Návrh úkosů pro kovové odlitky: Praktický průvodce pro inženýry
Úkosy jsou často přehlíženy ve fázi návrhu, přesto nedostatečné specifikace úkosů způsobují až 40 % vad odlitků u přesných kovových komponentů. Rozdíl mezi dílem, který se čistě uvolní z formy, a dílem, který vyžaduje nákladné sekundární operace, spočívá v pochopení složitého vztahu mezi vlastnostmi materiálu, geometrií a výrobními omezeními.
Klíčové poznatky
- Úkosy se typicky pohybují v rozmezí 0,5° až 3° v závislosti na procesu odlévání, přičemž tlakové lití vyžaduje minimální úhly (0,5-1°), zatímco lití do písku vyžaduje 1-3°
- Vnitřní prvky vyžadují o 25-50 % strmější úkosy než vnější povrchy kvůli smršťovacím silám během chlazení
- Správný návrh úkosů může snížit náklady na obrábění o 30-60 % eliminací sekundárních operací na nekritických površích
- Výběr materiálu přímo ovlivňuje požadavky na úkos, přičemž slitiny hliníku umožňují menší úhly než ocelové nebo litinové odlitky
Pochopení základů úkosů
Úkosy slouží jako primární mechanismus pro úspěšné vyjmutí dílu z licích forem. Bez dostatečného úkosu se chladnoucí kov smršťuje na povrchy formy, čímž vytváří interference, která zabraňuje čistému oddělení. Toto základní smršťovací chování se výrazně liší u různých slitinových systémů a vyžaduje přesný výpočet pro optimální výsledky.
Fyzika požadavků na úkos se soustředí na koeficienty tepelné roztažnosti. Slitiny hliníku, jako je A356-T6, vykazují lineární míru smrštění přibližně 1,3 %, zatímco tvárná litina (ASTM A536) se smršťuje o 1,0 %. Tyto rozdíly se přímo promítají do různých požadavků na úkos, přičemž hliníkové odlitky často umožňují strmější úhly kvůli nižším smršťovacím silám.
Výrobní tolerance hrají kritickou roli ve specifikaci úkosu. Standardní praxe se řídí tolerancemi ISO 2768-m pro odlitky se střední přesností, které typicky umožňují odchylku ±0,5° v úkosech. Vysoce přesné aplikace však mohou vyžadovat přísnější kontrolu na úrovni ±0,2°, což vyžaduje sofistikovanější nástroje a opatření pro řízení procesu.
Požadavky na úkos specifické pro proces
Tlakové lití představuje nejnáročnější aplikaci pro optimalizaci úkosu. Proces vysokotlakého vstřikování a rychlé chladicí cykly vytvářejí jedinečné výzvy, které vyžadují specifické konstrukční úvahy. Typické úkosy pro tlakové lití se pohybují od 0,5° do 1,5°, přičemž spodní hranice je vyhrazena pro vnější povrchy a jednoduché geometrie.
Procesy lití do písku umožňují velkorysejší úkosy díky shovívavé povaze pískových forem. Vnější povrchy typicky vyžadují úkos 1° až 2°, zatímco vnitřní prvky potřebují 1,5° až 3°. Pevnost v tlaku pískové směsi přímo ovlivňuje tyto požadavky, přičemž formy s vyšší pevností umožňují snížené úkosy.
Investiční lití nabízí nejpřísnější tolerance, ale vyžaduje pečlivé zvážení úkosu pro odstranění voskového modelu. Úkosy 0,25° až 1° jsou běžné, přičemž proces keramické skořepiny umožňuje výrobu téměř finálního tvaru. Tato přesnost je spojena s cenovou prémií 20-40 % ve srovnání s konvenčními metodami lití do písku.
| Proces lití | Vnější úkos (°) | Vnitřní úkos (°) | Typická tolerance (±°) | Relativní cena |
|---|---|---|---|---|
| Tlakové lití | 0.5-1.5 | 0.75-2.0 | 0.2 | Vysoká |
| Lití do písku | 1.0-2.0 | 1.5-3.0 | 0.5 | Nízká |
| Investiční lití | 0.25-1.0 | 0.5-1.5 | 0.2 | Velmi vysoká |
| Lití do kokil | 0.75-1.5 | 1.0-2.5 | 0.3 | Střední |
Materiálové aspekty úkosu
Slitiny hliníku dominují v aplikacích přesného lití díky svým příznivým smršťovacím charakteristikám a vynikající obrobitelnosti. A356-T6, nejběžnější slitina pro letecké odlitky, umožňuje úkosy až 0,5° pro jednoduché geometrie. Tepelné zpracování T6 poskytuje rozměrovou stabilitu, která udržuje integritu úkosu během celého procesu tepelného cyklování.
Ocelové odlitky představují větší výzvy kvůli vyšším smršťovacím silám a zvýšené adhezi k formě. Uhlíkové oceli, jako je ASTM A216 WCB, vyžadují minimální úkosy 1,5° pro vnější povrchy, které se zvyšují na 2,5° pro vnitřní prvky. Vyšší teplota tání a koeficient tepelné roztažnosti přispívají k těmto zvýšeným požadavkům.
Aplikace litiny, zejména tvárné litiny odpovídající ASTM A536, vykazují mírné požadavky na úkos mezi hliníkem a ocelí. Tvárná litina třídy 65-45-12 typicky vyžaduje úkos 1° až 2° na vnějších površích, přičemž vnitřní prvky potřebují 1,5° až 2,5°. Grafitová struktura poskytuje určité mazání během vyjímání, což snižuje adhezní síly ve srovnání s ocelí.
| Materiál | Smrštění (%) | Min. vnější úkos (°) | Min. vnitřní úkos (°) | Obrobitelnost |
|---|---|---|---|---|
| A356-T6 Hliník | 1.3 | 0.5 | 0.75 | Výborná |
| A380 Hliník | 1.2 | 0.5 | 0.75 | Dobrá |
| ASTM A216 WCB Ocel | 2.1 | 1.5 | 2.5 | Uspokojivá |
| A536 Tvárná litina | 1.0 | 1.0 | 1.5 | Dobrá |
Geometrická složitost a optimalizace úkosu
Složité geometrie vyžadují sofistikované strategie úkosů, které zohledňují různé tloušťky stěn, podřezání a přechodové zóny. Hluboké dutiny představují zvláštní výzvy, protože zvýšená kontaktní plocha zesiluje vyjímací síly. Obecné pravidlo aplikuje zvýšení úkosu o 0,1° na každých 25 mm hloubky dutiny nad počátečních 50 mm.
Žebra a výstupky vyžadují pečlivé zvážení úkosu, aby se zabránilo koncentraci napětí během vyjímání. Žebra by měla udržovat konzistentní úkosy s primárními povrchy, zatímco výstupky vyžadují nezávislou analýzu úkosu. Průsečíkové zóny mezi prvky se často stávají kritickými oblastmi, kde nedostatečný úkos vede k trhání nebo zadírání během odstraňování dílu.
Vícesměrné dělící roviny výrazně komplikují implementaci úkosu. Každý dělící povrch vyžaduje nezávislé zvážení úkosu, což často vede ke kompromisním řešením, která vyvažují vyrobitelnost s funkčními požadavky. Pokročilé CAD systémy nyní obsahují nástroje pro analýzu úkosu, které vizualizují potenciální konflikty vyjímání před výrobou nástrojů.
Vliv povrchové úpravy na požadavky na úkos
Specifikace povrchové úpravy přímo ovlivňují požadavky na úkos prostřednictvím jejich vlivu na adhezi formy k dílu. Hodnoty Ra pod 3,2 μm zvyšují kontaktní plochu povrchu, což vyžaduje strmější úkosy k překonání adhezních sil. Naopak, řízené vzory drsnosti mohou snížit požadavky na úkos minimalizací kontaktní plochy.
Texturované povrchy představují jedinečné výzvy pro výpočet úkosu. Textury koženého zrna, běžně specifikované pro estetické aplikace, mohou zvýšit efektivní požadavky na úkos o 0,25° až 0,5° v závislosti na hloubce textury. Směr aplikace textury vzhledem ke směru úkosu se stává kritickým pro úspěšné vyjmutí dílu.
Pro vysoce přesné výsledky, Získejte podrobnou cenovou nabídku do 24 hodin od Microns Hub.
Povrchové úpravy EDM (Electrical Discharge Machining), i když poskytují vynikající rozměrovou přesnost, vytvářejí mikrotextury, které mohou zvýšit adhezní síly. Díly vyžadující dokončování EDM často potřebují o 0,2° až 0,3° větší úkos, aby se kompenzovala zvýšená interakce povrchu. Tato úvaha se stává zvláště důležitou pro aplikace přesných nástrojů, kde je integrita povrchu prvořadá.
Ekonomická optimalizace prostřednictvím návrhu úkosu
Optimalizace úkosu přímo ovlivňuje výrobní náklady prostřednictvím svého vlivu na sekundární požadavky na obrábění. Díly navržené s dostatečným úkosem mohou často eliminovat obráběcí operace na nekritických površích, čímž se sníží celkové výrobní náklady o 30-60 %. Toto snížení nákladů se stává významnějším s rostoucím objemem výroby.
Náklady na nástroje silně korelují se složitostí úkosu. Jednoduché, jednotné úkosy minimalizují složitost nástrojů a zkracují dobu výroby. Složité požadavky na úkos mohou zvýšit náklady na nástroje o 25-40 % kvůli dodatečnému času obrábění potřebnému pro dutiny formy. Kompromis mezi funkčností dílu a výrobními náklady vyžaduje pečlivou analýzu ve fázi návrhu.
Sekundární operace, jako je CNC obrábění po odlití, se stávají nezbytnými, když úkosy nemohou poskytnout požadovanou povrchovou úpravu nebo rozměrovou přesnost. Strategické umístění těchto obrobených povrchů v kombinaci s optimalizovanými úkosy na zbývajících površích poskytuje nejekonomičtější výrobní přístup.
Při objednávání od Microns Hub těžíte z přímých vztahů s výrobci, které zajišťují vynikající kontrolu kvality a konkurenceschopné ceny ve srovnání s platformami tržiště. Naše technická odbornost a personalizovaný přístup k službám znamenají, že každý projekt obdrží pozornost věnovanou detailům, kterou si zaslouží, s optimalizací úkosu zahrnutou v našem komplexním procesu kontroly návrhu.
Pokročilé techniky úkosu
Variabilní úkosy představují pokročilou techniku pro optimalizaci složitých geometrií. Tento přístup aplikuje různé úkosy na různé části stejného prvku na základě místních geometrických požadavků. Hluboké kapsy mohou začínat úkosem 0,5° na dělící rovině a zvyšovat se na 2° v maximální hloubce, aby se usnadnilo vyjímání.
Složené úkosy kombinují lineární úkos se zakřivenými přechody, aby se přizpůsobily složitým geometriím povrchu. Automobilové aplikace často používají tuto techniku pro estetické komponenty, kde by přímé úkosové linie byly vizuálně nežádoucí. Složitost výpočtu se výrazně zvyšuje a vyžaduje specializované CAD nástroje pro přesnou implementaci.
Správa úkosu s dělenou linií se stává kritickou u nástrojů s více dutinami, kde jednotlivé dutiny mohou mít různé požadavky na úkos. Vyvážení úkosů napříč více dutinami při zachování konzistentní kvality dílu vyžaduje sofistikované řízení procesu a návrh nástrojů. Tato složitost často ospravedlňuje dodatečné inženýrské investice pro velkoobjemové výrobní série.
Kontrola kvality a ověření úkosu
Ověření úkosu vyžaduje specializované techniky měření nad rámec konvenční rozměrové kontroly. Souřadnicové měřicí stroje (CMM) vybavené otočnými stoly poskytují nejpřesnější měření úkosu, typicky dosahující přesnosti ±0,05° při správné kalibraci. Tato přesnost se stává nezbytnou pro velkoobjemovou výrobu, kde se malé odchylky mohou akumulovat do významných problémů s kvalitou.
Optické měřicí systémy nabízejí rychlé ověření úkosu pro výrobní prostředí. Tyto bezkontaktní systémy mohou měřit úkosy po celých površích dílu a identifikovat odchylky, které by mohly naznačovat opotřebení nástrojů nebo drift procesu. Implementace takových systémů typicky snižuje dobu kontroly o 40-60 % ve srovnání s tradičními kontaktními metodami.
Statistické řízení procesu (SPC) aplikované na měření úkosu poskytuje včasné varování před degradací nástrojů. Sledování odchylek úkosu v průběhu času odhaluje vzorce, které předpovídají, kdy se stane nezbytná údržba nebo výměna nástrojů. Tento proaktivní přístup může zabránit problémům s kvalitou a výrazně snížit míru zmetkovitosti.
Pro aplikace vyžadující těsné sestavy, správné úkosy fungují ve spojení s procesy vakuové impregnace, aby se zajistil optimální těsnicí výkon. Integrita povrchu dosažená správným návrhem úkosu zvyšuje účinnost následných těsnicích operací.
Integrace s moderní výrobou
Digitální výrobní pracovní postupy nyní zahrnují optimalizaci úkosu jako automatickou kontrolu návrhu. Návrhové systémy poháněné umělou inteligencí mohou analyzovat složité geometrie a doporučit optimální úkosy na základě výběru materiálu, procesu odlévání a požadavků na kvalitu. Tyto systémy zkracují dobu iterace návrhu a zároveň zlepšují predikce vyrobitelnosti.
Aditivní výroba licích modelů umožňuje složitější implementace úkosů, které by byly obtížné nebo nemožné s tradičními technikami výroby modelů. 3D tištěné modely mohou zahrnovat variabilní úkosy a složité geometrie při zachování rozměrové přesnosti. Tato schopnost otevírá nové možnosti pro optimalizaci návrhu dílu bez tradičních výrobních omezení.
Integrace procesů odlévání s doplňkovými výrobními metodami, jako jsou služby zpracování plechu, vyžaduje pečlivé zvážení úkosů v hybridních sestavách. Komponenty, které budou svařovány nebo spojovány s odlitými díly, potřebují kompatibilní úkosy, aby se zajistilo správné lícování a povrchová úprava v konečné sestavě.
Implementace Průmyslu 4.0 sledují výkon úkosu v průběhu celého životního cyklu produktu, od návrhu přes výrobu až po servis v terénu. Tento komplexní sběr dat umožňuje neustálé zlepšování specifikací úkosu a výrobních procesů. Výsledná optimalizace může zlepšit kvalitu dílu a zároveň snížit výrobní náklady napříč našimi výrobními službami.
Často kladené otázky
Jaký je minimální úkos pro hliníkové tlakové odlitky?
Hliníkové tlakové odlitky typicky vyžadují minimální úkosy 0,5° pro vnější povrchy a 0,75° pro vnitřní prvky. Tyto hodnoty platí pro standardní slitiny A380 a A356 s tloušťkou stěn nad 2 mm. Tenčí stěny nebo složité geometrie mohou vyžadovat zvýšené úkosy až do 1,5°.
Jak ovlivňuje povrchová úprava požadavky na úkos?
Povrchová úprava přímo ovlivňuje požadavky na úkos prostřednictvím adheze formy k dílu. Hladší povrchy (Ra< 3,2 μm) zvyšují kontaktní plochu a vyžadují strmější úkosy, typicky přidávají 0,2-0,3° ke standardním požadavkům. Texturované povrchy mohou potřebovat dalších 0,25-0,5° v závislosti na hloubce a směru textury.
Lze úkosy zcela eliminovat pomocí obrábění po odlití?
Zatímco obrábění může eliminovat potřebu úkosů na hotových površích, proces odlévání stále vyžaduje úkos pro úspěšné uvolnění z formy. Strategický návrh umisťuje obrobené povrchy na kritické rozměry a zároveň udržuje dostatečný úkos na zbývajících površích pro nákladově efektivní výrobu.
Jaké úkosy jsou vyžadovány pro procesy investičního lití?
Investiční lití umožňuje nejmenší úkosy, typicky 0,25-1,0° pro vnější povrchy a 0,5-1,5° pro vnitřní prvky. Proces keramické skořepiny a odstranění voskového modelu umožňují tyto přísné tolerance, díky čemuž je investiční lití ideální pro aplikace téměř finálního tvaru.
Jak vypočítám úkosy pro hluboké dutiny a kapsy?
Hluboké dutiny vyžadují zvýšené úkosy k překonání vyšších vyjímacích sil. Aplikujte zvýšení o 0,1° na každých 25 mm hloubky nad počátečních 50 mm. Například kapsa hluboká 100 mm by vyžadovala dodatečných 0,2° nad standardní úkos pro daný proces odlévání.
Vyžadují různé slitiny hliníku různé úkosy?
Ano, složení slitiny hliníku ovlivňuje požadavky na úkos prostřednictvím různých rychlostí smršťování a charakteristik adheze k formě. A356-T6 umožňuje minimální úhly díky vynikající rozměrové stabilitě, zatímco slitiny s vyšším obsahem křemíku mohou vyžadovat mírně zvýšené úkosy kvůli odlišnému chování při smršťování.
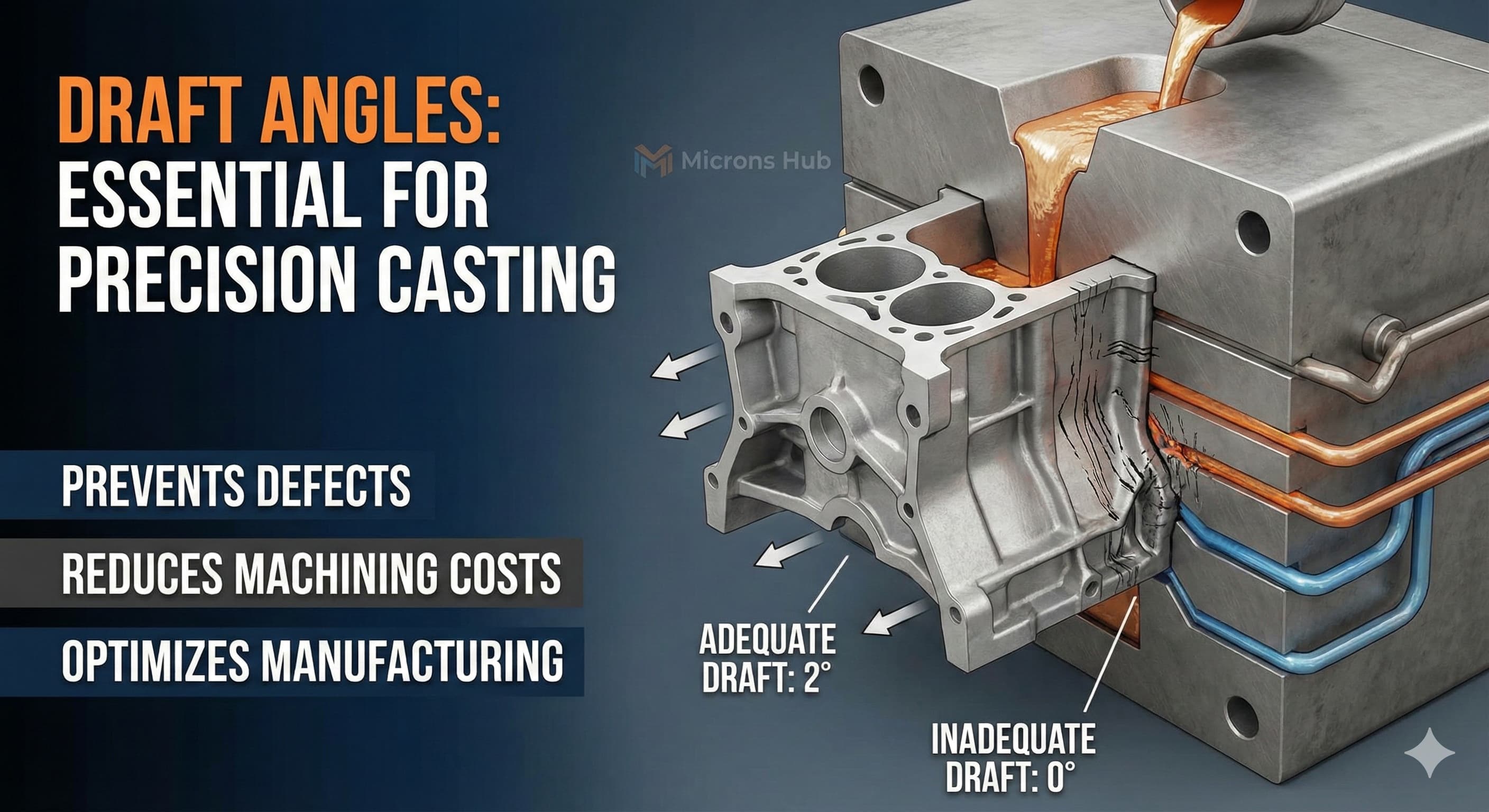
Co se stane, pokud jsou úkosy během výroby nedostatečné?
Nedostatečné úkosy způsobují vady odlitků, včetně trhání povrchu, rozměrového zkreslení, zvýšených cyklů a předčasného opotřebení nástrojů. V závažných případech může být nemožné vyjmout díly z forem bez poškození, což vede ke 100% zmetkovitosti, dokud nebudou dokončeny úpravy nástrojů.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece