Minimální poloměry ohybu: Prevence prasklin u hliníku 5052 vs. 6061
Selhání ohybu hliníku stojí evropské výrobce ročně miliony, přičemž slitiny 5052 a 6061 představují více než 70 % aplikací plechů. Zásadní rozdíl spočívá v požadavcích na minimální poloměr ohybu: 5052-H32 toleruje ohyb až do 0,5t (tloušťka materiálu), zatímco 6061-T6 vyžaduje minimum 2,0t, aby se zabránilo mikrotrhlinám.
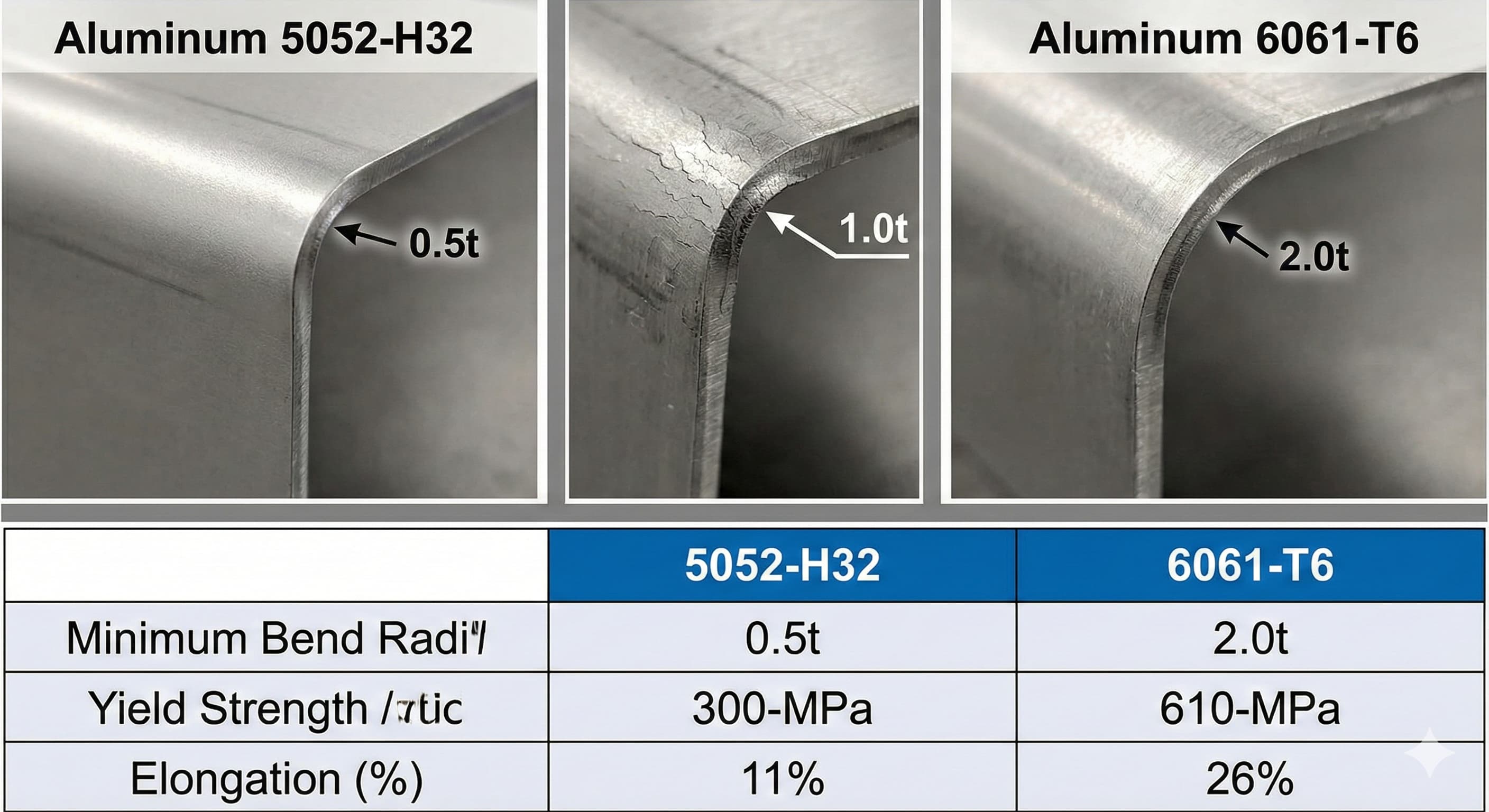
- Vliv výběru materiálu: Al 5052-H32 nabízí vynikající tvářitelnost s poloměry ohybu až 0,5t, zatímco Al 6061-T6 vyžaduje minimální poloměr 2,0t, aby se zabránilo lomům vlivem pnutí
- Kritický stav temperování: Žíhané stavy (temperování O) snižují minimální poloměr ohybu o 40–60 % ve srovnání se stavy zpevněnými tvářením za studena nebo vytvrzenými srážením
- Na směru vláken záleží: Ohýbání rovnoběžně se směrem válcování zvyšuje minimální poloměr ohybu o 25–30 % v důsledku uspořádání struktury zrn
- Rovnováha mezi náklady a kvalitou: Správná specifikace poloměru ohybu zabraňuje 95 % případů praskání při zachování rozměrové přesnosti v rozmezí ±0,1 mm
Porozumění základům hliníkových slitin pro ohýbání
Zásadní rozdíl mezi hliníkem 5052 a 6061 spočívá v jejich metalurgickém složení a mechanismech zpevňování. Al 5052 patří do řady 5xxx, zpevněné přísadami hořčíku (2,2–2,8 %) a zpevněním tvářením za studena. Tím se vytvoří kubická krystalová struktura centrovaná na stěny, která si zachovává vynikající tažnost i po tváření za studena.
Al 6061 představuje řadu 6xxx, využívající hořčík (0,8–1,2 %) a křemík (0,4–0,8 %) pro vytvrzování srážením pomocí tepelného zpracování. Temperování T6 dosahuje maximální pevnosti řízeným stárnutím, ale obětuje tvářitelnost. Tento kompromis přímo ovlivňuje požadavky na minimální poloměr ohybu.
Při specifikaci materiálů pro služby zpracování plechu zabraňuje pochopení těchto metalurgických rozdílů nákladným úpravám návrhu. Koeficient zpevnění tvářením za studena (hodnota n) pro 5052-H32 se obvykle pohybuje v rozmezí 0,20–0,25, zatímco 6061-T6 měří pouze 0,05–0,08, což naznačuje výrazně sníženou schopnost zpevnění tvářením.
| Vlastnost | Al 5052-H32 | Al 6061-T6 | Vliv na ohýbání |
|---|---|---|---|
| Mez kluzu (MPa) | 193-228 | 276-310 | Vyšší pevnost = větší poloměr ohybu |
| Tažnost (%) | 12-18 | 8-12 | Nižší tažnost = riziko praskání |
| Exponent zpevnění | 0.20-0.25 | 0.05-0.08 | Nízká hodnota n = špatná tvářitelnost |
| Minimální poloměr ohybu | 0.5t-1.0t | 2.0t-3.0t | Kritické pro prevenci prasklin |
Výpočty a normy minimálního poloměru ohybu
Výpočet minimálního poloměru ohybu vyžaduje pochopení vztahu mezi vlastnostmi materiálu, tloušťkou plechu a rozložením napětí. Základní vzorec zohledňuje pevnost v tahu, prodloužení a bezpečnostní faktor specifický pro každý systém slitin.
Pro Al 5052-H32 se výpočet minimálního poloměru ohybu řídí vzorcem: R_min = t × (UTS/2σ_y - 1), kde UTS představuje mez pevnosti v tahu a σ_y označuje mez kluzu. To obvykle dává 0,5t až 1,0t pro většinu tlouštěk plechu od 0,5 mm do 6,0 mm.
Al 6061-T6 vyžaduje upravený přístup kvůli své struktuře vytvrzené srážením: R_min = t × [(UTS/1,5σ_y) + K], kde K představuje materiálovou konstantu (1,5–2,0) zohledňující sníženou tažnost. Tento výpočet vysvětluje, proč 6061-T6 vyžaduje minimální poloměr ohybu 2,0t až 3,0t.
ISO 2768-2 poskytuje obecné tolerance pro ohýbané plechové díly, ale specifikace minimálního poloměru ohybu vyžaduje odkaz na ISO 12004-2 pro principy výrobků tvářených za studena z oceli, upravené pro aplikace hliníku. Evropská norma EN 485-2 se konkrétně zabývá tolerancemi hliníkových plechů a požadavky na tváření.
Požadavky na poloměr ohybu v závislosti na tloušťce
Tloušťka materiálu přímo ovlivňuje minimální poloměr ohybu prostřednictvím efektů koncentrace napětí. Silnější materiály zažívají vyšší gradienty napětí v ohybové zóně, což vyžaduje proporcionálně větší poloměry pro efektivní rozložení zatížení.
| Tloušťka (mm) | Al 5052-H32 Minimální poloměr | Al 6061-T6 Minimální poloměr | Doporučené nástroje |
|---|---|---|---|
| 0.5-1.0 | 0.5-1.0 mm | 1.0-3.0 mm | Ostrý trn, poloměr matrice 1-2 mm |
| 1.0-2.0 | 0.8-2.0 mm | 2.0-6.0 mm | Poloměr trnu 2-3 mm |
| 2.0-4.0 | 1.5-4.0 mm | 4.0-12.0 mm | Poloměr nástroje 4-6 mm |
| 4.0-6.0 | 2.5-6.0 mm | 8.0-18.0 mm | Poloměr tváření 8-12 mm |
Pro vysoce přesné výsledky odešlete svůj projekt a získejte cenovou nabídku do 24 hodin od Microns Hub.
Vliv směru vláken na výkon ohybu
Směr válcování významně ovlivňuje požadavky na poloměr ohybu a tendence k tvorbě trhlin. Hliníkové plechy vykazují směrové vlastnosti v důsledku prodloužení zrn během procesů válcování, což vytváří anizotropní chování, které ovlivňuje tvářitelnost.
Ohýbání rovnoběžně se směrem válcování (po vlákně) obvykle vyžaduje o 25–30 % větší minimální poloměr ohybu ve srovnání s kolmým ohýbáním. K tomu dochází proto, že prodloužená zrna vytvářejí preferenční cesty šíření trhlin podél hranic zrn, když jsou namáhána rovnoběžně s jejich délkou.
Pro Al 5052-H32 dosahuje ohýbání kolmo ke směru válcování spolehlivě poloměru 0,5t, zatímco rovnoběžné ohýbání může vyžadovat minimum 0,8t. Al 6061-T6 vykazuje výraznější směrové efekty: kolmé ohýbání umožňuje poloměr 2,0t, zatímco rovnoběžná orientace vyžaduje minimum 2,5–3,0t.
Materiálové certifikáty by měly specifikovat směr válcování, obvykle označený šipkami nebo indikátory toku zrn. Při navrhování dílů vyžadujících těsné poloměry ohybu orientujte ohyby pokud možno kolmo ke směru válcování. Tato úvaha se přirozeně integruje do procesu plánování našich výrobních služeb.
Vliv metalurgické struktury
Základní krystalová struktura vysvětluje rozdíly ve směrovém chování mezi slitinami. Struktura Al 5052 zpevněná tvářením za studena obsahuje relativně uniformní dislokační sítě, které umožňují deformaci konzistentněji napříč orientacemi.
Struktura Al 6061-T6 s vyloučenými částicemi vytváří lokalizované koncentrace napětí na částicích Mg2Si. Tyto vyloučeniny se poněkud zarovnávají se směrem válcování, čímž vytvářejí anizotropní režimy porušení. Skenovací elektronová mikroskopie odhaluje, že trhliny vznikají na rozhraních vyloučenina-matrice, když poloměr ohybu klesne pod kritické prahové hodnoty.
Pochopení těchto mikrostrukturálních efektů umožňuje optimalizaci orientace dílů během plánování výroby. Návrhy komponent by měly zohledňovat vliv směru vláken již v rané fázi vývoje, aby se předešlo výrobním omezením.
Vliv stavu temperování na minimální poloměr ohybu
Označení temperování má zásadní vliv na ohybatelnost, přičemž žíhané stavy (temperování O) nabízejí maximální tvářitelnost na úkor pevnosti. Vztah mezi temperováním a minimálním poloměrem ohybu se řídí předvídatelnými vzory založenými na hustotě dislokací a distribuci vyloučenin.
Stavy temperování Al 5052 se pohybují od plně žíhaného (5052-O) přes různé stavy zpevněné tvářením za studena (H32, H34, H36). Každá úroveň temperování zvyšuje pevnost a zároveň proporcionálně snižuje tažnost. 5052-O dosahuje poloměrů ohybu až 0,2t, zatímco 5052-H38 (plně tvrdý) může vyžadovat minimum 1,5t.
Možnosti temperování Al 6061 zahrnují žíhaný (6061-O), tepelně zpracovaný roztokem (6061-T4) a vytvrzený srážením (6061-T6). Dramatický rozdíl mezi stavy T4 a T6 ilustruje účinky stárnutí: T4 umožňuje poloměr ohybu 0,8–1,2t, zatímco T6 vyžaduje minimum 2,0–3,0t.
| Slitina-Stav | Mez kluzu (MPa) | Minimální poloměr ohybu | Typické aplikace |
|---|---|---|---|
| 5052-O | 90-110 | 0.2t-0.4t | Hluboké tažení, složité tvary |
| 5052-H32 | 193-228 | 0.5t-1.0t | Obecná výroba |
| 5052-H38 | 262-290 | 1.2t-1.8t | Konstrukční aplikace |
| 6061-O | 55-75 | 0.3t-0.6t | Složité operace ohýbání |
| 6061-T4 | 145-186 | 0.8t-1.5t | Potřeby střední pevnosti |
| 6061-T6 | 276-310 | 2.0t-3.0t | Aplikace s vysokou pevností |
Praktické testování a validace poloměru ohybu
Laboratorní testování poskytuje definitivní hodnoty minimálního poloměru ohybu pro specifické šarže materiálu a podmínky zpracování. Standardní testovací metoda zahrnuje progresivní snižování poloměru, dokud nedojde k iniciaci trhliny, obvykle pozorované při 10× zvětšení.
Testovací vzorky by měly představovat skutečný výrobní materiál, včetně tloušťky, temperování a povrchového stavu. Orientace vzorku vzhledem ke směru válcování se musí shodovat s zamýšlenou geometrií dílu. Testování obvykle využívá úhly ohybu 90 stupňů s konstantní rychlostí razníku (5–10 mm/min), aby se zajistily konzistentní rychlosti deformace.
Kritéria vizuální kontroly definují selhání jako povrchové trhliny viditelné při 10× zvětšení nebo měřitelné snížení tloušťky přesahující 10 %. Přísnější aplikace mohou vyžadovat testování penetrační kapalinou nebo ultrazvukovou kontrolu k detekci podpovrchových defektů.
Výrobní validace zahrnuje testování ohybu na skutečných dílech nebo reprezentativních vzorcích z každé šarže materiálu. Grafy statistické kontroly procesu sledují schopnost minimálního poloměru ohybu v průběhu času a identifikují odchylky šarže materiálu nebo změny zpracování ovlivňující tvářitelnost.
Metody kontroly kvality a inspekce
Efektivní kontrola kvality kombinuje ověření materiálu před ohýbáním s protokoly kontroly po ohýbání. Vstupní kontrola materiálu by měla ověřit označení temperování, kvalitu povrchu a rovnoměrnost tloušťky v rámci stanovených tolerancí.
Kontrola po ohýbání zahrnuje vizuální kontrolu, ověření rozměrů a posouzení strukturální integrity. Kritické aplikace mohou vyžadovat nedestruktivní testování, jako je kontrola kapilární metodou nebo testování magnetickými částicemi upravené pro aplikace hliníku.
Při práci s požadavky na přesnost se správná specifikace stavu hrany stává zásadní pro bezpečnost i výkon. Ohnuté hrany vyžadují pečlivou pozornost, aby se zabránilo koncentracím napětí, které by mohly iniciovat únavové poruchy.
Dokumentace by měla zaznamenávat materiálové certifikáty, výsledky testů a zjištění inspekcí pro sledovatelnost. To je zvláště důležité pro letecké nebo lékařské aplikace vyžadující úplnou rodokmen materiálu.
Úvahy o návrhu nástrojů pro prevenci prasklin
Správný návrh nástrojů představuje primární metodu kontroly pro dosažení minimálního poloměru ohybu bez praskání. Geometrie razníku a matrice přímo ovlivňuje rozložení napětí v ohybové zóně, takže výběr nástrojů je pro úspěch kritický.
Poloměr nosu razníku by se měl rovnat nebo mírně přesahovat zamýšlený poloměr ohybu dílu. Ostré razníky nadměrně koncentrují napětí, zatímco nadměrné poloměry razníku vytvářejí problémy s odpružením. Optimální poloměr razníku se obvykle rovná 1,0–1,2× požadovanému poloměru dílu pro aplikace hliníku.
Šířka otvoru matrice významně ovlivňuje tok materiálu a vzorce napětí. Úzké otvory matrice omezují pohyb materiálu, čímž zvyšují tahové napětí na vnějším vlákně. Obecné pravidlo specifikuje šířku otvoru matrice = 8–12× tloušťka materiálu pro hliník, v závislosti na poloměru ohybu a vlastnostech materiálu.
Poloměr ramene matrice zabraňuje koncentraci napětí v kontaktních bodech a zároveň umožňuje řízený tok materiálu. Ostrá ramena matrice vytvářejí tlakové body, které mohou iniciovat povrchové defekty. Doporučený poloměr ramene matrice se pohybuje od 1–2× tloušťka materiálu pro většinu aplikací ohýbání hliníku.
| Parametr nástroje | Al 5052-H32 | Al 6061-T6 | Funkce |
|---|---|---|---|
| Poloměr trnu | 0.5t-1.2t | 2.0t-3.5t | Tvoří poloměr ohybu |
| Otvírání matrice | 8t-10t | 10t-12t | Řídí tok materiálu |
| Poloměr ramene matrice | 1t-2t | 2t-3t | Snižuje koncentraci napětí |
| Vůle trn-matrice | 1.1t-1.2t | 1.2t-1.3t | Zabraňuje vázání/zadírání |
Analýza nákladů: Výběr materiálu vs. složitost návrhu
Ekonomická optimalizace vyžaduje vyvážení nákladů na materiál proti složitosti výroby a rizikům selhání. Al 5052-H32 obvykle stojí 2,80–3,20 EUR za kg, zatímco Al 6061-T6 se pohybuje v rozmezí 3,50–4,10 EUR za kg na evropských trzích, což odráží různé požadavky na zpracování.
Celkové náklady však zahrnují faktory složitosti tváření. Díly vyžadující těsné poloměry ohybu mohou vyžadovat žíhaný materiál s následným tepelným zpracováním, což přidává 150–250 EUR za výrobní šarži. Alternativní přístupy zahrnují úpravy návrhu, které zohledňují standardní možnosti ohybu temperování.
Náklady na selhání významně ovlivňují celkovou ekonomiku projektu. Popraskané díly vyžadují přepracování nebo sešrotování, přičemž náklady na výměnu zahrnují materiál, práci a zpoždění harmonogramu. Prevence prostřednictvím správné specifikace poloměru ohybu obvykle stojí 5–10 % z celkových nákladů na díl a zároveň eliminuje 95 % selhání souvisejících s ohybem.
Při objednávání od Microns Hub těžíte z přímých vztahů s výrobci, které zajišťují vynikající kontrolu kvality a konkurenceschopné ceny ve srovnání s platformami tržiště. Naše technická odbornost a personalizovaný přístup k službám znamenají, že každý projekt obdrží metalurgickou analýzu a optimalizaci nástrojů, kterou si zaslouží pro výsledky bez prasklin.
Návratnost investice do správného návrhu
Investice do správné analýzy poloměru ohybu poskytuje měřitelné výnosy prostřednictvím snížených zmetkovitostí, zlepšených časů cyklu a zvýšené spolehlivosti dílů. Výrobní provozy obvykle zaznamenávají 15–25% snížení nákladů, když jsou selhání ohybu eliminována správným návrhem.
Dokumentace a standardizace požadavků na minimální poloměr ohybu vytváří opakovaně použitelné znalosti, které jsou přínosem pro budoucí projekty. Inženýrské týmy se mohou odvolávat na ověřená data poloměru ohybu, místo aby prováděly nákladné vývojové cykly metodou pokus-omyl.
Mezi dlouhodobé výhody patří zlepšené vztahy s dodavateli, snížené reklamace a zvýšená spolehlivost produktu. Tyto faktory přispívají ke konkurenčním výhodám, které přesahují okamžité úspory nákladů.
Pokročilé aplikace a zvláštní úvahy
Složité geometrie vyžadují sofistikovanou analýzu nad rámec základních výpočtů minimálního poloměru ohybu. Sekvence více ohybů, proměnlivé tloušťky materiálu a složené křivky vytvářejí interakce napětí, které ovlivňují tendence k tvorbě trhlin.
Sekvenční operace ohýbání mohou lokálně zpevnit materiál tvářením za studena, čímž se sníží tvářitelnost pro následné ohyby. Tento efekt je zvláště výrazný u Al 5052, kde každá operace tváření zvyšuje lokální mez kluzu o 15–25 %. Plánování sekvencí ohybů vyžaduje zohlednění kumulativních účinků zpevnění tvářením za studena.
Složené křivky zahrnují současné ohýbání ve více rovinách, čímž se vytvářejí složité stavy napětí, které nejsou zachyceny jednoduchými výpočty poloměru ohybu. Analýza konečných prvků se stává nezbytnou pro přesnou predikci limitů tváření v takových aplikacích.
Teplotní efekty významně modifikují vlastnosti materiálu. Teplé tváření (150–200 °C) může snížit minimální poloměr ohybu o 30–50 % pro obě slitiny, ale vyžaduje specializované vybavení a řízení procesu. Kryogenní tváření občas nachází uplatnění pro specifické požadavky na vysokou pevnost.
Integrace s jinými procesy, jako je svařování nebo obrábění, vytváří další úvahy. Tepelně ovlivněné zóny od svařování mění lokální vlastnosti materiálu, což potenciálně ovlivňuje výkon ohybu v blízkosti svarových švů. Obráběné prvky mohou vytvářet koncentrace napětí, které ovlivňují tendence k iniciaci trhlin.
Často kladené otázky
Jaký je absolutní minimální poloměr ohybu pro hliník 5052-H32 bez praskání?
Hliník 5052-H32 může dosáhnout poloměrů ohybu až 0,5t (polovina tloušťky materiálu) při ohýbání kolmo ke směru válcování se správným nástrojem. Pro ohýbání rovnoběžně s vláknem zvyšte minimální poloměr na 0,8t. Tyto hodnoty předpokládají standardní rychlosti tváření, pokojovou teplotu a správný návrh matrice s dostatečnými vůlemi.
Proč hliník 6061-T6 vyžaduje tak velké poloměry ohybu ve srovnání s 5052?
Struktura Al 6061-T6 vytvrzená srážením obsahuje částice Mg2Si, které vytvářejí lokalizované koncentrace napětí a snižují celkovou tažnost. Temperování T6 dosahuje vysoké pevnosti řízeným stárnutím, ale tento proces významně snižuje koeficient zpevnění tvářením za studena z 0,20+ (u 5052) na pouhých 0,05–0,08, což vyžaduje minimální poloměr ohybu 2,0–3,0t, aby se zabránilo mikrotrhlinám.
Mohu snížit minimální poloměr ohybu změnou stavu temperování?
Ano, významně. Změna z 6061-T6 na 6061-T4 snižuje minimální poloměr ohybu z 2,0–3,0t na 0,8–1,5t. Pro 5052 umožňuje žíhaný stav (5052-O) poloměr 0,2–0,4t ve srovnání s 0,5–1,0t pro temperování H32. Pevnostní vlastnosti se však proporcionálně snižují se zlepšenou tvářitelností.
Jak ovlivňuje směr válcování požadavky na poloměr ohybu?
Ohýbání rovnoběžně se směrem válcování obvykle zvyšuje minimální poloměr ohybu o 25–30 % v důsledku účinků prodloužení zrn. Pro kritické aplikace orientujte ohyby pokud možno kolmo ke směru válcování. Materiálové certifikáty by měly uvádět směr válcování pomocí směrových šipek nebo značek toku zrn.
Jaké úpravy nástrojů pomáhají dosáhnout těsnějších poloměrů ohybu?
Optimalizujte poloměr nosu razníku tak, aby odpovídal požadovanému poloměru dílu (1,0–1,2× cílový poloměr), použijte vhodnou šířku otvoru matrice (8–12× tloušťka) a zajistěte dostatečný poloměr ramene matrice (1–3× tloušťka). Správná vůle razník-matrice (1,1–1,3× tloušťka) zabraňuje zadírání a zároveň umožňuje řízený tok materiálu během tváření.
Jak mohu otestovat minimální poloměr ohybu pro mou konkrétní šarži materiálu?
Proveďte progresivní testování ohybu pomocí reprezentativních vzorků se stejnou tloušťkou, temperováním a orientací jako výrobní díly. Snižujte poloměr ohybu postupně, dokud se při 10× zvětšení neobjeví povrchové trhliny. Otestujte rovnoběžnou i kolmou orientaci ke směru válcování pro úplnou charakterizaci.
Jaké inspekční metody nejúčinněji detekují defekty související s ohybem?
Vizuální kontrola při 10× zvětšení zachytí většinu povrchových defektů. Pro kritické aplikace použijte testování penetrační kapalinou k odhalení podpovrchových trhlin. Ultrazvukové testování může detekovat vnitřní defekty, zatímco rozměrová kontrola ověřuje přesnost poloměru ohybu v rámci stanovených tolerancí. Zaveďte statistickou kontrolu procesu pro průběžné sledování kvality.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece