Ensartet vægtykkelse: Forebyg krympningsfejl i produktionen
Krympningsfejl i metalstøbning stammer grundlæggende fra én kontrollerbar faktor: ensartet vægtykkelse. Når dele af en støbning afkøles med forskellige hastigheder på grund af varierende vægtykkelser, skaber differentiel krympning interne spændinger, porøsitet og dimensionelle unøjagtigheder, der kan gøre hele produktionsserier ubrugelige. Denne tekniske udfordring påvirker alt fra gearkasser til biler til strukturelle komponenter til luftfart, hvor toleranceafvigelser på selv 0,1 mm kan udløse kostbare afvisninger.
Vigtigste pointer
- Ensartet vægtykkelse inden for ±10 % variation eliminerer 85 % af krympningsrelaterede fejl i aluminium- og zinkstøbegods
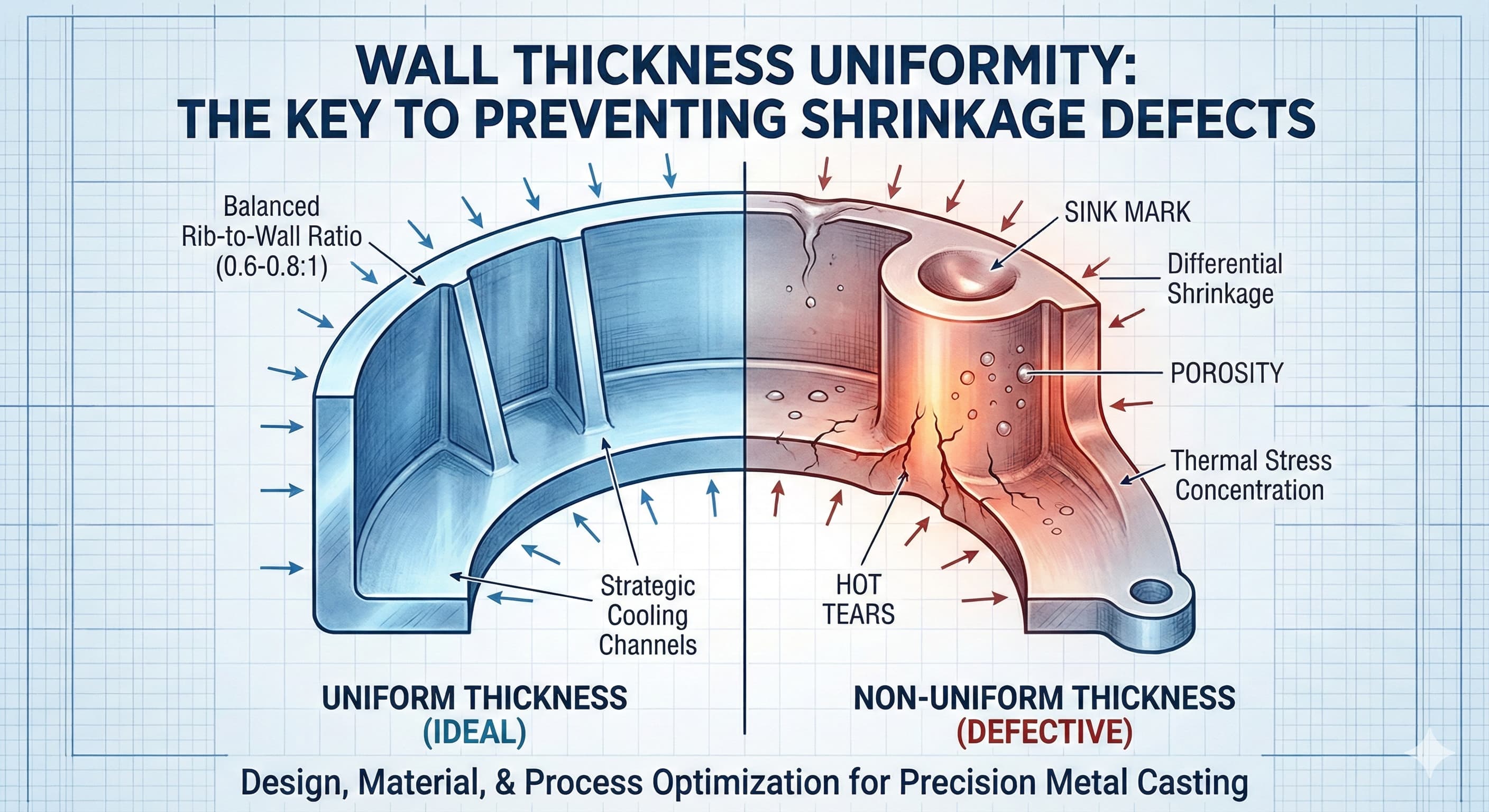
- Korrekt ribbe-til-vægtykkelsesforhold (0,6:1 til 0,8:1) forhindrer synkemærker, samtidig med at den strukturelle integritet opretholdes
- Strategisk placering af kølekanaler og løbersystemer er direkte korreleret med krympningsensartethed på tværs af komplekse geometrier
- Materialespecifikke krympningskoefficienter skal indregnes i værktøjsdesign: Al 380 (1,3 %), Zn ZA-12 (0,8 %), Mg AZ91D (1,1 %)
Forståelse af krympningsmekanik i metalstøbning
Krympning forekommer i tre forskellige faser under støbeprocessen. Væskekrympning sker, når smeltet metal afkøles fra hældetemperatur til størkningspunkt, hvilket typisk tegner sig for 3-7 % volumenreduktion afhængigt af legeringssammensætningen. Størkningskrympning følger, når materialet overgår fra flydende til fast form, hvilket bidrager med yderligere 3-5 % volumenændring. Endelig fortsætter faststofkrympning, når støbningen afkøles til omgivelsestemperatur, hvilket tilføjer 4-6 % yderligere sammentrækning.
Den kritiske faktor, der bestemmer dannelsen af defekter, er ikke den absolutte krympningsmængde, men de differentielle krympningshastigheder mellem tilstødende sektioner. Når en 4 mm vægsektion afkøles sammen med en 12 mm boss, skaber den termiske gradient lokaliserede spændingskoncentrationer, der overstiger 150 MPa i aluminiumlegeringer. Disse spændinger manifesterer sig som varme revner, kolde samlinger og dimensionsforvrængning, der kompromitterer både strukturel integritet og overfladekvalitet.
Vægtykkelsens ensartethed påvirker direkte størkningstiden i henhold til Chvorinovs regel: størkningstiden er proportional med (Volumen/Overfladeareal)². En sektion med dobbelt vægtykkelse tager fire gange længere tid om at størkne, hvilket skaber den termiske ubalance, der er ansvarlig for de fleste støbefejl. Forståelse af dette forhold giver ingeniører mulighed for at forudsige og forhindre krympningsproblemer under designfasen i stedet for at adressere dem gennem kostbar efterbehandling.
Designprincipper for ensartet vægtykkelse
Opnåelse af optimal vægtykkelsesensartethed kræver overholdelse af specifikke designforhold og geometriske principper. Den grundlæggende regel opretholder vægtykkelsesvariationer inden for ±10 % over hele støbningen. For en primær vægtykkelse på 3,0 mm skal tilstødende sektioner forblive mellem 2,7 mm og 3,3 mm for at sikre ensartede afkølingshastigheder.
Ribbedesign kræver særlig opmærksomhed på tykkelsesforhold. Strukturelle ribber skal opretholde 60-80 % af den primære vægtykkelse for at give tilstrækkelig styrke uden at skabe termiske ubalancer. En 4 mm primær væg kræver ribber mellem 2,4 mm og 3,2 mm tykkelse. Tykkere ribber skaber synkemærker på modsatte overflader, mens tyndere ribber ikke giver den nødvendige strukturelle støtte og kan opleve ufuldstændig fyldning under støbning.
| Primær vægtykkelse | Anbefalet ribbetykkelse | Maksimal boss-tykkelse | Afrundingsradius |
|---|---|---|---|
| 2.0 mm | 1.2-1.6 mm | 3.0 mm | 0.5-1.0 mm |
| 3.0 mm | 1.8-2.4 mm | 4.5 mm | 0.8-1.5 mm |
| 4.0 mm | 2.4-3.2 mm | 6.0 mm | 1.0-2.0 mm |
| 5.0 mm | 3.0-4.0 mm | 7.5 mm | 1.5-2.5 mm |
Overgangszoner mellem forskellige vægtykkelser kræver gradvise ændringer over afstande på mindst 6:1 forhold. En overgang fra 3 mm til 6 mm vægtykkelse bør forekomme over minimum 18 mm længde for at forhindre skarpe termiske gradienter. Generøse filetradier, typisk 0,3-0,5 gange den mindre vægtykkelse, udglatter yderligere disse overgange og reducerer spændingskoncentrationer under afkøling.
Materialespecifikke krympningsegenskaber
Forskellige støbelegeringer udviser forskellige krympningsadfærd, der direkte påvirker designstrategier for vægtykkelse. Aluminiumlegeringer, især A380 og A383, der almindeligvis anvendes i trykstøbning, udviser lineære krympningskoefficienter på 1,2-1,5 %. Dette forudsigelige krympningsmønster giver mulighed for præcis værktøjskompensation, men den relativt høje krympningshastighed kræver streng overholdelse af principperne for ensartet vægtykkelse.
Zinklegeringer som ZA-12 og Zamak 3 tilbyder lavere krympningshastigheder på 0,6-0,8 %, hvilket giver større dimensionsstabilitet, men kræver en anden tilgang til løber- og portdesign. Den lavere krympning betyder, at tyndere sektioner forbliver flydende længere, hvilket potentielt forbedrer fyldningsegenskaberne, men forlænger cyklustiderne i tykke sektioner.
| Legeringskvalitet | Lineær krympning (%) | Størkningsområde (°C) | Anbefalet maks. væg (mm) | Afkølingshastighed (°C/s) |
|---|---|---|---|---|
| Al A380 | 1.3 | 540-595 | 6.0 | 15-25 |
| Al A383 | 1.2 | 515-580 | 5.5 | 12-20 |
| Zn ZA-12 | 0.8 | 377-432 | 8.0 | 8-15 |
| Mg AZ91D | 1.1 | 470-595 | 4.0 | 20-35 |
| Cu C83600 | 1.7 | 855-1040 | 3.5 | 5-12 |
Magnesiumlegeringer præsenterer unikke udfordringer med krympningshastigheder på 1,0-1,3 % kombineret med høj termisk ledningsevne, der kræver hurtige cyklustider. Det smalle procesvindue kræver exceptionel vægtykkelsesensartethed, typisk inden for ±5 % snarere end de ±10 %, der er acceptable for aluminiumlegeringer. Kobberlegeringer udviser de højeste krympningshastigheder på 1,5-2,0 %, hvilket nødvendiggør maksimale vægtykkelsesbegrænsninger og omfattende brug af køleelementer til at kontrollere afkølingshastighederne.
Værktøjsdesign til krympningskontrol
Effektivt værktøjsdesign begynder med termisk styring gennem strategisk placering af kølekanaler. Kølekanaler skal opretholde ensartet afstand fra hulrumsoverflader, typisk 15-20 mm for aluminiumstrykstøbningsværktøjer. Variation af denne afstand skaber ujævne afkølingshastigheder, der direkte oversættes til differentiel krympning og støbefejl.
Valg af kanaldiameter følger reglen om at opretholde Reynolds-tal mellem 5.000-10.000 for turbulent strømning. For standard vandkøling oversættes dette til kanaldiametre på 8-12 mm med flowhastigheder på 4-8 liter pr. minut pr. kanal. Temperaturforskellen mellem indløb og udløb bør ikke overstige 5 °C for at opretholde ensartet varmeudvinding over værktøjsoverfladen.
Løber- og portdesign påvirker signifikant krympningsensartetheden gennem kontrollerede fyldningsmønstre og trykfordeling. Porttykkelsen skal være 60-80 % af den tilstødende vægtykkelse for at sikre korrekt tryktransmission under størkning, samtidig med at flowturbulens forhindres. Flere portstrategier fungerer særligt godt til store, komplekse støbegods, hvor enkeltpunktsport ikke kan opretholde tilstrækkeligt tryk i hele hulrummet.
For højpræcisionsresultater kan du modtage et detaljeret tilbud inden for 24 timer fra Microns Hub.
Procesparametre og krympningsforebyggelse
Injektionshastighed er direkte korreleret med krympningsensartethed gennem dens effekt på hulrumsfyldningsmønstre og termisk fordeling. Optimale hastigheder varierer fra 1,5-3,0 m/s for aluminiumstrykstøbning, med lavere hastigheder anvendt til komplekse geometrier, der kræver laminære strømningsegenskaber. For høje hastigheder skaber turbulens og luftindeslutning, mens utilstrækkelige hastigheder tillader for tidlig størkning i tynde sektioner.
Holdetryksapplikationstiming og -størrelse bestemmer den endelige støbetæthed og dimensionsnøjagtighed. Trykket skal påføres umiddelbart efter fuldførelse af hulrumsfyldning og opretholdes, indtil porten størkner. Typiske holdetryk varierer fra 30-60 MPa for aluminiumstøbegods, med varighed beregnet baseret på porttykkelse ved hjælp af forholdet: holdetid (sekunder) = porttykkelse (mm) × 2,5.
Formtemperaturstyring kræver præcis balance mellem cyklustidseffektivitet og støbekvalitet. Aluminiumstrykstøbning fungerer typisk med formtemperaturer mellem 200-250 °C, med tættere kontrol (±10 °C) nødvendig for tyndvæggede komponenter, der kræver overlegen dimensionsnøjagtighed. Temperatur ensartethed over formfladen skal opretholdes inden for ±15 °C for at forhindre lokaliserede hot spots, der forstyrrer ensartede størkningsmønstre.
Avancerede teknikker til kritiske applikationer
Squeeze casting repræsenterer kulminationen af krympningskontrolteknologi, der anvender tryk op til 150 MPa under størkning for at eliminere porøsitet og sikre maksimal tæthed. Denne proces gavner især komponenter med uundgåelige vægtykkelsesvariationer, såsom ophængskomponenter til biler eller strukturelle beslag til luftfart. Det høje tryk eliminerer effektivt krympningsrelaterede defekter, selv i sektioner op til 25 mm tykke.
Thixoforming processer tilbyder en anden avanceret tilgang til kritiske applikationer, der kræver exceptionel dimensionsstabilitet. Den semi-faste behandling reducerer krympningshastigheder med 30-40 % sammenlignet med konventionel støbning, samtidig med at overlegne mekaniske egenskaber opretholdes gennem raffineret mikrostruktur.
Vakuumassisteret støbning eliminerer luftindeslutning, der kan forværre krympningsfejl, især i komplekse geometrier med flere strømningsfronter. Vakuum niveauer på 50-100 mbar anvendt under hulrumsfyldning sikrer fuldstændig fyldning af tynde sektioner, samtidig med at gasporøsitet forhindres, hvilket forværrer krympningsrelaterede dimensionsvariationer.
Realtids termisk overvågning ved hjælp af infrarøde kameraer og indlejrede termoelementer giver øjeblikkelig feedback om afkølingsensartethed. Avancerede systemer kan registrere temperaturvariationer, der overstiger ±5 °C over støbeoverfladen, hvilket udløser automatiske justeringer af køleparametre eller procesalarmer for øjeblikkelig operatørindgriben.
Kvalitetskontrol og målestrategier
Dimensionsverifikation af vægtykkelsesensartethed kræver specialiserede måleteknikker, der er i stand til at detektere variationer ned til 0,05 mm opløsning. Ultralyds tykkelsesmålere giver ikke-destruktiv måling af vægsektioner, især nyttigt til interne funktioner, der er utilgængelige for mekaniske måleværktøjer. Moderne ultralydssystemer opnår en nøjagtighed på ±0,01 mm på overflader med korrekt koblingsmediumapplikation.
Koordinatmålemaskiner (CMM'er) udstyret med højopløselige berøringsprober kan verificere komplekse geometrier i forhold til CAD-specifikationer og identificere krympningsrelaterede dimensionsafvigelser, før de forplanter sig gennem produktionsserier. Implementering af statistisk proceskontrol (SPC) sporer vægtykkelsesmålinger over tid og identificerer gradvist værktøjsslitage eller procesdrift, der påvirker krympningsensartetheden.
| Målemetode | Nøjagtighed | Anvendelse | Prisinterval (€) |
|---|---|---|---|
| Ultralydsmåler | ±0.01 mm | Verifikation af vægtykkelse | 1,200-3,500 |
| CMM-berøringssonde | ±0.005 mm | Validering af kompleks geometri | 45,000-120,000 |
| Optisk scanner | ±0.02 mm | Analyse af overfladeprofil | 8,000-25,000 |
| Røntgen-CT | ±0.05 mm | Intern detektering af defekter | 180,000-450,000 |
Røntgencomputertomografi (CT) giver komplet intern visualisering af støbestruktur, der afslører krympningsporøsitet, varme revner og andre defekter, der er usynlige for overfladeinspektionsmetoder. Selvom det er dyrt, viser CT-scanning sig uvurderlig til kritiske luftfarts- og medicinske applikationer, hvor intern soliditetsverifikation er obligatorisk.
Økonomisk indvirkning og omkostningsoptimering
Krympningsfejl pålægger betydelige økonomiske sanktioner gennem skrothastigheder, omarbejdningsomkostninger og forsinkede leverancer. Industridata indikerer, at krympningsrelaterede defekter tegner sig for 15-25 % af de samlede støbeafvisninger, med omarbejdningsomkostninger i gennemsnit €25-45 pr. kilogram for aluminiumkomponenter. For en typisk autostøbning, der vejer 2,5 kg, repræsenterer hver skrottet del €60-110 i tabte materiale- og behandlingsomkostninger.
Forebyggelsesstrategier demonstrerer klart investeringsafkast gennem reducerede skrothastigheder og forbedret cykluseffektivitet. Implementering af korrekte designprincipper for vægtykkelse reducerer typisk krympningsfejl med 60-80 %, hvilket oversættes til skrot reduktion fra 8-12 % ned til 2-3 % for velkontrollerede processer. De resulterende materialebesparelser alene retfærdiggør ofte designoptimeringsinvesteringer inden for 6-8 måneders implementering.
Når du bestiller fra Microns Hub, drager du fordel af direkte producentrelationer, der sikrer overlegen kvalitetskontrol og konkurrencedygtige priser sammenlignet med markedspladsplatforme. Vores tekniske ekspertise inden for krympningsforebyggelse og vægtykkelsesoptimering betyder, at hvert støbeprojekt modtager den tekniske opmærksomhed, der er nødvendig for at minimere defekter og maksimere produktionseffektiviteten.
Værktøjsmodifikationer til forbedret krympningskontrol kræver omhyggelig cost-benefit-analyse. Forbedrede kølesystemer tilføjer typisk €8.000-15.000 til de oprindelige værktøjsomkostninger, men reducerer cyklustiderne med 10-15 %, samtidig med at dimensionskonsistensen forbedres. Præcisions CNC bearbejdningstjenester kan optimere eksisterende værktøjer gennem strategiske tilføjelser af kølekanaler eller hulrumsmodifikationer uden fuldstændig værktøjsudskiftning.
Integration med produktionssystemer
Moderne støbeoperationer integrerer krympningsforebyggelsesstrategier med bredere produktionsudførelsessystemer (MES) til realtids procesoptimering. Temperaturovervågning, trykføling og cyklustidssporing giver kontinuerlig feedback, der muliggør øjeblikkelige justeringer for at opretholde optimale krympningskontrolparametre.
Forudsigende vedligeholdelsesalgoritmer analyserer historiske data for at identificere værktøjsslidmønstre, der påvirker vægtykkelsesensartetheden, før der opstår defekter. Maskinlæringsmodeller kan forudsige krympningsdefekt sandsynlighed baseret på procesparameterkombinationer, hvilket muliggør proaktive justeringer, der opretholder kvaliteten, samtidig med at produktionsgennemstrømningen maksimeres.
Supply chain integration sikrer konsistente materialegenskaber, der direkte påvirker krympningsegenskaberne. Legeringssammensætningsvariationer på selv 0,1 % i siliciumindhold kan ændre krympningshastigheder nok til at påvirke dimensionsnøjagtigheden i præcisionsapplikationer. Automatiserede materialesporings- og verifikationssystemer forhindrer sammensætningsrelaterede krympningsvariationer i at kompromittere produktionskvaliteten.
Vores produktionstjenester omfatter komplet implementering af krympningskontrol, fra indledende designoptimering gennem etablering af produktionsproces og løbende kvalitetskontrolsystemer.
Industrispecifikke applikationer
Automotive applikationer kræver exceptionel krympningskontrol på grund af høje produktionsvolumenkrav og strenge dimensionstolerancer. Transmissionshuse kræver for eksempel vægtykkelsesensartethed inden for ±0,05 mm for at opretholde korrekt gearindgrebsjustering og forhindre for tidligt slid. Motorblokke præsenterer særlige udfordringer med komplekse interne passager, der kræver specialiserede kernedesign og avancerede kølestrategier for at opretholde ensartet vægtykkelse i hele støbeprocessen.
Luftfartskomponenter fungerer under de strengeste krympningskontrolkrav, med vægtykkelsesvariationer begrænset til ±0,02 mm for kritiske strukturelle elementer. Landingsstelkomponenter, turbinehuse og strukturelle beslag gennemgår omfattende ikke-destruktiv test for at verificere intern soliditet og dimensionsnøjagtighed. Kortserie støbealternativer giver omkostningseffektive løsninger til luftfartsprototyping og lavvolumenproduktion, samtidig med at de samme krympningskontrolstandarder opretholdes, der kræves til højvolumenproduktion.
Applikationer til medicinsk udstyr kræver biokompatible materialer med exceptionel dimensionsstabilitet til implanterbare komponenter. Ortopædiske implantater kræver vægtykkelsesensartethed for at sikre korrekt belastningsfordeling og forhindre spændingskoncentrationspunkter, der kan føre til implantatsvigt. Kombinationen af materialerenhedskrav og dimensionsnøjagtighed nødvendiggør avanceret proceskontrol og omfattende kvalitetsverifikationsprocedurer.
Ofte stillede spørgsmål
Hvad er den maksimalt acceptable vægtykkelsesvariation for aluminiumstrykstøbegods?
For standard aluminiumstrykstøbegods skal vægtykkelsesvariationer forblive inden for ±10 % af den nominelle tykkelse for at forhindre betydelige krympningsfejl. Kritiske applikationer kan kræve strammere kontrol på ±5 % for at sikre optimal dimensionsnøjagtighed og mekaniske egenskaber.
Hvordan påvirker ribbetykkelse krympning og synkemærker?
Ribber skal opretholde 60-80 % af den primære vægtykkelse for at give strukturel støtte uden at skabe termiske ubalancer. Tykkere ribber forårsager synkemærker på modsatte overflader på grund af differentielle afkølingshastigheder, mens tyndere ribber kan opleve ufuldstændig fyldning og reduceret strukturel effektivitet.
Hvilken kølekanalafstand forhindrer ujævn krympning i trykstøbningsværktøjer?
Kølekanaler skal opretholde en ensartet afstand på 15-20 mm fra hulrumsoverflader med 8-12 mm diameter for optimal varmeudvinding. Kanalafstand på 40-50 mm center-til-center sikrer ensartet temperaturfordeling over værktøjsfladen.
Hvordan påvirker forskellige legeringer krympningskontrolstrategier?
Aluminiumlegeringer (1,2-1,5 % krympning) kræver standard ensartethedspraksis, zinklegeringer (0,6-0,8 % krympning) tillader lidt mere variation, mens magnesiumlegeringer (1,0-1,3 % krympning) kræver strammere kontrol inden for ±5 % på grund af hurtige afkølingskrav.
Hvilke procesparametre påvirker mest direkte krympningsensartetheden?
Injektionshastighed (1,5-3,0 m/s for aluminium), holdetryk (30-60 MPa) og formtemperatur ensartethed (±15 °C over formfladen) repræsenterer de mest kritiske parametre for kontrol af krympningsrelaterede defekter.
Hvordan kan eksisterende værktøj modificeres for at forbedre krympningskontrollen?
Strategiske tilføjelser af kølekanaler, omplacering af porte og optimering af løbersystem kan forbedre krympningsensartetheden betydeligt uden fuldstændig værktøjsudskiftning. Konforme kølekanaler bearbejdet gennem eksisterende værktøjsstål giver den mest effektive eftermonteringsløsning.
Hvilke måleteknikker verificerer vægtykkelsesensartetheden i produktionen?
Ultralyds tykkelsesmålere (±0,01 mm nøjagtighed) til rutinemåling, koordinatmålemaskiner til komplekse geometrier (±0,005 mm nøjagtighed) og røntgen CT-scanning til komplet intern verifikation giver omfattende valideringsmuligheder for vægtykkelse.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece