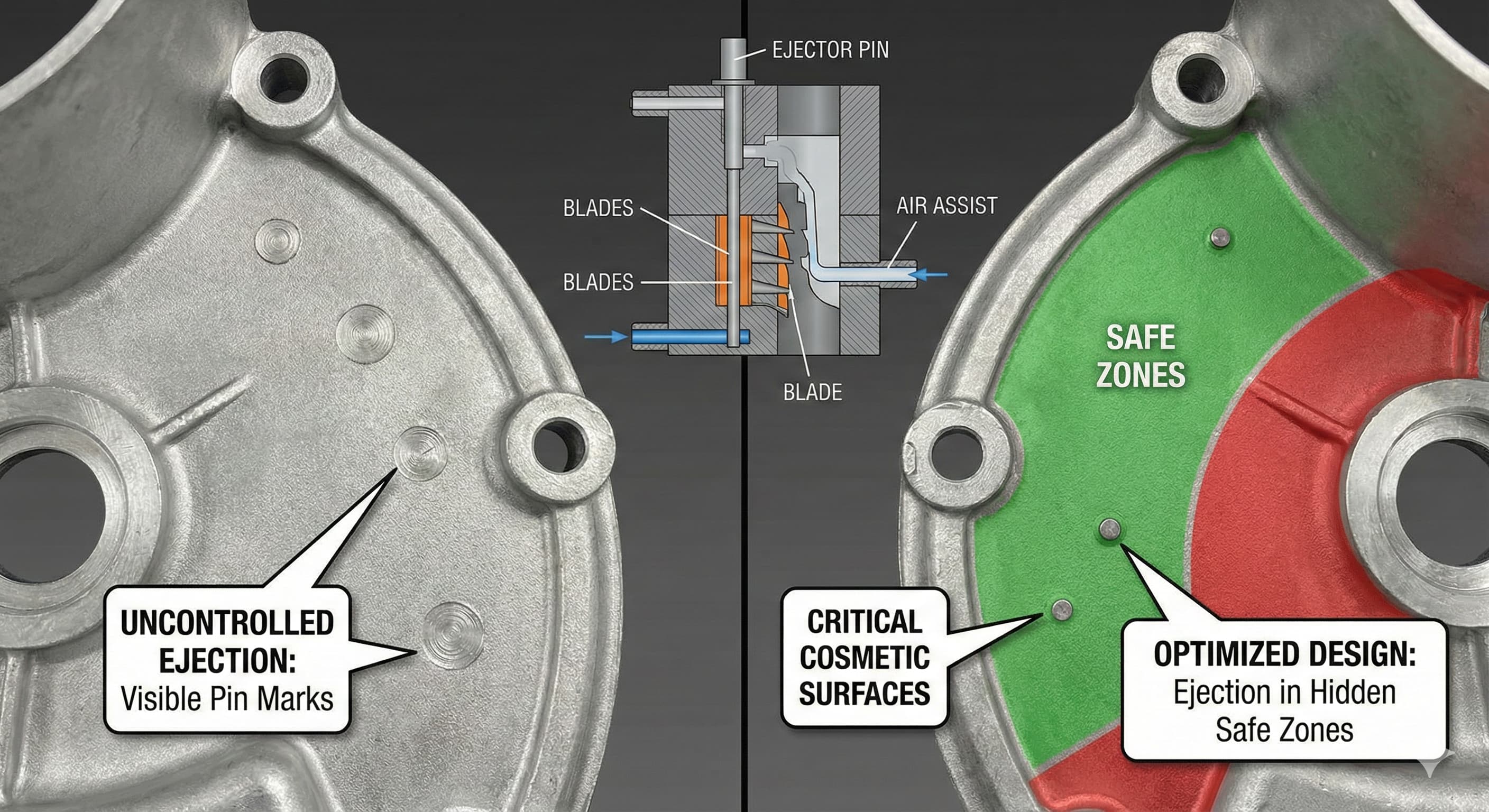
Stopy po vyhazovačích: Návrh "bezpečných zón" na kosmetických litých površích
Stopy po vyhazovačích představují jednu z nejtrvalejších výzev v oblasti kvality při výrobě litých dílů, zejména pokud komponenty obsahují viditelné kosmetické povrchy. Tyto zdánlivě drobné povrchové nedokonalosti mohou proměnit jinak dokonalý odlitek v zmetek, což zvyšuje náklady a prodlužuje dodací lhůty. Strategické umístění vyhazovačů vyžaduje systematický přístup, který vyvažuje efektivitu výroby s estetickými požadavky.
Pochopení vzniku stop po vyhazovačích začíná rozpoznáním základních fyzikálních jevů. Během vyhazování vytvářejí lokalizované koncentrace napětí trvalé deformační zóny o průměru od 0,2 mm do 2,0 mm, v závislosti na geometrii vyhazovače a vlastnostech materiálu. Tyto stopy se objevují jako kruhové prohlubně, vyvýšené oblasti nebo texturové variace, které jsou zvláště výrazné na leštěných nebo eloxovaných površích.
Klíčové poznatky
- Stopy po vyhazovačích tvoří trvalé povrchové vady o průměru 0,2-2,0 mm v důsledku lokalizované koncentrace napětí během vyhazování dílu
- Strategické umístění "bezpečných zón" vyžaduje analýzu geometrie dílu, úkosů a požadavků na kosmetický povrch v rané fázi návrhu
- Průměr vyhazovače, vyhazovací síla a tvrdost materiálu přímo ovlivňují závažnost a viditelnost stop na hotových površích
- Pokročilé techniky, včetně vyhazování noži, stíracími deskami a systémy s podporou vzduchu, mohou minimalizovat nebo eliminovat viditelné stopy
Pochopení vzniku stop po vyhazovačích
Vznik stop po vyhazovačích probíhá prostřednictvím komplexní interakce mechanických sil, vlastností materiálu a tepelných podmínek. Když se vyhazovače dotknou litého dílu, vytvářejí lokalizovaná pole napětí, která překračují mez pružnosti materiálu, což vede k trvalé plastické deformaci.
Tvrdost materiálu hraje klíčovou roli v závažnosti stop. Hliníkové slitiny jako A380 (typická tvrdost 80-100 HB) vykazují odlišné charakteristiky značení ve srovnání s A356-T6 (tvrdost 70-95 HB). Měkčí materiály obecně vykazují výraznější značení, zatímco tvrdší slitiny mohou vykazovat méně viditelné deformace, ale mohou se objevit povrchové praskliny při nadměrných vyhazovacích silách.
Teplotní efekty problém se značením ještě umocňují. Díly vyhazované při teplotách nad 200 °C vykazují zvýšenou náchylnost ke značení v důsledku snížené meze kluzu. Naopak díly, které se před vyhozením ochladí pod 150 °C, vykazují výrazně sníženou hloubku stop, i když toto období chlazení ovlivňuje dobu cyklu a produktivitu.
| Kvalita materiálu | Tvrdost (HB) | Typická hloubka značky (mm) | Doporučený průměr kolíku (mm) |
|---|---|---|---|
| A380 (odlévaný) | 80-100 | 0.15-0.30 | 6-10 |
| A356-T6 | 70-95 | 0.10-0.25 | 8-12 |
| A413 | 85-105 | 0.12-0.28 | 6-10 |
| Zinková slitina #3 | 95-115 | 0.08-0.20 | 5-8 |
Geometrie vyhazovače významně ovlivňuje vzory tvorby stop. Standardní válcové vyhazovače s hranami o poloměru 0,5-1,0 mm vytvářejí kruhové otisky, zatímco vyhazovače s hranami o větším poloměru (2-3 mm) rozkládají síly na větší povrchové plochy, čímž snižují závažnost stop. Vyhazovače s větším poloměrem však vyžadují zvýšené vyhazovací síly a mohou způsobit deformaci dílu v tenkostěnných sekcích.
Zásady návrhu bezpečných zón
Efektivní návrh bezpečných zón začíná komplexní analýzou povrchu během počáteční fáze návrhu. Kosmetické povrchy vyžadují klasifikaci do tří kategorií: třída A (viditelné a kritické), třída B (viditelné, ale nekritické) a třída C (skryté nebo neviditelné). Tento klasifikační systém řídí strategii umístění vyhazovačů a přijatelné tolerance značení.
Optimalizace úkosu přímo ovlivňuje dostupnost bezpečných zón. Povrchy s dostatečným úkosem (obvykle 1-3 stupně pro lití hliníku) poskytují přirozenou pomoc při vyhazování, snižují požadované síly vyhazovače a rozšiřují potenciální umístění bezpečných zón. Nedostatečné úkosy nutí konstruktéry umístit vyhazovače na kosmetické povrchy nebo riskovat poškození dílu během vyhazování.
Geometrická analýza odhaluje optimální charakteristiky bezpečných zón. Rovné povrchy kolmé ke směru vyhazování poskytují ideální příležitosti pro umístění vyhazovačů, protože síly se rozkládají rovnoměrně bez vytváření koncentrací napětí. Zakřivené povrchy vyžadují pečlivou analýzu lokální geometrie, přičemž konkávní oblasti jsou obecně preferovány před konvexními povrchy pro umístění vyhazovačů.
Při práci s aplikacemi lití do písku pro velké komponenty, je plánování bezpečných zón ještě kritičtější kvůli větším povrchovým plochám a zvýšené viditelnosti defektů.
Dimenzování vyhazovačů a výpočet sil
Správné dimenzování vyhazovačů vyžaduje výpočet minimálního průměru vyhazovače potřebného k zabránění vybočení a zároveň minimalizaci kontaktního tlaku na povrchy dílu. Kritické zatížení pro vybočení vyhazovačů se řídí Eulerovým vzorcem, upraveným pro výrobní podmínky:
P_kritické = (π² × E × I) / (K × L²)
Kde E představuje modul pružnosti materiálu vyhazovače (obvykle 200 GPa pro nástrojovou ocel), I se rovná momentu setrvačnosti plochy, K je efektivní součinitel délky (2,0 pro podmínky s čepovým uložením) a L představuje nepodepřenou délku vyhazovače.
Výpočty kontaktního tlaku určují potenciál značení. Tlak P = F/A, kde F představuje vyhazovací sílu a A se rovná kontaktní ploše vyhazovače. Udržování kontaktních tlaků pod 50 MPa pro hliníkové slitiny obecně zabraňuje viditelnému značení na kosmetických površích.
| Průměr kolíku (mm) | Maximální nepodporovaná délka (mm) | Kontaktní tlak při 500N (MPa) | Doporučené použití |
|---|---|---|---|
| 4 | 80 | 39.8 | Lehké, kosmetické povrchy |
| 6 | 120 | 17.7 | Standardní aplikace |
| 8 | 160 | 9.9 | Náročné aplikace, minimální značení |
| 10 | 200 | 6.4 | Velké díly, rozložené zatížení |
Strategie rozložení sil zahrnují použití více menších vyhazovačů namísto menšího počtu velkých vyhazovačů. Tento přístup rozkládá vyhazovací zatížení na širší oblasti a zároveň udržuje individuální síly vyhazovačů v přijatelných mezích. Například čtyři vyhazovače o průměru 6 mm poskytují ekvivalentní kontaktní plochu jako jeden vyhazovač o průměru 12 mm a zároveň nabízejí větší flexibilitu umístění.
Pokročilé techniky vyhazování
Systémy vyhazování noži nabízejí vynikající řešení pro díly s rozsáhlými kosmetickými povrchy. Tyto systémy používají tenké, ploché vyhazovací prvky (obvykle o tloušťce 1-2 mm), které se dotýkají dílů podél lineárních hran spíše než kruhových bodů. Vyhazovače noži rozkládají síly na větší plochy, čímž snižují kontaktní tlaky o 60-80 % ve srovnání s konvenčními vyhazovači.
Vyhazování stírací deskou poskytuje dokonalé řešení pro eliminaci stop po vyhazovačích na kosmetických površích. Stírací deska se dotýká celého obvodu dílu současně, čímž vytváří rovnoměrné vyhazovací síly bez lokalizovaných koncentrací napětí. Tento systém však vyžaduje přesné obrábění a zvyšuje složitost návrhu formy.
Vyhazování s podporou vzduchu kombinuje mechanické vyhazovače s vstřikováním stlačeného vzduchu. Tlak vzduchu (obvykle 0,3-0,8 MPa) doplňuje mechanické vyhazovací síly, což umožňuje menší vyhazovače nebo snížené síly vyhazovačů. Tato technika se ukazuje jako zvláště účinná pro tenkostěnné odlitky, kde by konvenční vyhazování mohlo způsobit deformaci.
Pro vysoce přesné výsledky, Odešlete svůj projekt a získejte cenovou nabídku do 24 hodin od Microns Hub.
Sekvenční časování vyhazování optimalizuje aplikaci síly během celého vyhazovacího cyklu. Počáteční kontakt s nízkou silou zajišťuje stabilitu dílu, po kterém následuje postupné zvyšování síly, jak se díl odděluje od povrchů formy. Tento přístup snižuje špičkové kontaktní tlaky a zároveň udržuje spolehlivý výkon vyhazování.
Úvahy o povrchové úpravě
Povrchové úpravy po lití významně ovlivňují viditelnost a přijatelnost stop po vyhazovačích. Procesy eloxování, zejména eloxování kyselinou sírovou typu II, mají tendenci zvýrazňovat povrchové nepravidelnosti, včetně stop po vyhazovačích. Anodická oxidová vrstva se tvoří odlišně nad deformovanými oblastmi, čímž vytváří viditelné barevné variace, i když rozměrové rozdíly zůstávají minimální.
Aplikace práškového lakování poskytují vynikající zakrytí stop po vyhazovačích díky schopnosti povlaku vyplnit drobné povrchové prohlubně. Tloušťky filmu 60-120 mikrometrů účinně maskují stopy po vyhazovačích až do hloubky 0,2 mm a zároveň poskytují trvanlivou ochranu povrchu.
Mechanické povrchové úpravy, jako je tryskání nebo omílání, mohou snížit viditelnost stop po vyhazovačích prostřednictvím řízené povrchové textury. Tyto procesy vytvářejí rovnoměrnou drsnost povrchu, která maskuje lokalizované deformační vzory. Při návrhu dílu je však třeba vzít v úvahu rozměrové změny způsobené úbytkem materiálu.
| Povrchová úprava | Snížení viditelnosti značky (%) | Typický dopad na cenu (€/díl) | Doba zpracování (hodiny) |
|---|---|---|---|
| Odlévaný | 0 | 0 | 0 |
| Tryskání | 70-85 | 2-5 | 0.5-1.0 |
| Práškové lakování | 85-95 | 5-12 | 2-4 |
| Eloxování typ II | -20 až +10 | 8-15 | 3-6 |
| Chemické leptání | 60-80 | 3-8 | 1-2 |
Chemické leptání poskytuje další přístup k minimalizaci stop. Řízené leptání kyselinou odstraní 0,05-0,15 mm povrchového materiálu, čímž účinně eliminuje mělké stopy po vyhazovačích a zároveň vytváří rovnoměrnou texturu povrchu. Tento proces vyžaduje přesné maskování pro ochranu kritických rozměrů a závitových prvků.
Optimalizace návrhu formy
Optimalizace návrhu formy začíná komplexní analýzou vyhazování během počáteční fáze návrhu. Moderní CAD systémy umožňují analýzu konečných prvků vyhazovacích napětí, což konstruktérům umožňuje předvídat umístění a závažnost stop po vyhazovačích ještě před zahájením konstrukce formy.
Algoritmy pro umístění vyhazovačů zvažují současně více faktorů: geometrii dílu, úkosy, klasifikaci povrchu, strukturální integritu a výrobní omezení. Optimalizační software řadí potenciální umístění vyhazovačů na základě vážených kritérií, čímž zajišťuje, že kosmetické povrchy obdrží odpovídající ochranu.
Při integraci s přesnými CNC obráběcími službami pro sekundární operace musí umístění vyhazovačů zohledňovat následné požadavky na obrábění a potřeby upínání.
Progresivní vyhazovací systémy sekvenují aktivaci vyhazovačů, aby se minimalizovaly špičkové síly. Počáteční vyhazovače se zapojí do nekosmetických povrchů, čímž zajistí stabilitu dílu před aktivací vyhazovačů na kosmetickém povrchu. Tento přístup snižuje síly značení a zároveň udržuje spolehlivost vyhazování.
Řízení teploty v systémech forem ovlivňuje požadavky na vyhazování. Optimalizované chladicí kanály udržují rovnoměrné teploty formy, čímž snižují přilnavost dílu a vyhazovací síly. Teplotní rozdíly nad 30 °C mezi sekcemi formy mohou zdvojnásobit požadované vyhazovací síly.
Kontrola kvality a inspekce
Protokoly kontroly kvality pro stopy po vyhazovačích vyžadují standardizované inspekční postupy a kritéria přijatelnosti. Vizuální inspekční standardy obvykle klasifikují stopy podle průměru, hloubky a umístění vzhledem ke kosmetickým povrchům.
Rozměrové měření stop po vyhazovačích využívá kontaktní a bezkontaktní metody. Stylus profilometrie poskytuje přesná měření hloubky s rozlišením 0,01 mm, zatímco optické skenovací systémy zachycují kompletní geometrii stopy včetně průměru a charakteristik hran.
Statistická regulace procesu sleduje trendy stop po vyhazovačích během výrobních sérií. Regulační diagramy monitorují hloubku stopy, frekvenci a vzory umístění, což umožňuje včasnou detekci opotřebení formy nebo driftu parametrů procesu.
| Metoda kontroly | Rozlišení (mm) | Doba kontroly (sekundy) | Cena vybavení (€) |
|---|---|---|---|
| Vizuální kontrola | 0.1 | 30-60 | 100-500 |
| Profilometrie hrotem | 0.001 | 120-300 | 15,000-50,000 |
| Optické skenování | 0.005 | 60-180 | 25,000-100,000 |
| Souřadnicový měřicí stroj | 0.001 | 180-600 | 80,000-300,000 |
Vývoj kritérií přijatelnosti vyžaduje spolupráci mezi týmy návrhu, výroby a kvality. Kritéria musí vyvážit kosmetické požadavky s proveditelností výroby, přičemž je třeba zvážit faktory, jako jsou náklady na díl, objem výroby a aplikace koncového použití.
Analýza dopadu na náklady
Zmírnění stop po vyhazovačích má významné dopady na náklady v několika fázích výroby. Návrhové úpravy pro eliminaci vyhazování na kosmetickém povrchu mohou zvýšit složitost formy o 15-30 %, což přímo ovlivňuje náklady na nástroje.
Alternativní vyhazovací systémy, jako jsou stírací desky nebo vyhazovače noži, obvykle přidávají k nákladům na formu 5 000–25 000 EUR v závislosti na složitosti dílu a velikosti formy. Tyto investice se však často ukáží jako ekonomické pro velkoobjemovou výrobu, kde náklady na zmetkovitost dílů převyšují prémie za nástroje.
Sekundární operace pro odstranění nebo maskování stop po vyhazovačích se pohybují od 1 do 15 EUR na díl v závislosti na typu úpravy a velikosti dílu. Ruční leštění pro odstranění stop může stát 8–20 EUR na díl a zároveň přidat 30–90 minut k době zpracování.
Při objednávání od Microns Hub těžíte z přímých vztahů s výrobci, které zajišťují vynikající kontrolu kvality a konkurenceschopné ceny ve srovnání s platformami tržiště. Naše technická odbornost v oblasti umístění vyhazovačů a optimalizace návrhu formy znamená, že každý projekt lití obdrží pozornost věnovanou detailům nezbytnou pro požadavky na kosmetický povrch.
Náklady na zmetky a opravy z vyřazených dílů kvůli stopám po vyhazovačích se obvykle pohybují od 50 do 500 EUR na díl v závislosti na nákladech na materiál, složitosti obrábění a naléhavosti dodání. Tyto náklady často převyšují investice do optimalizace vyhazovacího systému během prvních několika tisíc vyrobených dílů.
Integrace s výrobními službami
Úspěšné řízení stop po vyhazovačích vyžaduje integraci napříč několika výrobními procesy. Pokud komponenty vyžadují operace po lití prostřednictvím našich výrobních služeb, musí umístění vyhazovačů koordinovat s požadavky na upínání a obrábění.
Sekundární obráběcí operace mohou eliminovat stopy po vyhazovačích prostřednictvím strategického úbytku materiálu. Tento přístup však vyžaduje pečlivou koordinaci mezi týmy lití a obrábění, aby se zajistily dostatečné přídavky materiálu a rozměrová kontrola.
Úvahy o montáži ovlivňují umístění vyhazovačů, když se stopy vyskytují na površích, které se stýkají s jinými komponentami. Těsnicí plochy těsnění, oblasti pro montáž ložisek a závitové prvky vyžadují zvláštní pozornost, aby se zabránilo funkčním problémům způsobeným stopami po vyhazovačích.
Procesy tepelného zpracování, zejména zušlechťování T6 pro konstrukční hliníkové díly, mohou ovlivnit viditelnost stop po vyhazovačích prostřednictvím mikrostrukturálních změn a vzorů uvolnění napětí.
Často kladené otázky
Proč se stopy po vyhazovačích zdají po eloxování tmavší?
Stopy po vyhazovačích se zdají po eloxování tmavší, protože lokalizovaná plastická deformace vytváří v hliníku odlišné krystalové struktury. Tyto deformované oblasti mají změněnou povrchovou energii a pórovitost, což způsobuje, že se anodická oxidová vrstva tvoří s odlišnou tloušťkou a hustotou. Výsledkem je viditelná barevná variace, i když jsou rozměrové rozdíly minimální.
Jak vypočítám minimální průměr vyhazovače, abych zabránil vybočení?
Použijte Eulerův vzorec pro vybočení: P_kritické = (π² × E × I) / (K × L²). Pro vyhazovače z nástrojové oceli (E = 200 GPa) vypočítejte moment setrvačnosti plochy I = πd⁴/64, použijte K = 2,0 pro podmínky s čepovým uložením a L jako nepodepřenou délku. Zajistěte, aby vaše požadovaná vyhazovací síla zůstala pod 70 % vypočítaného kritického zatížení pro bezpečnostní rezervu.
Lze stopy po vyhazovačích zcela eliminovat z viditelných povrchů?
Ano, pomocí správných návrhových technik, včetně vyhazování stírací deskou, vyhazovačů noži nebo strategického umístění vyhazovačů v neviditelných oblastech. Stírací desky zcela eliminují bodový kontakt, zatímco vyhazovače noži rozkládají síly lineárně. Alternativní přístupy zahrnují vyhazování s podporou vzduchu nebo navrhování dělících rovin tak, aby se všechny vyhazovače umístily na skryté povrchy.
Jaká je maximální přijatelná hloubka stopy po vyhazovači pro kosmetické povrchy?
Pro kosmetické povrchy třídy A by stopy neměly přesáhnout hloubku 0,05 mm s průměrem pod 2,0 mm. Povrchy třídy B mohou akceptovat stopy až do hloubky 0,15 mm. Tyto limity platí pro díly s přirozenou hliníkovou povrchovou úpravou; díly s práškovým lakováním mohou akceptovat hlubší stopy (až do 0,20 mm) kvůli efektům vyplnění povlakem.
Jak teplota dílu během vyhazování ovlivňuje závažnost stopy po vyhazovači?
Vyšší teploty vyhazování zvyšují závažnost stopy v důsledku snížené meze kluzu materiálu. Díly vyhazované nad 200 °C vykazují o 40–60 % hlubší stopy než díly ochlazené na 150 °C. Doba chlazení však ovlivňuje efektivitu cyklu. Optimální teplota vyhazování vyvažuje závažnost stopy s požadavky na produktivitu, obvykle 160–180 °C pro lití hliníku.
Jaký materiál vyhazovače poskytuje nejlepší povrchovou úpravu na hliníkových odlitcích?
Kalené vyhazovače z nástrojové oceli (58-62 HRC) s leštěnými povrchy poskytují optimální výsledky. Nástrojová ocel H13 nabízí vynikající odolnost proti opotřebení a tepelnou stabilitu. Povrchy vyhazovačů by měly být leštěny na Ra 0,2 μm nebo lépe a ošetřeny povlakem TiN pro prodlouženou životnost. Vyhněte se měkčím materiálům vyhazovačů, které se mohou zadírat nebo deformovat během provozu.
Jak mohu dodatečně upravit stávající formy, abych snížil stopy po vyhazovačích?
Možnosti dodatečné úpravy zahrnují zvětšení průměru vyhazovače (pokud to prostor dovolí), přidání více vyhazovačů pro rozložení zatížení, konverzi na vyhazovače noži v kritických oblastech nebo implementaci systémů s podporou vzduchu. Každý přístup vyžaduje pečlivou analýzu stávající geometrie formy a strukturálních omezení. Kompletní konverze na stírací desku obvykle vyžaduje rozsáhlou úpravu formy a nemusí být nákladově efektivní pro stávající nástroje.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece