Návrh zakázkových krytů: Strategie těsnění IP65 pro plech
Plechové kryty s krytím IP65 čelí zásadnímu inženýrskému problému: zachování ochrany proti vlivům prostředí při současném zohlednění tepelné roztažnosti, výrobních tolerancí a provozuschopnosti v terénu. Ochrana proti vniknutí prachu o velikosti 6 milimetrů a nízkotlakým proudům vody vyžaduje přesné strategie těsnění, které zohledňují chování materiálu, dynamiku stlačení těsnění a dlouhodobou integritu těsnění při tepelném cyklování.
Klíčové poznatky
- IP65 vyžaduje kompletní ochranu proti prachu a odolnost proti proudům vody z jakéhokoli směru při průtoku 12,5 litru za minutu
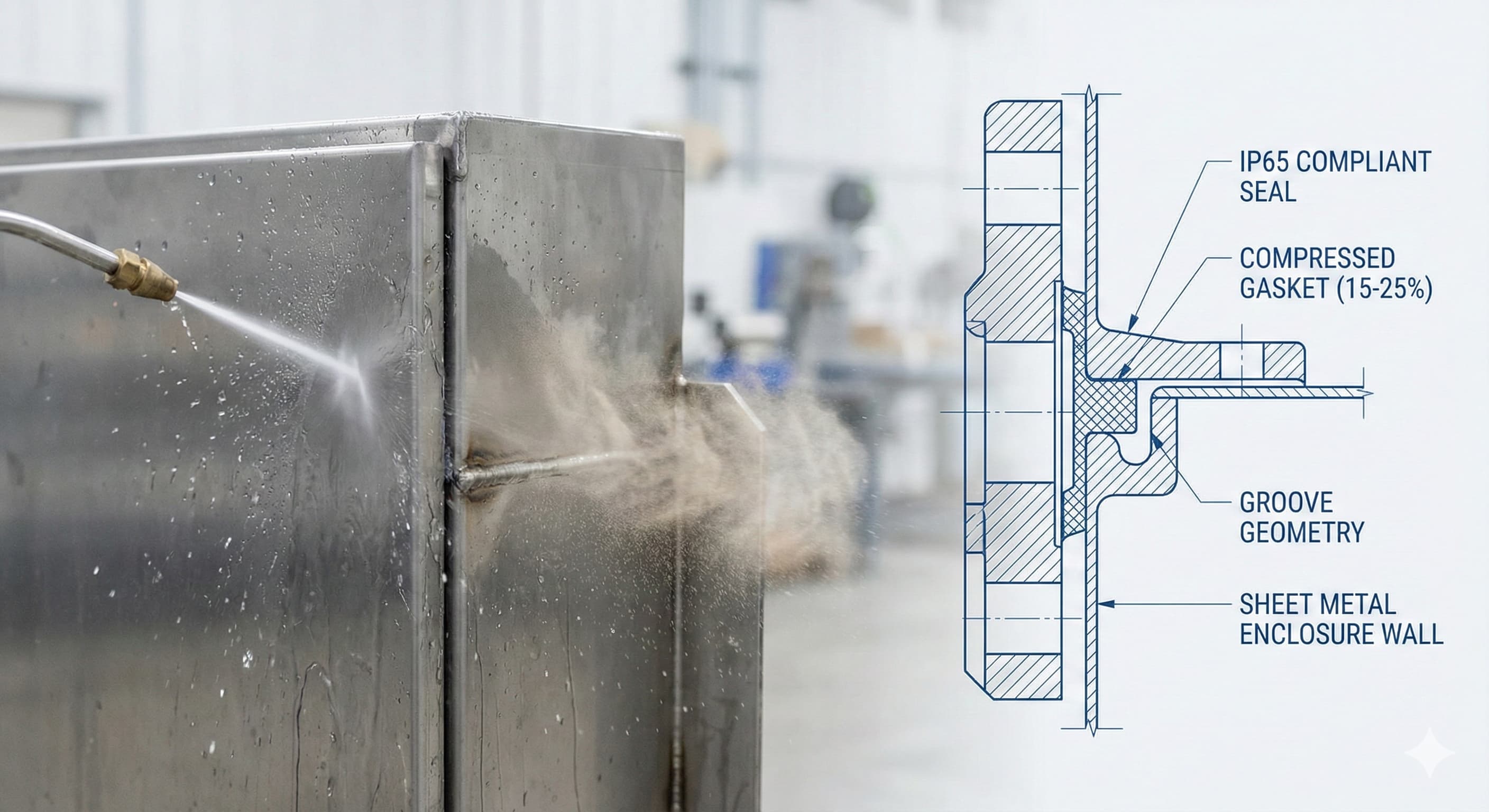
- Kompresní poměry těsnění mezi 15-25 % zajišťují optimální utěsnění a zároveň zabraňují degradaci materiálu
- Výběr materiálu přímo ovlivňuje koeficienty tepelné roztažnosti, což ovlivňuje dlouhodobou účinnost těsnění
- Správná geometrie drážky s poměrem šířky k hloubce 3:2 maximalizuje udržení těsnění a účinnost utěsnění
Porozumění požadavkům IP65 pro aplikace s plechy
Norma IP65 Mezinárodní elektrotechnické komise nařizuje kompletní ochranu proti vniknutí prachu (úroveň 6) a odolnost proti proudům vody z 6,3mm trysky při průtoku 12,5 litru za minutu z jakéhokoli směru (úroveň 5). Pro plechové kryty to znamená zachování integrity těsnění přes rozhraní spojů, které jsou vystaveny rozdílné tepelné roztažnosti, mechanickému namáhání vibracemi a potenciální deformaci při zatížení.
Kritické tlakové rozdíly v aplikacích IP65 se obvykle pohybují v rozmezí 1-5 kPa, ačkoli průmyslové prostředí může vyžadovat odolnost až do 10 kPa. Těsnicí systém musí tyto tlaky zvládnout a zároveň si zachovat funkčnost v rozsahu provozních teplot od -40 °C do +85 °C pro standardní aplikace, přičemž specializované konstrukce se rozšiřují až na +125 °C pro vysokoteplotní prostředí.
Tloušťka plechu významně ovlivňuje účinnost strategie těsnění. Standardní tloušťky materiálu od 1,0 mm do 3,0 mm vyžadují odlišné přístupy ke stlačení těsnění ve srovnání s těžšími plechy o tloušťce 5,0 mm až 8,0 mm. Tenčí materiály vykazují větší průhyb při zatížení stlačením těsnění, což může časem ohrozit geometrii těsnění.
Výběr materiálu a tepelné aspekty
Hliník 5052-H32 a 6061-T6 představují nejběžnější volbu plechu pro kryty IP65, přičemž každý z nich vykazuje odlišné charakteristiky tepelné roztažnosti, které přímo ovlivňují účinnost těsnění. Koeficient tepelné roztažnosti pro hliníkové slitiny je v průměru 23,1 × 10⁻⁶/°C, což vytváří měřitelné rozměrové změny ve velkých krytech.
| Materiál | Tepelná roztažnost (10⁻⁶/°C) | Mez kluzu (MPa) | Cenový faktor | Kompatibilita těsnění |
|---|---|---|---|---|
| Al 5052-H32 | 23.8 | 193 | 1.0x | Výborná |
| Al 6061-T6 | 23.6 | 276 | 1.2x | Výborná |
| Nerezová ocel 304 | 17.3 | 215 | 2.8x | Velmi dobrá |
| Nerezová ocel 316L | 16.0 | 170 | 4.2x | Výborná |
| Ocel válcovaná za studena | 12.0 | 350 | 0.6x | Dobrá (s povrchovou úpravou) |
Nerezové oceli třídy 304 a 316L nabízejí nižší koeficienty tepelné roztažnosti, čímž snižují namáhání těsnění během tepelného cyklování. Zvýšené náklady na materiál a požadavky na tváření je však třeba vyvážit s lepší rozměrovou stabilitou. Ocel válcovaná za studena poskytuje vynikající pevnost a minimální tepelnou roztažnost, ale vyžaduje ochranné povlaky, aby se zabránilo galvanické korozi při spárování se standardními materiály těsnění.
Požadavky na povrchovou úpravu pro účinné těsnění IP65 obvykle specifikují hodnoty Ra mezi 0,8-3,2 μm na kontaktních plochách těsnění. Hladší povrchy zlepšují počáteční utěsnění, ale mohou snížit záběr těsnění, zatímco drsnější povrchy zvyšují mechanické udržení za cenu mikroskopických únikových cest.
Výběr těsnění a dynamika stlačení
Těsnění EPDM (ethylen propylen dien monomer) dominují aplikacím IP65 díky vynikající odolnosti proti povětrnostním vlivům, stabilitě vůči ozónu a odolnosti proti trvalé deformaci pod 25 % po 1000 hodinách při 70 °C. Tvrdost Shore A mezi 60-80 poskytuje optimální rovnováhu mezi přizpůsobivostí těsnění a strukturální integritou při zatížení stlačením.
Kompresní poměry vyžadují přesné řízení pro dosažení výkonu IP65. Optimální stlačení se obvykle pohybuje v rozmezí 15-25 % původního průřezu těsnění, přičemž vyšší míra stlačení vede k urychlené degradaci materiálu a potenciálnímu vytlačování těsnění. Nižší stlačení může umožnit únikové cesty při tlakovém cyklování nebo namáhání tepelnou roztažností.
| Materiál těsnění | Shore A Durometr | Kompresní poměr | Teplotní rozsah (°C) | Chemická odolnost |
|---|---|---|---|---|
| EPDM | 70 ± 5 | 20-25% | -40 až +120 | Výborná |
| Silikon | 60 ± 5 | 15-20% | -60 až +200 | Dobrá |
| Neopren | 65 ± 5 | 20-30% | -35 až +100 | Velmi dobrá |
| Fluoroelastomer (FKM) | 75 ± 5 | 15-20% | -20 až +200 | Výborná |
| Nitril (NBR) | 70 ± 5 | 25-35% | -30 až +100 | Dobrá |
Geometrie průřezu těsnění významně ovlivňuje účinnost utěsnění. Kruhové průřezy poskytují rovnoměrné rozložení napětí, ale vyžadují přesnou geometrii drážky. Profily ve tvaru D nabízejí lepší udržení v mělkých drážkách, ale mohou vytvářet koncentrace napětí na plochém rozhraní. Dutá těsnění snižují stlačovací síly, ale obětují schopnost odolávat tlaku.
Návrh drážky a výrobní tolerance
Geometrie drážky přímo určuje udržení těsnění, rovnoměrnost stlačení a dlouhodobou integritu těsnění. Optimální poměr šířky k hloubce 3:2 zajišťuje adekvátní podporu těsnění a zároveň zabraňuje nadměrnému stlačení nebo vytlačování pod tlakem. Pro standardní kruhová těsnění o průměru 6 mm specifikují rozměry drážky obvykle šířku 4,5 mm × hloubku 3,0 mm s kontrolou tolerance ±0,1 mm.
Výrobní tolerance rozměrů drážky vyžadují pečlivé zvážení kumulativních efektů skládání. Polohové tolerance ±0,2 mm na středových osách drážky zajišťují správné vyrovnání těsnění přes protilehlé povrchy, zatímco odchylka hloubky přesahující ±0,1 mm vytváří nerovnoměrné stlačení, které ohrožuje účinnost utěsnění.
Poloměry rohů v návrhu drážky musí zohledňovat flexibilitu těsnění a zároveň zachovávat strukturální integritu. Minimální požadavky na poloměr se obvykle rovnají 0,3násobku průměru těsnění, aby se zabránilo praskání materiálu vlivem napětí během instalace a cyklování stlačení. Ostré rohy vytvářejí body koncentrace napětí, které urychlují selhání těsnění šířením trhlin.
Pro vysoce přesné výsledky, odešlete svůj projekt pro 24hodinovou nabídku od Microns Hub.
Pokročilé strategie těsnění a vícestupňová ochrana
Složité kryty často vyžadují vícestupňové strategie těsnění pro dosažení spolehlivé ochrany IP65. Primární těsnění zajišťují většinu ochrany proti vlivům prostředí, zatímco sekundární těsnění poskytují záložní ochranu proti degradaci primárního těsnění nebo vadám instalace. Tato redundance se ukazuje jako zvláště cenná v kritických aplikacích, kde důsledky selhání těsnění přesahují náklady na výměnu komponent.
Labyrintová těsnění doplňují systémy založené na těsnění tím, že vytvářejí klikaté cesty, které snižují tlakový rozdíl přes primární těsnění. Tyto geometrické prvky, obrobené nebo vytvořené do protilehlých povrchů, významně zlepšují celkovou spolehlivost systému bez zvýšení nákladů na materiál. Typické labyrintové konstrukce zahrnují 2-3 změny směru s mezerami 0,5-1,0 mm.
Odtokové prvky integrované do konstrukce krytu zabraňují hromadění vody, které by mohlo zahltit těsnicí systémy během dlouhodobého vystavení. Strategicky umístěné odtokové otvory o průměru 3-5 mm, umístěné v geometrických nejnižších bodech, umožňují odvod vlhkosti při zachování integrity IP65. Tyto prvky vyžadují pečlivé umístění, aby se zabránilo vytváření cest vniknutí za tlakových podmínek.
| Strategie těsnění | Složitost | Dopad na náklady | Faktor spolehlivosti | Požadavky na údržbu |
|---|---|---|---|---|
| Jednoduché těsnění | Nízká | 1.0x | Standardní | Výměna po 5 letech |
| Dvojité těsnění | Střední | 1.8x | Vysoká | Výměna po 7 letech |
| Těsnění + labyrint | Střední | 1.4x | Velmi vysoká | Výměna po 10 letech |
| Vícestupňový systém | Vysoká | 2.5x | Výborná | Kontrola po 3 letech |
| Svařované + těsnění | Vysoká | 2.2x | Výborná | Trvalé |
Výběr spojovacího materiálu a řízení stlačení
Specifikace spojovacího materiálu přímo ovlivňují rovnoměrnost stlačení těsnění a dlouhodobou účinnost těsnění. Šrouby s válcovou hlavou a vnitřním šestihranem z nerezové oceli poskytují odolnost proti korozi a přesné použití točivého momentu, přičemž M6 × 1,0 představuje nejběžnější velikost pro standardní aplikace krytů. Rozteč spojovacích prvků se obvykle pohybuje od 80-120 mm na střed, přičemž pro tenčí plechové podklady je vyžadována menší rozteč.
Specifikace točivého momentu musí zohledňovat vlastnosti materiálu těsnění, tloušťku podkladu a účinky tepelného cyklování. Standardní těsnění EPDM v hliníkových krytech obvykle vyžadují točivý moment 4-6 N⋅m na spojovacích prvcích M6, přičemž hodnoty se upravují na základě tvrdosti těsnění a požadavků na stlačení. Nadměrné utahování vytváří koncentrace napětí, které urychlují degradaci těsnění, zatímco nedostatečný točivý moment umožňuje uvolnění těsnění při tepelném cyklování.
Zajišťovací prostředky závitů zabraňují uvolnění spojovacích prvků v důsledku vibrací nebo tepelného cyklování, ale výběr musí zohledňovat požadavky na demontáž pro servis. Středně silné anaerobní sloučeniny poskytují adekvátní udržení a zároveň umožňují servis v terénu pomocí standardních nástrojů. Vysoce pevné sloučeniny mohou vyžadovat aplikaci tepla pro demontáž, což komplikuje postupy údržby.
Výběr podložky ovlivňuje rozložení zatížení přes povrchy těsnění. Podložky z nerezové oceli s vnějším průměrem 12 mm účinně rozkládají zatížení stlačením a zároveň zabraňují deformaci podkladu. Konstrukce s podložkami s aretací zkracují dobu montáže a eliminují uvolněný hardware během servisních operací v terénu.
Výrobní procesy a kontrola kvality
Operace tváření plechu musí zohledňovat požadavky na drážku těsnění během fáze návrhu, aby byla zajištěna proveditelnost výroby a hospodárnost. Operace ohraňování na ohraňovacím lisu obvykle zvládnou prvky drážky kolmé k osám ohybu, zatímco rovnoběžné drážky mohou vyžadovat sekundární obráběcí operace, které významně zvyšují výrobní náklady.
CNC obrábění drážek těsnění poskytuje vynikající kontrolu rozměrů ve srovnání s operacemi tváření, zejména u složitých geometrií nebo požadavků na úzké tolerance. Přesné CNC obráběcí služby Microns Hub zajišťují, že rozměry drážky splňují požadavky na těsnění IP65 a zároveň optimalizují efektivitu výroby pro prototypy i výrobní množství.
Operace svařování v blízkosti oblastí těsnění vyžadují pečlivé řízení tepla, aby se zabránilo deformaci podkladu, která ohrožuje geometrii drážky. Svařování TIG s řízeným přívodem tepla obvykle udržuje rozměrovou stabilitu v přijatelných mezích, zatímco svařování MIG může vyžadovat obrábění po svařování, aby se obnovily specifikace drážky.
Postupy kontroly kvality pro kryty IP65 musí ověřit jak rozměrovou shodu, tak skutečný výkon těsnění. Souřadnicové měřicí stroje ověřují rozměry drážky s přesností ±0,05 mm, zatímco testování úbytku tlaku potvrzuje míru úniku pod 1 × 10⁻⁶ mbar⋅l/s za simulovaných provozních podmínek.
| Výrobní proces | Přesnost drážky (mm) | Rychlost výroby | Pořizovací náklady | Nejlepší aplikace |
|---|---|---|---|---|
| CNC obrábění | ±0.03 | Střední | Vysoké | Složité geometrie |
| Ohraňování | ±0.15 | Vysoká | Nízké | Jednoduché rovné drážky |
| Progresivní lisování | ±0.08 | Velmi vysoká | Velmi vysoké | Velkoobjemová výroba |
| Řezání laserem + tvarování | ±0.10 | Střední | Střední | Střední objemy |
| Řezání vodním paprskem + sekundární | ±0.05 | Nízká | Střední | Silné materiály |
Protokoly testování a validace
Validace IP65 vyžaduje systematické testovací protokoly, které simulují reálné provozní podmínky a zároveň poskytují kvantitativní údaje o výkonu. Standardní testovací postupy se řídí specifikacemi IEC 60529 a využívají kalibrované prachové komory a zařízení pro vodní paprsky k ověření úrovně ochrany za kontrolovaných podmínek.
Testování vniknutí prachu využívá mastek nebo standardizovaný testovací prach cirkulující komorami při specifikovaných koncentracích a rychlostech vzduchu. Doba trvání testu obvykle přesahuje 8 hodin s periodickým tlakovým cyklováním pro simulaci efektů tepelného dýchání. Musí být prokázáno úplné vyloučení prachu bez měřitelné akumulace uvnitř krytu.
Testování vodním paprskem využívá 6,3mm trysky dodávající 12,5 litru za minutu při tlaku 30 kPa ze všech směrů. Doba trvání testu je minimálně 15 minut s krytem orientovaným tak, aby představoval maximální výzvu pro těsnicí systémy. Není přijatelné žádné vniknutí vody, přičemž jakákoli zjištěná vlhkost představuje selhání testu.
Testování dlouhodobé spolehlivosti zahrnuje tepelné cyklování mezi extrémy provozních teplot, obvykle 1000 cyklů od -40 °C do +85 °C s dobou prodlevy 2 hodiny. Měření trvalé deformace těsnění ověřují stabilitu materiálu, zatímco testování míry úniku potvrzuje trvalou integritu těsnění po celou dobu trvání testu.
Strategie optimalizace nákladů
Výběr materiálu významně ovlivňuje celkové náklady projektu, přičemž hliníkové slitiny nabízejí optimální rovnováhu mezi výkonem a hospodárností pro většinu aplikací. Nerezové oceli mají prémiové ceny, ale poskytují vynikající odolnost proti korozi a rozměrovou stabilitu, které mohou ospravedlnit zvýšené náklady v drsném prostředí nebo při požadavcích na prodlouženou životnost.
Výběr těsnění představuje příležitosti pro optimalizaci nákladů bez ohrožení výkonu IP65. Standardní formulace EPDM poskytují vynikající výkon za konkurenceschopné ceny, zatímco specializované sloučeniny, jako jsou fluorouhlíkové materiály, mohou být zbytečné, pokud neexistují specifické požadavky na chemickou odolnost. Zakázkové průřezy těsnění mohou snížit spotřebu materiálu ve srovnání se standardními kruhovými profily při zachování účinnosti utěsnění.
Výběr výrobního procesu vyžaduje pečlivou analýzu požadavků na objem a geometrickou složitost. Nízkoobjemové aplikace těží z flexibilních procesů, jako je ohraňování na ohraňovacím lisu a naše výrobní služby, které minimalizují investice do nástrojů. Velkoobjemová výroba ospravedlňuje progresivní nástroje i přes značné počáteční náklady díky zkrácení výrobního času na jednotku a zlepšení rozměrové konzistence.
Při objednávání od Microns Hub těžíte z přímých vztahů s výrobci, které zajišťují vynikající kontrolu kvality a konkurenceschopné ceny ve srovnání s platformami tržiště. Naše technická odbornost a personalizovaný přístup k servisu znamenají, že každý projekt obdrží pozornost věnovanou detailům nezbytnou pro spolehlivý výkon IP65 v různých provozních prostředích.
Běžné konstrukční chyby a řešení
Nedostatečná rozteč spojovacích prvků představuje jednu z nejčastějších příčin selhání těsnění IP65 v plechových krytech. Nadměrná rozteč umožňuje průhyb podkladu mezi spojovacími prvky, čímž vznikají mezery, které ohrožují stlačení těsnění. Standardní postup omezuje rozteč na 100 mm pro tloušťku plechu 2,0 mm, s proporcionálním snížením pro tenčí materiály.
Průsečíky drážek těsnění v rozích vyžadují zvláštní pozornost, aby se zabránilo únikovým cestám, které obcházejí primární těsnicí rozhraní. Lisovaná rohová těsnění eliminují spoje, které vytvářejí potenciální body selhání, zatímco lepené spoje vyžadují přesné postupy řezání a lepení pro zachování integrity těsnění. Poloměry rohů by měly zohledňovat požadavky na poloměr ohybu těsnění bez vytváření koncentrací napětí.
Výpočty tepelné roztažnosti často přehlížejí rozdílnou roztažnost mezi nestejnými materiály v kompozitních konstrukcích. Ocelové výztužné rámy kombinované s hliníkovými plášti vytvářejí vzory napětí, které mohou ohrozit rovnoměrnost stlačení těsnění během teplotních výkyvů. Konstrukční řešení zahrnují dilatační spáry nebo výběr materiálu, který minimalizuje rozdíly v tepelné roztažnosti.
Nekonzistence povrchové úpravy v blízkosti kontaktních oblastí těsnění často vyplývají z nedostatečné kontroly procesu během výroby. Operace svařování, které vytvářejí místní drsnost nebo kontaminaci, vyžadují následné zpracování pro obnovení specifikovaných podmínek povrchu. Postupy kontroly kvality musí ověřit požadavky na povrchovou úpravu kromě rozměrových specifikací.
Často kladené otázky
Jaký kompresní poměr těsnění poskytuje optimální výkon těsnění IP65?
Optimální kompresní poměry se pohybují od 15-25 % původního průřezu těsnění pro většinu materiálů EPDM. Tento rozsah poskytuje dostatečný kontaktní tlak pro účinné utěsnění a zároveň zabraňuje degradaci materiálu v důsledku nadměrného stlačení. Tvrdost Shore A ovlivňuje ideální stlačení, přičemž měkčí materiály vyžadují nižší kompresní poměry.
Jak ovlivňují účinky tepelné roztažnosti dlouhodobou integritu těsnění?
Tepelná roztažnost vytváří rozměrové změny, které namáhají materiály těsnění a potenciálně ohrožují geometrii těsnění. Hliníkové kryty se roztahují přibližně o 0,23 mm na metr na 10 °C zvýšení teploty. Konstrukční strategie zahrnují dilatační spáry, výběr materiálu s odpovídajícími tepelnými koeficienty a materiály těsnění s vysokou schopností prodloužení.
Jaké výrobní tolerance jsou vyžadovány pro účinnou geometrii drážky těsnění?
Tolerance šířky drážky obvykle specifikují ±0,1 mm pro optimální udržení těsnění a řízení stlačení. Tolerance hloubky by měly udržovat ±0,1 mm, aby bylo zajištěno rovnoměrné stlačení po celém obvodu těsnění. Polohové tolerance ±0,2 mm zabraňují nesouososti těsnění, která vytváří únikové cesty.
Lze udržet krytí IP65 u odnímatelných panelů nebo dveří?
Ano, odnímatelné panely mohou udržet ochranu IP65 se správnou konstrukcí pantů a těsnicích systémů. Klavírové panty poskytují nepřetržitou podporu podél okrajů panelu, zatímco správně navržené kompresní západky zajišťují adekvátní stlačení těsnění. Více spojovacích prvků se specifikovanými hodnotami točivého momentu nabízí alternativní řešení pro panely s častým přístupem.
Jaké testovací postupy ověřují shodu s IP65 u zakázkových krytů?
Testování IP65 se řídí normami IEC 60529 s testováním v prachové komoře po dobu minimálně 8 hodin a testováním vodním paprskem při 12,5 litrech za minutu z 6,3mm trysek. Testování úbytku tlaku doplňuje standardní postupy kvantifikací míry úniku za kontrolovaných podmínek. Validace tepelného cyklování potvrzuje výkon v rozsahu provozních teplot.
Jak ovlivňuje tloušťka plechu stlačení těsnění a účinnost utěsnění?
Tenčí plech se více prohýbá při zatížení stlačením těsnění, což potenciálně vytváří nerovnoměrné rozložení tlaku, které ohrožuje účinnost utěsnění. Materiály s tloušťkou pod 1,5 mm často vyžadují menší rozteč spojovacích prvků nebo výztužné prvky pro udržení adekvátní tuhosti. Silnější materiály poskytují lepší rozměrovou stabilitu, ale zvyšují náklady na materiál a zatížení při tváření.
Jaké jsou nejekonomičtější materiály pro plechové kryty IP65?
Hliník 5052-H32 nabízí nejlepší kombinaci nákladů, tvářitelnosti a odolnosti proti korozi pro většinu aplikací IP65. Ocel válcovaná za studena poskytuje nižší náklady na materiál, ale vyžaduje ochranné povlaky a pečlivý výběr materiálu těsnění, aby se zabránilo galvanické korozi. Nerezové oceli ospravedlňují prémiové ceny pouze tehdy, když specifické podmínky prostředí vyžadují vynikající odolnost proti korozi.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece