Návrhy rohových odlehčení: Obdélníkové vs. kruhové odlehčení pro čisté ohyby
Návrh rohového odlehčení představuje jedno z nejdůležitějších rozhodnutí při výrobě plechů, které přímo ovlivňuje kvalitu ohybu, životnost nástroje a efektivitu výroby. Volba mezi obdélníkovým a kruhovým rohovým odlehčením určuje nejen estetický vzhled, ale také strukturální integritu a vyrobitelnost ohýbaných komponent.
Klíčové poznatky:
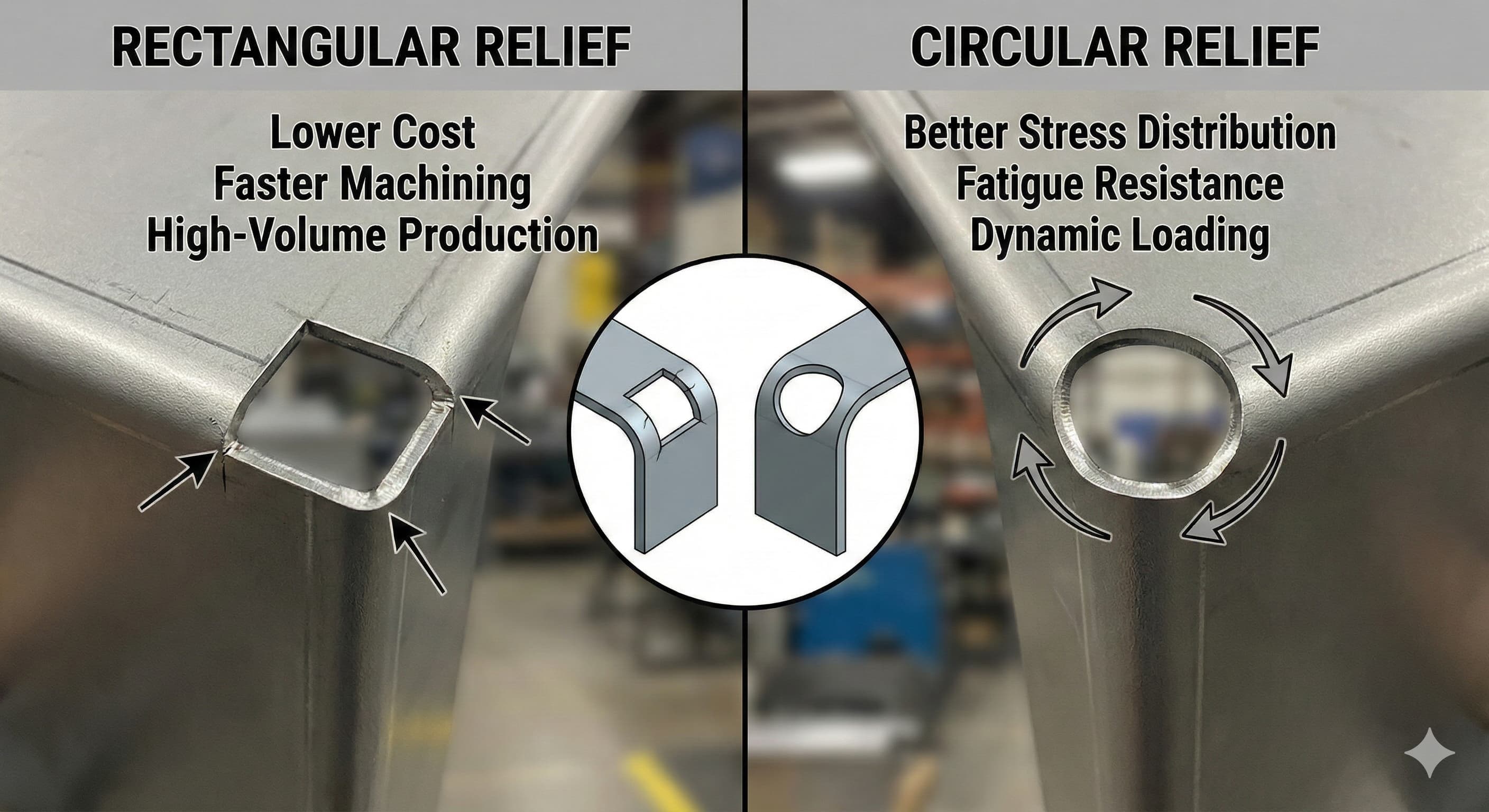
- Obdélníkové odlehčení nabízí vynikající hospodárnost materiálu a kratší dobu obrábění, takže jsou ideální pro velkoobjemovou výrobu
- Kruhové odlehčení poskytuje lepší rozložení napětí a odolnost proti únavě, což je klíčové pro aplikace s dynamickým zatížením
- Rozměry odlehčení musí odpovídat směrnicím ISO 2768, s typickými hloubkami v rozmezí od 0,5 mm do 2,0 mm v závislosti na tloušťce materiálu
- Správný návrh odlehčení může snížit praskání v rozích až o 85 % u materiálů, jako je Al 6061-T6 a nerezová ocel 304
Porozumění základům rohového odlehčení
Rohové odlehčení slouží jako prvek pro řízení koncentrace napětí v návrzích plechů, zabraňuje hromadění materiálu a praskání během procesu ohýbání. Když se dvě ohybové linie protínají, překrývající se materiál vytváří geometrickou nemožnost, kterou je třeba vyřešit strategickým odstraněním materiálu.
Fyzika, která stojí za nutností rohového odlehčení, vychází ze základního chování kovu během plastické deformace. Při ohýbání plechu zažívají vnější vlákna tahové napětí, zatímco vnitřní vlákna se stlačují. V průsečících rohů se tento vzorec napětí stává složitým a vytváří vícesměrné síly, které mohou překročit mez pevnosti materiálu v tahu.
Normy ISO 2768 specifikují minimální rozměry odlehčení na základě vztahů mezi tloušťkou materiálu a poloměrem ohybu. U materiálů s tloušťkou (t) mezi 0,5 mm a 3,0 mm by se hloubka odlehčení měla rovnat 1,5t + poloměr ohybu, zatímco šířka odlehčení musí odpovídat výpočtům přídavku na ohyb, aby se zabránilo interferenci.
Vlastnosti materiálu významně ovlivňují požadavky na návrh odlehčení. Vysoce pevné slitiny, jako je Al 7075-T6, vyžadují větší rozměry odlehčení ve srovnání s měkčími materiály, jako je Al 1100-H14, kvůli jejich snížené tažnosti a vyšším hodnotám modulu pružnosti.
Návrh obdélníkového rohového odlehčení
Obdélníkové odlehčení představuje nejekonomičtější a nejrozšířenější řešení rohového odlehčení v průmyslových službách výroby plechů. Jejich geometrická jednoduchost se přímo promítá do výrobních výhod, zejména pro velkoobjemové výrobní prostředí.
Návrh obdélníkového odlehčení se skládá ze dvou kolmých řezů protínajících se v 90 stupních, čímž se vytvoří čtvercová nebo obdélníková dutina v průsečíku rohů. Standardní rozměry se řídí vzorcem: Délka (L) = 1,5t + R + 0,5 mm, Šířka (W) = 1,5t + R + 0,5 mm, kde t představuje tloušťku materiálu a R označuje poloměr ohybu.
Výrobní výhody obdélníkového odlehčení zahrnují zjednodušené programování pro CNC děrovací operace, snížené opotřebení nástroje díky přímým řezným drahám a kratší časy cyklů ve srovnání s zakřivenými geometriemi. Revolverové děrovací lisy mohou provádět obdélníkové odlehčení pomocí standardních obdélníkových děrovačů, čímž se eliminuje potřeba specializovaných nástrojů.
Ze strukturálního hlediska poskytuje obdélníkové odlehčení adekvátní odlehčení napětí pro většinu aplikací, zejména těch, které zahrnují statické zatížení. Ostré rohy sice vytvářejí lokalizované koncentrace napětí, ale ty obvykle zůstávají v přijatelných mezích pro standardní průmyslové aplikace.
| Tloušťka materiálu | Doporučená délka (mm) | Doporučená šířka (mm) | Typická tolerance (±mm) |
|---|---|---|---|
| 0.5mm | 2.0 | 2.0 | 0.05 |
| 1.0mm | 3.5 | 3.5 | 0.08 |
| 1.5mm | 4.75 | 4.75 | 0.10 |
| 2.0mm | 6.0 | 6.0 | 0.13 |
| 3.0mm | 8.5 | 8.5 | 0.15 |
Analýza nákladů odhaluje, že obdélníkové odlehčení obvykle stojí o 15–25 % méně než kruhové alternativy kvůli kratší době obrábění a standardním požadavkům na nástroje. U výrobních sérií přesahujících 1 000 kusů se tento rozdíl v nákladech stává významným, což často ospravedlňuje výběr obdélníkového odlehčení i v aplikacích, kde by kruhové návrhy mohly nabízet okrajové technické výhody.
Návrh kruhového rohového odlehčení
Kruhové rohové odlehčení nabízí vynikající charakteristiky rozložení napětí, takže jsou preferovanou volbou pro aplikace zahrnující dynamické zatížení, vibrace nebo obavy z únavy. Zakřivená geometrie eliminuje ostré body koncentrace napětí, které jsou vlastní obdélníkovým návrhům.
Návrh kruhového odlehčení využívá jeden radiální řez, obvykle v rozmezí od 2,0 mm do 6,0 mm v závislosti na tloušťce materiálu a požadavcích aplikace. Výpočet poloměru se řídí: R = 1,2 × (tloušťka materiálu + poloměr ohybu) + 1,0 mm, což zajišťuje dostatečnou vůli a zároveň optimalizuje vzorce toku napětí.
Analýza napětí pomocí metody konečných prvků ukazuje, že kruhové odlehčení snižuje špičkové koncentrace napětí o 35–45 % ve srovnání s obdélníkovými alternativami. Toto zlepšení se stává kritickým v leteckém, automobilovém a lékařském průmyslu, kde spolehlivost komponent přímo ovlivňuje bezpečnost.
Výroba kruhového odlehčení vyžaduje specializované nástroje nebo další obráběcí operace. CNC revolverové děrovací lisy potřebují kruhové děrovače v různých průměrech, zatímco laserové řezací systémy mohou vyrábět jakýkoli poloměr bez omezení nástroji. Díky této flexibilitě je laserové řezání obzvláště atraktivní pro prototypování a malosériovou výrobu.
Pro vysoce přesné výsledky si nechte doručit vlastní cenovou nabídku do 24 hodin od Microns Hub.
Objem odstraněného materiálu v kruhovém odlehčení obvykle přesahuje obdélníkové návrhy o 20–30 %, což představuje mírné zvýšení nákladů na materiál, ale potenciálně významné zlepšení životnosti komponent. Tento kompromis se ukazuje jako užitečný v aplikacích, kde náklady na výměnu převyšují počáteční výrobní prémie.
Srovnávací analýza: Charakteristiky výkonu
Zkoušky únavy odhalují významné rozdíly ve výkonu mezi obdélníkovým a kruhovým návrhem odlehčení. Komponenty s kruhovým odlehčením vykazují o 40–60 % delší životnost při cyklickém zatížení, což je zvláště důležité u automobilových komponent zavěšení a leteckých konstrukcí.
Faktory koncentrace napětí (Kt) poskytují kvantitativní metriky srovnání. Obdélníkové odlehčení obvykle vykazuje hodnoty Kt mezi 2,8–3,2, zatímco kruhové odlehčení dosahuje hodnot Kt 1,8–2,1. Nižší hodnoty Kt indikují rovnoměrnější rozložení napětí a sníženou pravděpodobnost selhání.
| Metrika výkonu | Obdélníková úleva | Kruhová úleva | Faktor zlepšení |
|---|---|---|---|
| Koncentrace napětí (Kt) | 2.8-3.2 | 1.8-2.1 | Snížení o 35-45 % |
| Životnost při únavě (cykly) | 50 000–80 000 | 85 000–130 000 | Zvýšení o 60–70 % |
| Doba výroby (s) | 2.5-3.0 | 3.5-4.5 | Zvýšení o 40 % |
| Životnost nástroje (údery) | 100 000–150 000 | 80 000–120 000 | Snížení o 20 % |
| Využití materiálu (%) | 98.5-99.0 | 97.5-98.0 | Zvýšení o 1–1,5 % |
Hlediska povrchové úpravy také upřednostňují kruhové odlehčení, zejména ve viditelných aplikacích. Hladká zakřivená geometrie eliminuje ostré hrany, které se mohou zachytit při manipulaci nebo montáži, čímž se snižuje riziko pořezání a zlepšuje se celková bezpečnost.
Zvláštní hlediska pro materiály
Různé materiály reagují na návrhy rohového odlehčení jedinečným způsobem, což vyžaduje přizpůsobené přístupy pro optimální výsledky. Hliníkové slitiny, nerezové oceli a měkké oceli představují odlišné výzvy a příležitosti.
Hliník 6061-T6 vykazuje vynikající tažnost, což umožňuje, aby obdélníkové i kruhové odlehčení fungovaly adekvátně. Nicméně tendence materiálu ke zpevňování za studena činí kruhové odlehčení vhodnější pro aplikace zahrnující opakované ohýbání nebo tváření. Snížené koncentrace napětí pomáhají udržovat tažnost během celého výrobního procesu.
Nerezová ocel 304 představuje větší výzvy kvůli svým charakteristikám zpevňování za studena a vyšší pevnosti. Kruhové odlehčení se stává obzvláště důležitým, protože zlepšené rozložení napětí pomáhá předcházet mikrotrhlinám, které se mohou časem šířit. Rozměry odlehčení by se měly zvýšit o 20–25 % ve srovnání s hliníkovými aplikacemi, aby se zohlednila snížená tažnost materiálu.
Vysoce pevné oceli vyžadují pečlivé zvážení návrhu odlehčení, protože jejich omezená tažnost je činí náchylnými k praskání. Kruhové odlehčení s velkorysými poloměry se často stává povinným, a to i přes zvýšenou výrobní složitost a náklady.
Integrace výrobního procesu
Návrh odlehčení musí být bezproblémově integrován do celkových výrobních pracovních postupů, aby se optimalizovala efektivita a kvalita. Volba mezi obdélníkovým a kruhovým odlehčením ovlivňuje výběr nástrojů, složitost programování a výrobní sekvence.
CNC revolverové děrovací operace upřednostňují obdélníkové odlehčení kvůli standardní dostupnosti nástrojů a jednoduchým požadavkům na programování. Lineární dráhy nástrojů zkracují dobu cyklu a prodlužují životnost nástroje, což je zvláště důležité pro velkoobjemové výrobní série. Nicméně moderní revolverové děrovací lisy mohou pojmout kruhové děrovače, i když to vyžaduje další investice do nástrojů.
Laserové řezací systémy nabízejí větší flexibilitu a jsou schopny vyrábět jakoukoli geometrii odlehčení bez omezení nástroji. Tato výhoda činí laserové řezání atraktivním pro prototypování a malosériovou výrobu, kde se amortizace nástrojů stává prohibitivní. Přesnost dosažitelná pomocí laserových systémů také umožňuje složité geometrie odlehčení kombinující obdélníkové a kruhové prvky.
Při objednávání od Microns Hub těžíte z přímých vztahů s výrobci, které zajišťují vynikající kontrolu kvality a konkurenceschopné ceny ve srovnání s platformami tržiště. Naše technická odbornost a komplexní náš přístup k výrobním službám znamená, že každý projekt obdrží pozornost věnovanou detailům, kterou si zaslouží, ať už požadujete jednoduché obdélníkové odlehčení nebo složité zakřivené geometrie.
Integrace s konstrukcí s jazýčky a drážkami vyžaduje pečlivou koordinaci umístění a rozměrů odlehčení. Odlehčení musí poskytovat dostatečnou vůli pro montážní operace a zároveň zachovat strukturální integritu v místech spojů.
Kontrola kvality a inspekce
Kvalita rohového odlehčení přímo ovlivňuje konečný výkon komponent, takže jsou nezbytné přísné inspekční protokoly. Rozměrová přesnost, kvalita hran a geometrická konzistence vyžadují ověření, aby se zajistilo dodržování specifikací.
Rozměrová inspekce se zaměřuje na hloubku, šířku a poziční přesnost odlehčení vzhledem k ohybovým liniím. Souřadnicové měřicí stroje (CMM) poskytují přesnost nezbytnou pro kritické aplikace, i když pro mnoho výrobních prostředí postačují jednodušší kalibry pro průchod/neprůchod.
Hodnocení kvality hran zkoumá drsnost povrchu, tvorbu otřepů a potenciál mikrotrhlin. Obdélníkové odlehčení obvykle vykazuje vynikající kvalitu hran díky čistému střižnému působení děrovacího procesu, zatímco laserem řezané kruhové odlehčení může vyžadovat sekundární operace odjehlování.
Implementace statistické regulace procesu (SPC) pomáhá udržovat konzistentní kvalitu odlehčení během výrobních sérií. Mezi klíčové parametry patří rozměry odlehčení, drsnost hran a poziční přesnost, s kontrolními limity stanovenými na základě kritičnosti komponent a požadavků na konečné použití.
Strategie optimalizace nákladů
Optimalizace nákladů vyžaduje vyvážení počátečních výrobních nákladů s dlouhodobým výkonem komponent a náklady na výměnu. Tato analýza se stává obzvláště důležitou pro velkoobjemové aplikace, kde se malé rozdíly v jednotkových nákladech sčítají do významných celků.
Přímé výrobní náklady upřednostňují obdélníkové odlehčení, s typickými úsporami 0,05–0,15 EUR na komponent ve srovnání s kruhovými alternativami. Tyto úspory pramení z kratší doby cyklu, standardního používání nástrojů a zjednodušených požadavků na programování. U výrobních objemů přesahujících 10 000 kusů ročně poskytuje obdélníkové odlehčení často přesvědčivé ekonomické výhody.
Nicméně analýza nákladů životního cyklu může upřednostňovat kruhové odlehčení v aplikacích, kde zlepšená odolnost proti únavě snižuje frekvenci údržby a výměny. Prémie zaplacená za výrobu kruhového odlehčení se často ukazuje jako užitečná, když se do celkové rovnice nákladů započítají náklady na výměnu, náklady na prostoje a bezpečnostní hlediska.
| Objem výroby | Obdélníkové náklady (€/kus) | Kruhové náklady (€/kus) | Analýza bodu zvratu |
|---|---|---|---|
| 100–500 kusů | 0.45-0.38 | 0.52-0.45 | Upřednostňováno obdélníkové |
| 500–2 000 kusů | 0.35-0.28 | 0.42-0.35 | Závislé na aplikaci |
| 2 000–10 000 kusů | 0.25-0.20 | 0.32-0.26 | Zvažte náklady životního cyklu |
| 10 000+ kusů | 0.18-0.15 | 0.25-0.20 | Silně upřednostňováno obdélníkové |
Pokročilé návrhové techniky
Moderní návrh rohového odlehčení přesahuje jednoduché obdélníkové nebo kruhové geometrie a zahrnuje hybridní přístupy, které optimalizují specifické výkonové charakteristiky. Tyto pokročilé techniky vyžadují sofistikované výrobní schopnosti, ale mohou přinést vynikající výsledky pro náročné aplikace.
Slzové odlehčení kombinuje obdélníkové a kruhové prvky, využívá rovné strany pro efektivitu výroby a zároveň začleňuje zaoblené konce pro snížení napětí. Tento hybridní přístup dosahuje 70–80 % výhod kruhového odlehčení v oblasti napětí a zároveň si zachovává 85–90 % efektivity výroby obdélníkového odlehčení.
Odlehčení s proměnným poloměrem přizpůsobuje kruhovou geometrii tak, aby vyhovovala různým vzorcům napětí ve stejné komponentě. Analýza konečných prvků řídí optimalizaci poloměru a vytváří geometrie odlehčení přizpůsobené specifickým podmínkám zatížení a vlastnostem materiálu.
Vícestupňové odlehčení zahrnuje různé geometrie v různých hloubkách, čímž poskytuje optimální rozložení napětí a zároveň minimalizuje odstranění materiálu. Tyto složité geometrie vyžadují pokročilé výrobní schopnosti, ale mohou dosáhnout zlepšení výkonu přesahující přístupy s jednou geometrií.
Často kladené otázky
Jaké faktory určují volbu mezi obdélníkovým a kruhovým rohovým odlehčením?
Výběr závisí na požadavcích aplikace, objemu výroby a vlastnostech materiálu. Obdélníkové odlehčení se hodí pro velkoobjemovou výrobu se standardními nástroji, zatímco kruhové odlehčení vyniká v aplikacích kritických z hlediska únavy, které vyžadují vynikající rozložení napětí. Tloušťka materiálu, poloměr ohybu a podmínky zatížení ovlivňují optimální volbu.
Jak se rozměry rohového odlehčení mění s tloušťkou materiálu?
Rozměry odlehčení se obvykle řídí vzorcem: Velikost odlehčení = 1,5 × tloušťka materiálu + poloměr ohybu + 0,5 mm vůle. Silnější materiály vyžadují proporcionálně větší odlehčení, aby se přizpůsobily zvýšenému toku materiálu během ohýbání. Vysoce pevné materiály mohou vyžadovat o 20–25 % větší odlehčení ve srovnání se standardními výpočty.
Lze rohové odlehčení přidat po počáteční výrobě?
I když je to technicky možné, přidání odlehčení po výrobě se ukazuje jako náročné a nákladné. Sekundární obráběcí operace zavádějí náklady na nastavení a potenciální problémy s kvalitou. Optimální výsledky vyžadují začlenění odlehčení během počátečního plánování výroby, což zajišťuje řádnou integraci s výrobními pracovními postupy a procesy kontroly kvality.
Jaké inspekční metody ověřují kvalitu rohového odlehčení?
Ověření kvality využívá rozměrovou inspekci pomocí CMM systémů nebo kalibrů pro průchod/neprůchod, vizuální kontrolu kvality hran a tvorby otřepů a funkční testování pro kritické aplikace. Statistická regulace procesu monitoruje konzistenci odlehčení během výrobních sérií, s kontrolními limity založenými na kritičnosti komponent.
Jak rohové odlehčení ovlivňuje celkovou pevnost komponent?
Správně navržené odlehčení zlepšuje pevnost komponent tím, že zabraňuje koncentracím napětí, které by mohly iniciovat praskání. I když odlehčení odstraňuje materiál, zlepšení rozložení napětí obvykle převáží účinky snížení materiálu. Kruhové odlehčení poskytuje o 35–45 % lepší rozložení napětí ve srovnání s obdélníkovými alternativami.
Jaké výrobní procesy fungují nejlépe pro každý typ odlehčení?
Obdélníkové odlehčení optimalizuje pro CNC děrovací operace pomocí standardních nástrojů, zatímco kruhové odlehčení se hodí pro laserové řezací systémy nabízející geometrickou flexibilitu. Řezání vodním paprskem efektivně pojme obě geometrie, i když za vyšší cenu. Výběr procesu závisí na objemu výroby, požadavcích na přesnost a dostupném vybavení.
Existují preference pro typy odlehčení specifické pro dané odvětví?
Letecký a lékařský průmysl obvykle preferují kruhové odlehčení pro vynikající odolnost proti únavě a rozložení napětí. Automobilové aplikace se liší v závislosti na funkci komponent, přičemž strukturální prvky upřednostňují kruhové odlehčení, zatímco kosmetické díly často používají obdélníkové alternativy. Elektronické kryty běžně používají obdélníkové odlehčení pro nákladovou efektivitu a kontinuitu stínění EMI.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece