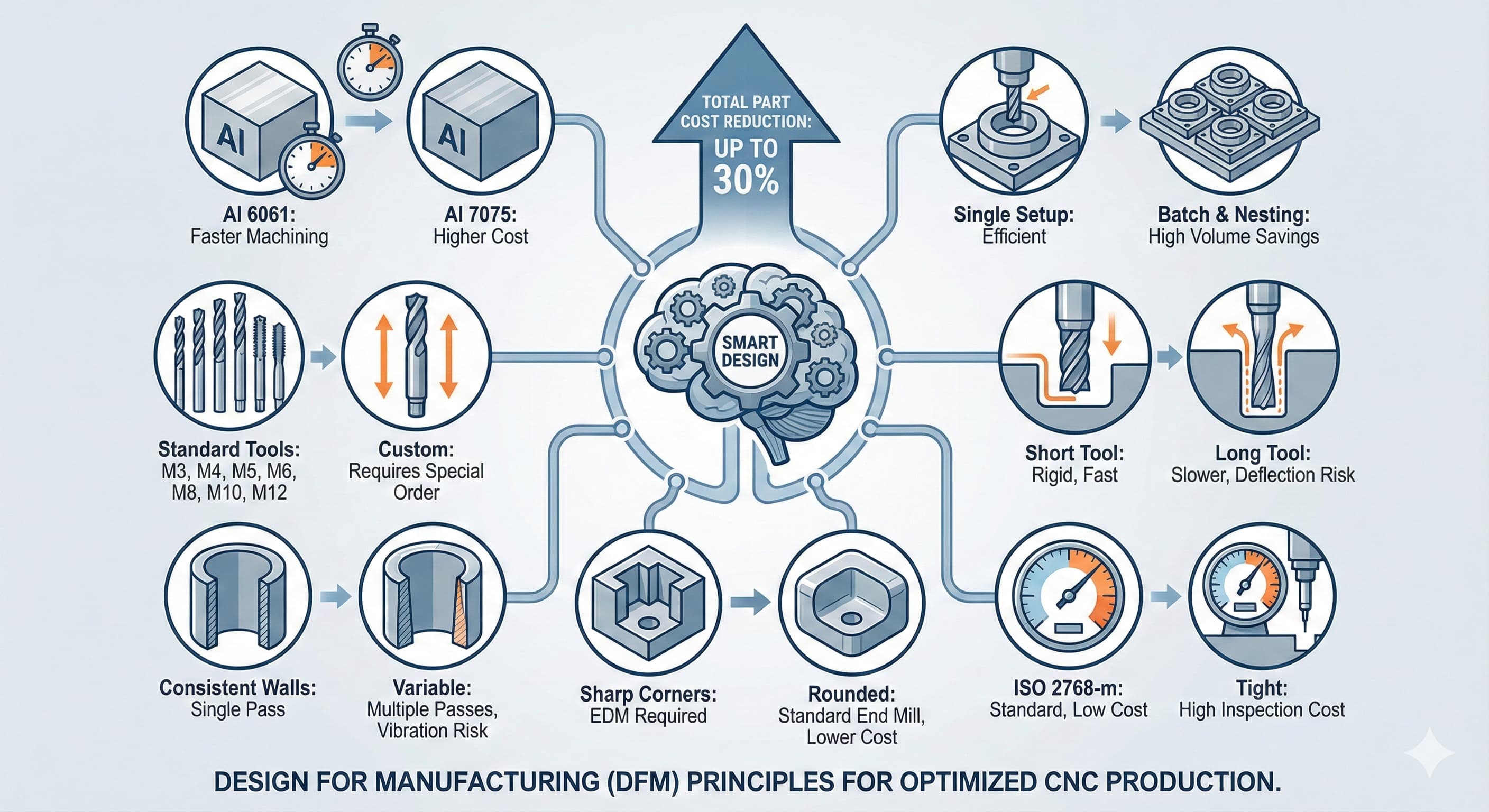
CNC-bearbejdningsomkostningsdrivere: 7 designtilpasninger til at reducere delprisen med 30 %
De fleste ingeniører fokuserer først på funktionalitet og derefter på omkostninger – en kostbar fejl, når det kommer til CNC-bearbejdning. Efter to årtier med optimering af fremstillingsprocesser hos Microns Hub har jeg identificeret tilbagevendende designmønstre, der oppuster delomkostningerne med 20-50 % uden at tilføje meningsfuld værdi. Løsningen er ikke billigere materialer eller leverandører af lavere kvalitet; det er intelligente designmodifikationer, der arbejder med CNC-kapaciteter snarere end imod dem.
Vigtigste pointer
- Standardværktøjs tilgængelighed reducerer bearbejdningstiden med 40-60 % sammenlignet med komplekse geometrier, der kræver specialiserede skær
- Materialevalg ud over legeringstype – under hensyntagen til bearbejdelighedsvurderinger og lager tilgængelighed – påvirker de samlede omkostninger mere end råvareprisen
- Funktionskonsolidering gennem design for manufacturing (DFM)-principper kan eliminere sekundære operationer fuldstændigt
- Tolerancespecifikationsstrategi: Anvendelse af snævre tolerancer kun hvor det er funktionelt kritisk reducerer inspektionstiden og skrothastigheden betydeligt
Forståelse af CNC-omkostningsstruktur: De skjulte variabler
CNC-bearbejdningsomkostninger opdeles i fem primære kategorier, men de fleste ingeniører overvejer kun to. Ud over åbenlyse materiale- og maskintidsomkostninger repræsenterer opsætningskompleksitet, værktøjskrav og kvalitetssikringsprotokoller ofte 40-70 % af de samlede delomkostninger for lav-til-mellem volumenproduktion.
Opsætningstiden skaleres uforholdsmæssigt med geometrisk kompleksitet. En simpel rektangulær blok med standardhuller maskiner i én opsætning, mens en del, der kræver flere orienteringer, multiplicerer både opsætningstid og fixturomkostninger. Hver yderligere opsætning tilføjer 15-45 minutters ikke-skæretid, afhængigt af delkompleksitet og fastgørelseskrav.
Værktøjsomkostninger forøges, når design kræver specialiserede skær. Standard pindfræsere i 3 mm, 6 mm, 10 mm og 20 mm diametre håndterer 85 % af bearbejdningsoperationerne effektivt. At kræve en 2,3 mm pindfræser til en specifik lommedybde fordobler værktøjsomkostningerne og øger leveringstiden for værktøjsanskaffelse.
| Omkostningskomponent | Typisk procentdel | Primære drivkræfter | Designpåvirkning |
|---|---|---|---|
| Råmateriale | 20-35% | Legeringstype, lagerstørrelse, tilgængelighed | Høj |
| Maskintid | 25-40% | Skærehastighed, værktøjsbaneeffektivitet | Meget høj |
| Opsætning & fastgørelse | 15-25% | Antal opsætninger, fastgørelseskompleksitet | Meget høj |
| Værktøj | 8-15% | Værktøjstype, udskiftningsfrekvens | Høj |
| Kvalitetssikring | 5-12% | Tolerancekrav, inspektionstid | Medium |
Ingeniører vælger typisk materialer baseret på mekaniske egenskaber alene og ignorerer bearbejdelighedsfaktorer, der dramatisk påvirker fremstillingsomkostningerne. Aluminium 6061-T6 og 7075-T6 opfylder begge styrkekravene til mange rumfartsapplikationer, men 6061-T6 maskiner 40 % hurtigere på grund af overlegen spåndannelse og lavere værktøjsslid.
Bearbejdelighedsvurderinger kvantificerer skæreeffektivitet på tværs af forskellige legeringer. American Iron and Steel Institute (AISI) vurderer materialer på en skala, hvor AISI 1212 stål svarer til 100 %. Aluminium 6061-T6 vurderes til 90-95 %, mens 7075-T6 vurderes til 70-75 %. Denne 20-punkts forskel oversættes direkte til cyklustidsvariationer.
Lager tilgængelighed repræsenterer en anden skjult omkostningsdriver. Specificering af 25,4 mm tyk plade, når standardlager leveres i 25 mm eller 30 mm størrelser, tilføjer materialespild og potentielle forsyningsforsinkelser. Europæiske leverandører lagerfører typisk metriske dimensioner: 10 mm, 15 mm, 20 mm, 25 mm, 30 mm, 40 mm, 50 mm tykkelser for aluminiumsplade.
| Materiale | Bearbejdelighedsvurdering | Skærehastighed (m/min) | Værktøjslevetidsfaktor | Relative Omkostninger/Time |
|---|---|---|---|---|
| Al 6061-T6 | 90-95 | 300-500 | 1.0 | 1.0 |
| Al 7075-T6 | 70-75 | 200-350 | 0.7 | 1.4 |
| Rustfrit stål 316L | 45-50 | 120-180 | 0.4 | 2.5 |
| Titan Ti-6Al-4V | 20-25 | 60-120 | 0.2 | 4.8 |
Tilpassede huldiametre tvinger værktøjsskift og reducerer skæreparametre. Standard borebitstørrelser i metrisk progression (3 mm, 4 mm, 5 mm, 6 mm, 8 mm, 10 mm, 12 mm) kører med optimale tilspændinger og hastigheder, mens et 4,3 mm hul kræver enten boring under størrelse og oprivning eller kørsel af en standardboring ved reducerede parametre.
Trådspecifikationer følger lignende logik. ISO metriske tråde (M3, M4, M5, M6, M8, M10, M12) bruger standard hane størrelser og gennemprøvede skæreparametre. Tilpassede tråde kræver specielle haner, længere cyklustider og højere skrot risiko på grund af hanebrudspotentiale.
Huldybde-til-diameter-forhold påvirker boreeffektiviteten og værktøjets levetid betydeligt. Vedligeholdelse af forhold under 3:1 for standard spiralbor og 5:1 for specialiserede dybdehulsbor optimerer spånevakuering og forhindrer arbejds hærdning. Et 6 mm diameter hul skal strække sig maksimalt 18 mm dybt ved hjælp af standardværktøj.
Kontrabore- og undersænkning operationer tilføjer kompleksitet, når dimensioner ikke stemmer overens med standard fastgørelseskrav. ISO 4762 sokkelhovedskruer definerer specifikke kontrabore diametre og dybder. M6 skruer kræver 10 mm diameter kontrabore med 6 mm dybde – afvigelse fra disse standarder øger bearbejdningstiden uden funktionel fordel.
Designtilpasning #3: Implementer en konsistent vægtykkelsesstrategi
Variabel vægtykkelse kræver flere skærepasninger med forskellige værktøjer, mens konsistent tykkelse muliggør enkeltpasningsoperationer med optimerede skæreparametre. Tynde vægge under 1,5 mm tykkelse i aluminium eller 2 mm i stål introducerer vibrationsudfordringer, der kræver reducerede skærehastigheder og specialiseret emnefastgørelse.
Lommeoperationer drager betydelig fordel af konsistent gulvtykkelse. Programmeringssoftware optimerer værktøjsbaner, når materialefjernelse forbliver ensartet under hele skæreoperationen. Lommer med variabel dybde kræver flere skrubpasninger og øger cyklustiden proportionalt.
Slip vinkler eliminerer sekundære bearbejdningsoperationer for dele, der kræver efterbearbejdning samling eller belægningsprocesser. Inkorporering af 0,5-2,0 graders slip vinkler på lodrette vægge forenkler deleudtrækning fra armaturer og reducerer gratdannelse under skæreoperationer.
For høj præcisionsresultater skal du uploade dine CAD-filer til Microns Hubs øjeblikkelige tilbudsmaskine.
Designtilpasning #4: Minimer funktionskompleksitet gennem geometrisk optimering
Komplekse geometriske funktioner øger programmeringstiden og værktøjsbaneberegningskompleksiteten eksponentielt. Skarpe indvendige hjørner kræver EDM-efterbehandling eller flere værktøjspasninger med gradvist mindre pindfræsere. Specificering af 0,5 mm radius hjørner i stedet for skarpe hjørner eliminerer sekundære operationer, samtidig med at den funktionelle ydeevne opretholdes for de fleste applikationer.
Underskæringer og omvendte slip vinkler tvinger yderligere opsætninger eller specialiseret værktøj. Fem-akse bearbejdningskapaciteter håndterer nogle komplekse geometrier i enkelt opsætninger, men programmeringskompleksitet og opsætningstid overstiger ofte omkostningsbesparelser fra reduceret håndtering. Eliminering af underskæringer gennem designrevision reducerer typisk de samlede omkostninger, samtidig med at delstyrken forbedres gennem bedre spændingsfordeling.
Overfladefinishkrav driver valg af skæreparametre og endelige pasningsstrategier. Ra 1,6 μm overfladefinish opnås gennem standard bearbejdningsparametre, mens Ra 0,8 μm kræver yderligere efterbehandlingspasninger ved reducerede tilspændingshastigheder. Spejlfinish under Ra 0,4 μm kræver sekundære poleringsoperationer, der tilføjer betydelige omkostninger og leveringstid.
| Funktionstype | Standardtilgang | Tidsmultiplikator | Omkostningspåvirkning | DFM-alternativ |
|---|---|---|---|---|
| Skarpt indvendigt hjørne | Flere værktøjspassager + EDM | 3,5x | +250 % | 0,5 mm radius hjørne |
| Dyb smal slids | Dykfræsning + sidefræsning | 2,8x | +180 % | Bredere slids eller gennemgående hul |
| Kompleks underskæring | 5-akset eller flere opsætninger | 4,2x | +320 % | Eliminer eller forenkle geometri |
| Meget tynd væg (<1 mm) | Lette snit, specielle fastgørelser | 2,2x | +120 % | Forøg til 1,5 mm minimum |
Tolerancespecifikation repræsenterer den mest almindelige omkostningsinflationsfaktor i præcisionsbearbejdning. ISO 2768 generelle tolerancer håndterer de fleste funktionelle krav uden specifikke callouts. Mellem kvalitet (ISO 2768-m) giver ±0,1 mm for dimensioner op til 30 mm, ±0,15 mm for 30-120 mm dimensioner og ±0,2 mm for 120-400 mm dimensioner.
Kritiske tolerancer, der kræver statistisk proceskontrol (SPC) overvågning, tilføjer inspektionstid og potentielle omarbejdningsomkostninger. Hver dimension, der kræver koordinatmålemaskine (CMM) verifikation, tilføjer 2-5 minutters inspektionstid plus dokumentationskrav. Begrænsning af snævre tolerancer til funktionelt kritiske funktioner reducerer kvalitetssikrings overhead betydeligt.
Geometrisk dimensionering og tolerering (GD&T) applikation efter ASME Y14.5 standarder kommunikerer design hensigt mere effektivt end traditionel plus/minus tolerering. Komplekse GD&T ordninger, der kræver specialiseret inspektionsudstyr, øger dog omkostningerne uden tilsvarende funktionel fordel i mange applikationer.
Positionstolerancer for hulmønstre demonstrerer dette princip tydeligt. En ±0,05 mm positionstolerance på en boltcirkel kræver CMM inspektion, mens ±0,1 mm tolerance muliggør go/no-go måler verifikation til en tredjedel af inspektionsomkostningerne.
Designtilpasning #6: Optimer bearbejdningsadgang og værktøjsfrigang
Værktøjsadgangsbegrænsninger tvinger længere værktøjer med reduceret stivhed, hvilket øger vibrationer og begrænser skæreparametre. Standard pindfræser længde-til-diameter-forhold på 3:1 eller 4:1 giver optimal stivhed til de fleste applikationer. At kræve 6:1 eller højere forhold reducerer skærehastigheder med 30-50 % og øger værktøjsafbøjningsrisikoen.
Frigangskrav omkring bearbejdede funktioner muliggør større, mere stiv værktøjsvalg. En 20 mm pindfræser fjerner materiale 4x hurtigere end en 10 mm pindfræser, når der er tilstrækkelig frigang. Lommeoperationer drager især fordel af generøse hjørneradier, der matcher tilgængelige værktøjsstørrelser.
Fixtur design integration under deldesignfasen eliminerer interferensproblemer og reducerer opsætningskompleksitet. Standard skruestik kæbeafstand, drejebord dimensioner og emnefastgørelsesbegrænsninger bør påvirke design beslutninger tidligt i udviklingsprocessen snarere end at tvinge dyre tilpassede fastgørelsesløsninger.
Programmerings tilgængelighed påvirker både indledende programmeringstid og fremtidig modifikationseffektivitet. Funktioner, der er placeret i områder, der er vanskelige at få adgang til, kræver konservative skæreparametre og omfattende værktøjsbaneverifikation, hvilket øger både programmeringstid og cyklustid.
Designtilpasning #7: Batchbehandling og funktionskonsolidering
Funktionskonsolidering reducerer værktøjsskift og optimerer skæressekvenser. Gruppering af alle boreoperationer muliggør enkelt værktøjsopsætning med optimerede parametre på tværs af flere hulstørrelser. Sekventielle lommeoperationer med ensartede dybder strømliner skrub- og efterbehandlingspasninger.
Sekundær operationseliminering gennem primær opsætningsoptimering repræsenterer en betydelig omkostningsreduktionsmulighed. Dele, der kræver boring, gevindskæring og kontraboreoperationer, fuldføres effektivt, når hulplaceringer rummer enkelt opsætningsadgang. Komplekse dele, der kræver flipoperationer eller flere emnefastgørelsesopsætninger, multiplicerer håndteringstiden og introducerer positionelle nøjagtighedsudfordringer.
Batchvenlige designovervejelser muliggør effektiv produktionsskalering. Dele designet til simpel fastgørelse og konsistente værktøjskrav behandles effektivt i mængder fra prototype til produktionsvolumener. Vores fremstillingstjenester optimerer opsætningsprocedurer for volumen passende produktionsmetoder.
Materialeudnyttelsesoptimering gennem nestingsvenlige geometrier reducerer råmaterialespild og muliggør effektiv programmering til opsætninger med flere dele. Rektangulære eller cirkulære grænseprofiler nestes mere effektivt end komplekse eksterne profiler, der kræver individuelle lagerstykker.
| Designstrategi | Tidsbesparelser | Omkostningsreduktion | Kvalitetspåvirkning | Implementeringsvanskelighed |
|---|---|---|---|---|
| Standardværktøjsstørrelser | 20-35% | 15-28% | Forbedret | Lav |
| Konsistent vægtykkelse | 15-25% | 12-20% | Neutral | Medium |
| Forenklede tolerancer | 5-15% | 8-18% | Neutral | Lav |
| Funktionskonsolidering | 25-40% | 20-35% | Forbedret | Høj |
| Materialeoptimering | 10-20% | 15-25% | Forbedret | Medium |
Implementering af disse omkostningsreduktionsstrategier kræver systematisk design gennemgangsintegration i eksisterende udviklingsprocesser. Tidlig DFM-gennemgang identificerer optimeringsmuligheder, før designet fryses, hvor modifikationer forbliver relativt enkle og billige.
CAD-modelanalyse ved hjælp af fremstillingssimuleringssoftware forudsiger bearbejdningssekvenser og identificerer potentielle problemer før fysisk produktion. Softwareværktøjer som CAMWorks, Mastercam eller Fusion 360 giver realistiske cyklustidsestimater og fremhæver problematiske funktioner, der kræver designopmærksomhed.
Tværfunktionelt samarbejde mellem designingeniører og fremstillingsingeniører sikrer optimal balance mellem funktionelle krav og produktionseffektivitet. Regelmæssige design gennemgange, herunder fremstillingsinput, forhindrer dyre redesign cyklusser og accelererer time-to-market mål.
Dokumentationsstandarder, der inkorporerer DFM-retningslinjer, muliggør konsistent anvendelse på tværs af flere projekter og teammedlemmer. Standardiserede designregler, foretrukne materialespecifikationer og godkendte toleranceskemaer reducerer designvariation og muliggør mere effektiv tilbuds- og produktionsplanlægning.
Måling af omkostningsreduktionssucces
Kvantificering af omkostningsreduktionsresultater kræver baseline etablering og systematisk sporing på tværs af flere omkostningskomponenter. De samlede delomkostninger inkluderer materiale, bearbejdningstid, opsætningstid, værktøjsforbrug og kvalitetssikrings overhead – hver især reagerer forskelligt på specifikke designmodifikationer.
Cyklustidsreduktionsmåling giver den mest direkte fremstillingseffektivitetsindikator. Sammenligning af faktisk bearbejdningstid før og efter designoptimering kvantificerer forbedringsmagnituden og validerer teoretiske forudsigelser fra simuleringssoftware.
Kvalitetsmålinger, herunder first-pass udbyttehastigheder og skrotprocenter, indikerer design robusthedsforbedringer ud over simpel omkostningsreduktion. Forenklede design demonstrerer typisk forbedret fremstillingsvenlighed gennem reduceret variation og højere proceskapabilitetsindekser.
Langsigtet omkostningssporing afslører optimeringsstrategi effektivitet på tværs af produktionsvolumener og tidsperioder. Indledende opsætningskompleksitetsreduktionsfordele multipliceres på tværs af højere produktionsmængder, mens materialoptimering giver konsistente fordele uanset volumen niveauer.
Ofte stillede spørgsmål
Hvad er den mest effektive enkelt designændring til at reducere CNC-bearbejdningsomkostningerne?
Standardisering af hulstørrelser og trådspecifikationer giver typisk 15-25 % omkostningsreduktion med minimal designpåvirkning. Brug af standard metriske borstørrelser (3 mm, 4 mm, 5 mm, 6 mm, 8 mm, 10 mm) og ISO metriske tråde eliminerer specielle værktøjskrav og muliggør optimale skæreparametre under hele produktionen.
Hvordan påvirker tolerancespecifikationer de samlede delomkostninger?
Snævre tolerancer under ±0,05 mm kan øge delomkostningerne med 30-80 % gennem yderligere inspektionskrav og potentiel omarbejdning. Anvendelse af ISO 2768 generelle tolerancer for ikke-kritiske dimensioner og reservering af snævre tolerancer kun for funktionelt kritiske funktioner optimerer omkostnings-ydelsesbalance effektivt.
Hvilke materialer tilbyder det bedste bearbejdelighed-til-ydelsesforhold for omkostningsoptimering?
Aluminium 6061-T6 giver fremragende bearbejdelighed (90-95 vurdering) med gode styrkeegenskaber til de fleste applikationer. For stålkomponenter tilbyder 1018 eller 12L14 kvaliteter overlegen bearbejdelighed sammenlignet med rustfrie legeringer, samtidig med at de opretholder tilstrækkelig styrke til mange strukturelle applikationer.
Hvordan påvirker funktionskompleksitet bearbejdningstid og omkostninger?
Komplekse funktioner, der kræver specialiseret værktøj eller flere opsætninger, kan øge delomkostningerne med 200-400 %. Skarpe indvendige hjørner, dybe smalle slidser og komplekse underskæringer påvirker især omkostningerne gennem forlænget programmeringstid, specialiserede værktøjskrav og reducerede skæreparametre.
Hvilke vægtykkelsesretningslinjer minimerer bearbejdningsomkostningerne, samtidig med at den strukturelle integritet opretholdes?
Vedligeholdelse af minimum vægtykkelse på 1,5 mm for aluminium og 2,0 mm for stål eliminerer vibrationsproblemer og muliggør standard skæreparametre. Konsistent vægtykkelse i hele delen muliggør enkeltpasningsoperationer og optimeret værktøjsbaneprogrammering.
Hvordan påvirker opsætningskrav små batchproduktionsomkostninger?
Hver yderligere opsætning tilføjer 15-45 minutters ikke-skæretid, hvilket i høj grad påvirker små batchøkonomier. Design af dele til enkelt opsætningsbearbejdning kan reducere den samlede produktionstid med 40-60 % for mængder under 50 stykker, hvilket gør prototyping og lavvolumenproduktion mere omkostningseffektiv.
Hvad er forholdet mellem overfladefinishkrav og bearbejdningsomkostninger?
Overfladefinishkrav under Ra 1,6 μm øger bearbejdningstiden eksponentielt. Ra 0,8 μm kræver 40-60 % yderligere efterbehandlingstid, mens Ra 0,4 μm kræver sekundære poleringsoperationer, der tilføjer 150-300 % omkostningspræmie i forhold til standard bearbejdede finish.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece