Reduktion af værktøjsslitage ved bearbejdning af titanium: Optimerede CAD-strategier
Titaniumbearbejdning er en af de største udfordringer inden for fremstilling: at balancere de exceptionelle egenskaber ved Ti-6Al-4V og andre titaniumlegeringer mod deres berygtede tendens til at ødelægge skæreværktøjer. Værktøjsslitage i titanium kan overstige stålbearbejdning med 300-500 %, hvor hårdmetalværktøjer kun holder få minutter under suboptimale forhold. Løsningen ligger ikke kun i skæreparametre, men i strategiske CAD-designbeslutninger, der fundamentalt ændrer bearbejdningsdynamikken.
Vigtigste pointer
- Strategisk featureorientering i CAD kan reducere værktøjets indgrebstid med op til 40 %, hvilket dramatisk forlænger værktøjets levetid
- Korrekt hjørneradiusdesign (minimum 0,5 mm) eliminerer spændingskoncentratorer, der accelererer hårdmetalværktøjets svigt
- Materialefjernelsesvolumenoptimering gennem smart featureplacering reducerer den samlede bearbejdningstid og varmeudvikling
- Integreret kølekanalsdesign i komplekse dele muliggør kontinuerlig adgang til oversvømmelseskølevæske til kritiske skærezoner
Forståelse af titaniums værktøjsslidmekanismer
Titaniums lave termiske ledningsevne (16,4 W/m·K sammenlignet med aluminums 237 W/m·K) skaber en perfekt storm for værktøjsnedbrydning. Varme, der genereres i skærezonen, kan ikke spredes gennem emnet, men koncentreres ved værktøj-spån-grænsefladen, hvor temperaturen når 800-1000 °C. Denne termiske belastning kombineres med titaniums kemiske reaktivitet for at skabe adhæsivt slid, hvor titaniumatomer binder direkte til hårdmetaloverflader.
Arbejdshærdningsegenskaberne for Ti-6Al-4V forværrer denne udfordring. Under skærekræfter transformeres materialets mikrostruktur fra en relativt bearbejdelig α+β-fase til en hærdet struktur, der kan nå 45-50 HRC i det umiddelbare underlag. Dette hærdede lag, typisk 0,05-0,15 mm dybt, skaber abrasivt slid på efterfølgende værktøjspassager.
Galling repræsenterer en anden kritisk fejltilstand. Titaniums tendens til koldtsvejsning under tryk forårsager opbygning af æg på skæreværktøjer. Disse svejsede aflejringer ændrer værktøjets geometri, hvilket øger skærekræfterne og accelererer katastrofalt svigt gennem afskalning eller kantudbrud.
CAD-strategier til minimering af værktøjsindgreb
Den mest effektive tilgang til at reducere værktøjsslitage begynder med strategisk featureorientering under designfasen. Traditionelle bearbejdningsmetoder placerer ofte features baseret på funktionelle krav alene og ignorerer implikationerne for bearbejdningssekvensen. Smart CAD-design tager højde for skæreværktøjets stiglængde og indgrebsvinkel for hver feature.
Lommedybdeoptimering repræsenterer en kritisk designbeslutning. Dybde lommer (dybde-til-bredde-forhold over 3:1) skaber udfordrende evakueringsforhold, hvor spåner ikke kan undslippe effektivt. Dette fører til genskæring, forhøjede temperaturer og hurtig værktøjsnedbrydning. Designalternativer inkluderer trinvise lommefigurationer eller bearbejdningsstrategier på flere niveauer, der opretholder optimale dybde-til-bredde-forhold under 2:1.
Vægtykkelseskonsistens på tværs af delgeometri eliminerer varierende skærebelastninger, der forårsager værktøjsafbøjning og for tidlig slitage. Vedligeholdelse af ensartet vægtykkelse på 2,0-3,0 mm i hele designet giver mulighed for ensartede skæreparametre og forudsigelig værktøjslevetid. Når tykkelsesvariation er uundgåelig, forhindrer gradvise overgange over afstande på mindst 10 mm pludselige belastningsændringer.
Hjørneradier fortjener særlig opmærksomhed i titaniumapplikationer. Skarpe indvendige hjørner skaber spændingskoncentratorer, der fører til værktøjsbrud, mens radier under 0,3 mm kræver værktøjer med lille diameter, der er tilbøjelige til afbøjning og hurtig slitage. Optimale indvendige hjørneradier spænder fra 0,5-1,5 mm, hvilket matcher tilgængelige hårdmetalværktøjsgeometrier, samtidig med at de giver tilstrækkelig styrke til titaniums skærekræfter.
| Funktionstype | Traditionelt design | Optimeret design | Forbedring af værktøjets levetid |
|---|---|---|---|
| Indvendige hjørner | 0,1-0,3 mm radius | 0,5-1,5 mm radius | 200-300 % |
| Lommefunktionens dybde | Dybde/bredde > 3:1 | Dybde/bredde < 2:1 | 150-250 % |
| Vægtykkelse | Variabel (1-5 mm) | Ensartet (2-3 mm) | 100-200 % |
| Overfladeovergange | Skarpe ændringer | Gradvis (>10 mm) | 75-150 % |
Avanceret featuregeometri til værktøjsbevarelse
Rampe-strategier skal overvejes under CAD-fasen for at sikre optimale værktøjsindgangsforhold. Lodrette dykskæringer i titanium skaber maksimale skærebelastninger og termisk stød. Designfeatures bør inkorporere rampeoverflader med vinkler mellem 2-5 grader, hvilket giver mulighed for gradvis værktøjsindgreb, der fordeler skærekræfter over forlænget kontaktlængde.
Huldesign kræver særlig overvejelse ved titaniumbearbejdning. Standardboreoperationer skaber betydelig værktøjsslitage på grund af dårlig spånevakuering og koncentreret varmeudvikling. CAD-design bør inkorporere præbearbejdede faser eller undersænkninger, der gør det muligt for boreoperationer at starte med reducerede skærebelastninger. For kritiske huller bør spiralinterpolationsgeometri designes ind i omgivende features for at muliggøre denne overlegne bearbejdningsmetode.
Gevinddesignmodifikationer kan dramatisk påvirke værktøjets levetid i titaniumapplikationer. Standard metriske gevind med 60 graders inkluderede vinkler skaber høje skærekræfter under gevindskæringsoperationer. Hvor det er muligt, reducerer modificerede gevindformer med 45-50 graders inkluderede vinkler skærebelastningerne, samtidig med at de opretholder tilstrækkelig gevindstyrke til de fleste applikationer. Gevindudløbsgeometri bør give tilstrækkelig længde (minimum 3 gevindstigninger) til gradvis værktøjstilbagetrækning.
For applikationer, der kræver præcisions CNC-bearbejdningstjenester, bliver featuretilgængelighed altafgørende. Lukkede features, der kræver dybe værktøjsforlængelser, bør redesignes som åbne geometrier, hvor det er muligt. Denne tilgang muliggør brugen af kortere, mere stive værktøjer, der modstår afbøjning og opretholder skærekantens integritet gennem udvidede bearbejdningscyklusser.
Materialefjernelsesvolumenoptimering
Strategisk materialefordeling i CAD-design kan minimere den samlede bearbejdningstid og tilhørende værktøjsslitage. Princippet involverer koncentration af materialefjernelse i områder, hvor skæreforholdene kan optimeres, samtidig med at materialet minimeres i områder, der kræver udfordrende værktøjsadgang eller ugunstige skæregeometrier.
Skrubtillæg bør inkorporeres i det indledende design for at muliggøre effektive materialefjernelsesstrategier. I stedet for at bearbejde de endelige dimensioner direkte fra massivt materiale, bør design inkludere mellemliggende geometrier, der tillader skruboperationer med robuste værktøjer, efterfulgt af finpudsning med optimerede skæreforhold. Typiske skrubtillæg for titanium spænder fra 0,5-1,5 mm pr. overflade, afhængigt af delens kompleksitet.
Ribbe- og netværkskonfigurationer påvirker bearbejdningseffektiviteten betydeligt. Traditionelle ribbedesign med konstant tykkelse kræver ofte omfattende semi-finpudsning, der accelererer værktøjsslitage. Koniske ribbedesign med tykkelse, der reduceres fra base til spids, muliggør mere effektive bearbejdningssekvenser, samtidig med at de strukturelle krav opretholdes. Basetykkelsen skal matche tilgængelige værktøjsdiametre (6-12 mm typisk), mens spidstykkelsen kan reduceres til 2-3 mm minimum.
Boss-designintegration påvirker både værktøjsadgang og skærebelastninger. Isolerede bosser kræver individuelle værktøjsindgange, der øger den samlede bearbejdningstid og værktøjsskift. Hvor det er funktionelt acceptabelt, bør boss-features integreres i omgivende geometri eller designes som kontinuerlige features, der muliggør effektive værktøjsbaner med ensartede skærebelastninger.
Termisk styring gennem design
Varmeafledning repræsenterer en kritisk faktor i titaniumværktøjets levetid, hvilket kræver CAD-design, der letter effektive kølestrategier. Traditionelle oversvømmelseskølevæskeapplikationer når ofte ikke kritiske skærezoner, især i dybe features eller lukkede geometrier. Designmodifikationer kan sikre kølevæskeadgang, hvor det er mest nødvendigt.
Kølekanaler bør integreres i delgeometri under designfasen i stedet for at blive tilføjet som eftertanker. Disse kanaler, typisk 4-6 mm i diameter, giver rettet kølevæskestrøm til kritiske skærezoner. Kanalplacering skal overveje bearbejdningssekvensen for at sikre, at de forbliver intakte gennem skruboperationer, samtidig med at de giver køling til finpudsning.
Materialetykkelse påvirker termisk masse og varmeabsorptionsegenskaber. Tykke sektioner (>20 mm) giver bedre varmesynkning, men kan kræve interne kølefeatures. Tynde sektioner (<5 mm) tilbyder hurtig varmeafledning, men kan lide af termisk forvrængning. Optimale tykkelsesområder for titaniumapplikationer falder mellem 8-15 mm, hvilket giver tilstrækkelig termisk masse, samtidig med at det muliggør effektiv køling.
Overfladearealoptimering gennem designmodifikationer kan forbedre naturlig konvektionskøling. Ribbede overflader, trinvise geometrier og integrerede kølelegemefunktioner øger overfladearealet, der er tilgængeligt for varmeoverførsel. Disse modifikationer skal afbalanceres mod bearbejdningskompleksitet, men kan give 15-30 % forbedringer i skærezonetemperaturer.
For højpræcisionsresultater, Få dit tilpassede tilbud leveret inden for 24 timer fra Microns Hub.
Tolerance- og overfladefinishovervejelser
Tolerancespecifikation påvirker direkte værktøjsvalg og bearbejdningsstrategier for titaniumdele. Stramme tolerancer (±0,025 mm eller bedre) kræver typisk finpudsning med lette skærebelastninger, hvilket forlænger værktøjets levetid, men øger bearbejdningstiden. Nøglen ligger i at optimere tolerancekravene for at balancere præcision med fremstillingseffektivitet.
Kritiske dimensioner bør koncentreres på overflader med gunstige skæregeometrier. Eksterne features muliggør generelt bedre værktøjsadgang og skæreforhold sammenlignet med interne features. Hvor det er muligt, bør kritiske tolerancer tildeles eksterne overflader eller features, der er tilgængelige med korte, stive værktøjer.
Overfladefinishkrav påvirker værktøjsslidmønstre betydeligt. Ra-værdier under 0,8 μm kræver typisk flere finpudsninger med minimal materialefjernelse pr. passage. Denne tilgang forlænger værktøjets levetid gennem reducerede skærebelastninger, men øger den samlede bearbejdningstid. Overfladefinishoptimering kan involvere specificering af forskellige krav til funktionelle versus kosmetiske overflader.
Form- og positionstolerancer skal overveje titaniums elastiske egenskaber og potentiale for forvrængning under bearbejdning. Spændingsaflastende features såsom symmetrisk materialefjernelse og afbalancerede skærebelastninger bør inkorporeres i design, der kræver stramme geometriske tolerancer. Denne tilgang minimerer forvrængningsinducerede toleranceovertrædelser, samtidig med at den reducerer skærekræfter, der accelererer værktøjsslitage.
| Toleranceområde | Anbefalet tilgang | Forventet værktøjslevetid | Omkostningspåvirkning |
|---|---|---|---|
| ±0,1 mm | Enkelt finish-pas | Maksimal | +15-25% |
| ±0,05 mm | Lette finish-pas | God | +25-35% |
| ±0,025 mm | Flere lette pas | Moderat | +40-60% |
| ±0,01 mm | Specialværktøj | Begrænset | +75-100% |
Integration med fremstillingsprocesplanlægning
CAD-design skal overveje den komplette fremstillingssekvens for at optimere værktøjets levetid på tværs af alle operationer. Featuresekvensering påvirker emnets stivhed, fastspændingskrav og skærebelastningsfordeling. Strategisk featureplacering kan minimere værktøjsskift og muliggøre optimerede skæreparametre gennem hele bearbejdningscyklussen.
Fastgørelsesintegration bør overvejes under designudvikling i stedet for som en separat fremstillingsbekymring. Holdetabs og fastspændingsoverflader designet ind i delgeometrien giver sikker emnefastholdelse, samtidig med at opsætningstiden minimeres og vibrationer reduceres, hvilket accelererer værktøjsslitage.
Værktøjsadgangsanalyse under CAD-fasen identificerer potentielle interferensproblemer, der kan kræve specialværktøj eller udvidede værktøjslængder. Standardværktøjsbiblioteker bør refereres til under design for at sikre, at features kan bearbejdes med let tilgængeligt, omkostningseffektivt værktøj. Brugerdefinerede værktøjskrav bør minimeres gennem designmodifikationer, hvor det er muligt.
Opsætningsreduktionsstrategier gennem multi-operation delorientering kan reducere den samlede bearbejdningstid og tilhørende værktøjsslitage betydeligt. Design bør muliggøre komplet eller næsten komplet bearbejdning i en enkelt opsætning, hvilket minimerer emnehåndtering og opsætningstid. Denne tilgang kræver omhyggelig overvejelse af trækveinkler, delingslinjer og featuretilgængelighed fra flere retninger.
Omkostnings-benefit-analyse af designoptimering
Den økonomiske indvirkning af CAD-optimering til titaniumbearbejdning strækker sig ud over simpel reduktion af værktøjsomkostninger. Værktøjslevetidsforbedringer på 200-400 % oversættes til reduceret maskinnedetid, lavere lønomkostninger til værktøjsskift og forbedret delkonsistens gennem stabile skæreforhold. Disse fordele berettiger ofte designmodifikationer, der kan øge den indledende delkompleksitet.
Bearbejdningstidsreduktion gennem optimerede design spænder typisk fra 20-50 % sammenlignet med traditionelle tilgange. Denne forbedring kommer fra reducerede værktøjsskift, optimerede skæreparametre og eliminering af udfordrende bearbejdningsoperationer. Tidsbesparelserne akkumuleres på tværs af produktionsvolumener, hvilket gør designoptimering stadig mere værdifuld for applikationer med højere kvantitet.
Kvalitetsforbedringer fra stabile skæreforhold reducerer skrothastigheder og omarbejdningsomkostninger. Konsistent værktøjsydelse gennem hele bearbejdningscyklussen opretholder dimensionsnøjagtighed og overfladefinishkvalitet. Denne pålidelighed er særlig værdifuld for luftfarts- og medicinske applikationer, hvor omkostningerne ved delafvisning er betydelige.
Når du bestiller fra Microns Hub, drager du fordel af direkte producentrelationer, der sikrer overlegen kvalitetskontrol og konkurrencedygtige priser sammenlignet med markedspladsplatforme. Vores tekniske ekspertise inden for titaniumbearbejdning og omfattende forståelse af designoptimering betyder, at hvert projekt får den specialiserede opmærksomhed, som titaniumapplikationer kræver.
Avancerede CAD-teknikker og softwareintegration
Moderne CAD-systemer tilbyder specialiserede værktøjer til bearbejdningsoptimering, der kan udnyttes under designfasen. Bearbejdeligheds-analysefeatures identificerer problematiske geometrier, før fremstillingen begynder, hvilket muliggør designmodifikationer, mens ændringer forbliver omkostningseffektive. Disse værktøjer evaluerer skæreværktøjets adgang, indgrebsvinkler og potentielle interferensforhold.
Featurebaserede designtilgange muliggør hurtig evaluering af alternative geometrier for forbedret bearbejdelighed. Parametrisk modellering giver designere mulighed for hurtigt at vurdere virkningen af hjørneradiusændringer, vægtykkelsesmodifikationer eller featureflytninger på fremstillingskrav. Denne kapacitet accelererer optimeringsprocessen, samtidig med at designhensigten opretholdes.
Fremstillingssimuleringsintegration giver tidlig feedback om værktøjsvalg og skæreparametre. Avancerede CAD-systemer kan simulere komplette bearbejdningssekvenser, identificere potentielle værktøjsslitageproblemer og optimeringsmuligheder. Denne simuleringskapacitet muliggør proaktive designmodifikationer snarere end reaktiv problemløsning i fremstillingen.
Samarbejdsværktøjer i CAD-systemer letter kommunikationen mellem design- og fremstillingsteams. Indbyggede annotations- og gennemgangskapaciteter gør det muligt for fremstillingsingeniører at give specifik feedback om værktøjsslitagebekymringer og designoptimeringsmuligheder. Dette samarbejde sikrer, at fremstillingsovervejelser er korrekt integreret i de endelige design.
Designregelkontrol kan tilpasses til titaniumbearbejdningskrav og automatisk flagge geometrier, der kan forårsage værktøjsslitageproblemer. Standardregler kan omfatte minimumskrav til hjørneradius, maksimale dybde-til-bredde-forhold og vægtykkelseskonsistenskontrol. Disse automatiserede kontroller forhindrer problematiske geometrier i at komme videre til fremstilling.
Casestudier og implementeringseksempler
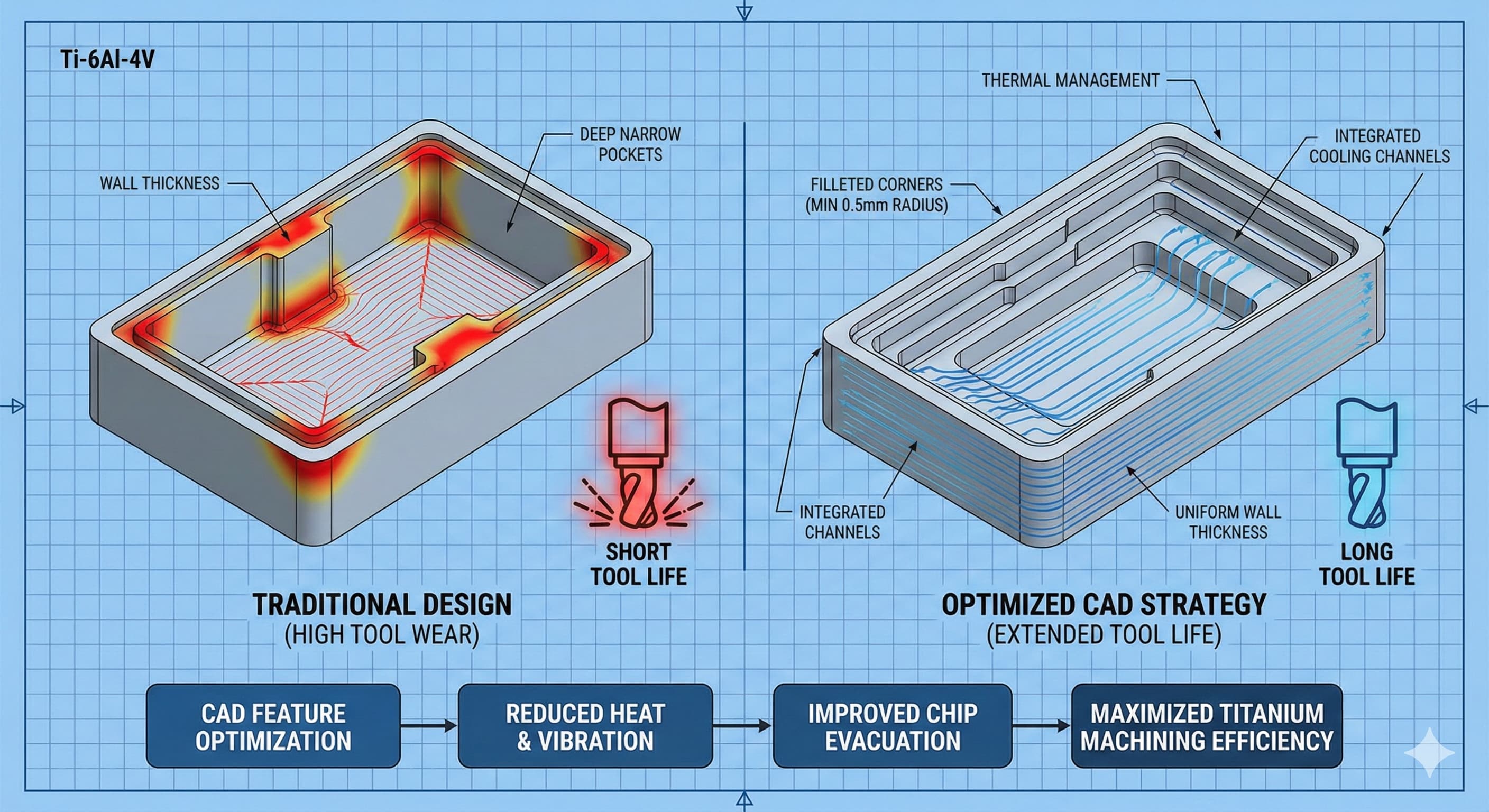
Et typisk redesign af et luftfartsbeslag demonstrerer virkningen af systematisk CAD-optimering til titaniumbearbejdning. Det originale design indeholdt skarpe indvendige hjørner (0,2 mm radius), variabel vægtykkelse (1-4 mm) og dybe lommer med 4:1 dybde-til-bredde-forhold. Værktøjets levetid var i gennemsnit 15-20 minutter med hyppige brud på grund af termisk stød og skærebelastningsvariationer.
Det optimerede design inkorporerede 0,8 mm indvendige radier, ensartet 2,5 mm vægtykkelse og trinvise lommegeometrier, der opretholdt 1,8:1 maksimalt dybde-til-bredde-forhold. Integrerede kølekanaler gav direkte køling til kritiske skærezoner. Værktøjets levetid blev forbedret til 80-120 minutter, samtidig med at alle funktionelle krav blev opretholdt og den samlede bearbejdningstid blev reduceret med 35 %.
Medicinske implantatapplikationer giver unikke udfordringer på grund af biokompatibilitetskrav og komplekse organiske geometrier. Traditionelle tilgange kræver ofte omfattende håndfinpudsning på grund af værktøjsslitageproblemer, der skaber overfladeuregelmæssigheder. Optimerede CAD-design inkorporerer gradvise overgange, optimerede skærevinkler og strategisk materialefordeling for at muliggøre ensartet bearbejdning gennem hele skærecyklussen.
Lignende optimeringsprincipper gælder for omkostningsreduktionsstrategier på tværs af forskellige fremstillingsprocesser, hvor designmodifikationer kan påvirke den samlede produktionsøkonomi betydeligt gennem forbedret effektivitet og reducerede værktøjsomkostninger.
Kvalitetskontrol- og valideringsmetoder
Verifikation af CAD-optimeringseffektivitet kræver systematisk måling af værktøjsslidmønstre, bearbejdningstider og delkvalitetsmetrikker. Basismålinger fra traditionelle design giver sammenligningsstandarder til evaluering af forbedringsniveauer. Nøglemetrikker inkluderer gennemsnitlig værktøjslevetid, skæretid pr. del, overfladefinishkonsistens og dimensionsnøjagtighedsvariation.
Værktøjsslidanalyse bør undersøge både gradvise slidmønstre og katastrofale fejltilstande. Optimerede design viser typisk mere forudsigelig, gradvis slitage snarere end pludselige fejlhændelser. Denne forudsigelighed muliggør bedre produktionsplanlægning og reducerer uventet nedetid fra værktøjsbrud.
Overfladeintegritetsevaluering bliver kritisk for titaniumapplikationer, især i luftfarts- og medicinske sektorer. Optimerede bearbejdningsforhold bør opretholde ensartet overfladefinish og minimere varmeberørte zoner, der kan kompromittere materialegenskaber. Regelmæssig overfladeintegritetstestning validerer effektiviteten af CAD-optimeringsstrategier.
Statistisk proceskontrolimplementering sporer konsistensen af optimerede design på tværs af produktionsvolumener. Kontrolkort for værktøjslevetid, bearbejdningstid og kvalitetsmetrikker identificerer, hvornår procesforhold afviger fra optimale områder. Denne overvågning muliggør proaktive justeringer for at opretholde optimeringsfordele gennem hele produktionskørsler.
Fremtidige tendenser og nye teknologier
Kunstig intelligensintegration i CAD-systemer lover automatiseret optimering til titaniumbearbejdningsapplikationer. Maskinlæringsalgoritmer kan analysere historiske bearbejdningsdata for at identificere optimale designparametre og forudsige værktøjets levetid baseret på geometriske features. Denne kapacitet vil accelerere optimeringsprocessen, samtidig med at forudsigelsesnøjagtigheden forbedres.
Additiv fremstillingsintegration tilbyder nye muligheder for komplekse interne geometrier, der forbedrer køling og reducerer materialevolumen. Hybridtilgange, der kombinerer additive præformer med optimeret subtraktiv finpudsning, muliggør geometrier, der er umulige med traditionelle fremstillingsmetoder. Disse tilgange kræver nye CAD-strategier, der overvejer både additive og subtraktive fremstillingsbegrænsninger.
Avanceret materialekarakterisering giver bedre forståelse af titaniums bearbejdningsadfærd under forskellige forhold. Realtidsovervågning af skærekræfter, temperaturer og værktøjsslitage muliggør kontinuerlig optimering af skæreparametre baseret på faktisk ydeevne snarere end teoretiske modeller. Denne feedback kan informere CAD-optimeringsstrategier for forbedret effektivitet.
Digital tvillingeteknologi muliggør virtuel validering af CAD-optimeringsstrategier før fysisk implementering. Komplet fremstillingsprocessimulering, inklusive værktøjsslitageforudsigelse og termisk analyse, giver omfattende evaluering af designmodifikationer. Denne kapacitet reducerer omkostningerne og tiden, der kræves til optimeringsvalidering, samtidig med at forudsigelsesnøjagtigheden forbedres.
Implementeringsretningslinjer og bedste praksis
Vellykket implementering af CAD-optimering til titaniumbearbejdning kræver systematisk tilgang og klar kommunikation mellem design- og fremstillingsteams. Optimeringsretningslinjer bør dokumenteres og integreres i standarddesignprocedurer for at sikre ensartet anvendelse på tværs af projekter.
Uddannelsesprogrammer for designingeniører bør understrege forholdet mellem geometriske features og bearbejdningsudfordringer, der er specifikke for titanium. Forståelse af skæreværktøjsbegrænsninger, termiske styringskrav og materialefjernelsesstrategier gør det muligt for designere at træffe informerede optimeringsbeslutninger under designprocessen i stedet for at kræve omfattende redesign senere.
Samarbejdsprotokoller mellem design- og fremstillingsteams sikrer, at fremstillingsbegrænsninger kommunikeres og forstås korrekt. Regelmæssige designgennemgange med fremstillingsinput kan identificere optimeringsmuligheder tidligt i designcyklussen, når ændringer forbliver omkostningseffektive.
For organisationer, der bruger vores fremstillingstjenester, leverer vi omfattende designgennemgang og optimeringsanbefalinger for at sikre, at dine titaniumdele opnår optimal bearbejdelighed, samtidig med at alle funktionelle krav opretholdes.
Ofte stillede spørgsmål
Hvad er den minimum hjørneradius, der anbefales til interne features i titaniumdele?
Indvendige hjørneradier bør være minimum 0,5 mm til titaniumbearbejdningsapplikationer. Mindre radier kræver sarte skæreværktøjer, der er tilbøjelige til brud og termisk skade. Optimale radier spænder fra 0,8-1,5 mm, hvilket matcher standard hårdmetalværktøjsgeometrier, samtidig med at de giver tilstrækkelig styrke til titaniums skærekræfter. Skarpe hjørner under 0,3 mm resulterer typisk i værktøjslevetidsreduktioner på 70-80 % sammenlignet med korrekt afrundede features.
Hvordan påvirker lommedybde-til-bredde-forhold værktøjets levetid ved titaniumbearbejdning?
Lommedybde-til-bredde-forhold bør forblive under 2:1 for optimal værktøjslevetid i titaniumapplikationer. Forhold over 3:1 skaber dårlige spånevakueringsforhold, hvilket fører til genskæring, forhøjede temperaturer og accelereret værktøjsslitage. Dybe lommer kræver også udvidede værktøjslængder, der øger afbøjning og rysten. Trinvise lommedesign eller bearbejdningsstrategier på flere niveauer opretholder optimale forhold, samtidig med at den krævede delgeometri opnås.
Hvilken vægtykkelse giver den bedste balance mellem materialefjernelse og bearbejdningsstabilitet?
Ensartet vægtykkelse mellem 2,0-3,0 mm giver optimal balance til titaniumbearbejdning. Tyndere vægge mangler stivhed og kan vibrere under skæring, mens tykkere vægge kræver overdreven materialefjernelse. Tykkelsesvariationer bør være gradvise over minimum 10 mm afstande for at forhindre pludselige skærebelastningsændringer, der accelererer værktøjsslitage. Variable tykkelsesdesign reducerer ofte værktøjets levetid med 40-60 % sammenlignet med ensartede tykkelsestilgange.
Hvordan skal gevindgeometri modificeres for forbedret værktøjslevetid i titanium?
Standard 60-graders metriske gevind kan modificeres til 45-50 graders inkluderede vinkler, hvor det er funktionelt acceptabelt, hvilket reducerer skærebelastningerne under gevindskæringsoperationer. Gevindudløb bør give minimum 3 stigningslængder til gradvis værktøjstilbagetrækning. Eksterne gevind er at foretrække frem for interne gevind på grund af bedre værktøjsadgang og spånevakuering. Interne gevind, der kræver tappningsoperationer, bør inkorporere affasede starter og tilstrækkelig indløbsgeometri.
Hvilken rolle spiller kølekanaler i CAD-design til titaniumbearbejdning?
Integrerede kølekanaler, typisk 4-6 mm i diameter, bør designes ind i delgeometrien for at give rettet køling til kritiske skærezoner. Kanalplacering skal overveje bearbejdningssekvensen for at forblive intakt gennem skrubning, mens finpudsning køles. Korrekt kølevæskelevering kan reducere skærezonetemperaturerne med 150-250 °C, hvilket forlænger værktøjets levetid med 200-300 %. Kanaler bør placeres inden for 10-15 mm fra kritiske skæreområder for maksimal effektivitet.
Hvordan påvirker tolerancekrav værktøjsvalg og slitage ved titaniumbearbejdning?
Strammere tolerancer (±0,025 mm eller bedre) kræver finpudsning med reducerede skærebelastninger, hvilket forlænger værktøjets levetid, men øger bearbejdningstiden. Kritiske dimensioner bør placeres på eksterne features eller overflader med gunstige skæregeometrier, hvor det er muligt. Tolerancer under ±0,01 mm kan kræve specialværktøj og skæreparametre, der påvirker værktøjets levetid og omkostninger betydeligt. Toleranceoptimering kan reducere bearbejdningsomkostningerne med 25-40 %, samtidig med at funktionelle krav opretholdes.
Hvilke CAD-features bør undgås for at forhindre overdreven værktøjsslitage i titanium?
Undgå skarpe indvendige hjørner under 0,3 mm radius, dybe lukkede lommer med dårlig værktøjsadgang, variabel vægtykkelse, der skaber pludselige belastningsændringer, og features, der kræver udvidede værktøjslængder med høje længde-til-diameter-forhold. Krydsende features, der skaber komplekse skæregeometrier, bør forenkles, hvor det er muligt. Blinde huller dybere end 5 diametre og interne gevind i dybe boringer bør redesignes som eksterne features, når det er funktionelt acceptabelt. Disse problematiske features kan reducere værktøjets levetid med 60-80 % sammenlignet med optimerede alternativer.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece