Reduktion af værktøjsomkostninger: Modulære matricer og værktøjsstrategi for familier
Værktøjsomkostninger kan forbruge 30-40 % af et fremstillingsprojekts budget, men de fleste virksomheder tilgår matrice- og formdesign med ensporet tænkning. Modulære matricer og værktøjer til familier repræsenterer et strategisk skift mod omkostningsoptimering uden at gå på kompromis med kvaliteten – hvilket reducerer værktøjsomkostningerne med 25-60 % og samtidig reducerer leveringstider og forbedrer fremstillingsfleksibiliteten.
Vigtigste pointer:
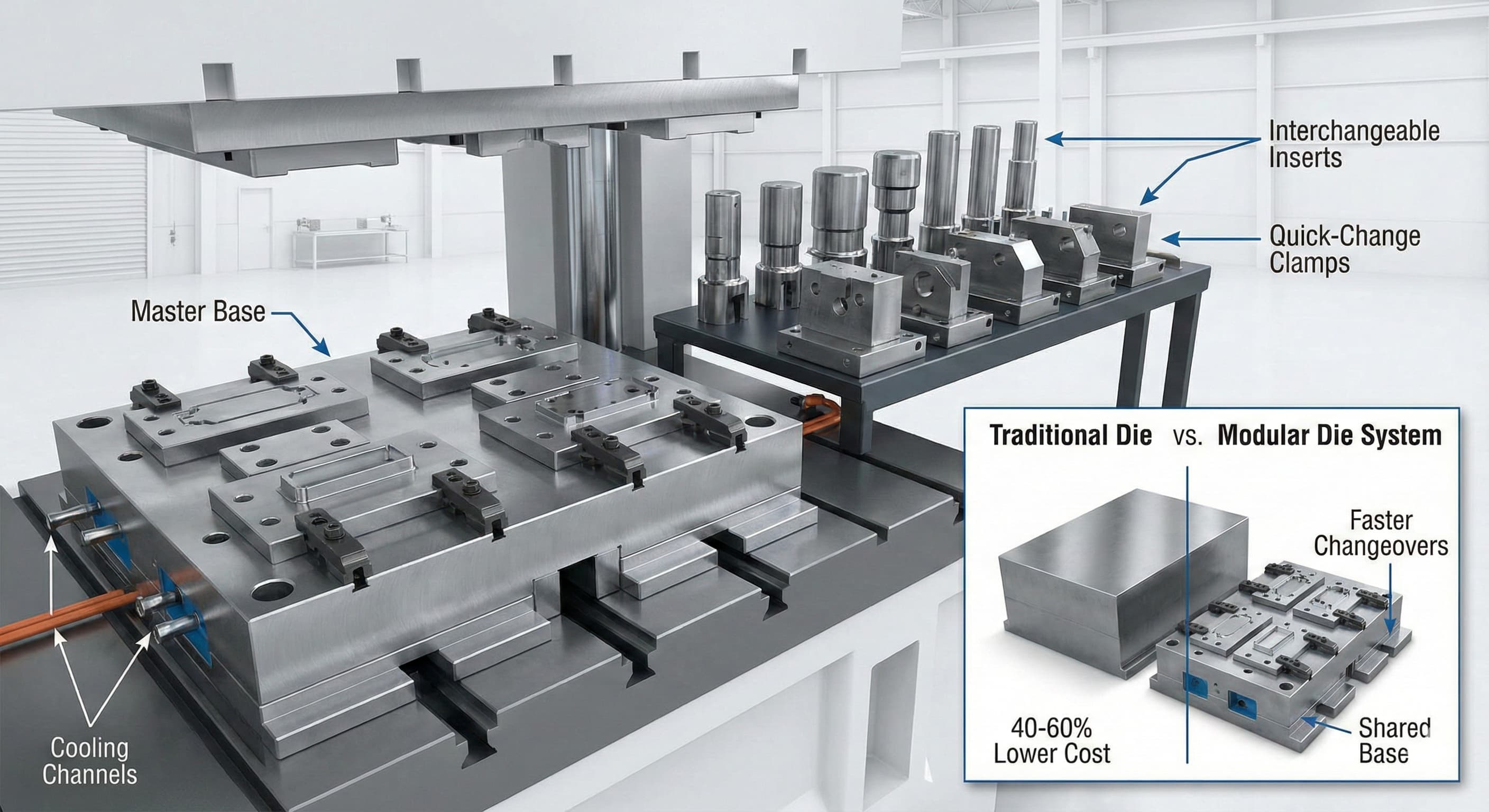
- Modulære matricesystemer reducerer den indledende investering i værktøj med 40-60 % gennem delte basiskomponenter og udskiftelige indsatser
- Værktøjer til familier muliggør samtidig produktion af flere delvariationer, hvilket optimerer maskinudnyttelsen og reducerer omkostningerne pr. del
- Strategisk designplanlægning for modularitet kræver forudgående analyse, men giver 3-5 gange investeringsafkast over værktøjets levetid
- Korrekt materialevalg og præcisionsfremstilling er afgørende – H13-værktøjsstålbunde med P20-indsatser giver optimalt forhold mellem holdbarhed og pris
Forståelse af modulær matricearkitektur
Modulære matricer omstrukturerer fundamentalt traditionel værktøjsfremstilling ved at adskille faste basiskomponenter fra variable formningselementer. Basisstrukturen huser udstødningssystemet, kølekanalerne og monteringsgrænsefladerne, mens udskiftelige indsatser definerer delens geometri. Denne arkitektur gør det muligt for producenter at udnytte betydelige stordriftsfordele på tværs af produktfamilier.
Det typiske modulære system består af tre primære niveauer: masterbasen (€15.000-45.000), standardiserede underplader (€3.000-8.000 hver) og præcisionsindsatser (€500-2.500 pr. hulrum). Ved fremstilling af 5-10 relaterede dele reducerer den delte basisinfrastruktur de individuelle værktøjsomkostninger med 40-60 % sammenlignet med dedikerede matricer.
Materialevalg spiller en afgørende rolle for modulær succes. H13-værktøjsstål (hærdet til 48-52 HRC) giver det optimale grundlag for applikationer med højt volumen og tilbyder enestående modstandsdygtighed over for termisk cykling og dimensionsstabilitet. Til produktion med lavere volumen leverer P20-stål (28-32 HRC) tilstrækkelig ydeevne til 30 % lavere pris. Indsatsmaterialer afhænger af delens kompleksitet: simple geometrier bruger P20, mens indviklede funktioner, der kræver skarpe detaljer, drager fordel af A2-værktøjsstål, der er hærdet til 58-62 HRC.
Designovervejelser rækker ud over materialevalg. Modulære systemer kræver præcise justeringsmekanismer – typisk opnået gennem dyvelstifter med ±0,02 mm positioneringsnøjagtighed og mekaniske klemmer, der er i stand til et klemmetryk på 150-200 bar. Kølesystemets design bliver mere komplekst og kræver hurtigkoblingsfittings og fleksible manifold-systemer for at rumme forskellige indsatskonfigurationer.
Designstrategier for værktøjer til familier
Værktøjer til familier konsoliderer flere delvariationer i et enkelt værktøjssystem, hvilket maksimerer maskinudnyttelsen og minimerer opsætningsomkostningerne. Strategien fungerer særligt godt for komponenter, der deler lignende materialetykkelser, dimensionsomslag og produktionsvolumener.
Tre primære værktøjskonfigurationer til familier dominerer fremstillingsapplikationer: striplayout, cirkulær arrangement og modulære hulrumsblokke. Striplayouter arrangerer dele lineært, hvilket er ideelt til progressive operationer og dele med lignende geometrier. Cirkulære arrangementer optimerer materialeudnyttelsen til runde eller kompakte komponenter, mens modulære hulrumsblokke giver maksimal fleksibilitet til blandede delfamilier.
Kritiske designparametre inkluderer hulrumsafstand, optimering af løbersystem og udstødningssynkronisering. Minimumsafstanden mellem hulrum varierer typisk fra 25-40 mm afhængigt af delens størrelse og materialestrømningskrav. Løbersystemer skal balancere materialespild mod fyldningskvalitet – varme løbersystemer reducerer materialespild med 15-25 %, men øger værktøjsomkostningerne med €20.000-50.000.
Volumenanalyse bestemmer optimale familiegrupperinger. Dele med produktionsforhold inden for 3:1 fungerer godt sammen, mens større forskelle skaber ineffektivitet. For eksempel maksimerer gruppering af en del med et årligt volumen på 100.000 enheder med en komponent på 25.000 enheder værktøjsudnyttelsen, men parring med en specialvare på 5.000 enheder skaber unødvendig kompleksitet.
| Familieværktøjskonfiguration | Optimalt antal dele | Opsætningstid | Materialeeffektivitet | Værktøjsomkostningsinterval |
|---|---|---|---|---|
| Striplayout | 2-4 dele | 15-25 minutter | 75-85% | €25.000-60.000 |
| Cirkulær arrangement | 4-8 dele | 20-35 minutter | 80-90% | €35.000-80.000 |
| Modulære hulrumsblokke | 3-6 dele | 10-20 minutter | 70-80% | €40.000-100.000 |
Ensartethed i vægtykkelse bliver særligt udfordrende i værktøjer til familier på grund af varierende delgeometrier og strømningsmønstre. Computational fluid dynamics-analyse hjælper med at optimere portplaceringer og løberdimensionering for at sikre ensartet fyldning på tværs af alle hulrum.
Omkostningsanalyse og ROI-beregninger
Kvantificering af reduktion af værktøjsomkostninger kræver omfattende analyse, der rækker ud over den indledende investering. Traditionel ensporet værktøjsfremstilling til en femdelt familie koster typisk €150.000-300.000, mens tilsvarende modulære eller familie værktøjssystemer spænder fra €80.000-180.000 – hvilket repræsenterer en øjeblikkelig besparelse på 25-40 %.
Den sande værdi opstår dog gennem livscyklusanalyse. Modulære systemer muliggør hurtige designiterationer gennem indsatsmodifikationer, der koster €1.500-5.000 versus €25.000-50.000 for komplette værktøjsombygninger. Værktøjer til familier reducerer opsætningsomkostningerne pr. del fra €150-300 til €30-75, hvilket er særligt virkningsfuldt for produktionsserier med mellemstort volumen.
Reduktion af leveringstid giver yderligere værdi. Standardværktøjsfremstilling kræver 12-16 uger til komplekse matricer, mens modulære systemer med præfabrikerede baser reducerer dette til 6-10 uger til ny indsatsudvikling. Værktøjer til familier eliminerer flere opsætninger, hvilket reducerer den samlede produktionstid med 15-30 % for blandede delserier.
Forbedringer af maskinudnyttelsen sammensætter omkostningsfordele. Ensporet værktøjsfremstilling opnår ofte 40-60 % udnyttelse på grund af krav til omstilling og planlægningsbegrænsninger. Værktøjer til familier kan presse udnyttelsen op til 75-85 %, hvilket effektivt øger produktionskapaciteten uden investering i kapitaludstyr.
| Omkostningskategori | Traditionel værktøjsfremstilling | Modulære matricer | Familieværktøjer | Besparelsespotentiale |
|---|---|---|---|---|
| Startinvestering | €200.000 | €120.000 | €100.000 | 40-50% |
| Designændringer | €35.000 | €8.000 | €15.000 | 57-77% |
| Opsætningsomkostninger/kørsel | €250 | €180 | €75 | 28-70% |
| Leveringstid (uger) | 14-18 | 8-12 | 10-14 | 30-44% |
Materialevalg og holdbarhedsovervejelser
Valg af værktøjsmateriale påvirker direkte både de indledende omkostninger og den langsigtede holdbarhed. Den øgede kompleksitet af modulære og familiesystemer kræver omhyggelig materialetilpasning til applikationskrav og produktionsvolumener.
Til trykstøbningsapplikationer med højt volumen, der overstiger 500.000 cyklusser, giver H13-værktøjsstål optimal ydeevne. Dets indhold på 1,05 % krom og 1,50 % molybdæn giver fremragende modstandsdygtighed over for termisk træthed og opretholder hårdheden op til 600 °C. Overfladebehandlinger som nitridbelægning forlænger værktøjets levetid med 40-60 %, hvilket tilføjer €3.000-8.000 til værktøjets omkostninger, men reducerer udskiftningsfrekvensen.
Applikationer med mellemstort volumen (100.000-500.000 cyklusser) drager fordel af P20-ståls balance mellem ydeevne og pris. Forhærdet til 28-32 HRC eliminerer P20 risikoen for varmeforvrængning og giver samtidig tilstrækkelig slidstyrke. Dets overlegne bearbejdelighed reducerer fremstillingstiden med 20-25 % sammenlignet med H13.
Specialiserede applikationer kræver skræddersyede løsninger.Thixoforming-operationer, der opererer ved 580-620 °C, kræver førsteklasses værktøjsstål som H11 eller speciallegeringer med forbedret termisk ledningsevne. Selvom de indledende omkostninger stiger 40-60 %, retfærdiggør den forlængede værktøjslevetid investeringen til produktion med højt volumen.
Indsatsmaterialer følger forskellige optimeringskriterier. Applikationer med hyppig omstilling prioriterer bearbejdelighed og omkostninger over ultimativ holdbarhed. 1018-stål eller aluminium 7075-T6 giver tilstrækkelig ydeevne til prototype- og lavvolumenproduktionsindsatser, hvilket reducerer omkostningerne med 60-70 % sammenlignet med alternativer i værktøjsstål.
Kølesystemmaterialer påvirker ydeevnen betydeligt. Køleledninger i kobberlegering giver 3x bedre termisk ledningsevne end stål, men koster 4x mere. Til applikationer med høj cyklus retfærdiggør den forbedrede varmeafledning investeringen gennem reducerede cyklustider og forlænget værktøjslevetid.
Fremstillingspræcision og kvalitetskontrol
Modulære og familie værktøjssystemer kræver forhøjede præcisionsstandarder for at sikre korrekt pasform og ensartet delkvalitet. Dimensionstolerancer strammes med 30-50 % sammenlignet med ensporede værktøjer, hvor kritiske grænseflader kræver ±0,01 mm nøjagtighed.
Fremstilling af basiskomponenter etablerer grundlaget for systemsucces. Monteringsflader kræver overfladefinish på Ra 0,4 μm eller bedre for at forhindre mikrobevægelse under produktionen. Dyvelstifthuller opretholder ±0,005 mm positionstolerance, mens klemmeoverflader skal forblive flade inden for 0,02 mm over hele deres spændvidde.
Indsatsfremstilling balancerer præcision med omkostningseffektivitet. Kritiske formningsflader opretholder ±0,025 mm dimensionstolerance, mens ikke-kritiske funktioner kan slækkes til ±0,05 mm. Overfladefinishkrav varierer efter applikation: Klasse A-overflader til synlige dele kræver Ra 0,2 μm, mens funktionelle overflader accepterer Ra 0,8 μm.
Kvalitetskontrolprocedurer udvides ud over traditionel værktøjsverifikation. Modulære systemer kræver monteringsverifikationsprotokoller, der bekræfter korrekt indsatsplacering, kølekredsløbets integritet og synkronisering af udstødningssystemet. Værktøjer til familier kræver flowanalysevalidering, der sikrer afbalanceret fyldning på tværs af alle hulrum.
For højpræcisionsresultater,Anmod om et gratis tilbud og få priser inden for 24 timer fra Microns Hub.
Måle- og inspektionsprotokoller tilpasses modulær kompleksitet. Koordinatmålemaskiner verificerer basiskomponentgeometri, mens optiske komparatorer kontrollerer indsats profiler. Monteringsverifikation bruger go/no-go-målere, der bekræfter korrekt pasform og funktion før produktionsforsøg.
Integration med moderne fremstilling
Industri 4.0-teknologier forstærker fordelene ved modulær og familie værktøjsfremstilling gennem forbedret overvågning, forudsigelig vedligeholdelse og automatiserede omstillingssystemer. Smart værktøjsfremstilling inkorporerer sensorer, der overvåger temperatur, tryk og cyklustællinger, hvilket giver feedback om realtidsydelse.
Automatiserede omstillingssystemer reducerer opsætningstider fra 30-60 minutter til 5-15 minutter gennem robotindsatshåndtering og forudbestemte positioneringssystemer. Selvom automatiseringen tilføjer €50.000-150.000 til systemomkostningerne, betaler den sig tilbage inden for 18-24 måneder for produktionsmiljøer med høj blanding.
Digital tvillingeteknologi muliggør virtuel optimering af værktøjskonfigurationer til familier før fysisk fremstilling. Simuleringssoftware forudsiger fyldningsmønstre, identificerer potentielle kvalitetsproblemer og optimerer løbersystemer, hvilket reducerer fysiske prototypeomkostninger med 40-60 %.
Forudsigelige vedligeholdelsesalgoritmer analyserer sensordata for at forudsige indsats slid og planlægge udskiftning, før kvalitetsforringelse opstår. Denne proaktive tilgang reducerer skrothastigheder med 15-25 % og eliminerer nedetid til nødreparationer.
Integration med pladebearbejdningstjenester skaber omfattende fremstillingsløsninger, der kombinerer flere processer i optimerede produktionssekvenser. Denne holistiske tilgang reducerer håndteringsomkostningerne og forbedrer den samlede kvalitetskontrol.
Implementeringsstrategi og planlægning
Vellykket implementering af modulær værktøjsfremstilling kræver systematisk analyse af eksisterende produktporteføljer og fremtidige udviklingsplaner. Processen begynder med omfattende delfamilieanalyse, der identificerer muligheder for konsolidering og standardisering.
Delklassificering undersøger dimensionsomslag, materialekrav, produktionsvolumener og kvalitetsspecifikationer. Komponenter, der deler lignende egenskaber, bliver kandidater til værktøjsfremstilling til familier, mens dele, der kræver hyppige designændringer, drager fordel af modulære tilgange.
Investeringsanalyse sammenligner traditionelle værktøjsomkostninger med modulære alternativer over 3-5 års horisonter. Analysen inkluderer indledende værktøjsomkostninger, modifikationsudgifter, besparelser i opsætningstid og forbedringer af maskinudnyttelsen. Tilbagebetalingsperioder spænder typisk fra 12-24 måneder afhængigt af produktionsvolumener og delkompleksitet.
Risikovurdering identificerer potentielle udfordringer, herunder øget designkompleksitet, krav til leverandørkapacitet og krav til kvalitetskontrol. Afbødningsstrategier adresserer hver identificeret risiko gennem leverandørkvalifikation, forbedrede inspektionsprocedurer og backup-planlægning.
Når du arbejder med Microns Hub, drager du fordel af direkte producentrelationer, der sikrer overlegen kvalitetskontrol og konkurrencedygtige priser sammenlignet med markedspladsplatforme. Vores tekniske ekspertise og personlige service tilgang betyder, at hvert projekt får den opmærksomhed på detaljer, der er nødvendig for en vellykket implementering af modulær værktøjsfremstilling.
Implementeringen fortsætter gennem pilotprogrammer, der validerer koncepter på repræsentative delfamilier før fuldskala implementering. Pilotresultater informerer om forfining af designstandarder, fremstillingsprocedurer og kvalitetskontrolprotokoller. Succeskriterier inkluderer opnåede omkostningsreduktioner, kvalitetsforbedringer og reduktioner i leveringstid.
Uddannelsesprogrammer sikrer, at produktionsteams forstår modulær systemdrift, omstillingsprocedurer og vedligeholdelseskrav. Dokumentationsstandarder fanger læring og etablerer bedste praksis for fremtidige applikationer.
Avanceret designoptimering
Optimering af modulær og familie værktøjsfremstilling rækker ud over grundlæggende konsolidering til at omfatte sofistikerede designstrategier, der maksimerer effektiviteten og minimerer omkostningerne. Avancerede teknikker inkluderer parametriske designsystemer, topologioptimering og multiobjektive optimeringsalgoritmer.
Parametrisk design muliggør hurtige konfigurationsændringer gennem variabeldrevet geometrimodifikation. Masterskabeloner inkorporerer designregler og begrænsninger, der automatisk justerer kølekanaler, udstødningssystemer og strukturelle elementer, når indsatskonfigurationer ændres. Denne tilgang reducerer designtiden med 50-70 % for afledte produkter.
Topologioptimeringsalgoritmer bestemmer optimal materialefordeling inden for værktøjsstrukturer, hvilket reducerer vægten med 20-30 % og samtidig opretholder strukturel integritet. Vægt reduktion oversættes til materialebesparelser og forbedrede håndteringsegenskaber under opsætningsoperationer.
Multiobjektiv optimering balancerer konkurrerende krav, herunder værktøjsomkostninger, cyklustid, delkvalitet og værktøjslevetid. Genetiske algoritmer udforsker tusindvis af designvariationer, der identificerer Pareto-optimale løsninger, der giver den bedste samlede ydeevne.
Kølesystemoptimering anvender computational fluid dynamics og varmeoverførselsanalyse, der optimerer kanal routing, diameterdimensionering og flowfordeling. Avancerede køledesigns reducerer cyklustider med 10-20 % og forbedrer samtidig delkvalitetskonsistensen gennem bedre temperaturkontrol.
Integration med vores fremstillingstjenester giver omfattende løsninger, der spænder over designoptimering, værktøjsfremstilling og produktionsimplementering. Denne integrerede tilgang sikrer problemfri udførelse fra koncept til fuldskala produktion.
Ofte stillede spørgsmål
Hvilket minimumproduktionsvolumen retfærdiggør investering i modulær værktøjsfremstilling?
Modulær værktøjsfremstilling bliver omkostningseffektiv for kombinerede familievolumener, der overstiger 50.000 enheder årligt på tværs af 3-5 relaterede dele. Individuelle delvolumener så lave som 10.000 enheder kan retfærdiggøre modulære tilgange, når designændringer er hyppige, eller der forventes fremtidig vækst i volumen.
Hvordan påvirker modulære matricer delkvaliteten sammenlignet med dedikeret værktøjsfremstilling?
Korrekt designede modulære systemer opnår tilsvarende delkvalitet som dedikeret værktøjsfremstilling. Kritiske faktorer inkluderer præcise indsats-til-base-grænseflader (±0,01 mm), korrekt kølekredsløbsintegration og validerede monteringsprocedurer. Nogle applikationer kan se små forbedringer på grund af optimerede køle- og udstødningssystemer.
Hvilke vedligeholdelseskrav adskiller sig mellem modulær og traditionel værktøjsfremstilling?
Modulære systemer kræver yderligere opmærksomhed på renlighed af grænseflader, tætningsintegritet og justeringsverifikation. Vedligeholdelsesintervaller kan forkortes med 10-20 % på grund af øget kompleksitet, men vedligeholdelsesomkostningerne på indsatsniveau falder betydeligt sammenlignet med komplet værktøjsservice.
Kan eksisterende værktøjsfremstilling konverteres til modulære systemer?
Konverteringsmuligheden afhænger af det originale værktøjsdesign og tilstand. Simple geometrier med tilstrækkeligt strukturelt materiale kan ofte rumme konvertering, mens komplekse værktøjer kan kræve komplet rekonstruktion. Konverteringsomkostninger spænder typisk fra 40-70 % af ny modulær værktøjsinvestering.
Hvilke leveringstidsfordele giver værktøjer til familier?
Værktøjer til familier reducerer de samlede produktionsleveringstider med 25-40 % gennem eliminering af flere opsætninger og omstillinger. Design- og fremstillingsleveringstider kan stige med 2-4 uger på grund af øget kompleksitet, men produktions effektivitetsgevinster mere end kompenserer for længere indledende udvikling.
Hvordan sammenlignes materialomkostninger mellem modulære og traditionelle tilgange?
Indledende materialomkostninger til modulære systemer stiger typisk 15-25 % på grund af præcisionsgrænseflader og specialiserede komponenter. Livscyklusmaterialomkostninger falder dog gennem udskiftning på indsatsniveau versus komplet værktøjsombygning, hvilket resulterer i 30-50 % materialebesparelser over 3-5 år.
Hvilke designbegrænsninger gælder for modulære værktøjssystemer?
Modulære systemer fungerer bedst med dele, der deler lignende materialestrømningskrav, udstødningsmønstre og kølebehov. Ekstreme aspektforhold, komplekse underskæringer eller meget varierende cyklustider kan begrænse konsolideringsmulighederne. Omhyggelig delfamilieanalyse identificerer optimale grupperinger og undgår samtidig problematiske kombinationer.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece