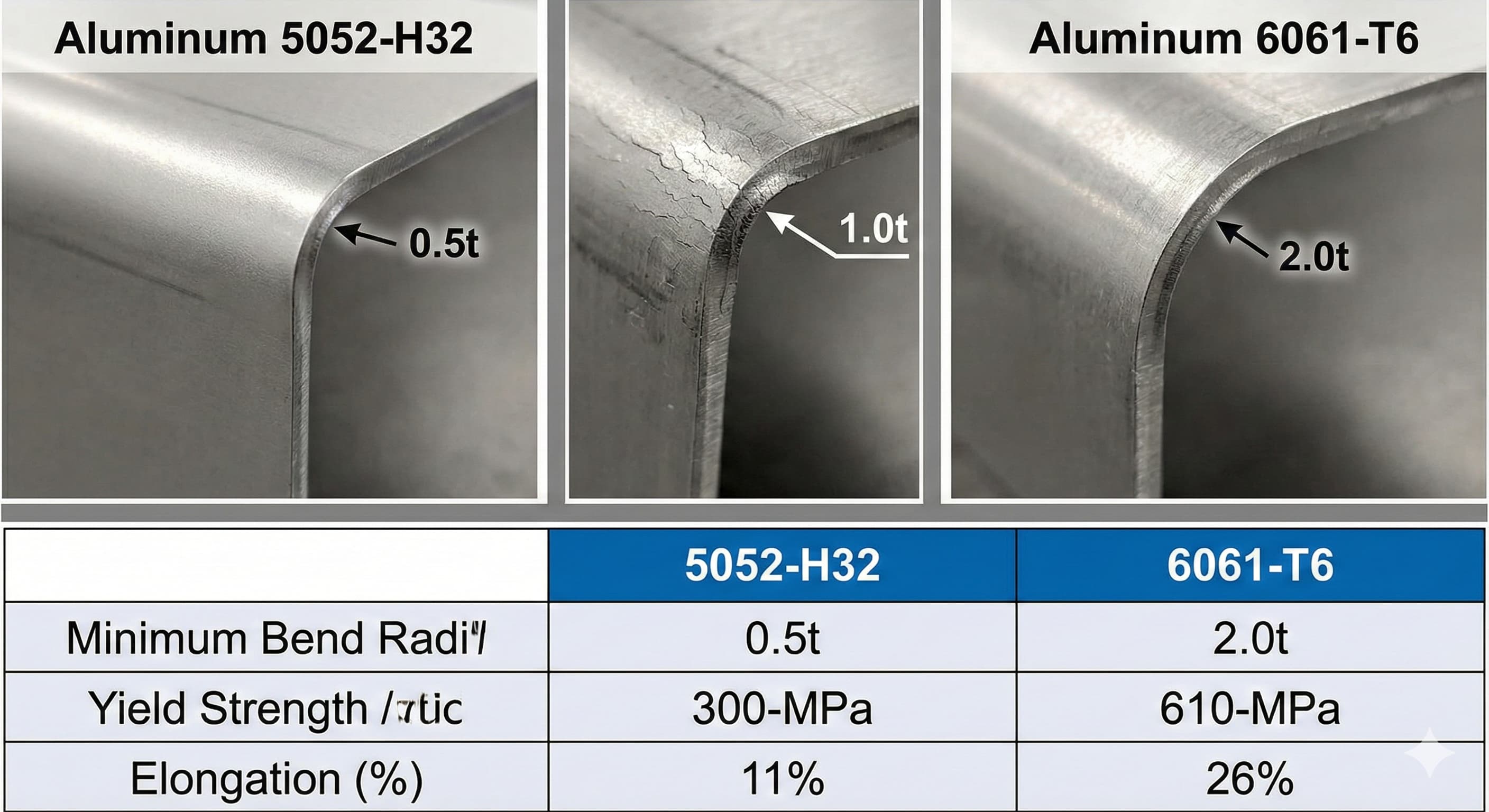
Aluminiumsbøjningsfejl koster europæiske producenter millioner årligt, hvor 5052- og 6061-legeringer repræsenterer over 70 % af pladeapplikationerne. Den afgørende forskel ligger i minimumsbøjningsradiekravene: 5052-H32 tolererer bøjning til 0,5t (materialetykkelse), mens 6061-T6 kræver minimum 2,0t for at forhindre mikrorevner.
- Materialevalgets indvirkning:Al 5052-H32 tilbyder overlegen formbarhed med bøjningsradier så stramme som 0,5t, mens Al 6061-T6 kræver minimum 2,0t radius for at undgå spændingsbrud
- Tempereringstilstand er kritisk:Udglødede tilstande (O-temperering) reducerer minimumsbøjningsradius med 40-60 % sammenlignet med koldbearbejdede eller udskillelseshærdede tilstande
- Kornretning betyder noget:Bøjning parallelt med valseretningen øger minimumsbøjningsradius med 25-30 % på grund af kornstrukturjustering
- Omkostnings-kvalitetsbalance:Korrekt specifikation af bøjningsradius forhindrer 95 % af revnedannelsesfejl, samtidig med at dimensionsnøjagtigheden opretholdes inden for ±0,1 mm
Forståelse af grundlæggende aluminiumslegeringer til bøjningsapplikationer
Den grundlæggende forskel mellem aluminium 5052 og 6061 ligger i deres metallurgiske sammensætning og styrkelsesmekanismer. Al 5052 tilhører 5xxx-serien, der er styrket gennem magnesiumtilsætninger (2,2-2,8 %) og koldbearbejdning. Dette skaber en fladecentreret kubisk krystalstruktur, der opretholder fremragende duktilitet, selv efter koldbearbejdning.
Al 6061 repræsenterer 6xxx-serien, der anvender magnesium (0,8-1,2 %) og silicium (0,4-0,8 %) til udskillelseshærdning gennem varmebehandling. T6-tempereringen opnår maksimal styrke gennem kontrolleret ældning, men ofrer formbarheden. Denne afvejning påvirker direkte minimumsbøjningsradiekravene.
Når du specificerer materialer til pladebearbejdningstjenester, forhindrer forståelsen af disse metallurgiske forskelle kostbare redesigns. Koldbearbejdningskoefficienten (n-værdi) for 5052-H32 ligger typisk i området 0,20-0,25, mens 6061-T6 kun måler 0,05-0,08, hvilket indikerer en betydeligt reduceret evne til deformationshærdning.
| Egenskab | Al 5052-H32 | Al 6061-T6 | Indvirkning på bukning |
|---|---|---|---|
| Flydespænding (MPa) | 193-228 | 276-310 | Højere styrke = større bukkeradius |
| Forlængelse (%) | 12-18 | 8-12 | Lavere duktilitet = risiko for revner |
| Arbejdshærdningseksponent | 0.20-0.25 | 0.05-0.08 | Lav n-værdi = dårlig formbarhed |
| Minimum bukkeradius | 0.5t-1.0t | 2.0t-3.0t | Kritisk for at forhindre revner |
Minimumsbøjningsradiusberegninger og -standarder
Beregning af minimumsbøjningsradius kræver forståelse af forholdet mellem materialegenskaber, pladetykkelse og spændingsfordeling. Den grundlæggende formel tager hensyn til trækstyrke, forlængelse og en sikkerhedsfaktor, der er specifik for hvert legeringssystem.
For Al 5052-H32 følger minimumsbøjningsradiusberegningen: R_min = t × (UTS/2σ_y - 1), hvor UTS repræsenterer ultimativ trækstyrke, og σ_y angiver flydespænding. Dette giver typisk 0,5t til 1,0t for de fleste pladetykkelser fra 0,5 mm til 6,0 mm.
Al 6061-T6 kræver en modificeret tilgang på grund af dens udskillelseshærdede struktur: R_min = t × [(UTS/1,5σ_y) + K], hvor K repræsenterer en materialekonstant (1,5-2,0), der tager højde for reduceret duktilitet. Denne beregning forklarer, hvorfor 6061-T6 kræver 2,0t til 3,0t minimumsbøjningsradius.
ISO 2768-2 giver generelle tolerancer for bøjede pladedele, men specificering af minimumsbøjningsradius kræver henvisning til ISO 12004-2 for principper for koldformede stålprodukter, tilpasset til aluminiumapplikationer. Den europæiske EN 485-2-standard omhandler specifikt aluminiumspladetolerancer og formningskrav.
Tykkelsesafhængige bøjningsradiekrav
Materialetykkelse påvirker direkte minimumsbøjningsradius gennem spændingskoncentrationseffekter. Tykkere materialer oplever højere spændingsgradienter over bøjningszonen, hvilket kræver proportionalt større radier for at fordele belastningerne effektivt.
| Tykkelse (mm) | Al 5052-H32 Min. Radius | Al 6061-T6 Min. Radius | Anbefalet værktøj |
|---|---|---|---|
| 0.5-1.0 | 0.5-1.0 mm | 1.0-3.0 mm | Skarp dorn, 1-2 mm matrice radius |
| 1.0-2.0 | 0.8-2.0 mm | 2.0-6.0 mm | 2-3 mm dornradius |
| 2.0-4.0 | 1.5-4.0 mm | 4.0-12.0 mm | 4-6 mm værktøjsradius |
| 4.0-6.0 | 2.5-6.0 mm | 8.0-18.0 mm | 8-12 mm formningsradius |
For højpræcisionsresultater, Indsend dit projekt for et tilbud inden for 24 timer fra Microns Hub.
Kornretningens virkning på bøjningsydelsen
Valseretningen påvirker i høj grad bøjningsradiekravene og tendenserne til revnedannelse. Aluminiumsplader udviser retningsbestemte egenskaber på grund af kornforlængelse under valseprocesser, hvilket skaber anisotropisk adfærd, der påvirker formbarheden.
Bøjning parallelt med valseretningen (med kornet) kræver typisk 25-30 % større minimumsbøjningsradius sammenlignet med vinkelret bøjning. Dette sker, fordi aflange korn skaber foretrukne revnepropagationsveje langs korngrænser, når de belastes parallelt med deres længde.
For Al 5052-H32 opnår bøjning vinkelret på valseretningen pålideligt en radius på 0,5t, mens parallel bøjning kan kræve minimum 0,8t. Al 6061-T6 viser mere udtalte retningseffekter: vinkelret bøjning tillader en radius på 2,0t, mens parallel orientering kræver minimum 2,5-3,0t.
Materialecertifikater skal specificere valseretningen, typisk markeret med pile eller kornstrømningsindikatorer. Når du designer dele, der kræver stramme bøjningsradier, skal du orientere bøjninger vinkelret på valseretningen, hvor det er muligt. Denne overvejelse integreres naturligt med vores fremstillingstjenester planlægningsproces.
Metallurgisk strukturpåvirkning
Den underliggende krystalstruktur forklarer retningsbestemte adfærdsforskelle mellem legeringer. Al 5052's koldbearbejdede struktur indeholder relativt ensartede dislokationsnetværk, der rummer deformation mere konsekvent på tværs af orienteringer.
Al 6061-T6's bundfaldsstruktur skaber lokaliserede spændingskoncentrationer ved Mg2Si-partikler. Disse bundfald justeres noget med valseretningen, hvilket skaber anisotrope fejltilstande. Scanningselektronmikroskopi afslører, at revner initieres ved bundfalds-matrix-grænseflader, når bøjningsradius falder under kritiske tærskler.
Forståelse af disse mikrostrukturelle effekter muliggør optimering af delorientering under fremstillingsplanlægning. Komponentdesign skal tage højde for kornretningseffekter tidligt i udviklingsprocessen for at undgå fremstillingsbegrænsninger.
Tempereringstilstandens indflydelse på minimumsbøjningsradius
Tempereringsbetegnelsen påvirker i høj grad bøjningsevnen, hvor udglødede (O-tempererede) forhold giver maksimal formbarhed på bekostning af styrke. Forholdet mellem temperering og minimumsbøjningsradius følger forudsigelige mønstre baseret på dislokationstæthed og bundfaldsfordeling.
Al 5052-tempereringstilstande spænder fra fuldt udglødet (5052-O) til forskellige koldbearbejdede tilstande (H32, H34, H36). Hvert tempereringsniveau øger styrken, mens duktiliteten reduceres proportionalt. 5052-O opnår bøjningsradier så stramme som 0,2t, mens 5052-H38 (fuld hård) kan kræve minimum 1,5t.
Al 6061-tempereringsmuligheder omfatter udglødet (6061-O), opløsningsvarmebehandlet (6061-T4) og udskillelseshærdet (6061-T6). Den dramatiske forskel mellem T4- og T6-betingelserne illustrerer ældningseffekter: T4 tillader 0,8-1,2t bøjningsradius, mens T6 kræver minimum 2,0-3,0t.
| Legering-tilstand | Flydespænding (MPa) | Min. bukkeradius | Typiske anvendelser |
|---|---|---|---|
| 5052-O | 90-110 | 0.2t-0.4t | Dybtrækning, komplekse former |
| 5052-H32 | 193-228 | 0.5t-1.0t | Generel fabrikation |
| 5052-H38 | 262-290 | 1.2t-1.8t | Strukturelle anvendelser |
| 6061-O | 55-75 | 0.3t-0.6t | Komplekse bukkeoperationer |
| 6061-T4 | 145-186 | 0.8t-1.5t | Moderate styrkebehov |
| 6061-T6 | 276-310 | 2.0t-3.0t | Høje styrkeanvendelser |
Praktisk bøjningsradiustest og validering
Laboratorietest giver definitive minimumsbøjningsradiusværdier for specifikke materialepartier og behandlingsforhold. Standardtestmetoden involverer progressiv radiusreduktion, indtil revneinitiering opstår, typisk observeret ved 10× forstørrelse.
Testprøver skal repræsentere det faktiske produktionsmateriale, inklusive tykkelse, temperering og overfladetilstand. Prøveorientering i forhold til valseretningen skal matche den tilsigtede delgeometri. Testning anvender typisk 90-graders bøjningsvinkler med konstant stempelhastighed (5-10 mm/min) for at sikre ensartede deformationshastigheder.
Visuelle inspektionskriterier definerer fejl som overfladerevner, der er synlige ved 10× forstørrelse, eller målbar tykkelsesreduktion, der overstiger 10 %. Mere stringente applikationer kan kræve farveindtrængningstest eller ultralydsinspektion for at detektere defekter under overfladen.
Produktionsvalidering involverer bøjningstest på faktiske dele eller repræsentative prøver fra hvert materialeparti. Statistiske proceskontrolkort sporer minimumsbøjningsradiuskapacitet over tid og identificerer materialeparti variationer eller behandlingsændringer, der påvirker formbarheden.
Kvalitetskontrol- og inspektionsmetoder
Effektiv kvalitetskontrol kombinerer forudgående materialeverifikation med inspektionsprotokoller efter bøjning. Indgående materialeinspektion skal verificere tempereringsbetegnelse, overfladekvalitet og tykkelsesuniformitet inden for specificerede tolerancer.
Inspektion efter bøjning omfatter visuel undersøgelse, dimensionsverifikation og vurdering af strukturel integritet. Kritiske applikationer kan kræve ikke-destruktiv testning, såsom væskeindtrængningstest eller magnetisk partikeltest tilpasset til aluminiumapplikationer.
Når du arbejder med præcisionskrav, bliver korrekt specifikation af kanttilstand afgørende for både sikkerhed og ydeevne. Bøjede kanter kræver omhyggelig opmærksomhed for at forhindre spændingskoncentrationer, der kan initiere træthedsfejl.
Dokumentation skal registrere materialecertifikater, testresultater og inspektionsresultater for sporbarhed. Dette bliver særligt vigtigt for rumfarts- eller medicinske applikationer, der kræver fuld materialegenealogi.
Værktøjsdesignovervejelser for forebyggelse af revner
Korrekt værktøjsdesign repræsenterer den primære kontrolmetode til at opnå minimumsbøjningsradius uden revner. Stempel- og dysegeometri påvirker direkte spændingsfordelingen i bøjningszonen, hvilket gør værktøjsvalg kritisk for succes.
Stempelneseradius skal matche eller overstige den tilsigtede delbøjningsradius en smule. Skarpe stempler koncentrerer spændingen for meget, mens overdimensionerede stempelradier skaber springback-problemer. Den optimale stempelradius er typisk lig med 1,0-1,2× den ønskede delradius for aluminiumapplikationer.
Dyseåbningsbredden påvirker materialeflow og spændingsmønstre betydeligt. Smalle dyseåbninger begrænser materialebevægelsen og øger trækspændingen på den ydre fiber. Den generelle regel specificerer dyseåbningsbredde = 8-12× materialetykkelse for aluminium, afhængigt af bøjningsradius og materialegenskaber.
Dyse skulderradius forhindrer spændingskoncentration ved kontaktpunkter, samtidig med at kontrolleret materialeflow tillades. Skarpe dyse skuldre skaber trykpunkter, der kan initiere overfladedefekter. Anbefalet dyse skulderradius spænder fra 1-2× materialetykkelse for de fleste aluminiumbøjningsapplikationer.
| Værktøjsparameter | Al 5052-H32 | Al 6061-T6 | Funktion |
|---|---|---|---|
| Dornradius | 0.5t-1.2t | 2.0t-3.5t | Former bukkeradius |
| Matriceåbning | 8t-10t | 10t-12t | Kontrollerer materialeflow |
| Matriceskulderradius | 1t-2t | 2t-3t | Reducerer spændingskoncentration |
| Dorn-Matrice Clearance | 1.1t-1.2t | 1.2t-1.3t | Forhindrer binding/gnidning |
Omkostningsanalyse: Materialevalg vs. designkompleksitet
Økonomisk optimering kræver afbalancering af materialomkostninger i forhold til fremstillingskompleksitet og fejlrisici. Al 5052-H32 koster typisk €2,80-3,20 pr. kg, mens Al 6061-T6 spænder fra €3,50-4,10 pr. kg på europæiske markeder, hvilket afspejler forskellige behandlingskrav.
De samlede omkostninger omfatter dog formningskompleksitetsfaktorer. Dele, der kræver stramme bøjningsradier, kan nødvendiggøre udglødet materiale med efterfølgende varmebehandling, hvilket tilføjer €150-250 pr. behandlingsparti. Alternative tilgange omfatter designmodifikationer for at imødekomme standard tempereringsbøjningsevner.
Fejlomkostninger påvirker i høj grad den samlede projekts økonomi. Revnede dele kræver omarbejdning eller kassering, hvor erstatningsomkostningerne omfatter materiale, arbejdskraft og tidsplanforsinkelser. Forebyggelse gennem korrekt specifikation af bøjningsradius koster typisk 5-10 % af de samlede delomkostninger, samtidig med at 95 % af bøjningsrelaterede fejl elimineres.
Når du bestiller fra Microns Hub, drager du fordel af direkte producentrelationer, der sikrer overlegen kvalitetskontrol og konkurrencedygtige priser sammenlignet med markedspladsplatforme. Vores tekniske ekspertise og personlige service tilgang betyder, at hvert projekt modtager den metallurgiske analyse og værktøjsoptimering, det fortjener for revnefrie resultater.
Afkast af investeringen for korrekt design
Investering i korrekt bøjningsradiusanalyse giver målbare afkast gennem reducerede skrothastigheder, forbedrede cyklustider og forbedret delpålidelighed. Fremstillingsoperationer ser typisk 15-25 % omkostningsreduktioner, når bøjningsfejl elimineres gennem korrekt design.
Dokumentation og standardisering af minimumsbøjningsradiekrav skaber genanvendelig viden, der gavner fremtidige projekter. Ingeniørteams kan henvise til validerede bøjningsradiusdata i stedet for at udføre dyre trial-and-error udviklingscyklusser.
Langsigtede fordele omfatter forbedrede leverandørrelationer, reducerede garantikrav og forbedret produktpålidelighed. Disse faktorer bidrager til konkurrencefordele, der strækker sig ud over umiddelbare omkostningsbesparelser.
Avancerede applikationer og særlige overvejelser
Komplekse geometrier kræver sofistikeret analyse ud over grundlæggende minimumsbøjningsradiusberegninger. Flerbøjningssekvenser, varierende materialetykkelser og sammensatte kurver skaber spændingsinteraktioner, der påvirker tendenser til revnedannelse.
Sekventielle bøjningsoperationer kan koldbearbejde materialet lokalt og reducere formbarheden for efterfølgende bøjninger. Denne effekt er særligt udtalt i Al 5052, hvor hver formningsoperation øger den lokale flydespænding med 15-25 %. Planlægning af bøjningssekvenser kræver overvejelse af kumulative deformationshærdningseffekter.
Sammensatte kurver involverer samtidig bøjning i flere planer, hvilket skaber komplekse spændingstilstande, der ikke er fanget af simple bøjningsradiusberegninger. Finite element analyse bliver nødvendig for nøjagtig forudsigelse af formningsgrænser i sådanne applikationer.
Temperatureffekter modificerer materialegenskaber betydeligt. Varmformning (150-200 °C) kan reducere minimumsbøjningsradius med 30-50 % for begge legeringer, men kræver specialiseret udstyr og proceskontrol. Kryogen formning finder lejlighedsvis anvendelse til specifikke krav til høj styrke.
Integration med andre processer såsom svejsning eller bearbejdning skaber yderligere overvejelser. Varmeberørte zoner fra svejsning ændrer lokale materialegenskaber, hvilket potentielt påvirker bøjningsydelsen nær svejsesømme. Bearbejdede funktioner kan skabe spændingskoncentrationer, der påvirker tendenser til revneinitiering.
Ofte stillede spørgsmål
Hvad er den absolutte minimumsbøjningsradius for aluminium 5052-H32 uden revner?
Aluminium 5052-H32 kan opnå bøjningsradier så stramme som 0,5t (halvdelen af materialetykkelsen) ved bøjning vinkelret på valseretningen med korrekt værktøj. For parallel-til-korn bøjning skal du øge minimumsradius til 0,8t. Disse værdier antager standardformningshastigheder, stuetemperatur og korrekt dyse design med tilstrækkelige frigange.
Hvorfor kræver aluminium 6061-T6 så store bøjningsradier sammenlignet med 5052?
Al 6061-T6's udskillelseshærdede struktur indeholder Mg2Si-partikler, der skaber lokaliserede spændingskoncentrationer og reducerer den samlede duktilitet. T6-tempereringen opnår høj styrke gennem kontrolleret ældning, men denne proces reducerer signifikant koldbearbejdningskoefficienten fra 0,20+ (i 5052) til kun 0,05-0,08, hvilket kræver 2,0-3,0t minimumsbøjningsradius for at forhindre mikrorevner.
Kan jeg reducere minimumsbøjningsradius ved at ændre tempereringstilstanden?
Ja, markant. Ændring fra 6061-T6 til 6061-T4 reducerer minimumsbøjningsradius fra 2,0-3,0t til 0,8-1,5t. For 5052 tillader udglødet tilstand (5052-O) 0,2-0,4t radius sammenlignet med 0,5-1,0t for H32-temperering. Styrkeegenskaberne falder dog proportionalt med forbedret formbarhed.
Hvordan påvirker valseretningen bøjningsradiekravene?
Bøjning parallelt med valseretningen øger typisk minimumsbøjningsradius med 25-30 % på grund af kornforlængelseseffekter. For kritiske applikationer skal du orientere bøjninger vinkelret på valseretningen, når det er muligt. Materialecertifikater skal angive valseretningen med retningspile eller kornstrømningsmarkeringer.
Hvilke værktøjsmodifikationer hjælper med at opnå strammere bøjningsradier?
Optimer stempelneseradius til at matche den ønskede delradius (1,0-1,2× målradius), brug passende dyseåbningsbredde (8-12× tykkelse), og sørg for tilstrækkelig dyse skulderradius (1-3× tykkelse). Korrekt stempel-dyse frigang (1,1-1,3× tykkelse) forhindrer fastklemning, samtidig med at kontrolleret materialeflow tillades under formning.
Hvordan kan jeg teste minimumsbøjningsradius for mit specifikke materialeparti?
Udfør progressiv bøjningstest ved hjælp af repræsentative prøver med samme tykkelse, temperering og orientering som produktionsdele. Reducer bøjningsradius trinvist, indtil overfladerevner vises ved 10× forstørrelse. Test både parallelle og vinkelrette orienteringer i forhold til valseretningen for fuldstændig karakterisering.
Hvilke inspektionsmetoder detekterer bøjningsrelaterede defekter mest effektivt?
Visuel inspektion ved 10× forstørrelse fanger de fleste overfladedefekter. Brug væskeindtrængningstest til at afsløre revner under overfladen til kritiske applikationer. Ultralydstest kan detektere interne defekter, mens dimensionsinspektion verificerer bøjningsradiusnøjagtighed inden for specificerede tolerancer. Etabler statistisk proceskontrol for løbende kvalitetsovervågning.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece