K-Faktor: Vysvětlení výpočtu přídavků na ohyb pro přesné zpracování plechu
Výrobci plechů pracující s tolerancemi menšími než ±0,25 mm čelí zásadní výzvě: dosáhnout přesných rozměrů ohybu a zároveň zohlednit deformaci materiálu během procesu ohýbání. K-faktor slouží jako matematický most mezi vývojem rozvinutého tvaru a konečnou ohnutou geometrií, určuje, zda díly splňují kritické požadavky na montáž, nebo se stanou nákladným odpadem.
Pochopení výpočtu K-faktoru je zásadní při navrhování držáků, krytů a konstrukčních prvků, kde přesnost ohybu přímo ovlivňuje lícování a funkci. Tato komplexní příručka zkoumá inženýrské principy, metody výpočtu a praktické aplikace, které definují přesné zpracování plechu.
- K-faktor představuje poměr polohy neutrální osy k tloušťce materiálu, obvykle se pohybuje od 0,25 do 0,50 pro běžné plechy
- Přesné výpočty přídavku na ohyb vyžadují zohlednění vlastností materiálu, geometrie nástrojů a parametrů tváření
- Přesné aplikace vyžadují empirickou validaci K-faktoru prostřednictvím zkušebních ohybů a ověření měření
- Pokročilé CAD systémy integrují databáze K-faktorů pro automatizovaný vývoj rozvinutého tvaru
Pochopení základů K-faktoru při ohýbání plechu
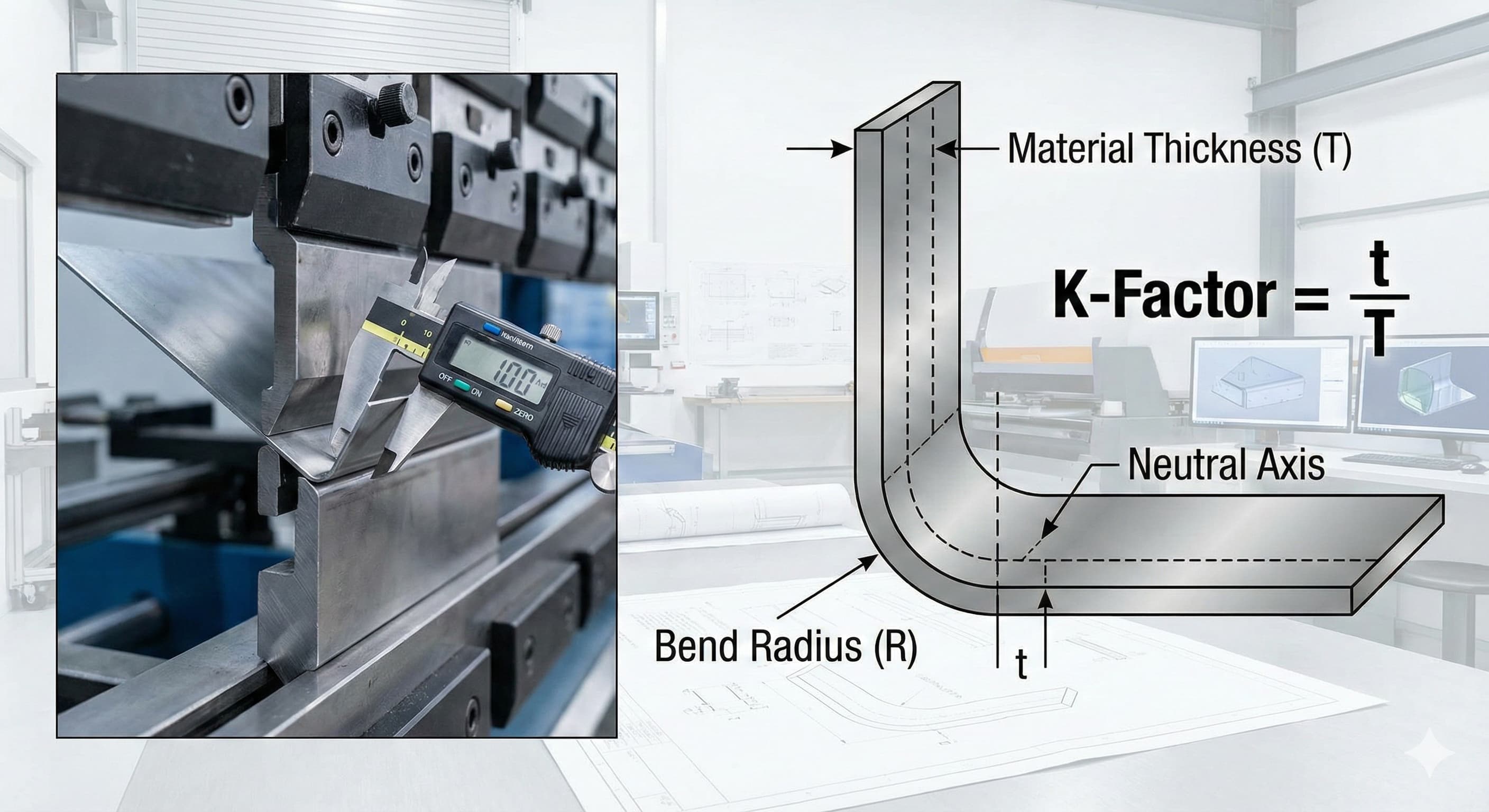
K-faktor kvantifikuje vztah mezi neutrální osou materiálu a jeho tloušťkou během procesu ohýbání. Když je plech ohýbán, vnější povrch se roztahuje, zatímco vnitřní povrch se stlačuje, čímž se vytváří neutrální osa, kde délka materiálu zůstává konstantní. Tato poloha neutrální osy určuje přídavek na ohyb potřebný pro přesný vývoj rozvinutého tvaru.
Matematicky se K-faktor rovná vzdálenosti od vnitřního poloměru ohybu k neutrální ose, dělené tloušťkou materiálu. Pro díl o tloušťce 2,0 mm a neutrální osou umístěnou 0,8 mm od vnitřního povrchu se K-faktor vypočítá na 0,40. Tato bezrozměrná hodnota zůstává relativně konzistentní pro specifické kombinace materiálu a nástroje.
Vlastnosti materiálu významně ovlivňují hodnoty K-faktoru. Tažné materiály, jako je hliník 1100-O, vykazují vyšší K-faktory (0,45-0,50) díky většímu toku materiálu během tváření. Naopak tvrdší materiály, jako je nerezová ocel 304, obvykle vykazují nižší K-faktory (0,30-0,40) kvůli sníženým deformačním charakteristikám.
Geometrie nástroje také ovlivňuje určení K-faktoru. Menší poloměry razníku vytvářejí ostřejší ohyby s nižšími K-faktory, zatímco větší poloměry podporují postupné tváření s vyššími hodnotami. Vztah mezi poloměrem razníku a tloušťkou materiálu, vyjádřený jako poměr R/T, poskytuje předběžné vodítko pro odhad K-faktoru.
| Druh materiálu | Typický rozsah K-faktoru | Pevnost v tahu (MPa) | Charakteristiky tváření |
|---|---|---|---|
| Hliník 1100-O | 0,45 - 0,50 | 90 - 165 | Vynikající tvářitelnost, vysoká tažnost |
| Hliník 6061-T6 | 0,35 - 0,42 | 310 - 380 | Dobrá tvářitelnost, střední pevnost |
| Ocel 1008/1010 | 0,40 - 0,45 | 320 - 420 | Dobrá tvářitelnost, nízký obsah uhlíku |
| Nerezová ocel 304 | 0,30 - 0,40 | 515 - 620 | Střední tvářitelnost, zpevnění tvářením |
| Nerezová ocel 316 | 0,32 - 0,42 | 515 - 670 | Lepší tvářitelnost než 304 |
Metody a vzorce pro výpočet přídavku na ohyb
Přídavek na ohyb představuje délku oblouku neutrální osy v zóně ohybu a poskytuje kritický rozměr pro vývoj rozvinutého tvaru. Základní vzorec zahrnuje úhel ohybu, vnitřní poloměr, tloušťku materiálu a K-faktor: BA = (π/180) × (R + K × T) × A, kde BA se rovná přídavku na ohyb, R představuje vnitřní poloměr, K označuje K-faktor, T udává tloušťku materiálu a A specifikuje úhel ohybu ve stupních.
Pro 90stupňový ohyb v hliníku 6061-T6 o tloušťce 1,5 mm s vnitřním poloměrem 3,0 mm a K-faktorem 0,38, výpočet dává: BA = (π/180) × (3,0 + 0,38 × 1,5) × 90 = 9,42 + 0,90 = 10,32 mm. Tato hodnota přídavku na ohyb určuje délku oblouku, kterou je třeba zahrnout do vývoje rozvinutého tvaru.
Metoda odečtu ohybu nabízí alternativní přístup, který vypočítává rozdíl délky materiálu mezi ohnutým a neohnutým stavem. Odečet ohybu se rovná 2 × (vnější odsazení) - přídavek na ohyb, kde vnější odsazení představuje vzdálenost od linie ohybu k vnějšímu povrchu. Tato metoda se ukazuje jako zvláště užitečná pro CAD systémy a automatizovaný software pro nesting.
Pokročilé aplikace mohou vyžadovat korekční faktory přídavku na ohyb, které zohledňují zpružení, opotřebení nástroje a odchylky materiálu. Tyto korekční faktory, obvykle v rozmezí od 0,95 do 1,05, dolaďují teoretické výpočty na základě empirického testování a výrobních zkušeností.
Výpočty více ohybů vyžadují pečlivé zvážení pořadí ohybů a mezilehlých rovných délek. Každý ohyb přispívá svým individuálním přídavkem při zachování celkových rozměrů dílu. Složité geometrie s více ohyby, vratkami a odsazeními vyžadují systematické výpočetní přístupy, aby se zabránilo kumulativním chybám.
Vliv vlastností materiálu na výběr K-faktoru
Struktura zrna materiálu významně ovlivňuje určení K-faktoru a chování při ohýbání. Materiály válcované za studena vykazují směrové vlastnosti s různými K-faktory rovnoběžně a kolmo ke směru válcování. Hliník 6061-T6 může vykazovat K-faktor 0,38 rovnoběžně se zrnem a 0,42 kolmo, což vyžaduje výpočty specifické pro orientaci pro kritické aplikace.
Charakteristiky zpevnění za studena ovlivňují stabilitu K-faktoru během tvářecích operací. Materiály s vysokou mírou zpevnění za studena, jako je nerezová ocel 301, mohou vykazovat variace K-faktoru v závislosti na závažnosti ohybu a rychlosti tváření. Progresivní zpevňování snižuje tok materiálu, čímž efektivně snižuje K-faktory s postupujícím ohýbáním.
Povrchové podmínky a povrchová úprava materiálu ovlivňují chování při ohýbání prostřednictvím třecích účinků a koncentrace napětí. Materiály s povrchovou úpravou z válcovny obvykle poskytují konzistentní výkon K-faktoru, zatímco potažené nebo texturované povrchy mohou vyžadovat korekční faktory. Předlakovaná ocel často vykazuje mírně vyšší K-faktory kvůli mazacím účinkům povlaku.
Odchylky tloušťky v rámci standardních tolerancí mohou ovlivnit přesnost K-faktoru v přesných aplikacích. Materiály specifikované jako 2,0 mm ±0,1 mm mohou vykazovat variace K-faktoru ±0,02, což může potenciálně ovlivnit konečné rozměry dílu o 0,05 mm nebo více v kritických zónách ohybu.
Pro vysoce přesné výsledky si vyžádejte bezplatnou cenovou nabídku a získejte ceny do 24 hodin od Microns Hub.
| Rozsah tloušťky (mm) | K-faktor hliníku 6061-T6 | K-faktor oceli 1008 | K-faktor nerezové oceli 304 |
|---|---|---|---|
| 0,5 - 1,0 | 0,33 - 0,38 | 0,35 - 0,42 | 0,27 - 0,33 |
| 1,0 - 2,0 | 0,36 - 0,41 | 0,38 - 0,44 | 0,30 - 0,37 |
| 2,0 - 3,0 | 0,38 - 0,43 | 0,40 - 0,46 | 0,32 - 0,39 |
| 3,0 - 5,0 | 0,40 - 0,45 | 0,42 - 0,48 | 0,34 - 0,41 |
Účinky nástrojů a úvahy o ohraňovacím lisu
Poloměr nosu razníku přímo ovlivňuje hodnoty K-faktoru prostřednictvím svého vlivu na tvorbu ohybu. Ostré razníky s malými poloměry koncentrují napětí a snižují tok materiálu, což vede k nižším K-faktorům. Naopak větší poloměry razníku podporují postupné tváření s vyššími K-faktory a zlepšenou kvalitou povrchu.
Šířka otvoru matrice ovlivňuje podporu materiálu během ohýbání, ovlivňuje rozložení napětí a polohu neutrální osy. Standardní postup doporučuje otvory matrice 8 až 12krát větší než tloušťka materiálu, přičemž širší otvory podporují vyšší K-faktory. Úzké matrice mohou způsobit efekty dosednutí, které uměle snižují vypočítané K-faktory.
Techniky dosednutí versus ohýbání ve vzduchu produkují různé charakteristiky K-faktoru. Ohýbání ve vzduchu umožňuje přirozený tok materiálu s konzistentními K-faktory v různých úhlech, zatímco dosednutí vytváří řízenou deformaci, která může vyžadovat úpravy K-faktoru specifické pro úhel. Operace ražení obvykle vykazují nejnižší K-faktory kvůli účinkům stlačení materiálu.
Tonáž ohraňovacího lisu a rychlost tváření ovlivňují tok materiálu během ohýbání. Nedostatečná tonáž může vést k neúplnému tváření s nekonzistentními K-faktory, zatímco nadměrná síla může způsobit ztenčení materiálu a změněné polohy neutrální osy. Optimální rychlosti tváření umožňují správný tok materiálu bez vyvolání koncentrace napětí.
Opotřebení nástroje ovlivňuje konzistenci ohýbání během výrobních sérií. Opotřebované razníky mohou vytvářet mírně odlišné poloměry ohybu, což mění výpočty K-faktoru. Pravidelné kontroly nástrojů a plány výměny udržují konzistenci K-faktoru pro přesné aplikace vyžadující integraci přesných CNC obráběcích služeb.
Empirické určení K-faktoru a testovací metody
Teoretické K-faktory poskytují výchozí body pro výpočty ohybu, ale přesné aplikace vyžadují empirickou validaci prostřednictvím systematického testování. Postupy zkušebního ohybu zahrnují tváření vzorků dílů se známými rozměry, měření skutečných výsledků ohybu a výpočet efektivních K-faktorů z pozorované geometrie.
Standardní testovací postup začíná přípravou testovacích proužků z výrobního materiálu, obvykle 150 mm dlouhých a 25 mm širokých. Označte přesné linie ohybu 50 mm od každého konce, abyste zajistili přesné referenční hodnoty měření. Vytvořte 90stupňové ohyby pomocí výrobních nástrojů a nastavení, přičemž zachovejte konzistentní parametry tváření.
Techniky měření vyžadují přesné přístroje schopné rozlišení 0,01 mm. Změřte vnitřní poloměr pomocí poloměrových měrek nebo optických měřicích systémů a ověřte úhly ohybu pomocí přesných úhloměrů nebo souřadnicových měřicích strojů. Vypočítejte efektivní K-faktor zpětným postupem od naměřených rozměrů k teoretickým požadavkům.
Více testovacích vzorků poskytuje statistickou validaci konzistence K-faktoru. Minimální velikosti vzorků 5 kusů na kombinaci materiálu a nástroje stanoví spolehlivé průměrné hodnoty a rozsahy variací. Dokumentujte podmínky prostředí, čísla šarží materiálu a identifikaci nástrojů pro sledovatelnost.
Výrobní validace zahrnuje tváření reprezentativních dílů a měření kritických rozměrů oproti požadavkům návrhu. Díly vyžadující konstrukci s jazýčky a drážkami vyžadují zvláštní pozornost přesnosti ohybu pro správné sestavení.
Pokročilé aplikace K-faktoru v CAD/CAM systémech
Moderní CAD systémy integrují komplexní databáze K-faktorů pro automatizovaný vývoj rozvinutého tvaru. Tyto databáze obsahují empiricky validované hodnoty pro běžné kombinace materiálu a nástroje, což zkracuje dobu návrhu a zlepšuje přesnost. Přední softwarové balíčky umožňují vlastní zadávání K-faktoru pro specializované aplikace.
Parametrické návrhové přístupy propojují K-faktory s vlastnostmi materiálu a parametry tváření, což umožňuje automatické aktualizace při změnách návrhu. Systémy modelování založené na prvcích rozpoznávají prvky ohybu a aplikují příslušné K-faktory na základě výběru materiálu a specifikací nástrojů.
Integrace CAM rozšiřuje aplikace K-faktoru na plánování výroby a kontrolu kvality. Programování CNC ohraňovacího lisu používá data K-faktoru pro automatickou optimalizaci pořadí ohybů a výběr nástrojů. Systémy korekce úhlu v reálném čase upravují parametry tváření na základě predikcí K-faktoru a zpětné vazby měření.
Simulační software integruje analýzu konečných prvků s validací K-faktoru pro složité tvářecí operace. Tyto nástroje předpovídají chování materiálu, rozložení napětí a konečnou geometrii před fyzickou výrobou prototypů. Pokročilé simulace zohledňují anizotropii materiálu, zpevnění za studena a interakce nástroje a dílu.
Systémy správy dat sledují výkon K-faktoru napříč výrobními sériemi, identifikují trendy a příležitosti k optimalizaci. Aplikace statistické kontroly procesu monitorují přesnost ohybu a upravují K-faktory pro neustálé zlepšování. Integrace s našimi výrobními službami zajišťuje konzistentní kontrolu kvality v celém výrobním procesu.
Kontrola kvality a ověření měření
Přesné aplikace plechu vyžadují přísné postupy kontroly kvality k ověření přesnosti K-faktoru a shody ohybu. Plány statistického vzorkování založené na ISO 2859-1 poskytují systematické inspekční přístupy pro validaci výroby. Kritické aplikace mohou vyžadovat 100% kontrolu s automatizovanými měřicími systémy.
Souřadnicové měřicí stroje (CMM) nabízejí nejvyšší přesnost pro ověření ohybu s nejistotami měření pod ±0,005 mm. Optické měřicí systémy poskytují rychlé inspekční schopnosti pro výrobní prostředí, kombinují rychlost s dostatečnou přesností pro většinu aplikací. Přenosné měřicí nástroje umožňují ověření v procesu a rychlou zpětnou vazbu.
Analýza nejistoty měření zohledňuje omezení přístroje, odchylky dílů a vlivy prostředí. Nejistoty typu A ze statistické analýzy opakovaných měření se kombinují s nejistotami typu B ze specifikací přístroje, aby se určila celková spolehlivost měření. Přesné aplikace vyžadují rozpočty nejistot, aby se zajistilo, že měřicí schopnost překročí požadované tolerance.
Studie způsobilosti procesu hodnotí konzistenci K-faktoru během prodloužených výrobních sérií. Výpočty Cp a Cpk kvantifikují výkon procesu ve vztahu k mezím specifikace a identifikují příležitosti ke zlepšení. Regulační diagramy monitorují klíčové parametry a detekují posun procesu dříve, než se vyvinou problémy s kvalitou.
Při objednávání od Microns Hub těžíte z přímých vztahů s výrobci, které zajišťují vynikající kontrolu kvality a konkurenceschopné ceny ve srovnání s platformami tržiště. Naše technická odbornost a personalizovaný přístup k službám znamenají, že každý projekt obdrží pozornost k detailu, kterou si zaslouží, s komplexní dokumentací kvality a sledovatelností v celém výrobním procesu.
| Metoda měření | Přesnost (mm) | Rychlost | Nejlepší použití |
|---|---|---|---|
| CMM | ±0,002 | Pomalá | Kritické rozměry, kalibrace |
| Optický skener | ±0,010 | Rychlá | Kontrola výroby |
| Měřidla poloměru | ±0,025 | Rychlá | Ověření ve výrobní hale |
| Posuvná měřítka | ±0,020 | Rychlá | Základní rozměrové kontroly |
Optimalizace nákladů prostřednictvím přesné aplikace K-faktoru
Přesné určení K-faktoru snižuje plýtvání materiálem prostřednictvím přesného vývoje rozvinutého tvaru. Nadhodnocené přídavky na ohyb vytvářejí nadměrnou spotřebu materiálu, zatímco podhodnocené hodnoty vedou ke krátkým dílům vyžadujícím přepracování nebo šrot. 2% zlepšení přesnosti K-faktoru může snížit spotřebu materiálu o 1-3% u složitých dílů s více ohyby.
Zvýšení efektivity výroby vyplývá ze zkrácení doby nastavení a menšího počtu iterativních úprav. Přesné K-faktory minimalizují přístupy pokus-omyl, umožňují úspěch prvního kusu a rychlejší náběh výroby. Úspory času při vývoji prototypů a nastavení výroby poskytují významné nákladové výhody na konkurenčních trzích.
Optimalizace nástrojů prostřednictvím analýzy K-faktoru identifikuje nejefektivnější kombinace razníku a matrice pro specifické aplikace. Standardizace na osvědčených sadách nástrojů s validovanými K-faktory snižuje požadavky na zásoby a zlepšuje konzistenci. Zlepšení životnosti nástrojů vyplývá z optimalizovaných parametrů tváření a sníženého přetváření.
Snížení nákladů na kvalitu prostřednictvím prevence vad poskytuje největší ekonomický dopad. Míry šrotu pod 1% se stávají dosažitelné s řádně validovanými K-faktory ve srovnání s 5-10% mírami pouze s teoretickými hodnotami. Snížené požadavky na kontrolu a záruční reklamace dále zlepšují ziskovost.
Výhody dodavatelského řetězce vyplývají z konzistentní kvality dílů a spolehlivých plánů dodávek. Zákazníci si cení dodavatelů, kteří prokazují kontrolu procesu a předvídatelné výsledky. Dlouhodobá partnerství se rozvíjejí, když jsou požadavky na přesnost trvale splňovány prostřednictvím správné aplikace K-faktoru.
Průmyslově specifické požadavky na K-faktor
Letecké aplikace vyžadují nejvyšší úroveň validace a dokumentace K-faktoru. Systémy kvality AS9100 vyžadují plnou sledovatelnost parametrů tváření a empirickou validaci pro součásti kritické pro let. Materiálové certifikace, záznamy o nástrojích a parametry procesu musí prokázat statistickou kontrolu pro dodržování předpisů.
Výroba zdravotnických prostředků vyžaduje validaci K-faktoru podle předpisů systému kvality FDA. Biokompatibilní materiály, jako je titan třídy 2 a nerezová ocel 316L, vyžadují specifické určení K-faktoru kvůli jejich jedinečným charakteristikám tváření. Validace procesu zahrnuje analýzu nejhoršího případu a ověření návrhové marže.
Automobilové aplikace se zaměřují na konzistenci ve velkém objemu a optimalizaci nákladů. Systémy statistické kontroly procesu monitorují výkon K-faktoru napříč miliony dílů, identifikují jemné trendy a příležitosti k optimalizaci. Dohody o kvalitě dodavatelů specifikují požadavky na validaci K-faktoru a protokoly průběžného monitorování.
Elektronické kryty vyžadují přesné K-faktory pro účinnost stínění EMI a lícování součástí. Tenké materiály (0,5-1,0 mm) s úzkými tolerancemi ohybu zpochybňují tradiční přístupy K-faktoru. Zvláštní pozornost integraci PEM spojovacích prvků vyžaduje koordinované návrhové přístupy.
Architektonické a stavební aplikace kladou důraz na utěsnění proti povětrnostním vlivům a přizpůsobení se tepelné roztažnosti. Tváření velkých panelů s více ohyby vyžaduje pečlivou validaci K-faktoru, aby se zabránilo kumulativním chybám. Úvahy o montáži v terénu ovlivňují návrhové přístupy a strategie alokace tolerancí.
Často kladené otázky
Jaký K-faktor bych měl použít pro 2mm hliník 6061-T6?
Pro 2mm hliník 6061-T6 začněte s K-faktorem 0,38-0,40 pro operace ohýbání ve vzduchu. Přesná hodnota závisí na poloměru razníku, otvoru matrice a rychlosti tváření. Ověřte tento počáteční odhad prostřednictvím zkušebních ohybů pomocí skutečných nástrojů a výrobních parametrů, abyste dosáhli optimální přesnosti.
Jak ovlivňuje poloměr razníku výpočty K-faktoru?
Menší poloměry razníku vytvářejí ostřejší ohyby s nižšími K-faktory (0,25-0,35), zatímco větší poloměry podporují postupné tváření s vyššími K-faktory (0,40-0,50). Vztah se řídí poměrem R/T - poloměr dělený tloušťkou. Udržujte poloměr razníku alespoň roven tloušťce materiálu pro konzistentní výsledky a zabránění praskání.
Mohu použít stejný K-faktor pro různé úhly ohybu?
Ohýbání ve vzduchu udržuje relativně konzistentní K-faktory v různých úhlech (30-135 stupňů), což z něj činí preferovanou metodu pro díly s proměnlivou geometrií. Operace dosednutí a ražení mohou vyžadovat K-faktory specifické pro úhel kvůli různým charakteristikám toku materiálu. Vždy validujte kritické úhly prostřednictvím zkušebních dílů.
Proč se mé vypočítané rozměry neshodují se skutečnými ohnutými díly?
Rozměrové nesrovnalosti obvykle vyplývají z použití teoretických K-faktorů namísto empiricky validovaných hodnot, účinků zpružení, které nejsou zohledněny ve výpočtech, nebo nekonzistentního nastavení nástrojů. Změřte skutečné vnitřní poloměry a úhly ohybu a poté vypočítejte efektivní K-faktory ze skutečných dílů, abyste zlepšili přesnost.
Jak často bych měl ověřovat K-faktory ve výrobě?
Ověřujte K-faktory měsíčně pro velkoobjemovou výrobu nebo po jakýchkoli změnách nástrojů, změnách šarží materiálu nebo údržbě zařízení. Kritické aplikace mohou vyžadovat denní ověřování prostřednictvím statistického vzorkování. Udržujte regulační diagramy pro identifikaci trendů a prevenci problémů s kvalitou dříve, než nastanou.
Jaká přesnost měření je vyžadována pro validaci K-faktoru?
Validace K-faktoru vyžaduje nejistotu měření alespoň 10krát lepší než vaše konečné požadavky na toleranci. Pro díly s tolerancemi ohybu ±0,1 mm používejte přístroje s přesností ±0,01 mm nebo lepší. CMM poskytují nejvyšší přesnost, zatímco optické skenery nabízejí dobrý kompromis mezi rychlostí a přesností pro výrobní prostředí.
Jak mám řešit K-faktory pro zakázkové slitiny nebo exotické materiály?
Zakázkové slitiny vyžadují empirické určení K-faktoru prostřednictvím systematického testování. Začněte s hodnotami pro podobné základní materiály a poté proveďte zkoušky ohybu v typickém rozsahu tloušťky a poloměru. Dokumentujte vlastnosti materiálu včetně pevnosti v tahu, prodloužení a charakteristik zpevnění za studena, abyste předpověděli chování K-faktoru a stanovili procesní okna.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece