Design af ventilationsmønstre: Afvejninger mellem EMI-skærmning og luftstrøm
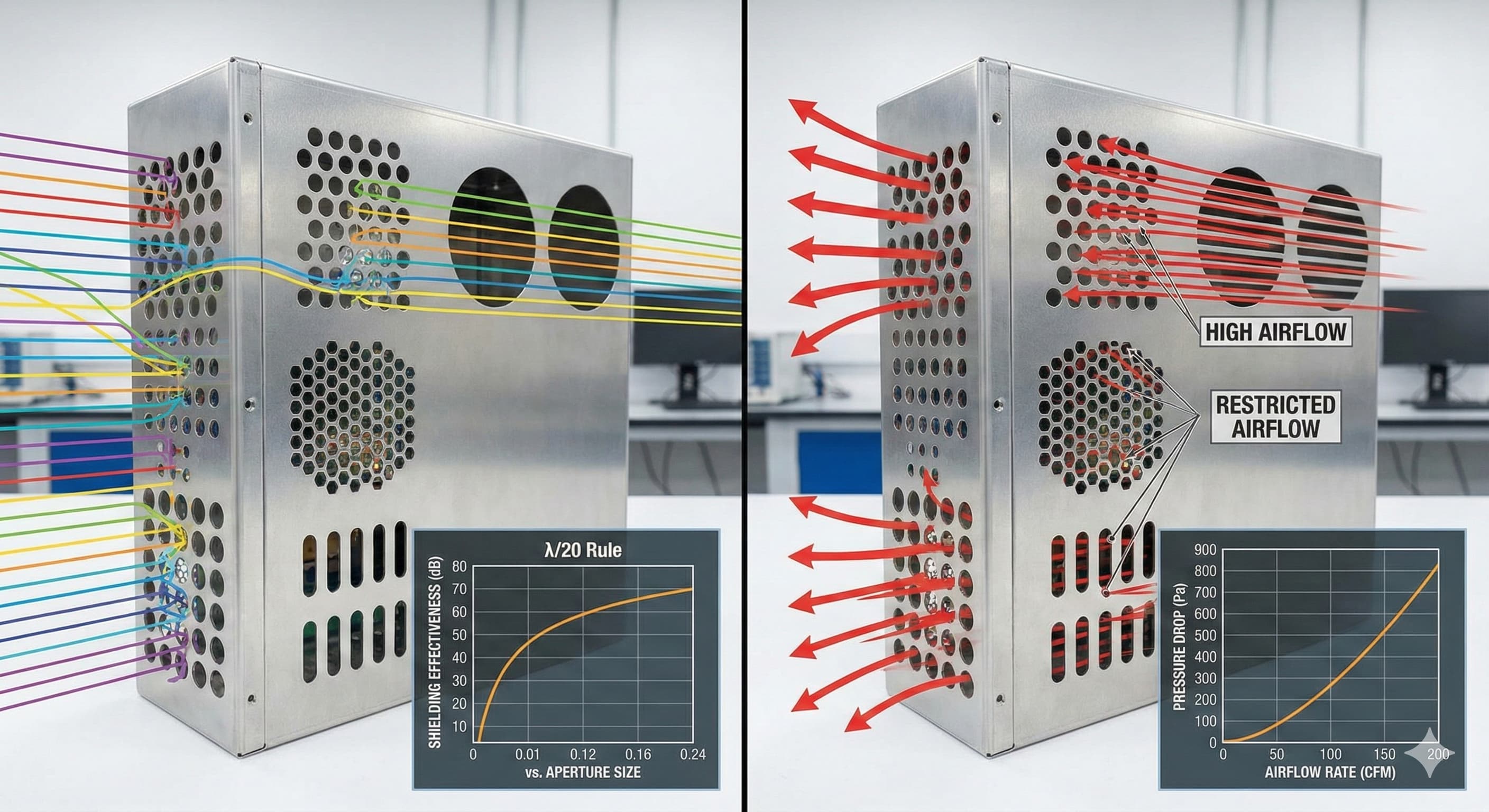
Effektiviteten af EMI-skærmning falder eksponentielt, når åbningsstørrelser overstiger λ/20 af den interfererende frekvens, men de fleste ingeniører opdager først denne grundlæggende begrænsning, efter at termiske fejl tvinger designrevisioner. Udfordringen intensiveres, når ventilationskrav kræver større åbninger, der direkte kompromitterer elektromagnetisk kompatibilitet.
Vigtigste pointer
- Åbningsstørrelsen skal forblive under λ/20 for frekvenser over 1 GHz for at opretholde 20 dB skærmningseffektivitet
- Honeycomb- og perforerede mønstre kan opnå 60-80 % luftstrømseffektivitet, samtidig med at EMI-beskyttelsen bevares
- Materialetykkelse og ledningsevne har betydelig indflydelse på både skærmningsydelse og produktionsomkostninger
- Avancerede mesh-geometrier reducerer trykfaldet med 35 % sammenlignet med traditionelle runde hulmønstre
Forståelse af grundlæggende principper for EMI-skærmning
Elektromagnetisk interferensskærmning er afhængig af tre primære mekanismer: refleksion, absorption og multiple refleksioner i skærmningsmaterialet. Effektiviteten afhænger kritisk af den elektriske ledningsevne, magnetiske permeabilitet og tykkelse af skærmningsmaterialet samt geometrien af eventuelle åbninger.
For åbninger i ledende kabinetter følger skærmningseffektiviteten (SE) forholdet: SE = 20 log₁₀(λ/2L), hvor λ repræsenterer bølgelængden og L den maksimale åbningsdimension. Dette logaritmiske forhold betyder, at en fordobling af åbningsstørrelsen reducerer skærmningseffektiviteten med 6 dB, hvilket repræsenterer en reduktion på 75 % i beskyttelsen.
Almindelige skærmningsmaterialer omfatter aluminiumslegeringer (6061-T6, 5052-H32), kobberlegeringer (C11000, C10100) og stålkvaliteter (304 rustfrit, koldvalset 1008). Hvert materiale præsenterer forskellige kompromiser mellem ledningsevne, omkostninger og mekaniske egenskaber, der påvirker både EMI-ydelse og luftstrømsegenskaber.
Luftstrømskrav og termisk styring
Elektroniske kabinetter kræver typisk luftstrømningshastigheder mellem 10-50 CFM pr. 100 watt spredt effekt, afhængigt af omgivelsesforhold og acceptable komponenttemperaturer. Dette kølingsbehov er i konflikt med EMI-skærmningskrav, da effektiv ventilation nødvendiggør åbninger, der kan kompromittere elektromagnetisk beskyttelse.
Trykfaldet over ventilationsåbninger følger forholdet ΔP = ρv²/2 × K, hvor ρ repræsenterer lufttæthed, v hastigheden og K tabskoefficienten. Tabskoefficienten varierer betydeligt med åbningsgeometrien, fra 0,6 for skarpe cirkulære huller til 1,2 for rektangulære slidser med høje aspektforhold.
Moderne pladebearbejdningstjenester muliggør præcis kontrol af åbningsdimensioner og overfladefinish, hvilket direkte påvirker både luftstrømseffektivitet og EMI-ydelse. Overfladeruhedsværdier under 3,2 μm Ra reducerer turbulens og tilhørende tryktab med op til 15 %.
Ventilationsmønstergeometrier og ydeevne
Valget af ventilationsmønstergeometri er den mest kritiske designbeslutning, der påvirker både EMI-skærmning og luftstrømsydelse. Hver mønstertype tilbyder forskellige fordele og begrænsninger, der skal evalueres i forhold til specifikke applikationskrav.
Runde hulmønstre
Cirkulære åbninger giver den optimale balance mellem fremstillingssimpelhed og ydeevneforudsigelighed. Forholdet mellem huldiameter (d), center-til-center afstand (s) og åbent arealprocent følger: Åbent areal % = π(d/s)² × 100 for kvadratiske pitcharrangementer.
For EMI-applikationer over 1 GHz skal huldiametre forblive under 15 mm for at opretholde 20 dB skærmningseffektivitet. Optimale afstandsforhold (s/d) spænder fra 1,5 til 2,0, hvilket giver 20-35 % åbent areal, samtidig med at den strukturelle integritet opretholdes i pladetykkelser fra 1,0-3,0 mm.
Hexagonale honeycomb-mønstre
Honeycomb-geometrier opnår overlegen pakningstæthed sammenlignet med cirkulære mønstre, hvilket muliggør åbne arealer op til 60 %, samtidig med at der opretholdes ensartet EMI-ydelse. Den hexagonale cellestruktur giver ensartet strømfordeling og eliminerer de feltkoncentrationseffekter, der er almindelige i rektangulære åbninger.
Fremstilling af honeycomb-mønstre kræver specialværktøj og præcise formningsteknikker for at opretholde dimensionsnøjagtighed. Typiske cellestørrelser spænder fra 3,2-12,7 mm, med vægtykkelser mellem 0,08-0,25 mm afhængigt af basismaterialet og strukturelle krav.
Langstrakte slidskonfigurationer
Slidsmønstre udmærker sig i applikationer, der kræver retningsbestemt luftstrøm, eller hvor strukturelle hensyn begrænser cirkulære åbninger. Den kritiske dimension til EMI-formål er slidsbredden, ikke længden, hvilket giver mulighed for designs med højt aspektforhold, der maksimerer luftstrømsarealet.
Slidsbredder skal kontrolleres omhyggeligt for at forhindre EMI-lækage, især for frekvenser over 100 MHz. Breddetolerancer på ±0,05 mm bliver kritiske for at opretholde ensartet skærmningsydelse på tværs af produktionsmængder.
| Mønstertype | Åbent areal (%) | EMI-effektivitet (dB) | Trykfald (Pa) | Produktionsomkostninger |
|---|---|---|---|---|
| Runde huller (3 mm) | 25-30 | 25-30 | 45-55 | €2.80/dm² |
| Hexagonal (6 mm) | 55-60 | 22-28 | 25-35 | €4.20/dm² |
| Rektangulære slidser | 35-45 | 20-25 | 40-50 | €3.50/dm² |
| Perforeret mesh | 40-50 | 28-35 | 30-40 | €5.60/dm² |
Materialevalg og tykkelsesovervejelser
Valg af basismateriale har betydelig indflydelse på både EMI-skærmningseffektivitet og fremstillingsmulighed. Aluminiumslegering 6061-T6 giver fremragende ledningsevne (59 % IACS) og formbarhed, hvilket gør den ideel til komplekse ventilationsmønstre, der kræver stramme bøjningsradier eller dybe træk.
Rustfrit stål 304 tilbyder overlegen korrosionsbestandighed og mekanisk styrke, men kræver 25 % højere formningskræfter og specialværktøj til præcisionsåbninger. Den magnetiske permeabilitet af rustfrit stål (μᵣ ≈ 1,02) giver minimal lavfrekvent magnetisk skærmning sammenlignet med kulstofstålkvaliteter.
Pladetykkelse påvirker direkte både skærmningsydelse og fremstillingsbegrænsninger. Tykkelser under 0,8 mm kan udvise overdreven nedbøjning under luftstrømsbelastninger, mens tykkelser over 2,5 mm øger materialomkostningerne og formningskræfterne betydeligt. Det optimale tykkelsesområde på 1,0-1,6 mm balancerer strukturelle krav med økonomiske overvejelser.
Avancerede designoptimerings teknikker
Computational fluid dynamics (CFD) analyse muliggør præcis optimering af ventilationsmønstre til specifikke luftstrømskrav, samtidig med at EMI-begrænsninger opretholdes. Tredimensionel modellering afslører flowseparation, recirkulationszoner og trykgenvindingseffekter, som todimensionelle beregninger ikke kan forudsige.
Multi-objektiv optimeringsalgoritmer kan samtidig minimere trykfaldet og maksimere skærmningseffektiviteten inden for fremstillingsbegrænsninger. Disse teknikker har opnået 15-20 % forbedringer i luftstrømseffektivitet sammenlignet med traditionelle designtilgange.
For højpræcisionsresultater, Anmod om et gratis tilbud og få priser inden for 24 timer fra Microns Hub.
Affasede og afrundede åbninger
Indløbsaffasninger og afrundede kanter reducerer flowseparation og tilhørende tryktab med 20-30 % sammenlignet med skarpe åbninger. Affasningsvinkler mellem 30-45° giver optimal ydeevne, selvom produktionsomkostningerne stiger med ca. €0,80/dm² for præcisionskantfinish.
Dybden af affasningen skal kontrolleres for at forhindre overdreven materialefjernelse, der kan kompromittere den strukturelle integritet. Typiske affasningsdybder spænder fra 0,2-0,5 gange pladetykkelsen, afhængigt af åbningsstørrelsen og materialegenskaberne.
Progressiv åbningsstørrelse
Variable åbningsstørrelser inden for et enkelt ventilationsmønster kan optimere lokale flowforhold, samtidig med at den samlede EMI-ydelse opretholdes. Større åbninger i lavhastighedsområder reducerer trykfaldet, mens mindre åbninger i kritiske EMI-zoner bevarer skærmningseffektiviteten.
Denne tilgang kræver sofistikeret analyse for at sikre elektromagnetisk kompatibilitet på tværs af hele frekvensspektret, samtidig med at termiske styringsmål opnås. Fremstillingskompleksiteten stiger betydeligt, men ydeevneforbedringer på 25-35 % er opnåelige i specialiserede applikationer.
Overvejelser om fremstillingsprocessen
Stansning er fortsat den mest omkostningseffektive metode til fremstilling af simple ventilationsmønstre i mængder over 100 stk. Moderne CNC-stansepresser opnår positionsnøjagtigheder på ±0,025 mm og kan opretholde åbningsdimensionstolerancer på ±0,05 mm i pladetykkelser op til 6,0 mm.
Laserskæring giver overlegen kantkvalitet og muliggør komplekse geometrier, der er umulige med konventionel stansning. Fiberlasersystemer, der opererer ved 1070 nm bølgelængde, producerer varmepåvirkede zoner (HAZ) mindre end 0,1 mm brede i aluminium og rustfrit stål, hvilket bevarer materialegenskaberne ved siden af åbningerne.
Vandstråleskæring eliminerer termiske effekter fuldstændigt, men øger behandlingstiden og omkostningerne med 300-400 % sammenlignet med lasermetoder. Processen udmærker sig til tykke materialer (over 3,0 mm) eller applikationer, der kræver absolut uberørte kantforhold for kritisk EMI-ydelse.
| Proces | Tykkelsesområde (mm) | Kvalitet af kant (μm Ra) | Behandlingshastighed | Pris pr. del |
|---|---|---|---|---|
| CNC-stansning | 0.5-6.0 | 1.6-3.2 | Høj | €0.15-0.45 |
| Fiberlaser | 0.3-25.0 | 0.8-1.6 | Medium | €0.35-0.90 |
| Vandstråle | 1.0-150.0 | 0.4-1.2 | Lav | €1.20-3.50 |
| Plasmaskæring | 3.0-50.0 | 6.3-12.5 | Høj | €0.25-0.75 |
Test- og valideringsmetoder
EMI-skærmningseffektivitetstest følger IEEE 299 standardprocedurer, der bruger enten indlejrede efterklangskamre eller TEM-celler afhængigt af frekvensområdet og prøvekonfigurationen. Målinger spænder typisk fra 10 kHz til 18 GHz for at fange både ledede og udstrålede emissionskarakteristika.
Luftstrømningstest kræver kalibrerede vindtunneler eller flowbænke, der er i stand til at måle trykforskelle ned til 1 Pa opløsning. Hot-wire anemometri giver detaljerede hastighedsprofiler på tværs af ventilationsmønstre, hvilket afslører flowensartethed og potentielle optimeringsmuligheder.
Kombinerede testprotokoller evaluerer interaktionen mellem termisk og elektromagnetisk ydeevne under realistiske driftsforhold. Disse tests afslører ofte uventede koblingseffekter, hvor termisk ekspansion ændrer åbningsdimensionerne tilstrækkeligt til at påvirke EMI-skærmningen.
Omkostningsoptimeringsstrategier
Materialeudnyttelseseffektivitet påvirker produktionsomkostningerne betydeligt, især for komplekse ventilationsmønstre, der kræver betydelig skrotfjernelse. Nesting-optimeringsalgoritmer kan forbedre materialeudbyttet med 15-25 %, hvilket direkte reducerer omkostningerne pr. del.
Værktøjsomkostninger dominerer lavvolumenproduktion, hvilket ofte kræver 500+ stykker for at afskrive stanse- og matriceomkostninger. For mængder under denne tærskel giver laserskæring typisk bedre økonomi på trods af højere behandlingsomkostninger pr. del.
Når du bestiller fra Microns Hub, drager du fordel af direkte producentrelationer, der sikrer overlegen kvalitetskontrol og konkurrencedygtige priser sammenlignet med markedspladsplatforme. Vores tekniske ekspertise og personlige service tilgang betyder, at hvert projekt får den opmærksomhed på detaljer, der er nødvendig for optimal EMI- og termisk ydeevne.
Overvejelser om volumenproduktion
Højvolumenproduktion muliggør specialiserede værktøjsinvesteringer, der kan reducere omkostningerne pr. del med 40-60 %. Progressive matricer til komplekse ventilationsmønstre kræver indledende investeringer på €15.000-45.000, men opnår behandlingshastigheder, der overstiger 300 dele i timen.
Sekundære operationer såsom påføring af belægning skal tage højde for krav til åbningsmaskering for at opretholde ledningsevne ved kritiske EMI-grænseflader. Ledende belægninger tilføjer €2,80-5,60/dm² til behandlingsomkostningerne, men kan forbedre skærmningseffektiviteten med 5-10 dB i visse frekvensområder.
Integration med det overordnede kabinetdesign
Ventilationsmønsterplacering inden for den overordnede kabinetgeometri påvirker kritisk både termisk og EMI-ydelse. Hjørnepositioner udviser typisk højere strømtætheder og kræver mere konservativ åbningsstørrelse for at opretholde skærmningseffektiviteten.
Pakningsgrænseflader omkring aftagelige paneler giver særlige udfordringer, da kompressionssæt og miljømæssig nedbrydning kan skabe EMI-lækageveje, der omgår omhyggeligt designede ventilationsmønstre. Ledende pakninger med kompressionsvurderinger på 40-60 % giver pålidelig langsigtet tætning.
Omfattende kabinetdesign kræver koordinering mellem mekaniske, termiske og EMI-ingeniørdiscipliner. Vores fremstillingstjenester omfatter designgennemgang og optimeringsanbefalinger for at sikre, at alle ydeevnekriterier opfyldes effektivt.
Fremtidige udviklinger og avancerede materialer
Metamaterialestrukturer tilbyder potentielle gennembrudsmuligheder for EMI-skærmningsapplikationer, hvilket muliggør subbølgelængdeåbninger, der opretholder høje luftstrømningshastigheder. Disse konstruerede materialer manipulerer elektromagnetiske felter gennem præcise geometriske mønstre snarere end bulkmaterialegenskaber.
Additive fremstillingsteknologier er begyndt at muliggøre komplekse tredimensionelle ventilationsgeometrier, der er umulige med konventionelle plademetalprocesser. Direkte metal laser sintring (DMLS) kan producere snoede luftstrømsveje, der giver EMI-dæmpning, samtidig med at der opretholdes fremragende termisk ydeevne.
Nanostrukturerede belægninger og overfladebehandlinger viser løfte om at forbedre ledningsevne og korrosionsbestandighed, samtidig med at kompatibiliteten med eksisterende fremstillingsprocesser opretholdes. Disse udviklinger kan muliggøre nye materialekombinationer og designtilgange i det kommende årti.
Ofte stillede spørgsmål
Hvilke åbningsstørrelsesgrænser kræves for forskellige EMI-frekvensområder?
For frekvenser under 100 MHz kan åbninger op til 300 mm opretholde tilstrækkelig skærmning. Mellem 100 MHz og 1 GHz bør maksimale åbningsdimensioner ikke overstige 30 mm. Over 1 GHz skal åbninger forblive under 15 mm for at opnå 20 dB skærmningseffektivitet, med gradvist mindre grænser krævet for højere frekvenser.
Hvordan påvirker materialetykkelse både EMI-skærmning og produktionsomkostninger?
Materialetykkelse påvirker absorptionsbaseret skærmning logaritmisk, hvor hver fordobling af tykkelsen tilføjer ca. 6 dB effektivitet. Produktionsomkostningerne stiger dog lineært med tykkelsen på grund af højere materialomkostninger og øgede formningskræfter. Det optimale område på 1,0-1,6 mm balancerer ydeevne med økonomiske overvejelser for de fleste applikationer.
Hvilke fremstillingstolerancer er kritiske for at opretholde EMI-ydelse?
Åbningsdimensionstolerancer på ±0,05 mm er afgørende for frekvenser over 1 GHz for at sikre ensartet skærmningsydelse. Positionstolerancer på ±0,1 mm forhindrer åbningsjusteringsproblemer, der kan skabe uventede lækageveje. Kantkvalitetsspecifikationer under 3,2 μm Ra hjælper med at minimere højfrekvente strømkoncentrationseffekter.
Hvordan sammenlignes forskellige ventilationsmønstergeometrier i fremstillingskompleksitet?
Runde hulmønstre tilbyder den enkleste fremstilling med standard stanseværktøj. Hexagonale mønstre kræver specialværktøj, men giver overlegen ydeevne. Langstrakte slidser giver moderat kompleksitet, men kan kræve sekundære operationer for optimal kantfinish. Komplekse mønstre med variabel størrelse kræver CNC laserskæring eller vandstrålebehandling.
Hvilke testmetoder validerer både EMI- og termisk ydeevne samtidigt?
Kombinerede testprotokoller bruger miljøkamre med integreret EMI-målekapacitet. Prøver gennemgår termisk cykling, mens skærmningseffektiviteten overvåges på tværs af flere frekvensbånd. Denne tilgang afslører termiske ekspansionseffekter på åbningsdimensioner og identificerer potentiel ydeevnenedbrydning under driftsforhold.
Hvordan påvirker overfladebehandling EMI-skærmning og luftstrømsegenskaber?
Ledende belægninger kan forbedre skærmningseffektiviteten med 5-10 dB, men kan øge overfladeruheden og trykfaldet med 10-15 %. Anodisering af aluminium giver korrosionsbeskyttelse, samtidig med at ledningsevnen opretholdes, men kræver omhyggelig proceskontrol for at forhindre overdreven belægningstykkelse, der kan ændre åbningsdimensionerne.
Hvilke designovervejelser gælder for højtemperatur EMI-skærmningsapplikationer?
Højtemperaturapplikationer kræver materialer med stabil ledningsevne og minimal termisk ekspansion. Rustfrit stål 321 og Inconel 625 opretholder egenskaber over 300°C, men øger produktionsomkostningerne betydeligt. Termiske ekspansionsberegninger skal tage højde for åbningsdimensionsændringer, der kan kompromittere EMI-ydelsen ved forhøjede temperaturer.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece