Drejebænke med drevne værktøjer: Kombination af drejning og fræsning til komplekse geometrier
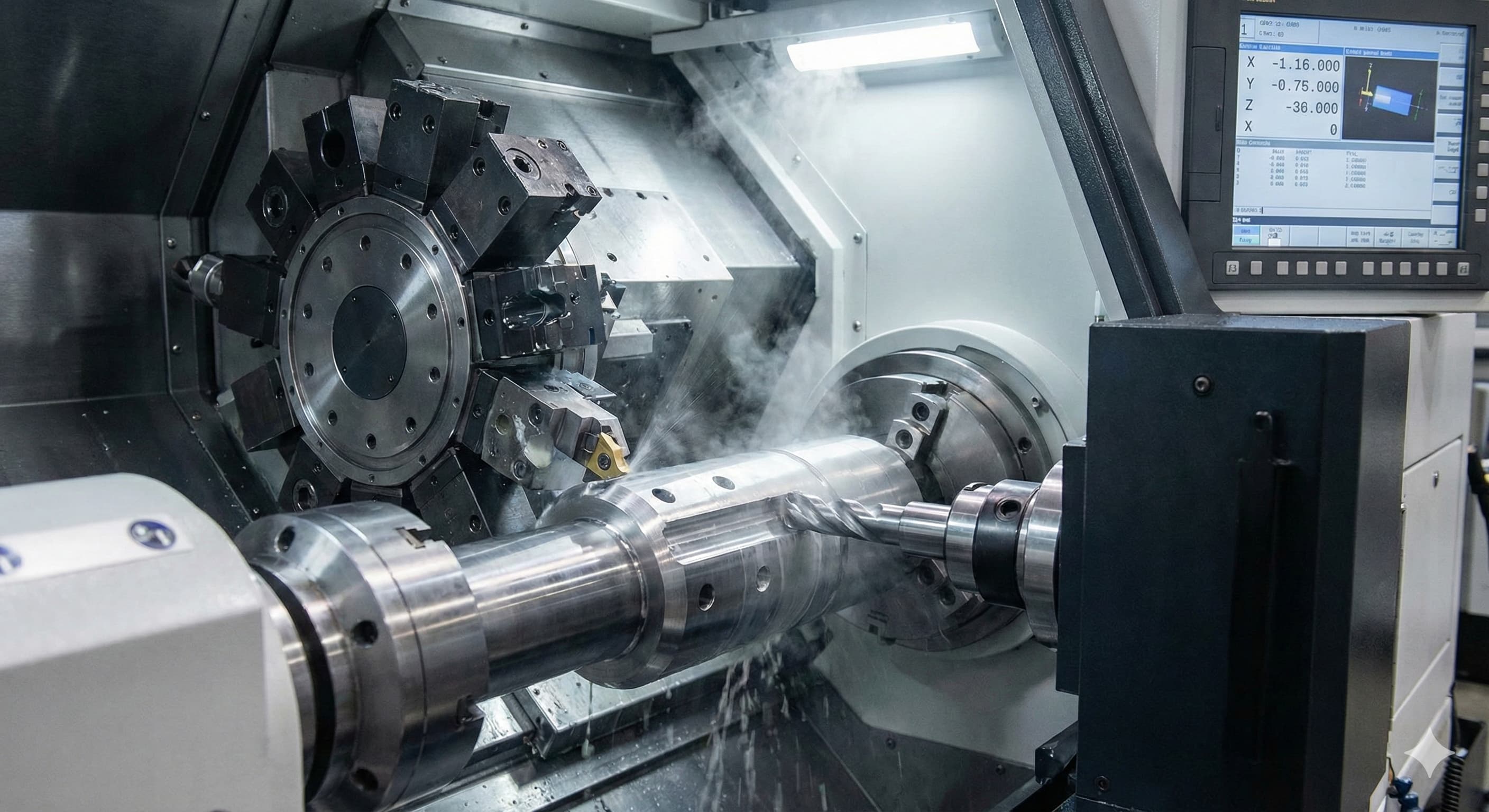
Drejebænke med drevne værktøjer eliminerer den traditionelle begrænsning ved at adskille dreje- og fræseoperationer ved at integrere drevne skæreværktøjer direkte i drejebænks spindelsystem. Denne teknologi gør det muligt for producenter at fuldføre komplekse geometrier, der kræver både rotations- og lineære skærebevægelser i en enkelt opsætning, hvilket reducerer håndteringsfejl og dramatisk forbedrer delnøjagtigheden for komponenter med snævre tolerancer under ±0,02 mm.
- Drevne værktøjssystemer kombinerer dreje- og fræsefunktioner i én opsætning, hvilket reducerer delhåndtering og forbedrer nøjagtigheden for komplekse geometrier
- Korrekt værktøjsvalg og spindelhastighedskoordinering mellem hoved- og subspindler er afgørende for at opnå overfladefinish under Ra 0,8 μm
- Omkostningseffektiviteten stiger markant for dele, der kræver både radial boring, tværfræsning og drejning sammenlignet med separate maskinopsætninger
- Integrationsudfordringer omfatter termisk styring, vibrationskontrol og koordineret programmering mellem flere skæreakser
Forståelse af teknologiarkitekturen for drevne værktøjer
Drevne værktøjssystemer integrerer drevne skæreværktøjer direkte i drejebænks revolver via dedikerede spindeldrev. I modsætning til statiske værktøjer, der udelukkende er afhængige af emnets rotation, modtager drevne værktøjer uafhængig rotationskraft fra elektriske eller hydrauliske motorer monteret i revolverenheden. Denne dobbeltbevægelsesfunktion muliggør operationer som radial boring, tværfræsning og kompleks konturering, mens emnet forbliver fastspændt i hovedspindlen.
Den grundlæggende arkitektur består af tre primære komponenter: hovedspindelsystemet, der håndterer emnets rotation, de revolvermonterede drevne værktøjsspindler, der giver skæreværktøjets rotation, og det koordinerede CNC-styresystem, der styrer samtidige multiaksebevægelser. Moderne drejebænke med drevne værktøjer har typisk 8-12 drevne værktøjspositioner med spindelhastigheder, der spænder fra 50-6.000 RPM, afhængigt af de specifikke værktøjskrav og emnemateriale.
Kraftoverførsel til drevne værktøjer sker enten via direkte drevne elektriske motorer eller hydrauliske systemer. Elektriske drevsystemer tilbyder overlegen hastighedskontrolpræcision og foretrækkes til applikationer, der kræver ensartede overfladefinish under Ra 1,6 μm. Hydrauliske systemer giver højere drejningsmoment, hvilket gør dem velegnede til kraftige fræseoperationer på materialer som hærdet stål eller titaniumlegeringer, hvor skærekræfterne overstiger 2.000 N.
Integrationen af drevne værktøjer påvirker i høj grad bearbejdningsvibrationsegenskaber, især ved skæring af tyndvæggede sektioner, hvor vægtykkelsen falder under 3 mm. Korrekt systemstivhed bliver afgørende for at opretholde dimensionsnøjagtighed på tværs af flere skæreoperationer.
Operationelle kapaciteter og procesintegration
Drejebænke med drevne værktøjer udmærker sig ved fremstilling af komponenter, der traditionelt krævede flere opsætninger på tværs af forskellige maskintyper. De primære operationelle kapaciteter omfatter radial boring, excentrisk fræsning, gearskæring, polygonbearbejdning og kompleks overfladekonturering. Hver operationstype kræver specifik overvejelse af skæreparametre, værktøjsgeometri og emneopspænding for at opnå optimale resultater.
Radiale boreoperationer drager betydeligt fordel af implementering af drevne værktøjer, da huller kan bearbejdes vinkelret på hovedaksen uden at flytte emnet. Denne kapacitet er afgørende for komponenter som hydrauliske manifolde, hvor præcise hulpositioneringstolerancer på ±0,05 mm skal opretholdes på tværs af flere boreoperationer. Elimineringen af opsætningsændringer reducerer kumulative positionsfejl, der typisk akkumuleres under traditionel fler-maskine behandling.
Tværfræseoperationer muliggør oprettelse af notgange, flader og komplekse profiler langs emnets længde. Kombinationen af emnerotation og drevet værktøjsbevægelse giver mulighed for spiralfræsning, som producerer overlegne overfladefinish sammenlignet med konventionel rømning eller EDM-processer. Spiralinterpoleringsteknikker kan opnå overfladeruhedsværdier under Ra 0,4 μm på aluminiumslegeringer som 6061-T6, når de implementeres korrekt.
Komplekse kontureringsoperationer repræsenterer den mest avancerede anvendelse af drevet værktøjsteknologi. Ved at koordinere hovedspindlens C-akse med drevet værktøjsrotation og lineær bevægelse kan producenter skabe indviklede geometrier såsom knastprofiler, uregelmæssige polygoner og skulpturelle overflader. Denne kapacitet er særligt værdifuld for rumfartskomponenter og præcisionsinstrumenteringsdele, hvor geometrisk kompleksitet direkte påvirker funktionel ydeevne.
Tekniske specifikationer og ydelsesparametre
Ydelsen af et drevet værktøjssystem afhænger i høj grad af spindelspecifikationer, kraftoverførselseffektivitet og termiske styringsegenskaber. Forståelse af disse tekniske parametre muliggør korrekt systemvalg og optimal procesplanlægning for specifikke fremstillingskrav.
| Parameter | Standardområde | Højtydende område | Anvendelseseffekt |
|---|---|---|---|
| Spindelhastighed for drevne værktøjer | 50-3.000 RPM | 100-8.000 RPM | Overfladekvalitet |
| Spindeleffekt | 3-7.5 kW | 7.5-22 kW | Materialefjernelseshastigheder |
| Værktøjsholderkonus | BT30, BT40 | HSK-A63, HSK-E40 | Værktøjsskiftehastighed, stivhed |
| Positioneringsnøjagtighed | ±0.01 mm | ±0.005 mm | Dimensional toleranceevne |
| Repeterbarhed | ±0.005 mm | ±0.002 mm | Proceskonsistens |
Spindeleffektkravene varierer betydeligt baseret på materialetype og skæreparametre. Aluminiumslegeringer kræver typisk 2-5 kW for effektive fræseoperationer, mens hærdede stål og titaniumlegeringer kan kræve 10-15 kW for sammenlignelige materialefjernelseshastigheder. Effekt-til-vægt-forholdet for det drevne værktøjssystem påvirker direkte de opnåelige skærehastigheder og den samlede produktivitet.
Termisk styring bliver kritisk under udvidede drevne værktøjsoperationer, især ved skæring af vanskeligt bearbejdelige materialer. Spindeltemperaturstigninger over 60 °C kan forårsage dimensionsdrift og for tidligt værktøjsslid. Avancerede systemer inkorporerer dedikerede kølekredsløb og temperaturovervågning for at opretholde ensartet ydeevne under hele produktionskørsler.
Valg af værktøjsholderinterface påvirker i høj grad systemstivhed og værktøjsskifteeffektivitet. HSK-systemer giver overlegen spændekraft og repeterbarhed sammenlignet med traditionelle BT-konus, hvilket gør dem foretrukne til præcisionsapplikationer, der kræver værktøjsskiftenøjagtighed inden for ±0,003 mm.
Materialeovervejelser og skærestrategier
Forskellige materialer kræver specifikke skærestrategier, når de behandles på drejebænke med drevne værktøjer. Kombinationen af dreje- og fræseoperationer skaber unikke udfordringer med hensyn til skærekræfter, spånevakuering og termisk generering, der skal adresseres gennem korrekt parametervalg og værktøjsdesign.
Aluminiumslegeringer, især 6061-T6 og 7075-T6, reagerer godt på drevne værktøjsoperationer på grund af deres gunstige bearbejdningsegenskaber. Høje spindelhastigheder mellem 2.000-4.000 RPM kombineret med aggressive tilspændingshastigheder op til 0,3 mm/omdrejning muliggør fremragende overfladefinish og høje materialefjernelseshastigheder. Den største udfordring ligger i spånstyring, da aluminiums tendens til at danne lange, strengede spåner kan interferere med samtidige dreje- og fræseoperationer.
| Materiale | Anbefalet hastighed (RPM) | Tilspænding (mm/omdr.) | Kølemetode | Primære udfordringer |
|---|---|---|---|---|
| Al 6061-T6 | 2.000-4.000 | 0.2-0.4 | Overflødig kølevæske | Spånevakuering |
| Stål 1045 | 800-1.500 | 0.1-0.25 | Højtrykskølevæske | Varmegenerering |
| Rustfrit 316 | 400-800 | 0.05-0.15 | Køling gennem værktøj | Arbejdshærdning |
| Ti-6Al-4V | 200-500 | 0.05-0.1 | Kryogen køling | Værktøjsslitage, varme |
| Inconel 718 | 100-300 | 0.03-0.08 | Højvolumen overflødig | Hurtigt værktøjsslitage |
Stålmaterialer udgør moderate udfordringer i drevne værktøjsapplikationer. Kulstofstål som AISI 1045 bearbejdes let med korrekt køling, mens legeret stål kræver reducerede skærehastigheder for at styre varmegenerering. Den primære bekymring involverer opretholdelse af ensartede skærekræfter på tværs af både dreje- og fræseoperationer for at forhindre emnedeflektion i tyndvæggede sektioner.
Rustfri stålbehandling kræver omhyggelig opmærksomhed på forebyggelse af kolddeformation. Den afbrudte skærenatur af drevne værktøjsoperationer kan forårsage overfladehærdning, hvis skærehastigheder falder under minimumsspåntykkelsestærsklen. Opretholdelse af ensartede tilspændingshastigheder over 0,05 mm/omdrejning hjælper med at forhindre dette problem og sikrer samtidig acceptabel værktøjslevetid.
Titaniumlegeringer repræsenterer de mest udfordrende materialer til drevne værktøjsapplikationer. Den lave termiske ledningsevne af Ti-6Al-4V forårsager hurtig varmeopbygning ved skærekanter, hvilket fører til for tidligt værktøjsfejl. Specialiserede skærestrategier, der involverer trochoidale fræsemønstre og konstante indgrebsvinkler, hjælper med at fordele varmebelastningen mere effektivt.
For højpræcisionsresultater,Indsend dit projekt for et 24-timers tilbud fra Microns Hub.
Værktøjsvalg og opsætningsstrategier
Korrekt værktøjsvalg danner grundlaget for vellykkede drevne værktøjsoperationer. De unikke krav til samtidig drejning og fræsning kræver specialiserede skæreværktøjer designet til at håndtere de dynamiske skæreforhold og varierende spånbelastninger, der opstår under fleraksebearbejdning.
Valg af endefræser til drevne værktøjsapplikationer adskiller sig betydeligt fra konventionelle fræseoperationer. Værktøjer skal modstå de centrifugalkræfter, der genereres af emnerotation, samtidig med at de opretholder skæreeffektivitet under radialt indgreb. Carbidværktøjer med TiAlN-belægninger giver optimal ydeevne til de fleste applikationer og tilbyder slidstyrke og termisk stabilitet op til 800 °C skæretemperaturer.
Værktøjsgeometri bliver kritisk ved overgang mellem dreje- og fræseoperationer inden for det samme program. Endefræser med variabel helix reducerer risikoen for rysten under tværfræseoperationer, mens ujævn afstand hjælper med at minimere harmoniske vibrationer, der kan forårsage forringelse af overfladefinish. Valg af hjørneradius skal balancere kantstyrke med opnåelige krav til overfladeruhed.
Valg af bor til radiale boreoperationer kræver overvejelse af både spånevakuering og krav til hul kvalitet. Bor med gennemgående køling er afgørende for huller dybere end 3× diameter, da spånevakuering bliver vanskelig på grund af den sammensatte bevægelse af emnerotation og borfremføring. Hultolerancekapaciteter spænder typisk fra IT7 til IT9 afhængigt af bor kvalitet og opsætningsstivhed.
Værktøjsforindstillingsnøjagtighed påvirker direkte den samlede delkvalitet og opsætningseffektivitet. Drevne værktøjssystemer kræver forindstillingstolerancer inden for ±0,005 mm for at opretholde positionsnøjagtighed på tværs af flere skæreoperationer. Avanceret forindstillingsudstyr med automatiske værktøjsgenkendelsessystemer reducerer opsætningstiden og sikrer samtidig ensartet værktøjspositionering.
Programmering og procesoptimering
CNC-programmering til drejebænke med drevne værktøjer kræver avancerede teknikker, der koordinerer flere spindelsystemer, mens de styrer komplekse værktøjsbaner. Moderne CAM-softwarepakker tilbyder specialiserede moduler til drevet værktøjsprogrammering, men forståelse af de underliggende principper er fortsat afgørende for procesoptimering.
Synkronisering mellem hovedspindlens C-akse positionering og drevne værktøjsoperationer kræver præcis timingkontrol. CNC-systemet skal koordinere emnets vinkelposition med værktøjsindgreb for at sikre korrekt skæregeometri under hele operationen. Denne koordinering bliver særligt kritisk under spiralinterpolering, hvor vinkel- og lineære bevægelser skal forblive perfekt synkroniserede for at opretholde konstant spånbelastning.
Tilspændingshastighedsoptimering involverer afbalancering af produktivitet med krav til overfladefinish på tværs af forskellige skæreoperationer. Drejeoperationer opnår typisk optimale resultater med konstant overfladehastighedsprogrammering, mens fræseoperationer drager fordel af konstante tilspændingsstrategier pr. tand. Overgangen mellem disse programmeringstilstande skal ske problemfrit for at forhindre variationer i overfladefinish ved operationsgrænser.
Emnets fastspændingsstrategier påvirker i høj grad opnåelig nøjagtighed og overfladefinishkvalitet. Traditionelle tre-kæbede patroner kan introducere rundløbsfejl, der forstærkes under drevne værktøjsoperationer. Dedikerede opspændingsarmaturer designet til specifikke delgeometrier giver ofte overlegne resultater, især for komponenter, der kræver koncentricitetstolerancer under 0,02 mm.
Værktøjsbaneoptimering fokuserer på at minimere luftskæretid og samtidig opretholde ensartede skæreforhold. Hurtige tværgående bevægelser mellem operationer skal følge optimerede baner, der undgår kollision med både emne- og armaturkomponenter. Avancerede CAM-systemer giver simuleringsfunktioner, der verificerer værktøjsbaner og identificerer potentielle interferensforhold før programudførelse.
Kvalitetskontrol og målestrategier
Kvalitetskontrol i drevne værktøjsoperationer kræver omfattende målestrategier, der adresserer de unikke udfordringer ved fleroperationsfremstilling. Kombinationen af dreje- og fræsefunktioner på en enkelt del kræver inspektionsteknikker, der er i stand til at verificere komplekse geometrier med høj nøjagtighed og repeterbarhed.
Koordinatmålemaskiner (CMM'er) giver den mest omfattende løsning til inspektion af drevne værktøjsdele. Muligheden for at måle både drejede og fræsede funktioner ved hjælp af ensartede koordinatsystemer sikrer, at de korrekte funktionsrelationer opretholdes. Touch probe-systemer muliggør måling af interne funktioner, der kan være utilgængelige med traditionelle målemetoder.
On-machine probing-systemer tilbyder realtidsverifikationsfunktioner, der muliggør procesjustering under fremstilling. Moderne drejebænke med drevne værktøjer kan udstyres med touch probes, der verificerer kritiske dimensioner umiddelbart efter bearbejdning, hvilket giver mulighed for automatiske offsetjusteringer for at opretholde snævre tolerancer under hele produktionskørsler.
Overfladefinishmåling bliver kompleks, når man har at gøre med dele, der indeholder både drejede og fræsede overflader. Forskellige måleteknikker kan være påkrævet for forskellige overfladeorienteringer, og korrelation mellem målemetoder skal etableres for at sikre konsistens. Drejede overflader udviser typisk cirkulære lægmønstre, mens fræsede overflader viser retningsbestemte mønstre relateret til værktøjsbevægelse.
Implementering af statistisk proceskontrol (SPC) kræver omhyggelig overvejelse af de mange variabler, der er involveret i drevne værktøjsoperationer. Kontrolkort skal tage højde for værktøjsslidsprogression på tværs af forskellige skæreoperationer og interaktionseffekterne mellem dreje- og fræseprocesser på den endelige delkvalitet.
Omkostningsanalyse og økonomiske overvejelser
Implementering af drevne værktøjer involverer betydelige kapitalinvesteringer, der skal retfærdiggøres gennem forbedret produktivitet, reducerede opsætningsomkostninger og forbedret delkvalitet. Forståelse af de økonomiske faktorer muliggør korrekt evaluering af drevne værktøjssystemer til specifikke fremstillingsapplikationer.
De indledende udstyrsomkostninger for drejebænke med drevne værktøjer spænder fra €150.000 for basissystemer til €800.000 for avancerede multiaksekonfigurationer. Omkostningspræmien i forhold til konventionelle drejebænke spænder typisk fra 40-70 %, afhængigt af antallet af drevne værktøjspositioner og systemkompleksitet. Denne investering skal evalueres i forhold til de potentielle besparelser i opsætningstid, lønomkostninger og forbedret kvalitetskonsistens.
| Omkostningsfaktor | Konventionel proces | Drevne værktøjer proces | Besparelsespotentiale |
|---|---|---|---|
| Opsætningstid pr. del | 45-60 minutter | 15-25 minutter | 50-65% |
| Håndteringsoperationer | 3-5 opsætninger | 1 opsætning | 70-80% |
| Dimensional nøjagtighed | ±0.05 mm typisk | ±0.02 mm opnåeligt | Reduceret skrothastighed |
| Gulvpladsbehov | Flere maskiner | Enkelt maskine | 40-60% |
| Arbejdskraftbehov | 2-3 operatører | 1 operatør | 50-65% |
Værktøjsomkostninger repræsenterer en betydelig løbende udgift i drevne værktøjsoperationer. De specialiserede skæreværktøjer, der kræves til drevne værktøjsapplikationer, koster typisk 20-40 % mere end konventionelle værktøjer på grund af deres forbedrede designkrav og lavere produktionsvolumener. Forbedret værktøjslevetid som følge af bedre skæreforhold opvejer dog ofte denne indledende omkostningspræmie.
Produktionsvolumenovervejelser spiller en afgørende rolle i økonomisk begrundelse. Drevne værktøjssystemer demonstrerer klare fordele for mellemstore til store produktionsvolumener, hvor reduktion af opsætningstid giver betydelige besparelser. For applikationer med lavt volumen kan fordelene være mindre udtalte, medmindre delkompleksitet eller kvalitetskrav berettiger investeringen.
Når du bestiller fra Microns Hub, drager du fordel af direkte producentrelationer, der sikrer overlegen kvalitetskontrol og konkurrencedygtige priser sammenlignet med markedspladsplatforme. Vores tekniske ekspertise og personlige service betyder, at hvert projekt får den opmærksomhed på detaljer, det fortjener, især for komplekse drevne værktøjsapplikationer, der kræver præcis koordinering mellem flere fremstillingsprocesser.
Mange drevne værktøjsapplikationer komplementerer andre fremstillingsprocesser såsom sprøjtestøbningstjenester, hvor præcisionsformkomponenter kræver de komplekse geometrier, der kan opnås gennem kombinerede dreje- og fræseoperationer. Vores omfattende fremstillingstjenester muliggør problemfri integration på tværs af flere produktionsteknologier.
Implementeringsudfordringer og løsninger
Vellykket implementering af drevne værktøjer kræver adressering af flere tekniske og operationelle udfordringer, der kan påvirke systemets ydeevne og delkvalitet. Forståelse af disse udfordringer og deres løsninger muliggør mere effektiv procesplanlægning og systemoptimering.
Termisk styring repræsenterer en af de mest betydningsfulde udfordringer i drevne værktøjsoperationer. Kombinationen af flere skæreprocesser genererer betydelig varme, der effektivt skal fjernes for at opretholde dimensionsstabilitet. Utilstrækkelig køling kan forårsage termisk vækst i både emnet og maskinstrukturen, hvilket fører til dimensionsfejl, der overstiger ±0,1 mm i kritiske funktioner.
Vibrationskontrol bliver kompleks på grund af interaktionen mellem flere roterende systemer. Hovedspindlen, drevne værktøjsspindler og emnet skaber et dynamisk system, der er tilbøjeligt til resonansfrekvenser, der kan forårsage rysten og forringelse af overfladefinish. Korrekt spindelhastighedsvalg og optimering af skæreparametre hjælper med at undgå problematiske frekvensområder og samtidig opretholde produktiviteten.
Spånstyring giver unikke udfordringer, når flere skæreoperationer forekommer samtidigt eller i hurtig rækkefølge. Effektive spånevakueringssystemer skal håndtere de varierende spånegenskaber, der produceres af forskellige skæreoperationer, og samtidig forhindre spåninterferens med efterfølgende operationer. Højtrykskølesystemer og dedikerede spåntransportsystemer adresserer disse krav.
Programmeringskompleksitet stiger betydeligt sammenlignet med konventionelle drejebænksoperationer. Koordineringen af flere akser og værktøjssystemer kræver avancerede programmeringsfærdigheder og omfattende forståelse af skæremekanik. Investering i programmeringstræning og avanceret CAM-software bliver afgørende for vellykket implementering.
Værktøjsinterferensdetektion og kollisionsundgåelse kræver sofistikerede programmerings- og simuleringsfunktioner. Nærheden af flere skæreværktøjer og opspændingsanordninger skaber adskillige potentielle kollisionsscenarier, der skal identificeres og undgås gennem omhyggelig programverifikation og maskinsimulering.
Fremtidige udviklinger og teknologitrends
Dreven værktøjsteknologi fortsætter med at udvikle sig med fremskridt inden for maskindesign, styresystemer og skæreværktøjsteknologi. Forståelse af disse trends hjælper producenter med at træffe informerede beslutninger om udstyrsinvesteringer og procesudviklingsstrategier.
Multi-tasking maskinintegration repræsenterer en betydelig trend, hvor drevne værktøjsfunktioner kombineres med yderligere fremstillingsprocesser såsom slibning, gearskæring og additiv fremstilling. Disse hybridsystemer muliggør komplet delfremstilling i en enkelt opsætning, hvilket yderligere reducerer håndteringskrav og forbedrer den samlede produktivitet.
Kunstig intelligens og maskinlæringsintegration muliggør forudsigende vedligeholdelse og automatisk procesoptimering. Avancerede styresystemer kan overvåge skæreforhold i realtid og justere parametre automatisk for at opretholde optimal ydeevne og samtidig forlænge værktøjslevetiden og forbedre delkvalitetskonsistensen.
Værktøjsovervågningssystemer, der bruger akustiske emissionssensorer og vibrationsanalyse, giver realtidsfeedback om skæreforhold og værktøjsslidsprogression. Disse systemer muliggør automatisk værktøjsskifteplanlægning og procesparameterjustering for at opretholde ensartet kvalitet under hele produktionskørsler.
Avancerede materialer og belægningsteknologier fortsætter med at forbedre skæreværktøjets ydeevne til drevne værktøjsapplikationer. Diamantlignende carbonbelægninger og nanostrukturerede værktøjsoverflader giver forbedret slidstyrke og reduceret friktion, hvilket muliggør højere skærehastigheder og forlænget værktøjslevetid.
Ofte stillede spørgsmål
Hvad er de vigtigste fordele ved drejebænke med drevne værktøjer i forhold til separate dreje- og fræseoperationer?
Drejebænke med drevne værktøjer eliminerer flere opsætninger ved at kombinere drejning og fræsning i én operation, hvilket reducerer håndteringsfejl og forbedrer nøjagtigheden til ±0,02 mm. Opsætningstiden falder typisk med 50-65 %, mens dimensionskonsistensen forbedres betydeligt på grund af enkeltpunktsreferering under alle skæreoperationer.
Hvilke typer dele har mest gavn af drevne værktøjsfunktioner?
Komponenter, der kræver radial boring, notgange, flader eller komplekse profiler, har mest gavn af drevne værktøjer. Eksempler omfatter hydrauliske manifolde, rumfartskomponenter, biltransmissionsdele og præcisionsinstrumenteringskomponenter, hvor geometrisk kompleksitet og snævre tolerancer er kritiske.
Hvordan adskiller skærehastigheder og tilspændinger sig mellem dreje- og fræseoperationer på drejebænke med drevne værktøjer?
Drejeoperationer bruger typisk overfladehastighedsprogrammering (150-300 m/min for stål), mens fræseoperationer kræver spindelhastighedsprogrammering (500-3000 RPM). Tilspændingshastigheder skal koordineres mellem operationer, med drejetilspændinger på 0,1-0,4 mm/omdrejning og fræsetilspændinger justeret for spånbelastning pr. tandkrav.
Hvad er de typiske tolerancekapaciteter, der kan opnås med drevne værktøjssystemer?
Moderne drejebænke med drevne værktøjer opnår positioneringsnøjagtighed på ±0,005 mm og repeterbarhed på ±0,002 mm. Dimensionstolerancer på IT7-IT8 kan rutinemæssigt opnås, med IT6 muligt under optimale forhold. Overfladefinishkapaciteter spænder fra Ra 0,4-1,6 μm afhængigt af materiale og skæreparametre.
Hvordan udvikler værktøjsslid sig forskelligt i drevne værktøjer sammenlignet med konventionel bearbejdning?
Drevne værktøjsapplikationer oplever ofte mere ensartet værktøjsslid på grund af afbrudte skæreforhold og bedre varmeafledning. Værktøjsvalg bliver dog kritisk, da værktøjer skal håndtere varierende skærekræfter og spånbelastninger. Korrekt programmering kan forlænge værktøjslevetiden med 20-40 % sammenlignet med konventionelle separate operationer.
Hvilke køle- og smørestategier fungerer bedst til drevne værktøjsoperationer?
Højtrykskølesystemer (20-80 bar) giver optimale resultater til de fleste drevne værktøjsapplikationer. Køling gennem værktøjet er afgørende for boreoperationer dybere end 3× diameter. Minimumsmængdesmøringssystemer (MQL) tilbyder miljømæssige fordele og samtidig opretholde god overfladefinishkvalitet for aluminiums- og stålmaterialer.
Hvordan adskiller programmeringskravene sig for drevne værktøjer sammenlignet med konventionel CNC-programmering?
Dreven værktøjsprogrammering kræver koordinering mellem hovedspindlens C-akse og drevne værktøjsbevægelser, hvilket kræver avancerede CAM-softwarefunktioner. Synkroniseringskommandoer, værktøjsinterferenskontrol og multiaksekoordinatsystemer tilføjer kompleksitet. Programmeringstiden stiger typisk 30-50 %, men opsætningstiden falder betydeligt, hvilket resulterer i samlede tidsbesparelser.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece