Underskæringer i CNC-bearbejdning: T-notfræsere vs. 5-akse strategier
Bearbejdning af underskæringer udgør en af de mest udfordrende geometriske problemstillinger inden for præcisionsfremstilling. Disse funktioner – defineret som overflader, der ikke kan tilgås af et skæreværktøj, der bevæger sig langs en enkelt akse – kræver specialiserede strategier, der direkte påvirker cyklustider, værktøjsomkostninger og den overordnede projektgennemførlighed.
Vigtigste pointer:
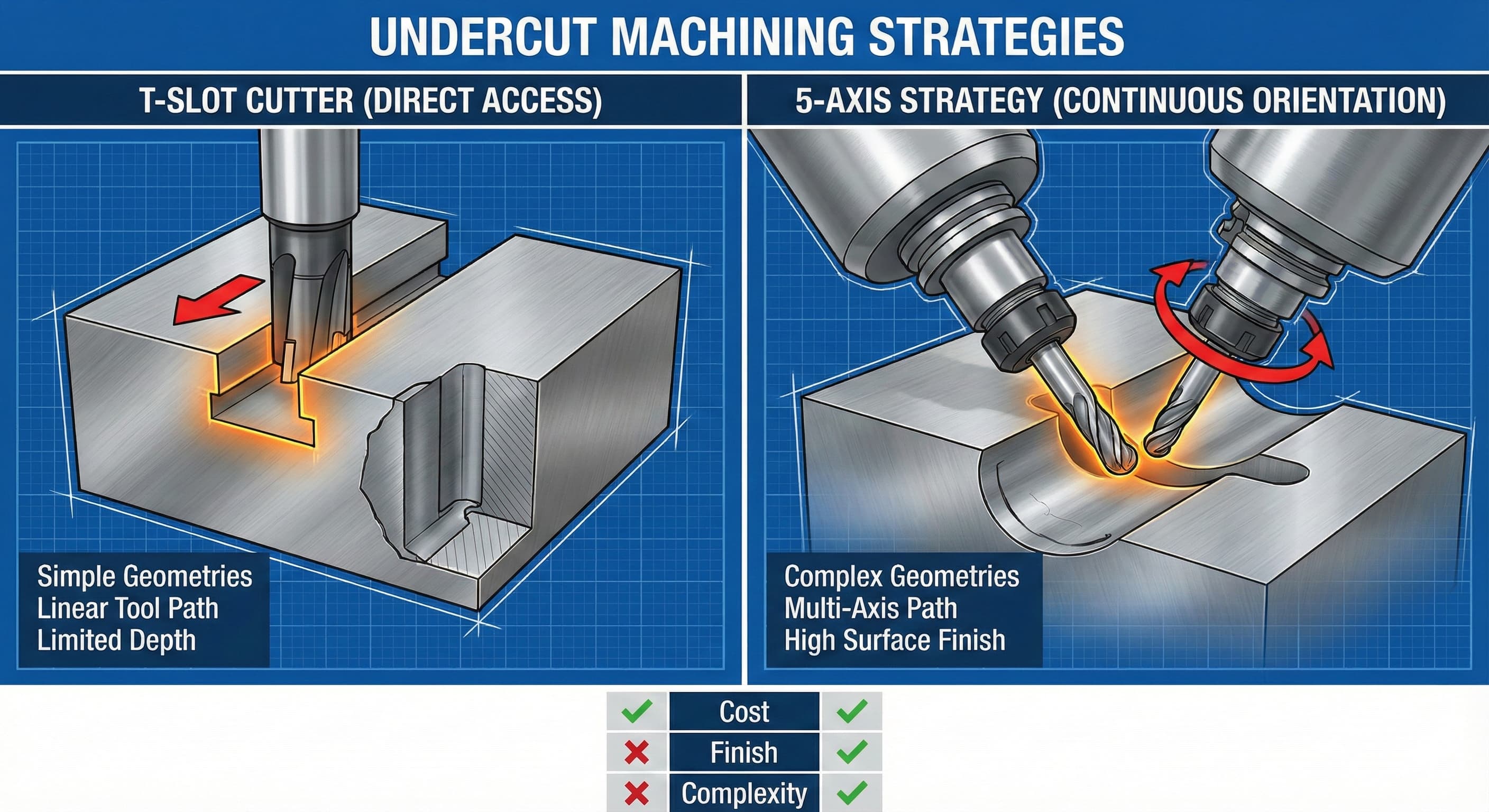
- T-notfræsere er fremragende til simple underskæringer, men er begrænset til specifikke geometrier og dybder op til 15-20 mm
- 5-akse simultan bearbejdning muliggør komplekse underskæringsprofiler med overlegen overfladefinish (Ra 0,8-1,6 μm)
- Hybridtilgange, der kombinerer begge metoder, kan reducere cyklustider med 25-40 % for komplekse komponenter
- Materialevalg og emnets stivhed bestemmer den optimale underskæringsbearbejdningsstrategi
Forståelse af geometriske klassifikationer for underskæringer
Underskæringer i CNC-bearbejdning falder i tre primære kategorier: simple lineære underskæringer, komplekse buede underskæringer og sammensatte multidirektionelle underskæringer. Hver klassifikation kræver forskellige værktøjsmetoder og maskinkapaciteter.
Simple lineære underskæringer, såsom T-noter og svalehale-profiler, har en retlinet geometri, der er tilgængelig via specialiserede pindfræsere. Disse spænder typisk fra 2-25 mm i dybden med vægvinkler mellem 45-90 grader. ISO 2768-m-standarden gælder for generelle tolerancer, mens specifikke funktioner kan kræve strammere kontrol ned til ±0,05 mm.
Komplekse buede underskæringer omfatter sfæriske hulrum, skulpturerede overflader under udhæng og organiske former, der findes i rumfartskomponenter. Disse geometrier kan ikke bearbejdes med konventionelle 3-akse strategier og kræver kontinuerlige multi-akse værktøjsbaner for at opretholde korrekt spånevakuering og overfladekvalitet.
Sammensatte underskæringer kombinerer flere retninger og har ofte varierende dybder inden for en enkelt funktion. Medicinske implantater, turbineblade og sprøjtestøbeforme indeholder ofte disse udfordrende geometrier, der presser grænserne for både værktøj og maskinkapacitet.
T-notfræsere: Specialiseret værktøj til direkte adgang
T-notfræsere repræsenterer den mest direkte tilgang til bearbejdning af lineære underskæringer. Disse værktøjer har et smalt skaft med et forstørret skærehoved, hvilket giver adgang til lukkede rum, mens der fjernes materiale i områder, der er utilgængelige for konventionelle pindfræsere.
Standard T-notfræsere spænder fra 6-50 mm i hoveddiameter, med skaftdiametre typisk 30-50 % af hovedstørrelsen for at give den nødvendige stivhed. Carbidkvaliteter som K20-K30 giver optimal slidstyrke til stålkomponenter, mens PCD-tippet værktøj er fremragende i aluminiumslegeringer som 6061-T6 og 7075-T6.
Skæreparametre for T-notoperationer kræver nøje overvejelse af værktøjsnedbøjning og vibrationer. Anbefalede overfladehastigheder spænder fra 80-150 m/min for stål (afhængigt af hårdhed), med tilspændingshastigheder mellem 0,1-0,3 mm pr. tand. Den udvidede værktøjsgeometri begrænser skæredybden til 0,5-2,0 mm pr. passage, hvilket har en betydelig indvirkning på cyklustiderne for dybe underskæringer.
| Værktøjstype | Maks. dybde (mm) | Overfladehastighed (m/min) | Tilspænding (mm/tand) | Typisk pris (€) |
|---|---|---|---|---|
| HSS T-notfræser | 15 | 60-80 | 0.05-0.15 | 45-85 |
| Carbid T-notfræser | 25 | 120-180 | 0.15-0.25 | 120-220 |
| PCD T-notfræser | 20 | 200-400 | 0.2-0.4 | 350-650 |
Overvejelser om værktøjslevetid bliver kritiske på grund af den cantileverede skæregeometri. Korrekt emneopspænding og vibrationsdæmpningssystemer er afgørende for at forhindre for tidlig værktøjsfejl og opretholde dimensionsnøjagtighed under hele produktionsserien.
5-akse simultan bearbejdningsstrategier
Fem-akse simultan bearbejdning transformerer underskæringstilgængeligheden ved at muliggøre kontinuerlige værktøjsorienteringsændringer gennem hele skærebanen. Denne kapacitet giver konventionelle pindfræsere adgang til komplekse geometrier, samtidig med at de opretholder optimale skæreforhold og overlegne overfladefinisher.
Den grundlæggende fordel ligger i værktøjsaksemanipulation. Ved at vippe og rotere emnet eller spindlen opretholder skæreværktøjer vinkelret indgreb med komplekse overflader, hvilket eliminerer de geometriske begrænsninger, der er forbundet med T-notfræser-tilgange. Dette resulterer i forbedret spånevakuering, reducerede skærekræfter og forbedret overfladekvalitet.
Programmering af 5-akse underskæringsstrategier kræver sofistikeret CAM-software, der er i stand til kollisionsdetektion og værktøjsbaneoptimering. Førende og efterfølgende vinkler skal kontrolleres omhyggeligt for at forhindre udhulning, samtidig med at fuldstændig materialefjernelse sikres. Typiske førende vinkler spænder fra 2-5 grader, med efterfølgende vinkler justeret baseret på materialegenskaber og ønsket overfladefinish.
Maskinkinematik spiller en afgørende rolle i strategivalg. Bord-bord-konfigurationer (A- og C-akser på bordet) er fremragende til tunge emner, men kan have begrænsede værktøjsadgangsvinkler. Hoved-hoved-konfigurationer (B- og C-akser på spindlen) giver overlegen tilgængelighed, men er typisk begrænset til lettere komponenter på grund af spindelbelastningsbegrænsninger.
For højpræcisionsresultater, Indsend dit projekt for et 24-timers tilbud fra Microns Hub.
Optimering af tilspændingshastighed i 5-akse underskæringsbearbejdning kræver dynamisk justering baseret på øjeblikkeligt værktøjsindgreb. Moderne CNC-controllere bruger avancerede algoritmer til at opretholde ensartede spånbelastninger, samtidig med at pludselige accelerationsændringer, der kan kompromittere overfladefinishen eller dimensionsnøjagtigheden, forhindres.
Sammenlignende analyse: Ydelses- og omkostningsfaktorer
Valg mellem T-notfræsere og 5-akse strategier kræver en omfattende analyse af emnegeometri, produktionsvolumen og omkostningsbegrænsninger. Hver tilgang tilbyder forskellige fordele afhængigt af specifikke applikationskrav.
| Faktor | T-notfræsere | 5-akset simultan | Indvirkning på valg |
|---|---|---|---|
| Opsætningstid | 15-30 minutter | 45-90 minutter | Højt volumen favoriserer T-not |
| Programmeringskompleksitet | Lav | Høj | Færdighedskrav varierer betydeligt |
| Overfladefinish (Ra) | 1.6-3.2 μm | 0.8-1.6 μm | Kritisk for synlige overflader |
| Værktøjsomkostninger pr. funktion | €2-8 | €0.50-3 | Afhængig af volumen og kompleksitet |
| Cykeltid (simpel underskæring) | 100% | 150-200% | T-not fordel for grundlæggende geometri |
Materialeovervejelser påvirker strategivalget betydeligt. Arbejdshærdende legeringer som Inconel 718 drager fordel af den kontinuerlige skærevirkning, der er mulig med 5-akse tilgange, mens aluminiumslegeringer kan opnå acceptable resultater med begge metoder. De forbedrede spånevakueringsegenskaber ved 5-akse bearbejdning bliver særligt værdifulde, når der arbejdes med materialer, der er tilbøjelige til arbejdshærdning, eller dem, der genererer lange, strengede spåner.
Geometrisk kompleksitet fungerer som den primære beslutningsdriver. Simple T-noter, svalehale og lineære underskæringer med dybder under 15 mm favoriserer typisk specialiserede fræsere. Komplekse buede underskæringer, funktioner med variabel dybde eller underskæringer, der kræver flere orienteringer, nødvendiggør 5-akse kapaciteter.
Når du evaluerer omfattende fremstillingsløsninger, skal du overveje, hvordan underskæringsbearbejdning integreres med andre processer. Komponenter, der kræver både præcisions CNC-funktioner og formede elementer, kan drage fordel af vores pladebearbejdningstjenester til hybride fremgangsmåder.
Avancerede hybride strategier
Sofistikerede produktionsmiljøer anvender ofte hybride tilgange, der kombinerer T-notfræsere og 5-akse strategier inden for enkelte bearbejdningsprogrammer. Denne metode optimerer cyklustiderne, samtidig med at kvalitetsstandarderne opretholdes på tværs af forskellige funktionskrav.
Grov underskæringsfjernelse bruger ofte 5-akse strategier med standard pindfræsere til at fjerne bulkmateriale effektivt. Den overlegne spånevakuering og reducerede værktøjsbelastning muliggør aggressive materialefjernelseshastigheder på 15-25 cm³/min i aluminiumslegeringer. Endelig profilering anvender derefter specialiserede T-notfræsere til at opnå præcis dimensionskontrol og forbedret overfladefinish på kritiske overflader.
Sekventielle værktøjsskift inden for hybride programmer kræver nøje overvejelse af emnets referencesystemer og værktøjslængdekompensation. Opretholdelse af ensartede koordinatsystemer bliver kritisk, når der skiftes mellem forskellige værktøjsgeometrier og skærestrategier. Korrekte opsætnings- og verifikationsprocedurer forhindrer kostbar kassering af delvist færdiggjorte komponenter.
Avancerede CAM-systemer tilbyder nu integrerede hybride programmeringsfunktioner, der automatisk optimerer værktøjsvalg og skærestrategier baseret på funktionsgeometrianalyse. Disse systemer evaluerer faktorer, herunder materialefjernelseshastigheder, værktøjsadgangsvinkler og overfladefinishkrav for at generere optimerede bearbejdningssekvenser.
Temperaturstyring bliver stadig vigtigere i hybride strategier på grund af varierende skærebelastninger og forlængede cyklustider. Oversvømmelseskølesystemer med flowhastigheder på 15-25 liter pr. minut hjælper med at opretholde ensartede temperaturer, samtidig med at der sikres tilstrækkelig spånevakuering til begge skæremetoder.
Materialespecifikke overvejelser
Forskellige materialer reagerer unikt på T-not versus 5-akse underskæringsbearbejdningsstrategier, hvilket kræver skræddersyede tilgange for optimale resultater. Forståelse af disse materialespecifikke adfærdsmønstre muliggør informeret strategivalg og parameteroptimering.
Aluminiumslegeringer, især 6061-T6 og 7075-T6, bearbejdes let med begge tilgange, men udviser forskellige adfærdsmønstre. T-notfræsere i aluminium kan opnå høje materialefjernelseshastigheder på grund af fremragende varmeafledningsegenskaber, mens 5-akse strategier drager fordel af materialets evne til at producere korte, let evakuerede spåner. PCD-tippet værktøj er fremragende i aluminiumsapplikationer og tilbyder værktøjslevetidsforbedringer på 300-500 % sammenlignet med carbidalternativer.
| Materialekvalitet | Foretrukken strategi | Typisk værktøjslevetid | Overfladehastighed (m/min) | Særlige overvejelser |
|---|---|---|---|---|
| Al 6061-T6 | Enten/Hybrid | 2000-4000 dele | 200-400 | Forebyggelse af påbygget æg |
| Stål 4140 (HRC 30) | 5-akset foretrækkes | 150-300 dele | 120-180 | Arbejdshærdningskontrol |
| Rustfrit 316L | 5-akset påkrævet | 80-150 dele | 80-120 | Kontinuerlig skæring er essentiel |
| Inconel 718 | Kun 5-akset | 25-60 dele | 45-80 | Termisk styring er kritisk |
Rustfrie ståltyper som 316L og 17-4 PH giver unikke udfordringer på grund af arbejdshærdningsegenskaber. T-notfræsere, der arbejder med intermitterende skærevirkning, kan inducere arbejdshærdning, hvilket fører til hurtigt værktøjsslid og dårlig overfladekvalitet. Fem-akse kontinuerlige skærestrategier opretholder ensartet indgreb, hvilket forhindrer arbejdshærdning, samtidig med at der opnås acceptabel værktøjslevetid og overfladefinish.
Titanlegeringer, herunder Ti-6Al-4V, kræver specialiserede tilgange uanset skærestrategi. Materialets lave varmeledningsevne og kemiske reaktivitet med skæreværktøjer kræver optimerede parametre og potentielt eksotiske værktøjsmaterialer. For detaljerede strategier for titanbearbejdning henvises til vores guide om reducering af værktøjsslid i titanbearbejdning for omfattende CAD-optimeringsmetoder.
Overvejelser om fastgørelse og emneopspænding
Vellykket underskæringsbearbejdning kræver robuste emneopspændingssystemer, der er i stand til at opretholde emnets stivhed, samtidig med at værktøjet får adgang til lukkede områder. Valget mellem T-not og 5-akse strategier påvirker i høj grad fastgørelseskravene og opsætningskompleksiteten.
T-notfræserapplikationer drager typisk fordel af konventionelle skruestik- eller fastgørelsespladeopsætninger, da værktøjsadgangskravene forbliver relativt forudsigelige. Den udvidede værktøjsgeometri skaber dog betydelige momentarme, der forstærker skærekræfter og vibrationer. Emneopspændingssystemer skal give tilstrækkelig støtte i nærheden af skærezonen, samtidig med at der tages højde for værktøjsfrigangskrav.
Fem-akse bearbejdning kræver mere sofistikerede fastgørelsesløsninger, der opretholder emnets tilgængelighed gennem komplekse værktøjsbanesekvenser. Gravstensarmaturer, indekserede roterende borde og specialdesignede armaturer muliggør flere emneorienteringer, samtidig med at opsætningsændringer minimeres. Muligheden for at bearbejde underskæringer fra forskellige tilgangsvinkler reducerer ofte de samlede fastgørelseskrav sammenlignet med T-notfræsermetoder.
Når du har at gøre med komplekse geometrier, der kræver flere opsætninger, skal du overveje designstrategier, der inkorporerer holdetapper til komplekse CNC-emner for at opretholde emnets integritet gennem bearbejdningssekvenser.
Vibrationsdæmpning bliver særligt kritisk for T-notoperationer på grund af den iboende værktøjsfleksibilitet. Supplerende støttesystemer, herunder faste anslag og antivibrationsarmaturer, hjælper med at opretholde dimensionsnøjagtighed og forlænge værktøjets levetid. Disse systemer skal være omhyggeligt designet for at undgå interferens med skæreværktøjsbaner, samtidig med at der ydes maksimal støtteeffektivitet.
Kvalitetskontrol og inspektionsstrategier
Underskæringsfunktioner giver unikke inspektionsudfordringer, der kræver specialiserede måleteknikker og udstyr. De tilgængelighedsbegrænsninger, der komplicerer bearbejdningen, påvirker også kvalitetsverifikationsprocedurerne.
Koordinatmålemaskiner (CMM'er) udstyret med artikulerende probehoveder muliggør omfattende underskæringsinspektion, men programmeringskompleksiteten stiger betydeligt. Probeadgangsvinkler skal planlægges omhyggeligt for at undgå kollisioner, samtidig med at fuldstændig funktionsverifikation opnås. Berøringsprobesystemer med 2-5 mm kuglediametre giver typisk optimal balance mellem adgangskapacitet og målenøjagtighed.
Optiske målesystemer, herunder laserscannere og strukturerede lyssystemer, tilbyder kontaktløse inspektionsalternativer, der er særligt værdifulde for komplekse buede underskæringer. Disse systemer fanger komplette overfladegeometridata, hvilket muliggør omfattende sammenligning med CAD-modeller med en nøjagtighed typisk inden for ±0,025 mm for de fleste industrielle applikationer.
Overvågning under processen bliver stadig vigtigere for underskæringsbearbejdning på grund af begrænset visuel adgang under skæreoperationer. Spindelbelastningsovervågning, vibrationsanalyse og akustiske emissionssensorer hjælper med at detektere værktøjsslid eller skæreanomalier, før de påvirker emnets kvalitet. Moderne CNC-systemer integrerer disse overvågningsfunktioner for at give feedback i realtid og automatisk parameterjustering.
Implementering af statistisk proceskontrol (SPC) kræver nøje overvejelse af målerepetérbarhed og operatørteknik. Underskæringsfunktioner udviser ofte højere måleunøjagtighed sammenlignet med tilgængelige overflader, hvilket kræver justerede kontrolgrænser og prøveudtagningsstrategier for at opretholde effektiv proceskontrol.
Når du bestiller fra Microns Hub, drager du fordel af direkte producentrelationer, der sikrer overlegen kvalitetskontrol og konkurrencedygtige priser sammenlignet med markedspladsplatforme. Vores tekniske ekspertise og personlige service betyder, at hvert projekt får den opmærksomhed på detaljer, det fortjener, med omfattende inspektionsmuligheder for selv de mest udfordrende underskæringsgeometrier.
Omkostningsoptimeringsstrategier
Effektiv omkostningsstyring i underskæringsbearbejdning kræver omfattende analyse af værktøjsomkostninger, cyklustider, opsætningskrav og kvalitetsovervejelser. Forståelse af de samlede omkostningsimplikationer muliggør informerede beslutninger, der afbalancerer indledende udgifter mod langsigtet produktionseffektivitet.
Værktøjsomkostningerne varierer dramatisk mellem tilgange. T-notfræsere spænder fra €45-650 afhængigt af størrelse og belægning, med en typisk værktøjslevetid på 150-4000 emner baseret på materiale og skæreforhold. Fem-akse strategier bruger konventionelle pindfræsere, der koster €15-150, men kan kræve flere værktøjer til fuldstændig underskæringsbearbejdning.
Programmerings- og opsætningsomkostninger favoriserer T-notfræsere til simple geometrier på grund af reduceret kompleksitet. Fem-akse strategier viser sig dog ofte mere økonomiske for komplekse underskæringer, når man tager de samlede cyklustider og sekundære operationer i betragtning. Muligheden for at fuldføre flere underskæringsorienteringer i enkelte opsætninger eliminerer mellemliggende håndterings- og omplaceringsomkostninger.
Volumenovervejelser påvirker i høj grad omkostningsoptimeringsbeslutninger. Lavvolumenprototyper og specialfremstillede emner kan favorisere 5-akse tilgange på trods af højere opsætningsomkostninger, mens højvolumenproduktion ofte drager fordel af dedikeret T-notfræserværktøj og optimerede fastgørelsessystemer.
For omfattende omkostningsanalyse, der dækker forskellige fremstillingsprocesser, henvises til vores detaljerede guide om CNC-bearbejdningsomkostningsdrivere, som giver specifikke strategier til at reducere emnepriser gennem designoptimering.
Sekundære operationer, herunder afgratning, overfladefinish og inspektion, tilføjer kompleksitet til omkostningsberegningerne. Fem-akse bearbejdning producerer typisk overlegne overfladefinisher, der kræver minimal efterbehandling, mens T-notoperationer kan nødvendiggøre yderligere efterbehandlingstrin for at opnå sammenlignelige kvalitetsniveauer.
Integration med fremstillingstjenester
Underskæringsbearbejdning repræsenterer ofte en komponent i omfattende fremstillingsprogrammer, der kan omfatte flere processer og teknologier. Forståelse af, hvordan underskæringsstrategier integreres med bredere fremstillingskapaciteter, hjælper med at optimere den samlede projekteksekvering og omkostningseffektivitet.
Mange komponenter, der kræver komplekse underskæringer, inkorporerer også funktioner, der er bedre egnet til alternative fremstillingsprocesser. Pladekomponenter med bearbejdede underskæringer, støbte emner, der kræver finishbearbejdning, og samlinger, der kombinerer flere fremstillingsteknologier, drager fordel af integreret produktionsplanlægning, der tager højde for alle procesinteraktioner.
Optimering af leveringstid driver ofte procesvalgsbeslutninger. Komponenter, der kræver både præcisionsunderskæringer og andre fremstillingsoperationer, kan drage fordel af parallelle behandlingsstrategier, hvor forskellige funktioner produceres samtidigt ved hjælp af passende teknologier. Denne tilgang minimerer den samlede projektvarighed, samtidig med at kvalitetsstandarderne opretholdes på tværs af alle funktioner.
Kvalitetssystemintegration sikrer ensartede standarder på tværs af flere fremstillingsprocesser. Når underskæringsbearbejdning repræsenterer et element i komplekse fremstillingsprogrammer, bliver opretholdelse af sporbarhed og dokumentation kritisk for industrier med strenge lovkrav, såsom rumfart, medicinsk udstyr og bilapplikationer.
Udforsk, hvordan underskæringsbearbejdning integreres med vores fremstillingstjenester for at udvikle omfattende løsninger, der optimerer både individuel emnekvalitet og den samlede projekteffektivitet.
Ofte stillede spørgsmål
Hvad er den maksimale dybde, der kan opnås med T-notfræsere sammenlignet med 5-akse bearbejdning?
T-notfræsere er typisk begrænset til dybder på 15-25 mm på grund af værktøjsstivhed og vibrationsbegrænsninger. Den udvidede værktøjsgeometri skaber betydelig nedbøjning, der påvirker dimensionsnøjagtigheden ud over disse dybder. Fem-akse bearbejdning ved hjælp af konventionelle pindfræsere kan opnå praktisk talt ubegrænsede underskæringsdybder, da værktøjer opretholder vinkelret indgreb med overflader uanset funktionsdybde. Emnernes stivhed og fastgørelsestilgængelighed kan dog pålægge praktiske begrænsninger for ekstremt dybe funktioner.
Hvordan påvirker overfladefinishkrav valget mellem T-notfræsere og 5-akse strategier?
Fem-akse simultan bearbejdning producerer typisk overlegne overfladefinisher, der spænder fra Ra 0,8-1,6 μm på grund af kontinuerligt værktøjsindgreb og optimal skæregeometri. T-notfræsere opnår generelt Ra 1,6-3,2 μm finish på grund af værktøjsnedbøjning og afbrudt skærevirkning. For kritiske overflader, der kræver minimal efterbehandling, tilbyder 5-akse strategier betydelige fordele. Specialiserede T-notfræsere med optimerede geometrier og belægninger kan dog opnå acceptable finish til mange applikationer med lavere programmeringskompleksitet.
Hvilke materialer er uegnede til underskæringsbearbejdning med T-notfræsere?
Arbejdshærdende materialer, herunder austenitiske rustfrie stål (316L, 321), Inconel-legeringer og Hastelloy-kvaliteter, yder dårligt med T-notfræsere på grund af intermitterende skærevirkning, der inducerer arbejdshærdning. Disse materialer kræver kontinuerligt skæreindgreb, der kun er muligt med 5-akse strategier. Derudover kan materialer med dårlig bearbejdelighed som hærdede værktøjsstål over HRC 45 forårsage overdreven værktøjsslid ved brug af de udvidede geometrier, der er typiske for T-notfræsere.
Hvordan påvirker emnevolumen det økonomiske valg mellem skærestrategier?
Lavvolumenproduktion (1-50 emner) favoriserer typisk 5-akse strategier på trods af højere programmeringsomkostninger, da værktøjsinvesteringer forbliver rimelige, og opsætningsfleksibilitet giver fordele. Mellemstore volumener (50-500 emner) kræver detaljeret omkostningsanalyse, der tager højde for værktøjslevetid, cyklustider og kvalitetskrav. Højvolumenproduktion (>500 emner) berettiger ofte dedikeret T-notværktøj og optimerede armaturer, når geometrien tillader det, da de reducerede programmerings- og opsætningsomkostninger pr. emne opvejer højere indledende værktøjsinvesteringer.
Hvilke inspektionsudfordringer er unikke for bearbejdede underskæringer?
Underskæringsinspektion står over for betydelige tilgængelighedsbegrænsninger, der komplicerer måleprocedurerne. Standard CMM-prober kræver artikulerende hoveder eller specialiserede probekonfigurationer for at nå lukkede områder, hvilket øger programmeringskompleksiteten og måleunøjagtigheden. Optiske målesystemer tilbyder fordele for komplekse geometrier, men kan kæmpe med stærkt reflekterende overflader eller dybe, smalle underskæringer. Go/no-go-målere giver effektiv produktionsinspektion, men kræver specialfremstilling til hver underskæringsgeometri, hvilket gør dem primært egnede til højvolumenapplikationer.
Kan hybride tilgange, der kombinerer begge metoder, reducere de samlede bearbejdningsomkostninger?
Hybride strategier giver ofte optimal omkostningseffektivitet for komplekse komponenter med flere underskæringstyper. Brug af 5-akse grovbearbejdning til fjernelse af bulkmateriale efterfulgt af T-notfræserfinish kan reducere cyklustiderne med 25-40 %, samtidig med at dimensionsnøjagtigheden opretholdes. Hybride tilgange kræver dog sofistikeret programmering og omhyggelig værktøjsskiftstyring for at opretholde koordinatsystemnøjagtighed gennem hele bearbejdningssekvensen. Fordelene berettiger typisk den øgede kompleksitet for mellem til højvolumenproduktion af geometrisk komplekse emner.
Hvilken rolle spiller emnets materialetykkelse i strategivalget?
Tyndvæggede komponenter med underskæringer giver unikke udfordringer uanset skærestrategi. T-notfræsere genererer betydelige skærekræfter, der kan forårsage nedbøjning eller vibrationer i tynde sektioner, hvilket potentielt kompromitterer dimensionsnøjagtigheden. Fem-akse strategier muliggør optimerede værktøjsbaner, der minimerer skærekræfter gennem korrekt førende/efterfølgende vinkler og stepover-kontrol. Komponenter med vægtykkelse under 2-3 mm kræver typisk 5-akse tilgange med specialiserede tyndvægsbearbejdningsteknikker for at opretholde acceptable tolerancer og forhindre emneforvrængning.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece