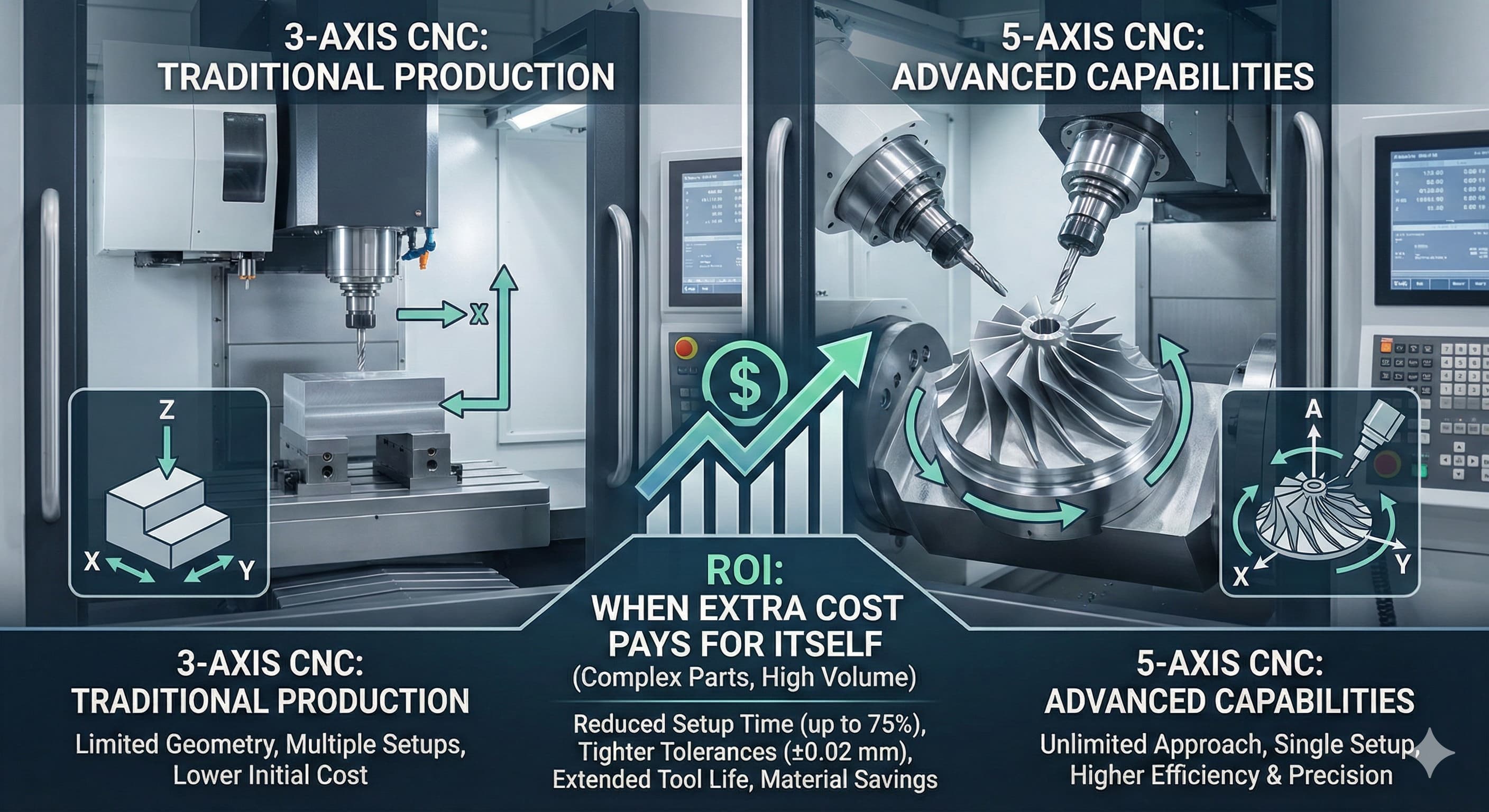
5-akset vs. 3-akset CNC-fræsning: Hvornår den ekstra omkostning betaler sig selv
Beslutningen mellem 3-akset og 5-akset CNC-fræsning repræsenterer et af de mest kritiske kapitalinvesteringsvalg i moderne produktion. Mens 3-aksede maskiner håndterer størstedelen af produktionskravene, åbner 5-aksede systemer for geometriske muligheder, der kan transformere dine produktionskapaciteter - men kun når de er korrekt begrundet af specifikke delkrav og produktionsvolumener.
Vigtigste pointer:
- 5-akset bearbejdning reducerer opsætningstiden med op til 75 % for komplekse geometrier, samtidig med at tolerancer på ±0,02 mm opretholdes
- Break-even-analyse favoriserer typisk 5-akset for dele, der kræver mere end 3 opsætninger eller sammensatte vinkler, der overstiger 30°
- Forbedringer af værktøjets tilgængelighed i 5-aksede systemer kan reducere bearbejdningstiden med 40-60 % på rumfarts- og medicinske komponenter
- Initial investeringspræmie på €200.000-500.000 for 5-akset betaler sig, når den årlige produktion overstiger 500 komplekse dele
Forståelse af de grundlæggende forskelle
Traditionelle 3-aksede CNC-maskiner opererer langs tre lineære akser: X (venstre-højre), Y (for-bag) og Z (op-ned). Emnet forbliver stationært, mens skæreværktøjet bevæger sig i disse tre retninger, hvilket skaber en rektangulær arbejdsomslutning. Denne konfiguration håndterer effektivt ca. 80 % af de generelle bearbejdningskrav, herunder planfræsning, boring og simple konturfræsningsoperationer.
5-akset bearbejdning introducerer to yderligere rotationsakser, typisk betegnet som A- og B-akser. A-aksen roterer omkring X-aksen, mens B-aksen roterer omkring Y-aksen, selvom producenter i stedet kan implementere C-akse rotation omkring Z-aksen. Denne konfiguration gør det muligt for skæreværktøjet at nærme sig emnet fra stort set enhver vinkel, hvilket eliminerer mange geometriske begrænsninger, der er iboende i 3-aksede systemer.
Den kritiske forskel ligger ikke blot i antallet af akser, men i tilgængeligheden. 5-aksede systemer kan bearbejde komplekse funktioner i en enkelt opsætning, der ville kræve flere operationer, fixturer og potentielle nøjagtighedskompromiser på 3-akset udstyr. Denne kapacitet bliver afgørende, når man beskæftiger sig med rumfartskomponenter, medicinske implantater eller komplekse formgeometrier, hvor funktionsrelationer skal opretholde præcise tolerancer.
Sammenligning af tekniske kapaciteter
| Egenskab | 3-Akset CNC | 5-Akset CNC |
|---|---|---|
| Maksimale værktøjsvinkler | Kun vinkelret på emnets overflade | Ubegrænsede tilgangsvinkler |
| Opsætningsreduktioner | Flere opsætninger kræves | Op til 75% reduktion i opsætninger |
| Underskæringsbearbejdning | Umuligt uden specialværktøj | Direkte tilgængelighed |
| Overfladekvalitet | Ra 0.8-3.2 μm typisk | Ra 0.4-1.6 μm opnåeligt |
| Programmeringskompleksitet | Moderat | Høj (CAM-ekspertise kræves) |
| Toleranceevne | ±0.05 mm standard | ±0.02 mm opnåeligt |
Hvornår 5-akset investering giver økonomisk mening
Den økonomiske begrundelse for 5-aksede bearbejdningscentre afhænger i høj grad af delkompleksitet, produktionsvolumener og materialeomkostninger. Vores analyse hos Microns Hub afslører flere nøglescenarier, hvor den ekstra investering betaler sig inden for 18-24 måneder.
Dele, der kræver sammensatte vinkler større end 30° fra vinkelret, repræsenterer primære kandidater til 5-akset bearbejdning. Traditionel 3-akset bearbejdning af sådanne funktioner kræver ofte specialfremstillede fixturer, værktøj med forlænget rækkevidde eller flere opsætninger - hver især introducerer potentiel nøjagtighedsforringelse og øgede cyklustider. En typisk rumfartskonsol med vinklede monteringsflader kan kræve 6-8 operationer på 3-akset udstyr versus 2-3 operationer på et 5-akset system.
Dybhulrumsbearbejdning udgør et andet overbevisende brugstilfælde. Medicinske enhedshuse, sprøjtestøbeforme og turbinekomponenter har ofte dybe lommer med tynde vægge, hvor værktøjsafbøjning bliver kritisk. 5-aksede systemer muliggør kortere, mere stive værktøjer ved at nærme sig funktioner fra optimale vinkler, hvilket reducerer vibrationer og forbedrer vægtykkelsesovervejelser for bearbejdningsstabilitet.
Materialeomkostninger påvirker i væsentlig grad den økonomiske ligning. Ved bearbejdning af dyre legeringer som Inconel 718 (€45-60 pr. kg) eller titanium Ti-6Al-4V (€35-50 pr. kg) berettiger den skrotbesparelse, der opnås gennem bearbejdning i en enkelt opsætning, hurtigt 5-akset præmien. Overvej en titanium rumfartskomponent, hvor en bearbejdningsfejl i den sidste operation i en 4-opsætningssekvens skrotter €500 værd af materiale og 8 timers maskintid.
Opsætningstid og nøjagtighedsanalyse
Reduktion af opsætningstid repræsenterer en af de mest kvantificerbare fordele ved 5-akset bearbejdning. Hver emnepositionering introducerer potentielle fejl gennem fixturens gentagelighedsbegrænsninger, typisk ±0,02-0,05 mm afhængigt af fixturens kvalitet og operatørens færdigheder. Disse akkumulerede tolerancer kan hurtigt forbruge dit tilladte fejlbudget på præcisionskomponenter.
En omfattende undersøgelse af vores produktionsdata viser gennemsnitlige opsætningstider på 45-90 minutter for komplekse 3-aksede operationer versus 15-30 minutter for tilsvarende 5-aksede operationer. Endnu vigtigere er det, at elimineringen af flere opsætninger fjerner kumulative positioneringsfejl, hvilket muliggør strammere overordnede tolerancer. Dele, der kræver ±0,025 mm geometrisk tolerance på funktioner, der er bearbejdet i forskellige opsætninger, viser sig ofte umulige at opnå konsekvent på 3-akset udstyr.
Datapunkter og referenceoverflader opretholder deres relationer gennem 5-aksede operationer, hvilket eliminerer den tolerancestabling, der er iboende i processer med flere opsætninger. Denne fordel bliver kritisk i industrier som rumfart, hvor geometrisk dimensionering og tolerancestandarder (GD&T) i henhold til ASME Y14.5-standarder kræver præcis kontrol af funktionsrelationer.
For højpræcisionsresultater,Få et tilbud på 24 timer fra Microns Hub.
Værktøjslevetid og overfladefinishovervejelser
5-akset bearbejdning muliggør optimale værktøjsindgrebsvinkler, der dramatisk kan forlænge værktøjets levetid og samtidig forbedre overfladefinishkvaliteten. Ved at opretholde konstant spånlast og undgå ugunstige skæreforhold opnår 5-aksede operationer ofte 25-40 % længere værktøjslevetid sammenlignet med tilsvarende 3-aksede processer.
Muligheden for at vippe spindlen giver mulighed for optimal spånevakuering, hvilket er særligt kritisk ved bearbejdning af dybe funktioner eller arbejde med materialer, der producerer lange, strengede spåner som austenitiske rustfrie stål. Korrekt spånevakuering forhindrer genskæring, hvilket forringer overfladefinishen og accelererer værktøjsslitage.
Reduktion af kamhøjde gennem optimerede værktøjsbaner repræsenterer en anden væsentlig fordel. 5-aksede systemer kan opretholde ensartede stepover-afstande og optimale skærevinkler på tværs af komplekse overflader, hvilket eliminerer de variable kamhøjder, der er almindelige i 3-aksede finishpas. Denne kapacitet eliminerer ofte sekundære efterbehandlingsoperationer, hvilket sparer både tid og lønomkostninger.
| Anvendelse af overfladefinish | 3-Akset kapacitet | 5-Akset kapacitet | Forbedringsfaktor |
|---|---|---|---|
| Overflader til luftfart (Ra) | 1.6-3.2 μm | 0.8-1.6 μm | 50-75% forbedring |
| Medicinske implantater (Ra) | 0.8-1.6 μm | 0.4-0.8 μm | 50% forbedring |
| Formoverflader (Ra) | 0.4-0.8 μm | 0.2-0.4 μm | 50% forbedring |
| Generelle komponenter (Ra) | 3.2-6.4 μm | 1.6-3.2 μm | 50% forbedring |
Materialespecifikke fordele
Forskellige materialer reagerer unikt på 5-aksede bearbejdningsstrategier. Titaniumlegeringer, der er berygtede for koldhærdning og dårlig varmeledningsevne, drager betydelig fordel af det ensartede værktøjsindgreb, der er muligt med 5-aksede systemer. Opretholdelse af optimale skærehastigheder og tilspændinger gennem komplekse værktøjsbaner forhindrer koldhærdning, der kan forekomme under konventionelle 3-aksede operationer med varierende indgrebsforhold.
Aluminiumslegeringer, selvom de generelt er lettere at bearbejde, opnår overlegne overfladefinisher gennem 5-akset bearbejdning på grund af forbedret spånevakuering og ensartede skærekræfter. Dette viser sig særligt værdifuldt for rumfartsapplikationer, hvor overfladekvaliteten direkte påvirker udmattelseslevetiden. Vores præcisions CNC-bearbejdningstjenester opnår regelmæssigt Ra-værdier på 0,4 μm på aluminiumskomponenter gennem optimerede 5-aksede strategier.
Hærdede stål og superlegeringer udgør ekstreme udfordringer for enhver bearbejdningsproces, men 5-aksede systemer muliggør brugen af specialiserede værktøjsbaner og skæreparametre, der ville være umulige med 3-akset udstyr. Trokoide fræsningsstrategier, adaptiv rydning og bearbejdning med konstant overfladehastighed bliver praktiske muligheder, når de kombineres med ubegrænsede værktøjsindfaldsvinkler.
Programmering og operatørfærdighedskrav
Sofistikeringen af 5-akset bearbejdning kræver tilsvarende stigninger i programmeringsekspertise og operatørfærdighedsniveauer. CAM-programmering til 5-akset kræver forståelse af værktøjskollisionsundgåelse, aksekoordinering og avancerede værktøjsbanestrategier. Programmeringstiden stiger typisk med 200-300 % sammenlignet med tilsvarende 3-aksede operationer, selvom denne overhead amortiseres hurtigt på tværs af produktionskørsler.
Operatører skal forstå maskinkinematik, koordinatsystemrelationer og avancerede arbejdsfastholdelsesstrategier. Kompleksiteten af 5-aksede opsætninger kræver højere færdighedsniveauer, typisk kræves 6-12 måneders specialiseret træning for erfarne 3-aksede operatører. Men når de er etableret, kræver 5-aksede operationer ofte mindre hands-on intervention på grund af reduceret opsætningsfrekvens.
Moderne CAM-systemer som Mastercam, PowerMill og NX har i væsentlig grad forbedret 5-akset programmeringstilgængelighed gennem automatisk kollisionsdetektion, optimeret værktøjsbanegenerering og simuleringskapaciteter. Ikke desto mindre forbliver indlæringskurven betydelig og skal indgå i implementeringsplanlægningen.
Vedligeholdelse og driftskompleksitet
5-aksede maskiner involverer i sagens natur mere komplekse mekaniske systemer, med yderligere roterende akser, lejer og drivsystemer, der kræver vedligeholdelse. Forebyggende vedligeholdelsesomkostninger er typisk 15-25 % højere end tilsvarende 3-aksede systemer på grund af de yderligere komponenter og kalibreringskrav.
Kalibreringsprocedurer for 5-aksede maskiner kræver specialiseret udstyr og ekspertise. R-Test-kugler, laserinterferometri og koordinatmålemaskiner bliver afgørende for at opretholde nøjagtighedsstandarder. Årlige kalibreringsomkostninger varierer fra €3.000-8.000 afhængigt af maskinstørrelse og nøjagtighedskrav.
Den reducerede opsætningsfrekvens i 5-aksede operationer kan dog faktisk reducere de samlede vedligeholdelseskrav i applikationer med højt volumen. Færre delændringer betyder mindre slitage på spindeltrækstænger, værktøjsvekslere og arbejdsfastholdelsessystemer. Nettoeffekten varierer efter applikation, men favoriserer generelt 5-aksede systemer i produktionsmiljøer.
Omkostnings-benefit-analyse ramme
Udvikling af en omfattende omkostnings-benefit-analyse kræver undersøgelse af flere omkostningscentre og benefit-strømme. Initiale kapitalomkostninger for 5-aksede systemer varierer typisk fra €300.000-800.000 for maskiner i produktionskvalitet sammenlignet med €100.000-300.000 for tilsvarende 3-aksede systemer.
| Omkostningsfaktor | 3-Akset årlig påvirkning | 5-Akset årlig påvirkning | Forskel |
|---|---|---|---|
| Opsætningsarbejde (500 dele/år) | €25,000 | €8,000 | €17,000 besparelse |
| Reduktion af spild | Baseline | €15,000 besparelse | €15,000 besparelse |
| Programmeringsomkostninger | €12,000 | €18,000 | €6,000 ekstra |
| Vedligeholdelse | €8,000 | €10,000 | €2,000 ekstra |
| Forbedringer af værktøjets levetid | Baseline | €12,000 besparelse | €12,000 besparelse |
| Netto årlig fordel | - | - | €36,000 |
Denne analyse antyder en tilbagebetalingsperiode på 5-7 år på den trinvise investering, forudsat typiske produktionsvolumener og kompleksitetsniveauer. Højere volumener, mere komplekse dele eller dyre materialer kan reducere tilbagebetalingsperioderne til 2-3 år.
Integration med multi-akse systemer
Moderne produktion drager ofte fordel af at integrere 5-akset fræsning med andre avancerede teknologier.Live værktøjsdrejebænke, der kombinerer dreje- og fræseoperationer kan arbejde synergistisk med 5-aksede systemer for at håndtere komplet delbearbejdning i minimale opsætninger.
Fræse-drejecentre med 5-akset kapacitet repræsenterer det ultimative inden for opsætningsreduktion, hvilket muliggør komplet delbearbejdning fra stangmateriale eller støbning til færdig komponent. Mens investeringsniveauer når €800.000-1.500.000, berettiger kapaciteten til at producere komplekse dele i enkelte operationer omkostningerne for passende applikationer.
Når du bestiller fra Microns Hub, drager du fordel af direkte producentrelationer, der sikrer overlegen kvalitetskontrol og konkurrencedygtige priser sammenlignet med markedspladsplatforme. Vores tekniske ekspertise og personlige service tilgang betyder, at hvert projekt får den opmærksomhed på detaljer, det fortjener, uanset om det bruger 3-akset eller 5-akset bearbejdningsstrategier.
Beslutningsrammen bør også overveje fremtidige delkompleksitetstendenser. Industrier, der bevæger sig mod lettere, mere komplekse geometrier - såsom additive fremstillingsudskiftningsdele eller topologioptimerede designs - kræver i stigende grad 5-akset kapacitet. Investering i 5-aksede systemer positionerer producenter til udviklende markedskrav snarere end blot at imødekomme nuværende krav.
ROI-beregningsmetode
Nøjagtig ROI-beregning for 5-akset investering kræver detaljeret analyse af nuværende produktionsomkostninger versus forventede 5-aksede omkostninger. Nøgle variabler inkluderer opsætningsarbejdskraftsatser (typisk €45-65 pr. time på europæiske markeder), skrothastigheder, cyklustidsreduktioner og kvalitetsforbedringer.
Overvej en typisk rumfartskonsol, der kræver 4 opsætninger på 3-akset udstyr versus 1 opsætning på 5-akset. Opsætningsarbejdsbesparelser alene beløber sig til €135-195 pr. del, mens skrotbesparelse fra bearbejdning i en enkelt opsætning kan spare €300-500 pr. del i dyre materialer. Disse besparelser akkumuleres hurtigt på tværs af produktionsvolumener.
Cyklustidsforbedringer varierer betydeligt efter delgeometri, men varierer typisk fra 20-60 % for komplekse dele. En komponent med 8 timers samlet cyklustid på 3-akset udstyr kan fuldføres på 5-6 timer på 5-aksede systemer gennem optimerede værktøjsbaner og reduceret håndteringstid.
Kvalitetsforbedringer, selvom de er sværere at kvantificere, giver ofte den mest betydningsfulde langsigtede værdi. Reducerede skrothastigheder, eliminering af sekundære operationer og forbedret kundetilfredshed berettiger 5-akset investering, selv når direkte omkostningsbesparelser virker marginale. Vores omfattende fremstillingstjenester portefølje demonstrerer, hvordan 5-akset kapacitet gør det muligt for os at håndtere stadig mere komplekse kundekrav og samtidig opretholde konkurrencedygtige priser.
Implementeringsstrategi og tidslinje
Vellykket 5-akset implementering kræver omhyggelig planlægning og faseinddelt udførelse. Den typiske tidslinje spænder over 12-18 måneder fra købsbeslutning til fuld produktionskapacitet, herunder udstyrslevering, installation, operatørtræning og procesoptimering.
Fase 1 involverer udstyrvalg og facilitetsforberedelse. 5-aksede maskiner kræver ofte forbedrede fundamenter, øget elektrisk kapacitet og opgraderet CAM-software. Budget €50.000-100.000 til facilitetsændringer og infrastruktur opgraderinger.
Fase 2 fokuserer på træning og indledende procesudvikling. Planlæg 3-6 måneders intensiv træning for programmører og operatører. Indledende produktion bør fokusere på enklere dele for at opbygge tillid og forfine processer, før der tackles komplekse geometrier.
Fase 3 involverer procesoptimering og kapacitetsudvidelse. Forvent 6-12 måneder at realisere potentialet i 5-aksede systemer fuldt ud gennem optimerede værktøjsbaner, forbedrede arbejdsfastholdelsesstrategier og raffinerede programmeringsteknikker.
Ofte stillede spørgsmål
Hvilke typer dele berettiger 5-akset bearbejdning i forhold til 3-aksede alternativer?
Dele med sammensatte vinkler, der overstiger 30°, dybe hulrum, der kræver værktøjsadgang, eller komponenter, der har brug for mere end 3 opsætninger på konventionelt udstyr, berettiger typisk 5-akset investering. Rumfartskonsoller, medicinske implantater, komplekse forme og turbinekomponenter repræsenterer ideelle applikationer, hvor opsætningsreduktion og forbedret nøjagtighed giver klare økonomiske fordele.
Hvordan sammenlignes vedligeholdelsesomkostningerne mellem 3-aksede og 5-aksede CNC-systemer?
5-aksede systemer pådrager sig typisk 15-25 % højere vedligeholdelsesomkostninger på grund af yderligere roterende akser, lejer og kalibreringskrav. Årlige vedligeholdelsesomkostninger varierer fra €10.000-15.000 for 5-aksede systemer versus €8.000-12.000 for sammenlignelige 3-aksede maskiner. Reduceret opsætningsfrekvens i højvolumenproduktion kan dog opveje nogle af disse yderligere omkostninger gennem nedsat slitage på arbejdsfastholdelses- og værktøjsændringssystemer.
Hvilket programmeringsfærdighedsniveau kræves for effektiv 5-akset drift?
5-akset programmering kræver avanceret CAM-ekspertise, herunder kollisionsundgåelse, værktøjsbaneoptimering og koordinatsystemstyring. Erfarne 3-aksede programmører har typisk brug for 6-12 måneders specialiseret træning for at opnå færdigheder. Programmeringstiden stiger 200-300 % i starten, men stabiliseres, efterhånden som ekspertisen udvikler sig, og delbibliotekerne vokser.
Hvordan adskiller tolerancekapaciteter sig mellem 3-akset og 5-akset bearbejdning?
5-aksede systemer opnår typisk ±0,02 mm tolerancer konsekvent på grund af bearbejdning i en enkelt opsætning, der eliminerer kumulative positioneringsfejl. 3-aksede systemer holder generelt ±0,05 mm tolerancer, hvor nøjagtigheden forringes, efterhånden som antallet af opsætninger stiger. Elimineringen af datapunktforskydninger og referenceoverfladeændringer i 5-akset bearbejdning muliggør strammere geometrisk tolerancestandard i henhold til ASME Y14.5-standarder.
Hvad er den typiske tilbagebetalingsperiode for 5-akset CNC-investering?
Tilbagebetalingsperioder varierer fra 2-7 år afhængigt af delkompleksitet, produktionsvolumener og materialeomkostninger. Højvolumenproduktion af komplekse dele i dyre materialer som titanium eller Inconel kan opnå tilbagebetaling på 2-3 år, mens lavere volumener eller enklere geometrier kan kræve 5-7 år. Analysen bør omfatte opsætningsarbejdsbesparelser, skrotbesparelse, cyklustidsforbedringer og kvalitetsforbedringer.
Kan eksisterende 3-aksede operatører overgå til 5-akset udstyr effektivt?
Ja, erfarne 3-aksede operatører kan overgå til 5-aksede systemer med korrekt træning. Indlæringskurven kræver typisk 3-6 måneder for grundlæggende færdigheder og 12-18 måneder for avanceret kapacitet. Nøglefærdigheder inkluderer forståelse af maskinkinematik, koordinatsystemrelationer og avancerede arbejdsfastholdelsesstrategier. Investering i omfattende træningsprogrammer er afgørende for vellykket implementering.
Hvilke CAM-softwarekapaciteter er afgørende for 5-akset programmering?
Væsentlige CAM-funktioner inkluderer automatisk kollisionsdetektion, 5-akset værktøjsbanegenerering, maskinsimulering og post-processoroptimering. Førende systemer som Mastercam, PowerMill og NX leverer disse kapaciteter, selvom licensomkostningerne stiger betydeligt for 5-aksede moduler. Budget €15.000-30.000 årligt for professionel 5-akset CAM-software inklusive vedligeholdelse og opdateringer.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece