Sandheden om CNC-gevindfræsning kontra tapning af hærdet stål
Fremstilling af hærdede stålkomponenter med gevindfunktioner præsenterer et kritisk beslutningspunkt, der direkte påvirker produktionsomkostninger, cyklustider og emnekvalitet. Ingeniører, der arbejder med materialer over 35 HRC, står over for unikke udfordringer, hvor traditionelle tappemetoder ofte fejler, hvilket fører til knækkede værktøjer, kasserede emner og produktionsforsinkelser.
Vigtigste pointer:
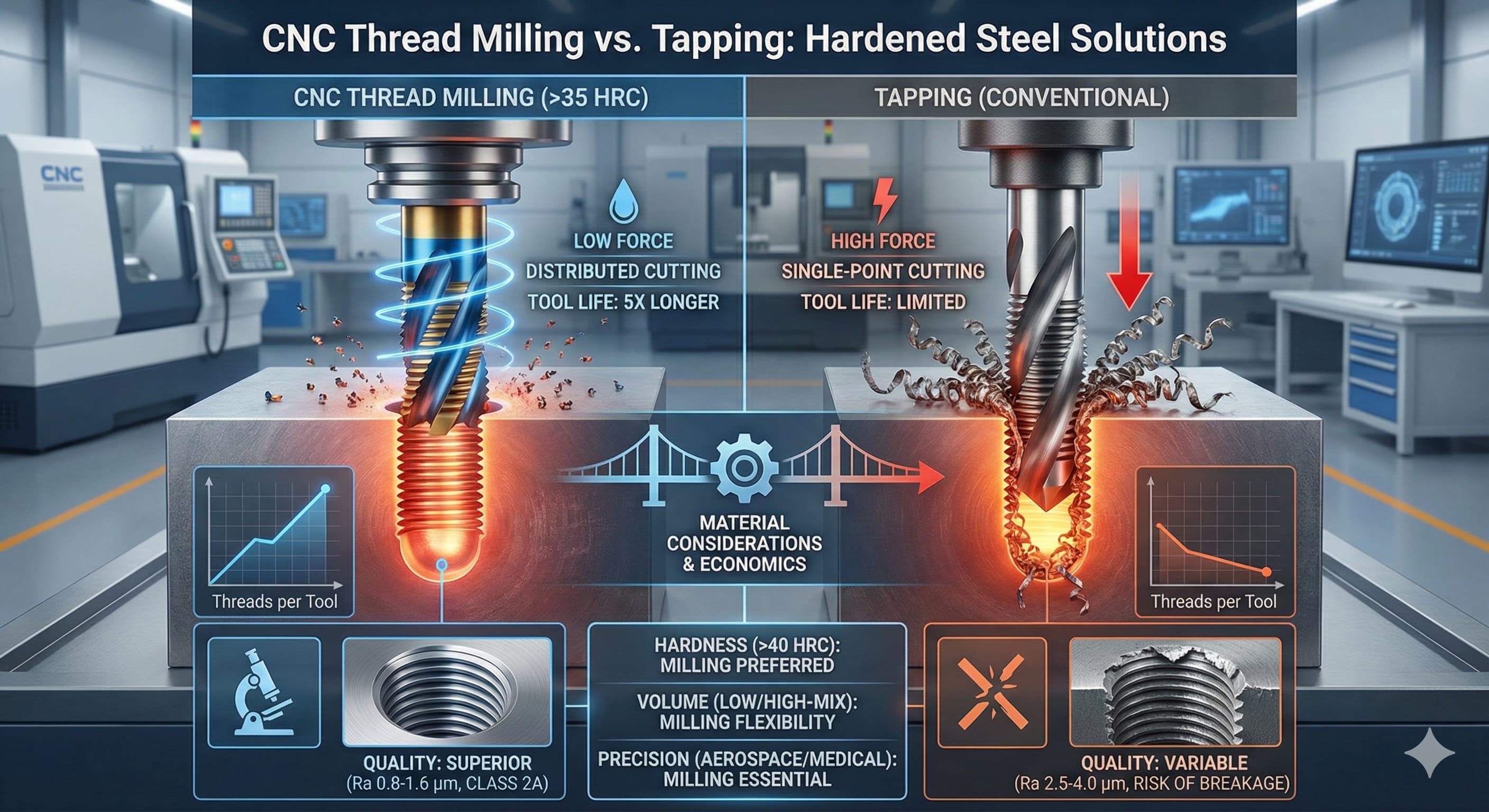
- Gevindfræsning giver 3-5x længere værktøjslevetid i hærdet stål over 40 HRC sammenlignet med konventionel tapning
- De indledende værktøjsomkostninger for gevindfræsning er 40-60 % højere, men ROI opnås inden for 200-500 gevindhuller
- Tapning er fortsat omkostningseffektivt for blødere stål (under 30 HRC) og store produktionsserier
- Gevindkvalitet og geometrisk nøjagtighed favoriserer fræsning til præcisionsapplikationer, der kræver klasse 2A-tolerancer eller bedre
Forståelse af de grundlæggende forskelle
Gevindfræsning og tapning repræsenterer fundamentalt forskellige tilgange til at skabe indvendige gevind i hærdede stålkomponenter. Tapning er afhængig af en enkeltpunkts skærehandling, hvor tappens spånriller samtidigt skærer og danner gevindprofilen gennem aksial fremrykning. Denne proces genererer betydelige skærekræfter koncentreret ved værktøjsspidsen, hvilket skaber betydelige spændingskoncentrationer, der bliver problematiske i arbejdshærdende materialer som 17-4 PH rustfrit stål eller værktøjsstål over 45 HRC.
Gevindfræsning anvender omvendt en flertandet fræser, der bevæger sig i et spiralformet interpolationsmønster omkring hullets omkreds. Hver skærekant fjerner en lille spån under sit indgreb og fordeler skærekræfterne over flere kontaktpunkter. Denne tilgang reducerer maksimale skærekræfter med 60-70 % sammenlignet med tapning, hvilket er særligt fordelagtigt ved bearbejdning af udskillelseshærdede stål eller gennemhærdede komponenter.
De kinematiske forskelle strækker sig ud over kraftfordelingen. Tapning kræver perfekt synkronisering mellem spindelrotation og tilspændingshastighed - enhver afvigelse resulterer i iturevne gevind eller værktøjsbrud. Moderne CNC-controllere opnår dette gennem stive tappecyklusser, men spindelacceleration/decelerationsbegrænsninger skaber stadig udfordringer. Gevindfræsning eliminerer denne begrænsning fuldstændigt, da værktøjsbanen genereres gennem programmeret interpolation snarere end mekanisk synkronisering.
Materialebetragtninger for hærdede stålanvendelser
Hærdede stålkvaliteter reagerer forskelligt på hver gevindskæringsproces baseret på deres metallurgiske struktur og arbejdshærdningsegenskaber. Gennemhærdede værktøjsstål som D2 (60-62 HRC) eller A2 (58-60 HRC) udgør ekstreme udfordringer for tapning på grund af deres ensartede hårdhedsfordeling og karbidindhold. Gevindfræsning viser sig at være overlegen i disse applikationer, med værktøjslevetidsforbedringer, der når 400-500 % i forhold til konventionelle tappemetoder.
| Stålkvalitet | Hårdhed (HRC) | Succesrate ved gevindskæring | Fordel ved gevindfræsning | Anbefalet metode |
|---|---|---|---|---|
| 4140 Udglødet | 22-25 | 95% | Kosteulempe | Gevindskæring |
| 4140 Q&T | 28-32 | 85% | Marginal | Begge metoder |
| 4340 Q&T | 35-40 | 65% | Betydelig | Gevindfræsning |
| 17-4 PH H900 | 40-44 | 45% | Kritisk | Gevindfræsning |
| D2 Værktøjsstål | 60-62 | 15% | Essentiel | Kun gevindfræsning |
Udskillelseshærdede rustfrie stål som 15-5 PH og 17-4 PH fortjener særlig overvejelse på grund af deres arbejdshærdningstendenser. Disse materialer kan stige i hårdhed med 5-8 HRC-point under bearbejdning, hvis skæreparametrene er utilstrækkelige. Tapning af disse materialer resulterer ofte i arbejdshærdning foran skærekanterne, hvilket fører til for tidligt værktøjsfejl. Gevindfræsningens fordelte skærehandling minimerer arbejdshærdningseffekter, samtidig med at den opretholder en ensartet gevindkvalitet.
Overfladehærdede komponenter udgør en anden unik udfordring, hvor overfladehårdheden kan overstige 58 HRC, mens kernehårdheden forbliver på 25-30 HRC. Hårdhedsgradienten skaber varierende skæreforhold, som tappe har svært ved at imødekomme. Gevindfræsning opretholder en ensartet ydeevne gennem hele hårdhedsovergangszonen og producerer en ensartet gevindkvalitet fra overflade til kerne.
Værktøjslevetid og økonomisk analyse
Sammenligning af værktøjslevetid mellem gevindfræsning og tapning i hærdet stål afslører dramatiske forskelle, der direkte påvirker fremstillingsøkonomien. I gennemhærdede stål over 45 HRC producerer kvalitetstappe typisk 15-25 acceptable gevind før udskiftning, mens gevindfræsere kan generere 200-400 gevind under tilsvarende forhold. Denne 10-15x forbedring i værktøjslevetid ændrer fundamentalt omkostningsligningen på trods af højere indledende værktøjsinvestering.
Overvej et praktisk eksempel, der involverer 100 M8x1,25 gevind i 17-4 PH rustfrit stål (42 HRC). Premium spiralrille-tappe koster ca. €35-45 hver og producerer 20-30 gevind før fejl. Gevindfræsere koster €120-150, men genererer 300-500 gevind før udskiftning. Omkostningerne pr. gevind favoriserer fræsning med 40-50 %, før der tages højde for sekundære faktorer som maskinnedetid og reduktion af skrot.
Cyklustidsanalyse kræver omhyggelig overvejelse af opsætning og programmeringskompleksitet. Tappecyklusser fuldføres på 8-15 sekunder pr. gevind afhængigt af dybde og stigning, mens gevindfræsning kræver 25-45 sekunder for tilsvarende funktioner. Denne sammenligning ignorerer dog sandsynligheden for tappeknæk og tilhørende nedetid. En enkelt knækket tap kan kræve 30-60 minutter til udtrækning og hulreparation, hvilket eliminerer enhver cyklustidsfordel.
For højpræcisionsresultater, Modtag et detaljeret tilbud inden for 24 timer fra Microns Hub.
Gevindkvalitet og geometrisk nøjagtighed
Gevindkvalitetsforskelle mellem fræsning og tapning bliver udtalte i hærdede stålanvendelser, hvor skærekræfter og værktøjsafbøjning i høj grad påvirker den endelige geometri. Gevindfræsning producerer konsekvent overlegne gevindprofiler med stigningsdiameter variationer, der typisk holdes inden for ±0,025 mm sammenlignet med ±0,050 mm, der kan opnås ved tapning i hærdede materialer.
Overfladefinishkvaliteten favoriserer stærkt gevindfræsning i hærdede stålanvendelser. De mange skærekanter og optimerede spåndannelse, der er karakteristisk for gevindfræsere, producerer Ra-værdier på 0,8-1,6 μm, mens tappede gevind i lignende materialer typisk udviser 2,5-4,0 μm Ra-værdier. Denne forbedring bliver kritisk i applikationer, der kræver udmattelsesmodstand eller korrosionsbestandighed, hvor overfladeuregelmæssigheder fungerer som spændingskoncentratorer eller spaltekorrosionsinitieringssteder.
Geometrisk nøjagtighed strækker sig ud over overfladefinish til at omfatte gevindformnøjagtighed og opretholdelse af positionstolerance. Gevindfræsning opretholder ensartede gevindvinkler (typisk ±0,5°) selv i varierende hårdhedszoner, mens tappede gevind kan udvise 1-2° variationer, når tappe afbøjes under varierende skærebelastninger. Denne nøjagtighedsfordel viser sig at være essentiel i præcisionssamlinger, hvor gevindinterferens påvirker samlingskræfter og ensartethed af samlingsforspænding.
Maskinværktøjskrav og opsætningsbetragtninger
Maskinværktøjskrav adskiller sig markant mellem gevindfræsnings- og tappeoperationer, især ved bearbejdning af hærdede stål. Tapning kræver en stiv spindelkonstruktion med nøjagtige synkroniseringsegenskaber, hvilket typisk begrænser applikationer til bearbejdningscentre med dedikerede tappecyklusser og tilstrækkelig drejningsmomentkapacitet. Spindeleffektkravene til tapning af hærdede stål overstiger ofte 5-8 kW for M10 og større gevind på grund af høje drejningsmomentkrav.
Gevindfræsning stiller andre krav til maskinværktøjer, der kræver præcise interpoleringsegenskaber og stabile skæreforhold snarere end maksimalt drejningsmomentoutput. De fleste moderne 3-aksede bearbejdningscentre kan med succes udføre gevindfræsningsoperationer, selvom 5-akse kapacitet bliver fordelagtig for vinklede eller komplekse gevindfunktioner. Spindelhastigheder for gevindfræsning varierer typisk fra 1.500-4.000 RPM afhængigt af fræserdiameter og materiale, hvilket stiller moderate krav til spindeleffektsystemer.
Programmeringskompleksitet repræsenterer en væsentlig overvejelse for produktionsimplementering. Tapning kræver simple G84- eller G74-cannede cyklusser med minimal programmeringskompleksitet, hvilket gør det tilgængeligt for programmører på begynderniveau. Gevindfræsning kræver spiralformet interpoleringsprogrammering (G02/G03 med samtidig Z-akse bevægelse) eller specialiseret CAM-software med gevindskæringsrutiner. Denne kompleksitet oversættes til længere programmeringstid og øgede færdighedskrav for opsætningspersonale.
Skæreparametre og procesoptimering
Optimale skæreparametre for hærdet stålgevindskæring varierer dramatisk mellem tappe- og fræseprocesser. Tappeparametre er stort set begrænset af gevindstigningskrav - en M10x1,5 tap skal fremføres 1,5 mm pr. omdrejning uanset materialegenskaber. Denne begrænsning tvinger kompromiser i valg af overfladehastighed, hvilket ofte resulterer i suboptimale skæreforhold for hærdede materialer.
| Procesparameter | Gevindskæring (4340 @ 38 HRC) | Gevindfræsning (4340 @ 38 HRC) | Optimeringsfordel |
|---|---|---|---|
| Skærehastighed (m/min) | 8-12 | 80-120 | Gevindfræsning |
| Fremføringshastighed (mm/omdr.) | Fast (stigning) | 0.05-0.15 | Gevindfræsning |
| Skærekraft (N) | 800-1,200 | 200-400 | Gevindfræsning |
| Værktøjsindgreb | 100% | 15-25% | Gevindfræsning |
Gevindfræsningsparametre kan optimeres uafhængigt for skærehastighed, tilspændingshastighed og aksialt indgreb. Overfladehastigheder på 80-150 m/min kan opnås i hærdede stål ved hjælp af karbidgevindfræsere med passende belægninger sammenlignet med 8-15 m/min typisk for tappeoperationer. Denne hastighedsfordel oversættes direkte til forbedret værktøjslevetid gennem reduceret arbejdshærdning og bedre spånevakuering.
Kølevæskeapplikation viser sig at være kritisk for begge processer, men præsenterer forskellige udfordringer. Tapning kræver oversvømmelseskøling eller gennem-spindel levering for at forhindre spånfyldning og give tilstrækkelig smøring. Gevindfræsning drager fordel af tågekølevæskeapplikation, der ikke forstyrrer spånevakueringen, samtidig med at den giver termisk kontrol og forlænget værktøjslevetid.
Omkostningsanalyse: Indledende investering vs. driftsøkonomi
Den økonomiske sammenligning mellem gevindfræsning og tapning i hærdede stålanvendelser kræver analyse på tværs af flere omkostningskategorier, herunder værktøj, maskintid, kvalitetsomkostninger og sekundære operationer. Indledende værktøjsinvestering favoriserer stærkt tapning med premium tappe, der koster €35-60 sammenlignet med €120-200 for tilsvarende gevindfræsere. Denne analyse ændrer sig dog dramatisk, når man overvejer værktøjslevetid og samlede omkostninger pr. gevind.
Driftsomkostningsanalyse skal tage højde for sandsynligheden for tappeknæk og tilhørende genopretningsomkostninger. Udtrækning af knækkede tappe i hærdede stålkomponenter kræver ofte elektrisk udladningsbearbejdning (EDM) eller specialiserede udtrækningsværktøjer, med omkostninger, der når €200-500 pr. hændelse inklusive arbejdskraft og potentielt skrot. Gevindfræsning eliminerer praktisk talt knækrisiko på grund af lavere skærekræfter og overlegen spånevakuering.
Kvalitetsomkostninger favoriserer markant gevindfræsning i hærdede stålanvendelser. Forbedret gevindgeometri og overfladefinish reducerer sandsynligheden for samlingsproblemer, krydsgevind eller for tidligt samlingsfejl. Disse kvalitetsforbedringer oversættes til reducerede garantiomkostninger og forbedret kundetilfredshed, selvom kvantificering kræver applikationsspecifik analyse.
Når du bestiller fra Microns Hub, drager du fordel af direkte producentrelationer, der sikrer overlegen kvalitetskontrol og konkurrencedygtige priser sammenlignet med markedspladsplatforme. Vores tekniske ekspertise og personlige service tilgang betyder, at hvert projekt får den opmærksomhed på detaljer, der kræves for optimale gevindskæringsløsninger i hærdede stålkomponenter.
Applikationsspecifikke anbefalinger
Luftfartsapplikationer, der involverer udskillelseshærdede rustfrie stål eller titaniumlegeringer, favoriserer stærkt gevindfræsning på grund af materialets arbejdshærdningsegenskaber og strenge kvalitetskrav. Komponenter som landingsstelssamlinger, motorophæng og strukturelle fittings kræver gevindkvalitet, der konsekvent opfylder eller overstiger specifikationskravene. Den overlegne geometriske nøjagtighed og overfladefinish, der opnås gennem gevindfræsning, retfærdiggør den ekstra cyklustid i disse kritiske applikationer.
Bilapplikationer præsenterer mere nuancerede udvælgelseskriterier, hvor produktionsvolumen og komponentkritikalitet påvirker procesvalget. Store transmissionskomponenter eller motorblokke kan retfærdiggøre tapning af gevind i gennemhærdede områder under 35 HRC, mens små specialkomponenter drager fordel af gevindfræsningens fleksibilitet og kvalitetsfordele. Muligheden for at producere flere gevindstørrelser med en enkelt gevindfræser giver betydelige fordele i små serier, høj-mix produktionsmiljøer.
Medicinsk udstyrsproduktion, især ortopædiske implantater og kirurgiske instrumenter, kræver gevindfræsning af biokompatible materialer som 17-4 PH rustfrit stål eller titaniumlegeringer. Den overlegne overfladefinish og geometriske nøjagtighed påvirker direkte enhedens ydeevne og levetid. Gevindfræsningens evne til at opretholde en ensartet kvalitet på tværs af varierende hårdhedszoner viser sig at være essentiel i komponenter, der kræver omfattende varmebehandling eller overflademodifikationsprocesser.
For producenter, der søger omfattende løsninger ud over gevindskæringsoperationer, kan pladebearbejdningstjenester levere integrerede fremgangsmåder, der optimerer den samlede komponentproduktion. Ligeledes omfatter vores produktionstjenester det komplette udvalg af processer, der kræves til komplekse hærdede stålkomponenter.
Integration med avancerede fremstillingsprocesser
Gevindfræsningsintegration med avancerede fremstillingsprocesser som drivne værktøjsoperationer giver betydelige fordele ved kompleks komponentfremstilling. Fleraksede bearbejdningscentre kan kombinere drejning, fræsning og gevindskæringsoperationer i enkelte opsætninger, hvilket reducerer håndteringstiden og forbedrer geometriske forhold mellem funktioner. Denne integration viser sig at være særligt værdifuld i hærdede stålkomponenter, hvor flere opsætninger øger risikoen for arbejdshærdning og dimensionsvariation.
Hård drejning efterfulgt af gevindfræsning repræsenterer en ny fremgangsmåde for komponenter, der kræver omfattende bearbejdning i hærdet tilstand. Denne sekvens minimerer varmebehandlingsforvrængning, samtidig med at den opretholder overlegen gevindkvalitet sammenlignet med bearbejdning før hærdning og efterfølgende varmebehandling. Kombinationen viser sig at være særligt effektiv for komponenter, der kræver geometriske tolerancer, der er strammere end muligt gennem konventionelle varmebehandlings- og slibesekvenser.
Additiv fremstillingsintegration repræsenterer en fremtidig mulighed, hvor gevindfræsning giver overlegen gevindkvalitet sammenlignet med som-printede gevind. Komponenter produceret gennem selektiv lasersmeltning (SLM) eller elektronstrålesmeltning (EBM) kræver ofte efterbehandling af kritiske gevindfunktioner. Gevindfræsning imødekommer de varierende overfladeforhold og materialegenskaber, der er karakteristiske for additivt fremstillede komponenter bedre end konventionelle tappemetoder.
Fremtidige tendenser og teknologiudvikling
Nye værktøjsbelægningsteknologier fortsætter med at forbedre gevindfræsningens ydeevne i hærdede stålanvendelser. Avancerede belægningssystemer som AlCrN og diamantlignende carbon (DLC) giver forbedret slidstyrke og reducerede friktionskoefficienter, hvilket forlænger værktøjslevetiden med yderligere 30-50 % sammenlignet med konventionelle TiAlN-belægninger. Disse udviklinger styrker yderligere de økonomiske fordele ved gevindfræsning i krævende applikationer.
Adaptive bearbejdningsteknologier, der overvåger skærekræfter og automatisk justerer parametre, viser særligt løfte for gevindfræsningsapplikationer. Disse systemer kan registrere arbejdshærdningsforhold eller værktøjsslitage og ændre skæreparametre i realtid for at opretholde optimal ydeevne. Sådanne kapaciteter viser sig at være særligt værdifulde i hærdede stålanvendelser, hvor materialegenskaber kan variere inden for individuelle komponenter.
Højhastigheds gevindfræsning repræsenterer en ny tendens, hvor skærehastigheder, der nærmer sig 200-300 m/min, bliver mulige gennem specialiseret værktøj og maskinværktøjsdesign. Disse udviklinger lover at eliminere den cyklustidsulempe, der traditionelt er forbundet med gevindfræsning, samtidig med at de opretholder overlegen gevindkvalitet og værktøjslevetidsegenskaber.
Ofte stillede spørgsmål
Hvilken hårdhedstærskel gør gevindfræsning mere omkostningseffektivt end tapning i stål?
Krydspunktet opstår typisk omkring 32-35 HRC, hvor tappeknækfrekvenserne begynder at stige markant, mens gevindfræserens ydeevne forbliver stabil. Over 40 HRC bliver gevindfræsning økonomisk overlegen i de fleste applikationer på grund af dramatisk forbedret værktøjslevetid og reducerede skrothastigheder.
Kan gevindfræsning producere gevind til de samme nøjagtighedsstandarder som tapning?
Gevindfræsning producerer konsekvent overlegen nøjagtighed sammenlignet med tapning i hærdede stål, med stigningsdiameter tolerancer, der typisk er 40-50 % strammere. Overfladefinishforbedringer på 50-60 % er almindelige, hvilket gør gevindfræsning til det foretrukne valg til præcisionsapplikationer, der kræver klasse 2A-pasninger eller bedre.
Hvordan påvirker programmeringskompleksitet implementeringen af gevindfræsning?
Moderne CAM-software har stort set elimineret programmeringskompleksitetsbekymringer gennem specialiserede gevindskæringsrutiner og automatiseret værktøjsbanegenerering. Opsætningstiden stiger med ca. 15-20 % sammenlignet med tapning, men denne investering genvindes inden for de første par produktionsdele gennem forbedret kvalitet og reduceret skrot.
Hvilke maskinværktøjsmodifikationer er nødvendige for gevindfræsning af hærdede stål?
De fleste eksisterende 3-aksede bearbejdningscentre kan udføre gevindfræsning uden modifikation, forudsat at de har tilstrækkelig spindeleffekt (typisk 3-5 kW minimum) og spiralformet interpoleringskapacitet. Gennem-spindel kølevæskelevering, selvom det er fordelagtigt, er ikke obligatorisk for vellykkede gevindfræsningsoperationer.
Hvordan adskiller kravene til skærevæske sig mellem gevindfræsning og tapning?
Gevindfræsning kræver typisk mindre aggressiv kølevæskelevering end tapning, hvor tågekøling ofte er tilstrækkelig til de fleste applikationer. Tapning kræver oversvømmelseskøling eller gennem-spindel levering for at forhindre spånfyldning og give tilstrækkelig smøring i den begrænsede skærezone.
Hvilke gevindstørrelser favoriserer hver proces i hærdede stålanvendelser?
Gevindfræsning viser stigende fordele, når gevindstørrelsen øges, hvor M6 og større gevind typisk favoriserer fræsning i hærdede stål. Mindre gevind (M3-M5) kan stadig retfærdiggøre tapning i moderat hårde materialer (30-35 HRC) afhængigt af produktionsvolumen og kvalitetskrav.
Hvordan påvirker batchstørrelse den økonomiske sammenligning mellem processer?
Stor volumenproduktion (>10.000 stykker årligt) kan retfærdiggøre tapning af moderat hårde stål på grund af hurtigere cyklustider, mens lav volumen, høj-mix produktion stærkt favoriserer gevindfræsningens fleksibilitet og kvalitetskonsistens. Krydspunktet varierer med materialehårdhed og gevindspecifikationer.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece