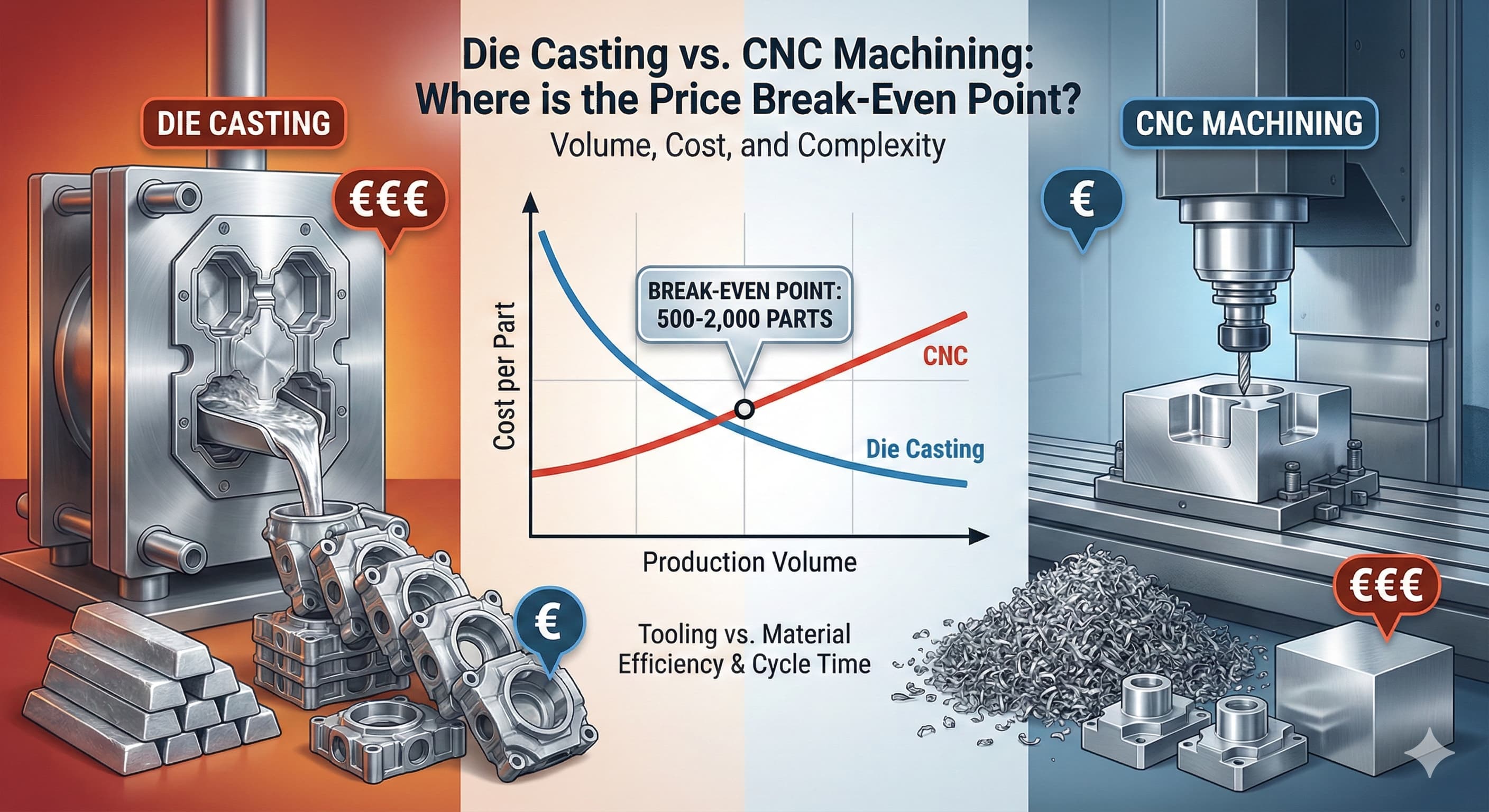
Tlakové lití vs. CNC obrábění: Kde je bod zvratu ceny?
Rozhodnutí mezi tlakovým litím a CNC obráběním v zásadě závisí na ekonomice objemu výroby a požadavcích na složitost dílů. Výrobní inženýři čelí této volbě denně, přesto mnoha z nich chybí přesný matematický rámec pro identifikaci skutečného bodu zvratu, kde náklady na nástroje ospravedlňují přechod od obrábění k lití.
Tato analýza zkoumá přesné objemové prahy, faktory ovlivňující náklady a technické aspekty, které určují, kdy se tlakové lití stává ekonomičtějším než CNC obrábění kovových součástí.
Klíčové poznatky
- Bod zvratu obvykle nastává mezi 500-2 000 díly pro hliníkové komponenty, v závislosti na složitosti dílu a požadavcích na obrábění
- Náklady na nástroje pro tlakové lití se pohybují od 15 000 do 80 000 EUR, zatímco náklady na nastavení CNC se pohybují od 200 do 1 500 EUR za návrh dílu
- Efektivita využití materiálu upřednostňuje tlakové lití s 85-95 % oproti CNC obrábění s 20-40 % u složitých geometrií
- Požadavky na povrchovou úpravu a tolerance mohou posunout bod zvratu o 200-500 % v obou směrech
Analýza nákladové struktury: Tlakové lití vs. CNC obrábění
Pochopení základních nákladových struktur odhaluje, proč se výpočty bodu zvratu výrazně liší v závislosti na různých specifikacích dílů a výrobních scénářích.
Nákladové komponenty tlakového lití
Náklady na tlakové lití se skládají ze tří primárních prvků: investice do nástrojů, materiálové náklady na díl a poplatky za zpracování. Nástroje představují největší počáteční investici, obvykle se pohybují od 15 000 EUR u jednoduchých hliníkových forem s jednou dutinou až po 80 000 EUR u složitých nástrojů s více dutinami, které vyžadují posuvníky a složité geometrie jader.
Materiálové náklady u tlakového lití těží z výroby téměř finálního tvaru. Hliníková slitina A380 (ekvivalent EN AC-AlSi9Cu3(Fe)) stojí přibližně 2,20–2,80 EUR za kilogram, s mírou využití materiálu 85–95 % u dobře navržených dílů. Samotný proces lití přidává 0,80–2,50 EUR za díl, v závislosti na době cyklu a hmotnosti dílu.
Mezi sekundární operace, které jsou často vyžadovány, patří řešení stop po vyhazovačích na kosmetických površích, ořezávání otřepů a vrtání otvorů, které nelze odlít kvůli omezením úkosu.
Nákladová struktura CNC obrábění
Náklady na CNC obrábění se řídí odlišným vzorem, s nižšími náklady na nastavení, ale vyššími materiálovými a zpracovatelskými náklady na díl. Náklady na nastavení se obvykle pohybují od 200 do 1 500 EUR za návrh dílu, včetně programování, výběru nástrojů a kontroly prvního kusu.
Materiálové náklady u CNC obrábění trpí značnou produkcí odpadu. Počínaje tvářeným hliníkovým polotovarem 6061-T6 za 4,20–5,50 EUR za kilogram, složité díly často vyžadují odstranění 60–80 % výchozího materiálu, což má za následek efektivní materiálové náklady 8,50–13,75 EUR na kilogram hotového dílu.
Doba obrábění přímo koreluje se složitostí dílu. Jednoduché díly vyžadující 15–30 minut strojního času při 45–65 EUR za hodinu vytvářejí zvládnutelné náklady na díl. Složité geometrie vyžadující 2–4 hodiny strojního času však mohou dosáhnout 90–260 EUR za díl pouze v nákladech na zpracování.
| Nákladová složka | Tlakové lití | CNC obrábění | Dopad na bod zvratu |
|---|---|---|---|
| Počáteční náklady na nastavení | €15,000-€80,000 | €200-€1,500 | Vyšší objemy upřednostňují lití |
| Materiálová efektivita | 85-95% | 20-40% | Významná výhoda na díl |
| Náklady na zpracování/díl | €0.80-€2.50 | €11.25-€65.00 | Hlavní faktor objemu |
| Sekundární operace | €1.50-€8.00 | €0.50-€3.00 | Mírný dopad |
Matematická analýza bodu zvratu
Výpočet bodu zvratu vyžaduje stanovení, kdy se celkové náklady na tlakové lití rovnají celkovým nákladům na CNC obrábění po celou dobu životnosti výrobní série.
Základní vzorec pro bod zvratu
Objem bodu zvratu = (Náklady na nástroje pro lití - Náklady na nastavení CNC) ÷ (Náklady na díl CNC - Náklady na díl tlakového lití)
Pro typický hliníkový kryt o hmotnosti 250 gramů:
Scénář tlakového lití:
- Náklady na nástroje: 35 000 EUR
- Materiálové náklady na díl: 0,55 EUR (250 g × 2,20 EUR/kg)
- Náklady na zpracování: 1,20 EUR
- Sekundární operace: 2,80 EUR
- Celkem na díl: 4,55 EUR
Scénář CNC obrábění:
- Náklady na nastavení: 800 EUR
- Materiálové náklady na díl: 2,65 EUR (625 g polotovar × 4,25 EUR/kg, 40% využití)
- Náklady na zpracování: 28,50 EUR (38 minut × 45 EUR/hodinu)
- Sekundární operace: 1,20 EUR
- Celkem na díl: 32,35 EUR
Výpočet bodu zvratu: (35 000 EUR - 800 EUR) ÷ (32,35 EUR - 4,55 EUR) = 1 230 dílů
Nákladové scénáře založené na objemu
Body zvratu v reálném světě se výrazně liší v závislosti na složitosti dílu a požadavcích na specifikace. Jednoduché držáky a kryty obvykle dosahují bodu zvratu mezi 500–1 200 díly, zatímco složité sestavy se složitými vnitřními prvky nemusí ospravedlnit tlakové lití až do 3 000–5 000 dílů.
| Složitost dílu | Rozsah nákladů na nástroje | Objem bodu zvratu | Příklady aplikací |
|---|---|---|---|
| Jednoduché (Základní geometrie) | €15,000-€25,000 | 400-800 dílů | Držáky, jednoduché kryty |
| Střední (Některé prvky) | €25,000-€45,000 | 800-1,800 dílů | Elektronické kryty |
| Složité (Více posuvníků) | €45,000-€80,000 | 1,500-4,000 dílů | Automobilové komponenty |
| Vysoce složité | €80,000+ | 3,000+ dílů | Skříně převodovek |
Pro vysoce přesné výsledky Získejte cenovou nabídku do 24 hodin od Microns Hub.
Technické faktory ovlivňující výpočty bodu zvratu
Několik technických aspektů může dramaticky posunout výpočty bodu zvratu nad rámec jednoduché ekonomiky objemu.
Požadavky na tolerance a povrchovou úpravu
Přísné požadavky na tolerance upřednostňují CNC obrábění, zejména pro rozměry vyžadující ±0,025 mm nebo lépe. Tlakové lití obvykle dosahuje ±0,1 mm na rozměrech mimo dělící rovinu, přičemž rozměry dělící roviny drží ±0,2 mm za optimálních podmínek.
Kritické rozměry často vyžadují operace obrábění po lití, což přidává 3,50–12,00 EUR za díl v závislosti na složitosti nastavení. Pokud více než 30 % prvků dílu vyžaduje sekundární obrábění, bod zvratu se může posunout z 1 200 dílů na 2 800 dílů pro stejnou součást.
Požadavky na povrchovou úpravu také ovlivňují ekonomiku. Tlakové lití přirozeně produkuje povrchy Ra 1,6–3,2 μm, zatímco CNC obrábění může přímo dosáhnout Ra 0,8–1,6 μm. Kosmetické aplikace vyžadující Ra 0,4 μm nebo lepší vyžadují další operace leštění, které stojí 8,50–25,00 EUR za díl.
Dopad výběru materiálu
Výběr materiálu významně ovlivňuje výpočty bodu zvratu jak prostřednictvím nákladů na suroviny, tak i úvah o zpracování. Hliníkové slitiny A380 a A383 (EN AC-AlSi9Cu3(Fe) a EN AC-AlSi10Mg(Cu)) nabízejí vynikající slévatelnost za 2,20–2,80 EUR za kilogram, zatímco vysoce pevné alternativy jako A357 (EN AC-AlSi7Mg0.3) stojí 3,20–4,10 EUR za kilogram.
Pro aplikace vyžadující tepelné zpracování temperováním T6 pro konstrukční aplikace, je třeba do výpočtů bodu zvratu započítat dodatečné náklady 2,80–5,20 EUR za díl.
CNC obrábění nabízí širší flexibilitu materiálu, včetně tříd jako 6061-T6, 7075-T6 a 2024-T4, které nelze tlakově odlévat. Exotické slitiny však mohou stát 8,50–18,00 EUR za kilogram, což dále upřednostňuje tlakové lití pro velkoobjemovou výrobu.
| Kvalita materiálu | Vhodnost pro tlakové lití | Cena za kg | Dopad na bod zvratu |
|---|---|---|---|
| A380 (AlSi9Cu3) | Výborná | €2.20-€2.80 | Základní |
| A356 (AlSi7Mg0.3) | Dobrá | +15% objem | 6061-T6 |
| Nevhodné | €4.20-€5.50 | Pouze CNC | 7075-T6 |
| Nevhodné | €8.50-€12.00 | Pouze CNC | Časový faktor |
Scénáře objemu výroby a rozhodovací stromy
Různé výrobní scénáře vyžadují přizpůsobené přístupy k analýze pro určení optimálních výrobních metod.
Nízkoobjemová výroba (50–500 dílů)
Nízkoobjemová výroba téměř univerzálně upřednostňuje CNC obrábění kvůli problémům s amortizací nákladů na nástroje. I jednoduché nástroje pro tlakové lití, které stojí 15 000 EUR, mají za následek 30–300 EUR na díl pouze v nákladech na nástroje, aniž by se zohlednily náklady na zpracování.
Výjimky nastávají, když díly vyžadují rozsáhlé operace obrábění přesahující 3–4 hodiny na díl, nebo když se materiálový odpad blíží 85–90 % hmotnosti výchozího polotovaru. V těchto scénářích mohou i malé objemy 200–300 dílů ospravedlnit jednoduché nástroje pro lití.
Prototypové a předvýrobní série těží z flexibility CNC obrábění, což umožňuje iterace návrhu bez úprav nástrojů. Náklady na nastavení 200–800 EUR na změnu návrhu zůstávají zvládnutelné ve srovnání s úpravami forem za 5 000–15 000 EUR.
Středněobjemová výroba (500–5 000 dílů)
Středněobjemová výroba představuje kritickou rozhodovací zónu, kde se analýza bodu zvratu stává zásadní. Složitost dílu, požadavky na tolerance a výběr materiálu silně ovlivňují optimální výběr výrobní metody.
Jednoduché díly s uvolněnými tolerancemi (±0,2 mm) obvykle upřednostňují tlakové lití nad 800–1 200 dílů. Složité díly vyžadující více sekundárních operací nemusí ospravedlnit lití až do 2 500–3 500 dílů, v závislosti na požadavcích na dobu obrábění.
Materiálové náklady se stávají stále důležitějšími při středních objemech. Díly vyžadující exotické slitiny dostupné pouze v tvářené formě vyžadují CNC obrábění bez ohledu na úvahy o objemu. Naopak, díly kompatibilní se standardními slitinami pro lití těží ze zlepšené efektivity využití materiálu.
Velkoobjemová výroba (5 000+ dílů)
Velkoobjemová výroba silně upřednostňuje tlakové lití pro díly kompatibilní se slitinami pro lití a geometrickými omezeními. Náklady na nástroje se amortizují na 0,50–8,00 EUR za díl, díky čemuž jsou celkové náklady na díl výrazně nižší než u alternativ CNC.
Nástroje s více dutinami se stávají ekonomicky životaschopnými při objemech přesahujících 8 000–12 000 dílů ročně. Formy se čtyřmi dutinami zvyšují počáteční náklady na nástroje o 40–60 %, ale snižují náklady na zpracování na díl o 35–45 %, což dále zlepšuje ekonomiku tlakového lití.
Při vysokých objemech se objevují příležitosti pro integraci automatizace, přičemž robotické ořezávání a sekundární operace snižují náklady na pracovní sílu o 0,80–2,20 EUR za díl. CNC obrábění čelí problémům s automatizací kvůli různým dobám cyklu a požadavkům na nastavení.
Úvahy specifické pro dané odvětví
Různá odvětví vykazují různé vzorce bodu zvratu na základě typických charakteristik dílů a požadavků na výkon.
Automobilové aplikace
Automobilové komponenty se obvykle vyznačují složitými geometriemi s mírnými požadavky na tolerance, což upřednostňuje tlakové lití při relativně nízkých objemech 1 200–2 800 dílů ročně. Tlak na snížení hmotnosti vede k požadavkům na lití tenkých stěn, což zvyšuje složitost a náklady na nástroje.
Požadavky na bezpečnost při nárazu často vyžadují specifické materiálové vlastnosti dosažitelné pouze prostřednictvím tvářených hliníkových tříd, což nutí výběr CNC obrábění bez ohledu na úvahy o objemu. Kritické konstrukční komponenty vyžadující úrovně pevnosti 7075-T6 nemohou využívat alternativy tlakového lití.
Nákladové tlaky v automobilových aplikacích činí analýzu bodu zvratu kritickou, přičemž cílové výrobní náklady často řídí výběr výrobní metody. Roční objemové závazky umožňují amortizaci investic do nástrojů po dobu 3–5 let životnosti modelu.
Elektronika a spotřební produkty
Elektronické aplikace kladou důraz na přísné tolerance a vynikající povrchové úpravy, často vyžadující sekundární operace obrábění i při použití primárních procesů tlakového lití. Požadavky na stínění EMI mohou vyžadovat specifické materiálové třídy nebo povrchové úpravy.
Rychlé cykly vývoje produktů upřednostňují CNC obrábění pro počáteční výrobní série s potenciálním přechodem na tlakové lití pro úspěšné produkty přesahující 2 000–3 000 kusů ročně. Optimalizace návrhu pro lití často probíhá během správy životního cyklu produktu.
Kosmetické požadavky ve spotřební elektronice často vyžadují další dokončovací operace, které stojí 5,50–18,00 EUR za díl, což významně ovlivňuje výpočty bodu zvratu. Do celkových výrobních nákladů je třeba započítat eloxování, práškové lakování a operace leštění.
Při hodnocení možností výroby poskytuje Microns Hub přímé vztahy s výrobci, které zajišťují vynikající kontrolu kvality a konkurenceschopné ceny ve srovnání s platformami tržiště. Naše technická odbornost zahrnuje jak možnosti tlakového lití, tak CNC obrábění, což umožňuje objektivní doporučení založená čistě na požadavcích vašeho projektu, spíše než na omezeních procesu.
Pokročilé strategie optimalizace nákladů
Kromě základních výpočtů bodu zvratu může několik pokročilých strategií optimalizovat výrobní náklady a zlepšit přesnost rozhodování.
Hybridní výrobní přístupy
Kombinace operací tlakového lití a CNC obrábění může optimalizovat náklady i výkon pro specifické aplikace. Přístupy lití a následného obrábění využívají tlakové lití pro vytvoření základní geometrie, následované operacemi CNC pro kritické rozměry a povrchové úpravy.
Tento hybridní přístup funguje efektivně, když lze 60–70 % geometrie dílu odlít do téměř finálního tvaru, přičemž zbývající prvky vyžadují tolerance ±0,025 mm nebo lepší povrchové úpravy. Objem bodu zvratu se obvykle pohybuje od 800 do 1 800 dílů, v závislosti na složitosti operace obrábění.
Alternativy lití do ztracené formy by měly být zváženy pro složité vnitřní geometrie nekompatibilní s požadavky na úkos tlakového lití. Zatímco náklady na nástroje jsou nižší (5 000–15 000 EUR), náklady na zpracování se zvyšují na 8,50–25,00 EUR za díl, což posouvá body zvratu na 2 800–5 200 dílů.
Integrace návrhu pro výrobu
Optimalizace návrhů dílů pro výběr výrobní metody může dramaticky zlepšit ekonomiku bodu zvratu. Návrhy pro tlakové lití těží z rovnoměrné tloušťky stěn, velkorysých úhlů úkosu (1,5–3,0 stupně) a eliminace podřezání vyžadujících složité nástroje.
Návrhy pro CNC obrábění by měly minimalizovat hluboké kapsy, tenké stěny a složité 3D povrchy vyžadující rozsáhlé dráhy nástrojů. Kompatibilita se standardními nástroji snižuje náklady na nastavení o 150–450 EUR za návrh dílu, což zlepšuje ekonomiku malých objemů.
Mezifunkční kontroly návrhu zahrnující výrobní inženýry během vývoje konceptu mohou identifikovat optimální výrobní metody před podrobnou investicí do návrhu. Tento přístup zabraňuje nákladným snahám o přepracování při škálování výroby.
Pro výrobce vyžadující jak přesné obrábění, tak možnosti lití, naše výrobní služby poskytují integrovaná řešení zahrnující více výrobních metod. Kromě toho naše služby zpracování plechu nabízejí alternativní přístupy pro aplikace krytů a držáků, kde ani lití, ani obrábění neposkytují optimální poměr nákladů a výkonu.
Úvahy o kvalitě a dodací lhůtě
Výběr výrobní metody zahrnuje kompromisy nad rámec pouhých nákladových úvah, včetně konzistence kvality, dodacích lhůt a odolnosti dodavatelského řetězce.
Možnosti kontroly kvality
Kvalita tlakového lití silně závisí na řízení procesu a údržbě nástrojů. Pórovitost, studené spoje a rozměrové odchylky mohou ovlivnit 2–8 % výroby bez řádných kontrol. Implementace statistického řízení procesu přidává 0,25–0,80 EUR za díl, ale snižuje míru zmetkovitosti pod 1 %.
CNC obrábění nabízí vynikající rozměrové řízení a opakovatelnost, přičemž schopné procesy dosahují hodnot Cpk 1,67 nebo vyšších pro kritické rozměry. Tato výhoda spolehlivosti může ospravedlnit vyšší náklady na díl pro aplikace, kde selhání v terénu vytvářejí významnou záruční expozici.
Požadavky na kontrolu se mezi procesy výrazně liší. Tlakové odlitky obvykle vyžadují 100% vizuální kontrolu a periodické ověření rozměrů, zatímco CNC díly mohou potřebovat pouze statistické vzorkování po kvalifikaci procesu.
Analýza dodací lhůty
Dodací lhůty pro tlakové lití zahrnují 6–16 týdnů na výrobu nástrojů, následované 2–4 týdny na schválení prvního kusu a optimalizaci procesu. Výrobní dodací lhůty se obvykle pohybují od 3 do 8 týdnů v závislosti na požadavcích na objem a složitosti.
CNC obrábění nabízí kratší počáteční dodací lhůty 1–3 týdny pro první kusy, přičemž škálovatelnost výroby je omezena kapacitou stroje. Velkoobjemová výroba CNC může vyžadovat dodací lhůty 6–12 týdnů kvůli omezením kapacity.
Narušení dodavatelského řetězce ovlivňují tlakové lití a CNC obrábění odlišně. Tlakové lití závisí na specializovaném vybavení a dodavatelích nástrojů, zatímco CNC obrábění využívá šířeji dostupné obráběcí stroje a standardní nástroje.
| Tlakové lití | CNC obrábění | Strategický dopad | Počáteční nastavení |
|---|---|---|---|
| 6-16 týdnů | 1-3 týdny | Upřednostňuje CNC pro naléhavost | První vzorek |
| 2-4 týdny | 3-7 dní | Výhoda CNC | Škálování výroby |
| 2-4 týdny | 4-8 týdnů | Lití se škáluje rychleji | Změny designu |
| 4-12 týdnů | 1-2 týdny | Výhoda flexibility CNC |
Často kladené otázky
Jaký je typický bod zvratu mezi tlakovým litím a CNC obráběním pro hliníkové díly?
Body zvratu se obvykle pohybují od 500 do 2 000 dílů pro hliníkové komponenty, v závislosti na složitosti dílu a požadavcích na obrábění. Jednoduché držáky mohou dosáhnout bodu zvratu při 400–800 dílech, zatímco složité kryty vyžadující více sekundárních operací nemusí ospravedlnit tlakové lití až do 2 500–4 000 dílů. Přesný bod zvratu závisí na nákladech na nástroje (15 000–80 000 EUR), efektivitě využití materiálu a nákladech na zpracování na díl.
Jak požadavky na tolerance ovlivňují volbu mezi tlakovým litím a CNC obráběním?
Tlakové lití obvykle dosahuje ±0,1 mm na rozměrech mimo dělící rovinu a ±0,2 mm na prvcích dělící roviny. CNC obrábění může udržet ±0,025 mm nebo těsnější tolerance na kritických rozměrech. Pokud více než 30 % prvků dílu vyžaduje tolerance těsnější než ±0,1 mm, body zvratu se mohou posunout z 1 200 dílů na 2 800 dílů kvůli požadovaným sekundárním operacím obrábění, které stojí 3,50–12,00 EUR za díl.
Jaké materiály lze použít při tlakovém lití versus CNC obrábění?
Tlakové lití je omezeno na slitiny jako A380, A383 a A356 (AlSi9Cu3, AlSi10Mg, AlSi7Mg0.3) s cenou 2,20–4,10 EUR za kilogram. CNC obrábění může využívat tvářené slitiny včetně 6061-T6, 7075-T6 a 2024-T4, i když za vyšší materiálové náklady 4,20–18,00 EUR za kilogram. Aplikace vyžadující vysoce pevné slitiny jako 7075-T6 musí používat CNC obrábění bez ohledu na úvahy o objemu.
Jaké jsou hlavní faktory ovlivňující náklady při tlakovém lití versus CNC obrábění?
Náklady na tlakové lití jsou ovlivněny počáteční investicí do nástrojů (15 000–80 000 EUR) a relativně nízkými náklady na díl (4,50–8,50 EUR). CNC obrábění se vyznačuje nízkými náklady na nastavení (200–1 500 EUR), ale vysokými náklady na díl kvůli materiálovému odpadu (míra odpadu 60–80 %) a poplatkům za dobu zpracování 45–65 EUR za hodinu. Efektivita využití materiálu silně upřednostňuje tlakové lití s 85–95 % versus 20–40 % u CNC obrábění.
Jak složitost dílu ovlivňuje výběr výrobní metody?
Jednoduché díly se základní geometrií upřednostňují tlakové lití při objemech nad 400–800 dílů. Složité díly vyžadující posuvníky, více podřezání nebo složité vnitřní prvky zvyšují náklady na nástroje na 45 000–80 000 EUR+, což posouvá body zvratu na 1 500–4 000 dílů. CNC obrábění zvládá složité geometrie bez penalizace nástrojů, ale trpí zvýšenými dobami cyklu a materiálovým odpadem u složitých dílů.
Jaké sekundární operace jsou obvykle vyžadovány pro každý proces?
Tlakové lití běžně vyžaduje ořezávání otřepů, vrtání otvorů, které nelze odlít kvůli úhlům úkosu, a obrábění kritických rozměrů, což přidává 1,50–8,00 EUR za díl. CNC obrábění obvykle vyžaduje minimální sekundární operace (0,50–3,00 EUR za díl), jako je odjehlování a čištění. Kosmetické aplikace však mohou vyžadovat další povrchové úpravy pro oba procesy, které stojí 5,50–25,00 EUR za díl.
Jak se porovnávají dodací lhůty mezi tlakovým litím a CNC obráběním?
Tlakové lití vyžaduje 6–16 týdnů na výrobu nástrojů plus 2–4 týdny na optimalizaci procesu, ale poté nabízí rychlé škálování výroby. CNC obrábění poskytuje 1–3 týdny dodací lhůty pro první kusy a větší flexibilitu pro změny návrhu (1–2 týdny versus 4–12 týdnů pro úpravy forem). Velkoobjemová výroba CNC může čelit omezením kapacity vyžadujícím dodací lhůty 6–12 týdnů, zatímco tlakové lití se škáluje efektivněji po dokončení nástrojů.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece