PEM Spojovací prvky: Výběr správných nýtovacích matic pro tenký hliník
Upevňování tenkých hliníkových panelů představuje specifické výzvy, které standardní závitové spojovací prvky nedokážou efektivně vyřešit. Při práci s tloušťkami materiálu pod 2 mm vytvářejí tradiční matice a šrouby koncentrace napětí, které narušují strukturální integritu, zatímco závity často strhávají při mírném zatížení. Nýtovací matice PEM řeší tento kritický inženýrský problém rozložením zatížení na větší plochu a vytvořením trvalých, spolehlivých závitových spojů v tenkých plechových sestavách.
Klíčové poznatky
- Nýtovací matice rozkládají zatížení efektivněji než závity v hliníkových plechech o tloušťce menší než 2 mm
- Samojistné spojovací prvky eliminují potřebu sekundárních operací a poskytují možnosti zapuštěné montáže
- Výběr materiálu mezi nerezovou ocelí a hliníkovými maticemi PEM přímo ovlivňuje odolnost proti galvanické korozi
- Správná velikost otvoru v toleranci ±0,05 mm zajišťuje optimální pevnost úchopu a zabraňuje deformaci panelu
Porozumění technologii nýtovacích prvků PEM
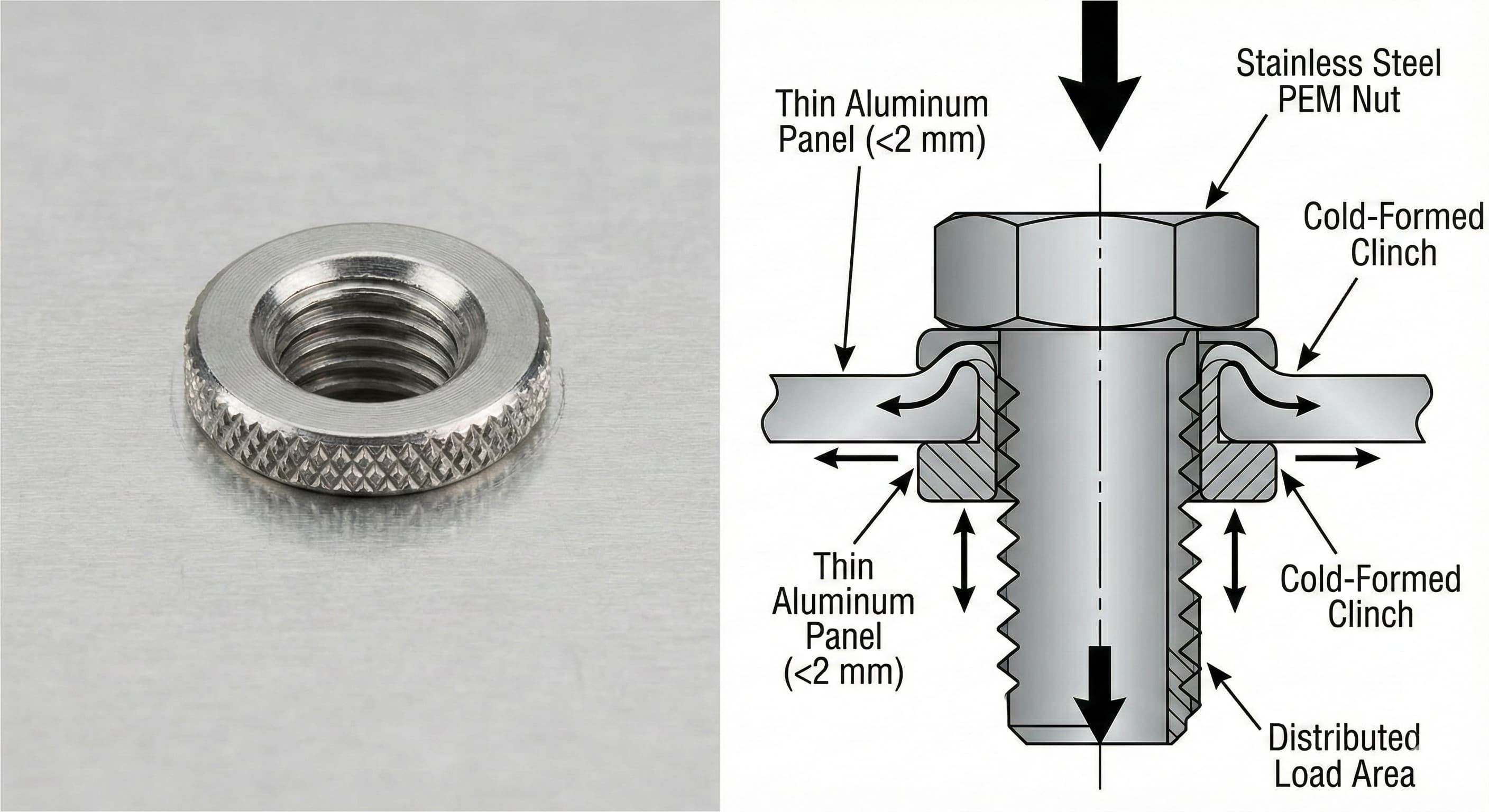
Spojovací prvky PEM využívají samojistný mechanismus, který vytváří trvalé mechanické spojení řízenou deformací spojovacího prvku i hostitelského materiálu. Na rozdíl od tradičních závitových spojů, které se spoléhají pouze na záběr závitů, mají nýtovací matice vroubkovaný nebo šestihranný dřík, který proniká a vytlačuje hliníkový substrát během instalace.
Základní princip zahrnuje tři odlišné zóny interakce materiálu. Vodicí průměr vytváří počáteční vyrovnání a zabraňuje bočnímu pohybu během instalace. Průměr nýtování, typicky o 0,2-0,4 mm větší než vodicí průměr, generuje primární retenční sílu radiální kompresí. Nakonec příruba hlavy rozkládá upínací zatížení na povrch 3-4krát větší než průměr spojovacího prvku.
Instalace vyžaduje řízené použití síly, obvykle v rozmezí 8-15 kN v závislosti na velikosti spojovacího prvku a tloušťce materiálu. Tato síla musí být aplikována kolmo k povrchu panelu s minimální boční odchylkou, aby se zabránilo asymetrickému nýtování, které může snížit retenční sílu až o 40 %. Proces vytváří spoj tvářený za studena, jehož pevnost se v průběhu času zvyšuje v důsledku zpevnění vytlačeného hliníku.
Kvalitní služby zpracování plechu si uvědomují, že instalace nýtovacích prvků vyžaduje specializované nástroje a přesné řízení síly, aby bylo dosaženo konzistentních výsledků v celém výrobním procesu.
Kritéria pro výběr materiálu
Výběr vhodného materiálu spojovacího prvku PEM zahrnuje vyvážení mechanických vlastností, odolnosti proti korozi a nákladů specifických pro aplikace s tenkým hliníkem. Tři primární možnosti materiálu nabízejí odlišné výhody v závislosti na požadavcích aplikace.
Matice PEM z nerezové oceli, typicky vyráběné z jakostí 303 nebo 416, poskytují nejvyšší pevnost v tahu a ve smyku při zachování vynikající odolnosti proti korozi. Nerezová ocel 303 nabízí vynikající obrobitelnost a kvalitu závitu s mezí kluzu dosahující 310 MPa. Mírné magnetické vlastnosti a vyšší koeficient tepelné roztažnosti ve srovnání s hliníkem však mohou vytvářet problémy v přesných sestavách.
Spojovací prvky z uhlíkové oceli s pozinkováním nebo zink-niklovým pokovením poskytují maximální pevnost za nejnižší cenu. Tyto spojovací prvky mohou dosáhnout pevnosti v tahu přesahující 450 MPa, což je činí ideálními pro aplikace s vysokým zatížením. Hlavní omezení se týká galvanické kompatibility, protože významný rozdíl elektrochemického potenciálu mezi ocelí a hliníkem urychluje korozi ve vlhkém prostředí.
| Materiál | Pevnost v tahu (MPa) | Odolnost proti korozi | Nákladový faktor | Nejlepší aplikace |
|---|---|---|---|---|
| Nerezová ocel 303 | 310-350 | Výborná | 2.1x | Námořní, zpracování potravin |
| Hliník 6061 | 276 | Dobrá (s hliníkem) | 1.8x | Letectví, elektronika |
| Uhlíková ocel (Zn pokoveno) | 450-520 | Uspokojivá | 1.0x | Vnitřní konstrukční |
| Nerezová ocel 416 | 380-420 | Velmi dobrá | 2.4x | Lékařské přístroje |
Hliníkové matice PEM, vyráběné ze slitiny 6061-T6 nebo podobných slitin, nabízejí optimální galvanickou kompatibilitu pro hliníkové substráty. I když je mechanická pevnost nižší než u ocelových alternativ, eliminace koroze odlišných kovů často převáží toto omezení v dlouhodobých aplikacích. Shoda tepelné roztažnosti také zabraňuje hromadění napětí během teplotních cyklů.
Kritické instalační parametry
Úspěšná instalace spojovacích prvků PEM do tenkého hliníku vyžaduje přesné řízení několika vzájemně závislých proměnných. Příprava otvoru představuje nejdůležitější faktor, protože rozměrová přesnost přímo ovlivňuje retenční sílu a integritu panelu.
Tolerance průměru otvoru musí být v rozmezí ±0,05 mm od specifikovaného vodicího rozměru, aby bylo dosaženo optimálního nýtování. Nadměrné otvory snižují radiální kompresi a mohou snížit sílu vytažení o 25-35 %. Příliš malé otvory vytvářejí nadměrné instalační síly, které mohou prasknout křehké hliníkové slitiny nebo způsobit neúplné nýtování v materiálech zpevněných tvářením za studena.
Požadavky na vzdálenost od okraje jsou obzvláště důležité v tenkých částech, kde se vytlačení materiálu během nýtování může blížit okraji panelu. Minimální vzdálenosti od okraje by se měly rovnat 2,5násobku průměru spojovacího prvku, přičemž pro kritické aplikace se doporučuje 3,0násobek. To zajišťuje dostatečný objem materiálu pro správné vytvoření nýtu bez vytržení okraje.
Rozsahy kompatibility tloušťky panelu se liší podle konstrukce spojovacího prvku, ale většina standardních matic PEM pojme hliníkové plechy o tloušťce 0,5-3,0 mm. Rovnoměrnost tloušťky v nýtovací zóně ovlivňuje konzistenci retence, takže výběr materiálu a naše výrobní služby jsou zásadní pro udržení standardů kvality.
Požadavky na instalační sílu se zhruba mění s druhou mocninou průměru spojovacího prvku a lineárně s tloušťkou materiálu. Spojovací prvek #8-32 v hliníku 6061-T6 o tloušťce 1,6 mm typicky vyžaduje instalační sílu 12-14 kN, zatímco stejný spojovací prvek v materiálu o tloušťce 0,8 mm potřebuje pouze 7-9 kN. Nadměrná síla může způsobit promáčknutí nebo proražení panelu, zatímco nedostatečná síla vede k neúplnému nýtování.
| Tloušťka panelu (mm) | Tolerance otvoru (mm) | Minimální vzdálenost od okraje | Instalační síla (kN) | Typické aplikace |
|---|---|---|---|---|
| 0.5-0.8 | +0.00/-0.05 | 3.5x průměr | 6-9 | Krytky elektroniky |
| 0.9-1.5 | +0.05/-0.00 | 3.0x průměr | 10-13 | Panely spotřebičů |
| 1.6-2.4 | +0.05/-0.00 | 2.8x průměr | 12-16 | Automobilové komponenty |
| 2.5-3.0 | +0.08/-0.00 | 2.5x průměr | 15-20 | Konstrukční sestavy |
Rozložení zatížení a návrh spoje
Porozumění mechanismům přenosu zatížení ve spojích spojovacích prvků PEM umožňuje inženýrům optimalizovat návrh spoje pro specifické požadavky aplikace. Na rozdíl od konvenčních závitových spojů, kde se zatížení koncentruje na prvních několika záběrech závitu, nýtovací matice rozkládají síly prostřednictvím několika kontaktních zón.
Primární dráha zatížení začíná na přírubě hlavy spojovacího prvku, která vytváří rozložení ložiskového napětí po hliníkovém povrchu. Špičková napětí se vyskytují na okrajích příruby, takže výběr průměru hlavy je kritický pro zabránění tečení hliníku při vysokém upínacím zatížení. Analýza metodou konečných prvků ukazuje, že zvýšení průměru hlavy z 2,0 na 2,5násobek průměru závitu snižuje špičkové ložiskové napětí přibližně o 30 %.
Smykové zatížení se přenáší přes nýtovanou materiálovou zónu, kde deformovaný hliník vytváří mechanický zámek s dříkem spojovacího prvku. Toto spojení obvykle vydrží 60-80 % mezní smykové pevnosti spojovacího prvku, než dojde k porušení materiálu v hliníkovém substrátu spíše než v samotném spojovacím prvku.
Odolnost proti vytažení se vyvíjí prostřednictvím tří mechanismů: mechanické interference v průměru nýtu, tření podél povrchu dříku a ložiska proti deformovanému materiálovému límci. Relativní příspěvek každého mechanismu závisí na vlastnostech hliníkové slitiny, přičemž měkčí slitiny se více spoléhají na mechanickou interferenci.
Pro vysoce přesné výsledky si vyžádejte cenovou nabídku do 24 hodin od Microns Hub.
Úvahy o tuhosti spoje jsou důležité v aplikacích s dynamickým zatížením, kde odolnost proti únavě závisí na rovnoměrnosti rozložení zatížení. Spoje PEM obvykle vykazují o 15-25 % nižší tuhost než ekvivalentní závitové spoje kvůli poddajnosti zavedené deformovanou materiálovou zónou. Tato snížená tuhost může ve skutečnosti zlepšit únavovou výkonnost snížením koncentrace napětí, ale může ovlivnit rezonanční frekvence v aplikacích citlivých na vibrace.
Kompatibilita hliníkových slitin
Různé hliníkové slitiny reagují na instalaci nýtovacích prvků různě kvůli rozdílům v charakteristikách zpevnění tvářením za studena, tažnosti a struktuře zrn. Porozumění těmto materiálově specifickým chováním umožňuje správný výběr spojovacího prvku a optimalizaci instalačních parametrů.
Hliník 6061-T6 představuje nejčastěji specifikovaný substrát pro aplikace PEM, který nabízí vynikající rovnováhu pevnosti, tažnosti a obrobitelnosti. Stav T6 poskytuje dostatečnou mez kluzu (276 MPa), aby odolal nadměrné deformaci během nýtování, a zároveň si zachovává dostatečnou tažnost, aby se zabránilo praskání. Rovnoměrnost velikosti zrn ve slitinách 6061 zajišťuje konzistentní chování při nýtování v celých výrobních dávkách.
Hliník 5052-H32 nabízí vynikající odolnost proti korozi a vynikající tvářecí vlastnosti, díky čemuž je vhodný pro složité geometrie vyžadující strategie těsnění IP65. Chování při zpevňování tvářením za studena během nýtování však může zvýšit instalační síly o 20-30 % ve srovnání se slitinami 6061. Tento materiál také vykazuje větší zpružení, což může ovlivnit retenci spojovacího prvku, pokud nejsou instalační parametry správně nastaveny.
Hliník 7075-T6 poskytuje možnost nejvyšší pevnosti, ale představuje výzvy pro instalaci PEM. Omezená tažnost a vysoká rychlost zpevňování tvářením za studena mohou způsobit neúplné nýtování nebo praskání materiálu kolem spojovacího prvku. Pokud jsou vyžadovány substráty 7075, měl by výběr spojovacího prvku upřednostňovat konstrukce se sníženými průměry nýtů a odstupňovanými profily dříků, aby se minimalizovalo vytlačení materiálu.
| Slitina | Stav | Mez kluzu (MPa) | Prodloužení (%) | Kompatibilita s PEM | Poznámky k instalaci |
|---|---|---|---|---|---|
| 6061 | T6 | 276 | 12-17 | Výborná | Standardní parametry |
| 5052 | H32 | 193 | 12-18 | Velmi dobrá | Zvyšte sílu o 20-25 % |
| 7075 | T6 | 503 | 5-11 | Uspokojivá | Zmenšete průměr nýtování |
| 3003 | H14 | 145 | 8-16 | Dobrá | Riziko nadměrné deformace |
| 2024 | T3 | 345 | 15-20 | Špatná | Problémy s obsahem mědi |
Orientace zrn vzhledem ke směru nýtování může ovlivnit kvalitu spoje, zejména u válcovaných plechových materiálů, kde se směrové vlastnosti mohou lišit o 10-15 %. Optimální instalace nastane, když je osa spojovacího prvku zarovnána kolmo ke směru válcování, čímž se minimalizuje riziko delaminace nebo preferenčního trhání.
Metody kontroly kvality a testování
Zavedení robustních postupů kontroly kvality pro instalace PEM zajišťuje konzistentní výkon spoje a zabraňuje poruchám v terénu. Několik metod kontroly a testování poskytuje různé úrovně vhledu do kvality instalace a dlouhodobé spolehlivosti.
Vizuální kontrola zůstává první linií kontroly kvality a zaměřuje se na usazení hlavy, deformaci panelu a integritu okraje. Správně nainstalované spojovací prvky by měly sedět v jedné rovině s povrchem panelu, aniž by vytvářely důlky nebo vyvýšené oblasti přesahující 0,1 mm. Hliník kolem spojovacího prvku by měl vykazovat rovnoměrné deformační vzory bez prasklin, trhlin nebo nadměrného hromadění materiálu.
Měřidla "projde/neprojde" poskytují rychlou metodu na výrobní podlaze pro ověření kvality nýtu. Tato měřidla kontrolují jak vyčnívání spojovacího prvku na zadní straně, tak usazení hlavy na instalační straně. Typická kritéria přijetí vyžadují vyčnívání zadní strany mezi 0,2-0,8 mm v závislosti na tloušťce panelu a konstrukci spojovacího prvku.
Testování točivého momentu vyhodnocuje rotační odpor nainstalovaných spojovacích prvků, který koreluje s kvalitou nýtu. Nedostatečně nýtované spojovací prvky vykazují snížené hodnoty točivého momentu, zatímco správně nainstalované jednotky obvykle vyžadují 80-120 % specifikovaného minimálního točivého momentu, aby způsobily rotaci. Tato testovací metoda funguje obzvláště dobře pro odběr vzorků z výroby, ale ničí testované spoje.
Testování vytlačením poskytuje kvantitativní data o retenční síle aplikací axiálního zatížení, dokud nedojde k poruše spojovacího prvku. Testovací přípravky musí zajistit rovnoměrnou aplikaci zatížení kolmo k povrchu panelu, aby se generovala smysluplná data. Kritéria přijetí obvykle vyžadují síly vytlačení přesahující 75 % publikovaných hodnot, s ohledem na instalační a materiálové variace.
Průřezová analýza prostřednictvím metalografické přípravy odhaluje vnitřní geometrii nýtu a vzory toku materiálu. Tato destruktivní metoda poskytuje nejkomplexnější posouzení kvality spoje, ale vyžaduje specializované vybavení a odborné znalosti. Mezi klíčová kritéria hodnocení patří rovnoměrnost průměru nýtu, kontinuita materiálu a absence dutin nebo prasklin v deformované zóně.
Strategie optimalizace nákladů
Dosažení nákladově efektivní implementace spojovacích prvků PEM vyžaduje vyvážení počátečních nákladů na spojovací prvky s celkovými náklady na montáž, včetně práce, nástrojů a kontroly kvality. Několik strategií může významně ovlivnit celkovou ekonomiku projektu bez ohrožení výkonu.
Dohody o nákupu velkého objemu s dodavateli spojovacích prvků mohou snížit jednotkové náklady o 15-30 % a zároveň zajistit stabilitu dodavatelského řetězce. Standardizace na omezený rozsah velikostí a materiálů spojovacích prvků zjednodušuje správu zásob a požadavky na instalační nástroje. Většina aplikací může být adekvátně obsloužena třemi velikostmi závitů (#8-32, #10-32 a 1/4-20) ve dvou stylech hlavy.
Automatizace instalace se stává ekonomicky atraktivní pro objemy výroby přesahující 10 000 kusů ročně. Pneumatické lisovací systémy mohou instalovat spojovací prvky PEM rychlostí 300-500 za hodinu s vynikající konzistencí ve srovnání s ruční instalací. Zlepšená kontrola kvality snižuje míru zmetkovitosti a eliminuje potřebu individuální kontroly spojovacích prvků v mnoha aplikacích.
Při objednávání od Microns Hub těžíte z přímých vztahů s výrobci, které zajišťují vynikající kontrolu kvality a konkurenceschopné ceny ve srovnání s platformami tržiště. Naše technické znalosti a personalizovaný přístup ke službám znamenají, že každý projekt obdrží pozornost věnovanou detailům, kterou si zaslouží, což často snižuje celkové náklady na projekt prostřednictvím optimalizovaných doporučení pro návrh.
Optimalizace návrhu může eliminovat spojovací prvky úplně v některých aplikacích prostřednictvím integrálních upevňovacích prvků nebo západkových spojů. Tento přístup však vyžaduje pečlivou analýzu požadavků na zatížení a výrobních možností. Spojovací prvky PEM často poskytují nejefektivnější řešení, pokud je vyžadována odnímatelnost nebo spoje s vysokou pevností.
| Objem výroby | Způsob instalace | Náklady na práci (€/spojovací prvek) | Kontrola kvality | Celkový nákladový faktor |
|---|---|---|---|---|
| <1 000 | Ruční lis | 0.08-0.12 | 100% vizuální | 1.0x |
| 1 000-10 000 | Pneumatický lis | 0.04-0.06 | 10% vzorkování | 0.7x |
| 10 000-50 000 | Poloautomatický | 0.02-0.03 | Statistický proces | 0.5x |
| >50 000 | Plně automatický | 0.01-0.015 | Průběžné monitorování | 0.4x |
Pokročilé aplikace a zvláštní úvahy
Specializované aplikace často vyžadují úpravy standardních konstrukcí spojovacích prvků PEM nebo instalačních postupů, aby splňovaly jedinečné požadavky na výkon. Porozumění těmto pokročilým technikám umožňuje inženýrům rozšířit použitelnost technologie nýtovacích prvků.
Utěsněné aplikace vyžadující ochranu životního prostředí těží ze spojovacích prvků PEM s integrovanými drážkami pro O-kroužky nebo těsnicími podložkami. Tyto konstrukce zachovávají výhody instalace nýtovacích prvků a zároveň poskytují úrovně ochrany IPX7 nebo vyšší. Účinnost těsnění závisí na správné geometrii drážky a kompatibilitě materiálu mezi těsněním a hliníkovým substrátem.
Vysokoteplotní aplikace nad 150 °C vyžadují pečlivé zvážení rozdílů v tepelné roztažnosti mezi materiály spojovacího prvku a substrátu. Matice PEM z nerezové oceli v hliníkových panelech zažívají rozdílnou roztažnost, která může buď zvýšit, nebo snížit retenční síly v závislosti na vzorcích teplotních cyklů. Analýza metodou konečných prvků se stává nezbytnou pro kritické aplikace.
Požadavky na elektromagnetickou kompatibilitu (EMC) v elektronických krytech mohou upřednostňovat hliníkové spojovací prvky PEM pro udržení vodivosti přes spoje. Proces nýtování vytváří plynotěsný kontakt kov-kov, který poskytuje vynikající elektrickou kontinuitu s hodnotami odporu typicky pod 0,001 ohmu. Tento výkon překonává většinu těsněných nebo lakovaných rozhraní spojů.
Vícevrstvé sestavy představují jedinečné výzvy při instalaci spojovacích prvků PEM přes naskládané materiály. Spojovací prvek se musí účinně nýtovat v primární vrstvě a zároveň se vyhnout poškození sekundárních vrstev. Tolerance stohování se stávají kritickými, protože variace mohou zabránit úplnému nýtování nebo způsobit průnik do sousedních komponent.
Vibrační prostředí vyžadují vylepšené metody retence nad rámec standardních mechanismů nýtovacích prvků. Zajišťovací prostředky na závity, operace nýtování nebo specializované konstrukce spojovacích prvků s mechanickými zajišťovacími prvky mohou být nezbytné, aby se zabránilo uvolnění při dynamickém zatížení. Testování podle MIL-STD-810 nebo podobných norem ověřuje výkon ve specifických vibračních spektrech.
Odstraňování běžných problémů s instalací
Identifikace a řešení problémů s instalací PEM vyžaduje systematickou analýzu režimů selhání a jejich základních příčin. Většina problémů pramení z nesprávné přípravy otvoru, nesprávných instalačních parametrů nebo problémů s kompatibilitou materiálu.
Neúplné nýtování se projevuje jako snížená retenční síla a viditelné mezery mezi hlavou spojovacího prvku a povrchem panelu. Tento stav obvykle vyplývá z nedostatečné instalační síly, nadměrných otvorů nebo materiálu zpevněného tvářením za studena, který odolává deformaci. Řešení zahrnují zvýšení instalační síly o 10-15 %, ověření rozměrů otvoru a žíhání materiálů zpevněných tvářením za studena, pokud je to možné.
Deformace panelu kolem nainstalovaných spojovacích prvků indikuje nadměrnou instalační sílu nebo nedostatečnou podporu materiálu během nýtování. Tenký hliník teče pod koncentrovaným zatížením a vytváří důlky nebo vyvýšené oblasti, které ovlivňují sestavení. Snížení instalační síly a zlepšení podpory zadní desky obvykle tento problém vyřeší bez ohrožení retenční síly.
Rotace spojovacího prvku během montáže naznačuje nedostatečné vytvoření nýtu nebo kontaminovaná rozhraní, která snižují tření. Olej, řezné kapaliny nebo oxidace mohou zabránit správnému záběru materiálu během instalace. Čisticí postupy pomocí isopropanolu nebo alkalických odmašťovadel obnoví správné chování při nýtování ve většině případů.
Vytržení okraje nastane, když neexistuje dostatek materiálu pro zadržení nýtovacích sil, obvykle kvůli nedostatečným vzdálenostem od okraje nebo vadám materiálu v blízkosti místa instalace. Prevence vyžaduje přísné dodržování minimálních specifikací vzdálenosti od okraje a kontrolu materiálu, aby se identifikovaly inkluze nebo laminace, které by se mohly šířit do trhlin.
Praskání kolem nainstalovaných spojovacích prvků indikuje křehkost materiálu nebo nadměrnou koncentraci napětí během instalace. Tento problém se nejčastěji vyskytuje u hliníkových slitin s vysokou pevností nebo materiálů vystavených předchozímu tváření za studena. Řešení zahrnují žíhání pro uvolnění napětí, úpravy konstrukce spojovacího prvku pro snížení průměru nýtu nebo přechod na tažnější materiály substrátu.
Často kladené otázky
Jaká je minimální tloušťka hliníku vhodná pro nýtovací matice PEM?
Většina standardních matic PEM vyžaduje minimální tloušťku 0,5 mm pro správné nýtování v hliníkových substrátech. Pod touto tloušťkou postrádá materiál dostatečný objem pro vytvoření spolehlivého mechanického zámku. Specializované spojovací prvky pro tenké plechy mohou pojmout materiály o tloušťce pouhých 0,3 mm, ale vyžadují upravené instalační postupy a mohou mít sníženou nosnost.
Jak zabráním galvanické korozi při použití ocelových spojovacích prvků PEM v hliníku?
Prevence galvanické koroze vyžaduje eliminaci kontaktu vlhkosti a elektrolytu mezi odlišnými kovy. Používejte spojovací prvky PEM z nerezové oceli nebo hliníku, pokud je to možné, aplikujte dielektrické povlaky nebo těsnicí materiály na rozhraní nebo zajistěte, aby sestava pracovala v suchém prostředí. Ocelové spojovací prvky s zink-niklovým pokovením nabízejí lepší kompatibilitu ve srovnání se standardním zinkováním.
Lze spojovací prvky PEM odstranit a znovu nainstalovat do hliníkových panelů?
Spojovací prvky PEM vytvářejí trvalé instalace, které nelze bezpečně odstranit bez poškození hliníkového substrátu. Proces nýtování deformuje oba materiály, takže obrácení je nemožné. Aplikace vyžadující odnímatelnost by měly používat konvenční matice s opěrnými deskami nebo klecové matice určené pro aplikace s tenkými plechy.
Jaká instalační síla je vyžadována pro různé velikosti spojovacích prvků PEM v hliníku?
Instalační síly se liší podle velikosti spojovacího prvku a tloušťky hliníku. Typické rozsahy zahrnují 6-9 kN pro spojovací prvky #6-32, 10-13 kN pro #8-32, 12-16 kN pro #10-32 a 18-25 kN pro velikosti 1/4-20 v hliníku o tloušťce 1,6 mm. Pro přesné hodnoty se poraďte se specifikacemi výrobce, protože síly se mohou lišit o 20-30 % mezi různými konstrukcemi spojovacích prvků.
Jak ověřím správnou kvalitu instalace spojovacího prvku PEM?
Ověření kvality kombinuje vizuální kontrolu, rozměrovou kontrolu a funkční testování. Hledejte usazení hlavy v jedné rovině, rovnoměrnou deformaci materiálu a vyčnívání zadní strany 0,2-0,8 mm. Testování točivého momentu by mělo vyžadovat 80-120 % specifikovaných hodnot, aby došlo k rotaci spojovacího prvku. Testování vytlačením poskytuje kvantitativní data o retenční síle pro kritické aplikace.
Co se stane, když je velikost otvoru pro instalaci PEM nesprávná?
Nadměrné otvory snižují retenční sílu o 25-35 % a mohou zabránit úplnému nýtování. Příliš malé otvory zvyšují instalační síly a mohou prasknout křehké materiály nebo způsobit neúplné usazení spojovacího prvku. Tolerance otvorů musí zůstat v rozmezí ±0,05 mm od specifikovaných rozměrů pro optimální výkon.
Existují teplotní omezení pro spojovací prvky PEM v hliníkových sestavách?
Standardní instalace PEM fungují spolehlivě od -40 °C do +150 °C. Vyšší teploty vyžadují analýzu rozdílné tepelné roztažnosti mezi materiály spojovacího prvku a substrátu. Spojovací prvky z nerezové oceli se rozpínají méně než hliník, což může snížit retenční síly během topných cyklů. Hliníkové spojovací prvky PEM poskytují lepší tepelnou kompatibilitu pro aplikace s extrémními teplotami.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece