Magnesiumtrykstøbning: Letvægtsstrategier til bilkomponenter
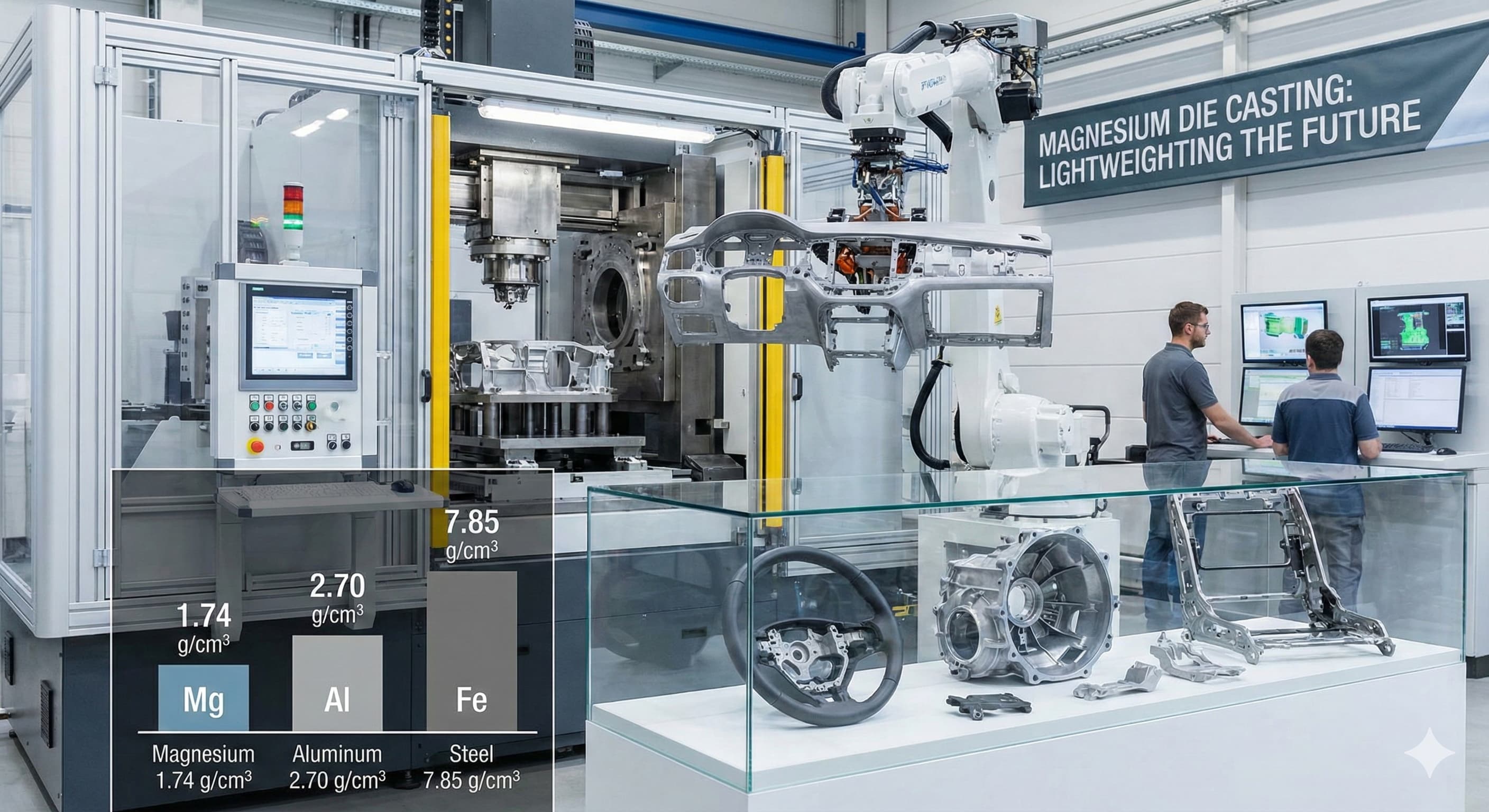
Bilproducenter står over for en hidtil uset udfordring: at reducere køretøjers vægt med 15-20 % og samtidig opretholde strukturel integritet og omkostningseffektivitet. Magnesiumtrykstøbning fremstår som den mest levedygtige løsning, der tilbyder en densitet, der er 35 % lavere end aluminium og 75 % lavere end stål, hvilket gør det til det letteste strukturelle metal, der er tilgængeligt til bilapplikationer.
Vigtigste pointer:
- Magnesiumtrykstøbning opnår vægtreduktioner på 25-40 % sammenlignet med aluminiumækvivalenter, samtidig med at der opretholdes sammenlignelige styrke-til-vægt-forhold
- AZ91D- og AM60B-legeringer dominerer bilapplikationer med trækstyrker, der når henholdsvis 240 MPa og 220 MPa
- Avancerede støbesystemer og kontrolleret størkning reducerer porøsiteten til mindre end 2 %, hvilket opfylder bilindustriens kvalitetsstandarder
- Integration med modulære værktøjsstrategier reducerer værktøjsomkostningerne med 30-50 % for komponentfamilier
Materialeegenskaber og legeringsvalg til bilkomponenter
Magnesiums exceptionelle specifikke styrke gør det uundværligt for letvægtsstrategier i biler. Densiteten på 1,74 g/cm³ giver umiddelbare vægtfordele, men legeringsvalget bestemmer de ydeevneegenskaber, der er kritiske for bilapplikationer.
AZ91D er fortsat arbejdshesten inden for trykstøbning af biler og indeholder 9 % aluminium og 1 % zink. Denne sammensætning giver optimal støbbarhed med støbeformfyldningsevner i sektioner så tynde som 0,6 mm. Legeringen opnår en trækstyrke på 230-240 MPa med 2-3 % forlængelse, hvilket er velegnet til instrumentpaneler, sæderammer og transmissionshuse.
AM60B tilbyder overlegen duktilitet med 6-8 % forlængelse, hvilket gør den foretrukken til crash-følsomme komponenter som ratarmaturer og dørrammer. Det reducerede aluminiumindhold (6 %) forbedrer slagfastheden og opretholder samtidig en respektabel trækstyrke på 220 MPa.
| Egenskab | AZ91D | AM60B | AS41B | AE44 |
|---|---|---|---|---|
| Densitet (g/cm³) | 1.81 | 1.78 | 1.77 | 1.84 |
| Trækstyrke (MPa) | 240 | 220 | 210 | 250 |
| Flydespænding (MPa) | 160 | 130 | 140 | 180 |
| Forlængelse (%) | 2-3 | 6-8 | 6-10 | 4-6 |
| Driftstemperatur (°C) | 120 | 120 | 150 | 175 |
| Omkostningsfaktor | 1.0 | 1.1 | 1.4 | 1.8 |
Til applikationer med forhøjede temperaturer inkorporerer AS41B- og AE44-legeringer henholdsvis silicium og sjældne jordarters elementer. AS41B bevarer strukturel integritet op til 150 °C, hvilket er velegnet til motor-nære komponenter, mens AE44 fungerer pålideligt op til 175 °C til transmissionskasser og oliekar.
Optimering af trykstøbningsprocessen for vægtreduktion
Opnåelse af optimal letvægt kræver præcis kontrol af trykstøbningsprocessens parametre. Vægtykkelsesoptimering repræsenterer den primære vægtreduktionsstrategi, hvor moderne teknikker muliggør ensartede vægge så tynde som 0,8 mm i store bilkomponenter.
Koldkammer-trykstøbning dominerer magnesiumapplikationer til biler på grund af metallets reaktivitet med varmkammerudstyr. Skudhastigheder mellem 3-6 m/s sikrer fuldstændig støbeformfyldning og minimerer samtidig turbulens, der skaber porøsitet. Gadehastigheder skal overstige 40 m/s for at forhindre for tidlig størkning i tynde sektioner.
Kontrolleret størkning gennem optimeret placering af kølekanaler forhindrer dannelsen af krympningsdefekter, der kompromitterer strukturel integritet. Opretholdelse af ensartet vægtykkelse inden for ±0,2 mm sikrer ensartede mekaniske egenskaber i hele komponenten.
Støbeformstemperaturer kræver omhyggelig styring mellem 200-250 °C for magnesiumlegeringer. Lavere temperaturer forårsager ufuldstændig fyldning i tynde sektioner, mens overdreven varme fremmer lodning af støbeformen og reducerer værktøjets levetid. Termiske styringssystemer med integrerede varme- og kølekredsløb opretholder optimale temperaturgradienter.
Avancerede støbesystemer til letvægt
Sofistikerede støbedesign muliggør produktion af lette komponenter med komplekse geometrier. Blæserporte fordeler materialestrømmen over brede, tynde sektioner og opretholder samtidig laminære strømningsforhold. Porttykkelsen varierer typisk fra 0,4-0,8 mm, ca. 60-80 % af den tilstødende vægtykkelse.
Flere gatesystemer er afgørende for store bilkomponenter som instrumentpanelsubstrater. Strategisk gateplacering sikrer samtidig fyldning af fjerne sektioner og forhindrer samtidig svejselinjer i områder med høj belastning. Computational fluid dynamics-modellering optimerer gateplaceringer for at opnå fuldstændig fyldning med minimalt materialespild.
Strukturelle designstrategier for maksimal vægtreduktion
Effektiv letvægt strækker sig ud over materialevalg til at omfatte intelligent strukturelt design. Magnesiums fremragende stivhed-til-vægt-forhold muliggør tyndvægskonstruktion med strategiske forstærkningsribber, der opretholder strukturel ydeevne.
Ribbedesign følger specifikke geometriske regler for magnesiumtrykstøbning. Ribbetykkelsen bør ikke overstige 60 % af den tilstødende vægtykkelse for at forhindre synkemærker og intern porøsitet. Slipvinkler på 1-2° letter udstødning og opretholder samtidig strukturel effektivitet. Ribbeafstand på 20-30 mm giver optimal stivhedsforøgelse uden at gå på kompromis med støbbarheden.
Hulsektionsintegration repræsenterer en avanceret letvægtsteknik. Tabte saltkerner eller sammenklappelige metalkerner skaber indvendige hulrum, der reducerer vægten med 15-25 % sammenlignet med massive sektioner. Kernematerialer skal modstå støbetemperaturer på 650-700 °C og samtidig give dimensionsstabilitet.
| Designfunktion | Vægt Reduktion | Kompleksitetsfaktor | Værktøjsomkostningspåvirkning |
|---|---|---|---|
| Vægtykkelsesoptimering | 20-30% | Lav | +5-10% |
| Strategisk afstivning | 10-15% | Medium | +15-20% |
| Hule sektioner | 15-25% | Høj | +30-50% |
| Topologioptimering | 25-35% | Høj | +40-60% |
| Multi-funktionsintegration | 30-45% | Meget høj | +50-80% |
For højpræcisionsresultater, Få dit tilpassede tilbud leveret inden for 24 timer fra Microns Hub.
Kvalitetskontrol og forebyggelse af defekter
Bilapplikationer kræver strenge kvalitetsstandarder med defektrater under 100 PPM. Magnesiums reaktivitet med atmosfærisk fugt og ilt kræver specialiserede håndteringsprocedurer for at forhindre indeslutninger og gasporøsitet.
Beskyttende atmosfærer ved hjælp af SF6 eller alternative dækgasser forhindrer oxidation under smeltning og opbevaring. SF6-koncentrationer på 0,2-0,5 % i luft giver tilstrækkelig beskyttelse og minimerer samtidig miljøpåvirkningen. Alternative systemer, der bruger SO2 eller CO2, tilbyder miljømæssige fordele med sammenlignelige beskyttelsesniveauer.
Ikke-destruktive testmetoder verificerer intern kvalitet uden komponentdestruktion. Røntgeninspektion detekterer porøsitetsniveauer, der overstiger 2 % i volumen, mens ultralydstest identificerer defekter under overfladen. Acceptkriterier kræver typisk porøsitetsniveauer under 2 % uden et enkelt hulrum, der overstiger 2 mm i diameter.
Dimensionskontrol opretholder tolerancer, der er kritiske for bilsamling. Magnesiums termiske udvidelseskoefficient på 26 μm/m·K kræver temperaturkontrollerede målemiljøer. Koordinatmålemaskiner med temperaturkompensation sikrer nøjagtighed inden for ±0,05 mm for kritiske dimensioner.
Overfladebehandling og efterbehandling
Magnesiums korrosionsfølsomhed nødvendiggør beskyttende overfladebehandlinger til biltjeneste. Anodisering giver fremragende korrosionsbeskyttelse med belægningstykkelser på 5-25 μm. Type III-anodisering opnår overlegen holdbarhed til udvendige applikationer.
Konverteringsbelægninger tilbyder omkostningseffektiv beskyttelse til indvendige komponenter. Kromatbehandlinger, selvom de udfases på grund af miljømæssige bekymringer, giver fremragende vedhæftning af maling. Alternative kromfrie systemer, der bruger permanganat- eller fosfatkemi, leverer sammenlignelig ydeevne.
Omkostningsanalyse og økonomiske overvejelser
Mens magnesium kræver en prispræmie i forhold til aluminium, inkluderer den samlede omkostningsligning forarbejdningsfordele og besparelser nedstrøms. Råmaterialeomkostninger for AZ91D varierer typisk fra €3,20-3,80 pr. kilogram sammenlignet med €1,80-2,20 for aluminium A380.
Forarbejdningseffektivitet opvejer materialeomkostninger gennem reducerede cyklustider. Magnesiums lavere latente fusionsvarme muliggør hurtigere størkning, hvilket reducerer cyklustiderne med 15-25 % sammenlignet med aluminium. Støbeforme når hurtigere steady-state-temperaturer, hvilket forbedrer produktiviteten i højvolumenproduktion.
| Omkostningselement | Magnesium AZ91D | Aluminium A380 | Forskel |
|---|---|---|---|
| Materialeomkostninger (€/kg) | 3.50 | 2.00 | +75% |
| Behandlingsomkostninger (€/kg) | 2.80 | 3.20 | -12.5% |
| Cyklustid (sekunder) | 45 | 60 | -25% |
| Værktøjslevetid (skud) | 80,000 | 100,000 | -20% |
| Sekundære operationer | Minimal | Moderat | -30% |
| Samlede delomkostninger | €8.50 | €9.20 | -7.6% |
Omkostningsfordele på køretøjsniveau retfærdiggør materialepræmier gennem forbedret brændstofeffektivitet og ydeevne. Vægtreduktioner på 1 kg sparer typisk €15-25 i brændstofomkostninger over køretøjets levetid, samtidig med at det muliggør nedskalerede drivlinjer og forbedrede håndteringsegenskaber.
Integration med fremstillingssystemer
Vellykket implementering af magnesiumtrykstøbning kræver integration med eksisterende fremstillingsinfrastruktur. Mange billeverandører udnytter sprøjtestøbningstjenester sammen med trykstøbning for at skabe hybridkomponentløsninger, der optimerer både vægt og funktionalitet.
Automationssystemer skal rumme magnesiums unikke håndteringskrav. Robotudtrækkere bruger specialiserede gribere designet til magnesiums termiske egenskaber. Udtrækningskræfter forbliver minimale på grund af magnesiums lavere termiske udvidelse, hvilket reducerer støbeformsslitage og forbedrer delkvaliteten.
Kvalitetsstyringssystemer integrerer realtidsovervågning med statistisk processtyring. Temperaturovervågning på flere støbeformplaceringer forhindrer overophedning, der forårsager lodning af støbeformen. Tryksensorer i det hydrauliske system detekterer variationer, der indikerer støbeformsslitage eller procesdrift.
Når du bestiller fra Microns Hub, drager du fordel af direkte producentrelationer, der sikrer overlegen kvalitetskontrol og konkurrencedygtige priser sammenlignet med markedspladsplatforme. Vores integrerede tilgang til vores produktionstjenester betyder, at ethvert magnesiumtrykstøbningsprojekt får den specialiserede opmærksomhed og tekniske ekspertise, der kræves til bilapplikationer.
Miljømæssige og bæredygtighedsmæssige overvejelser
Magnesiumtrykstøbning understøtter bilindustriens bæredygtighedsmål gennem flere veje. Vægtreduktionen på 35 % sammenlignet med aluminium oversættes direkte til reduceret brændstofforbrug og lavere CO2-emissioner over køretøjets levetid.
Primære magnesiumproduktionsenergikrav er faldet markant, hvor moderne elektrolytiske processer forbruger 35-40 MWh pr. ton sammenlignet med 45-50 MWh historisk. Genanvendelseseffektiviteten nærmer sig 95 %, hvor sekundært magnesium kun kræver 5 % af den primære produktionsenergi.
Genanvendelighed ved endt levetid sikrer lukkede materialekredsløb. Magnesiumkomponenter bevarer metallurgiske egenskaber gennem flere genanvendelsescyklusser, i modsætning til aluminium, som kræver tilsætning af jomfrueligt materiale for at opretholde styrkeegenskaber.
Alternative smelteteknologier
Induktionssmeltesystemer forbedrer energieffektiviteten og reducerer samtidig miljøpåvirkningen. Frekvensstyret induktion giver præcis temperaturkontrol med 85-90 % energieffektivitet sammenlignet med 60-70 % for gasfyrede ovne. Reduceret forbrænding eliminerer direkte CO2-emissioner på brugsstedet.
Elektromagnetisk omrøring sikrer homogen legeringssammensætning og minimerer samtidig drossedannelse. Reduceret oxiddannelse reducerer materialespild og eliminerer behovet for aggressive flussmidler. Saltfluxforbruget falder med 60-80 % sammenlignet med konventionelle smeltesystemer.
Fremtidige udviklinger og avancerede applikationer
Nye magnesiumlegeringer er målrettet specifikke bilapplikationer med forbedrede ydeevneegenskaber. Calciumholdige legeringer som AXJ530 tilbyder forbedret krybebestandighed til drivlinjeapplikationer, mens lithiumtilsætninger i LAE442 reducerer densiteten til 1,35 g/cm³.
Vakuumtrykstøbningsteknologi eliminerer gasporøsitet til kritiske strukturelle applikationer. Kammertryk under 100 mbar forhindrer gasindeslutning under fyldning, hvilket muliggør tyndvægsstøbninger med næsten-netto-form-nøjagtighed. Vakuumsystemer integreres med eksisterende koldkammermaskiner gennem eftermonteringsmodifikationer.
Semi-solide forarbejdningsteknikker som thixomolding kombinerer fordelene ved trykstøbning med næsten-netto-form-egenskaber. Delvist størknet magnesium udviser ikke-newtonsk strømningsadfærd og fylder komplekse geometrier med minimal turbulens. Procestemperaturer 50-80 °C under konventionel trykstøbning reducerer støbeformsslitage og forlænger værktøjets levetid.
| Teknologi | Nuværende status | Vægt Reduktionspotentiale | Tidslinje |
|---|---|---|---|
| Vakuumstøbning | Kommerciel | 5-10% yderligere | Tilgængelig |
| Semi-solid bearbejdning | Udvikling | 10-15% yderligere | 2-3 år |
| Hybrid Mg-Al komponenter | Pilot | 15-25% vs. all-Al | 3-5 år |
| Additiv fremstilling | Forskning | 30-50% optimeret | 5-7 år |
Ofte stillede spørgsmål
Hvad er de typiske tolerancer, der kan opnås med magnesiumtrykstøbning til bilkomponenter?
Magnesiumtrykstøbning opnår dimensionstolerancer på ±0,08-0,15 mm for funktioner op til 100 mm, med strammere tolerancer på ±0,05 mm mulige for kritiske dimensioner gennem sekundær bearbejdning. Overfladefinish varierer typisk fra 1,6-3,2 μm Ra som støbt.
Hvordan sammenlignes magnesiumtrykstøbning med aluminium med hensyn til korrosionsbestandighed?
Ubehandlet magnesium udviser lavere korrosionsbestandighed end aluminium, hvilket kræver beskyttende belægninger til biltjeneste. Med korrekt anodisering eller konverteringsbelægningsbehandlinger opnår magnesiumkomponenter korrosionsbeskyttelse af bilkvalitet, der opfylder 1000-timers saltspraytestkrav.
Hvad er brand sikkerhedsmæssige overvejelser, når du arbejder med magnesiumtrykstøbning?
Magnesiums antændelsestemperatur på 650 °C er over typiske trykstøbningstemperaturer på 620-680 °C, hvilket gør brandrisikoen minimal under normal drift. Nødprocedurer kræver brandslukkere i klasse D, der er specielt designet til metalbrande. Vandbaserede systemer er strengt forbudt, da de intensiverer magnesiumbrande.
Kan magnesiumtrykstøbninger svejses eller sammenføjes med andre bilmaterialer?
Magnesiumkomponenter sammenføjes med andre materialer gennem mekanisk fastgørelse, klæbende binding eller specialiserede svejseteknikker. Friktionsomrøringssvejsning muliggør sammenføjning med aluminiumkomponenter, mens strukturelle klæbemidler, der er klassificeret til biltjeneste, giver holdbare bindinger. Traditionel lysbuesvejsning kræver inert gasafskærmning og magnesiumfyldmaterialer.
Hvilke minimumsvægtykkelser kan opnås ved magnesiumtrykstøbning til biler?
Minimumsvægtykkelsen afhænger af komponentstørrelse og legeringsvalg. Små komponenter opnår konsekvent 0,6 mm vægge, mens større bildele som instrumentpaneler opretholder 0,8-1,0 mm tykkelse. Ensartet vægtykkelsesvariation inden for ±0,2 mm sikrer ensartede mekaniske egenskaber.
Hvordan påvirker genanvendelsesovervejelser design af magnesiumtrykstøbningskomponenter?
Design til genanvendelse kræver minimering af indsætninger af forskellige materialer og sikring af ren adskillelse ved endt levetid. Magnesium bevarer egenskaber gennem flere genanvendelsescyklusser, men forurening fra stålfastgørelseselementer eller aluminiumindsatser påvirker legeringskvaliteten. Snap-fit-design eliminerer permanente fastgørelseselementer og opretholder samtidig samlingsintegriteten.
Hvad er de typiske leveringstider og værktøjsomkostninger for magnesiumtrykstøbningsværktøjer til biler?
Værktøjsfremstilling kræver 12-16 uger for komplekse bilkomponenter, med omkostninger, der spænder fra €85.000-250.000 afhængigt af komponentkompleksitet og hulrumsantal. H13 værktøjsstål giver optimal balance mellem termisk ledningsevne og slidstyrke til magnesiumservice med en forventet værktøjslevetid på 80.000-120.000 skud.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece