Vakuová impregnace: Utěsnění únikových cest v hydraulických odlitcích
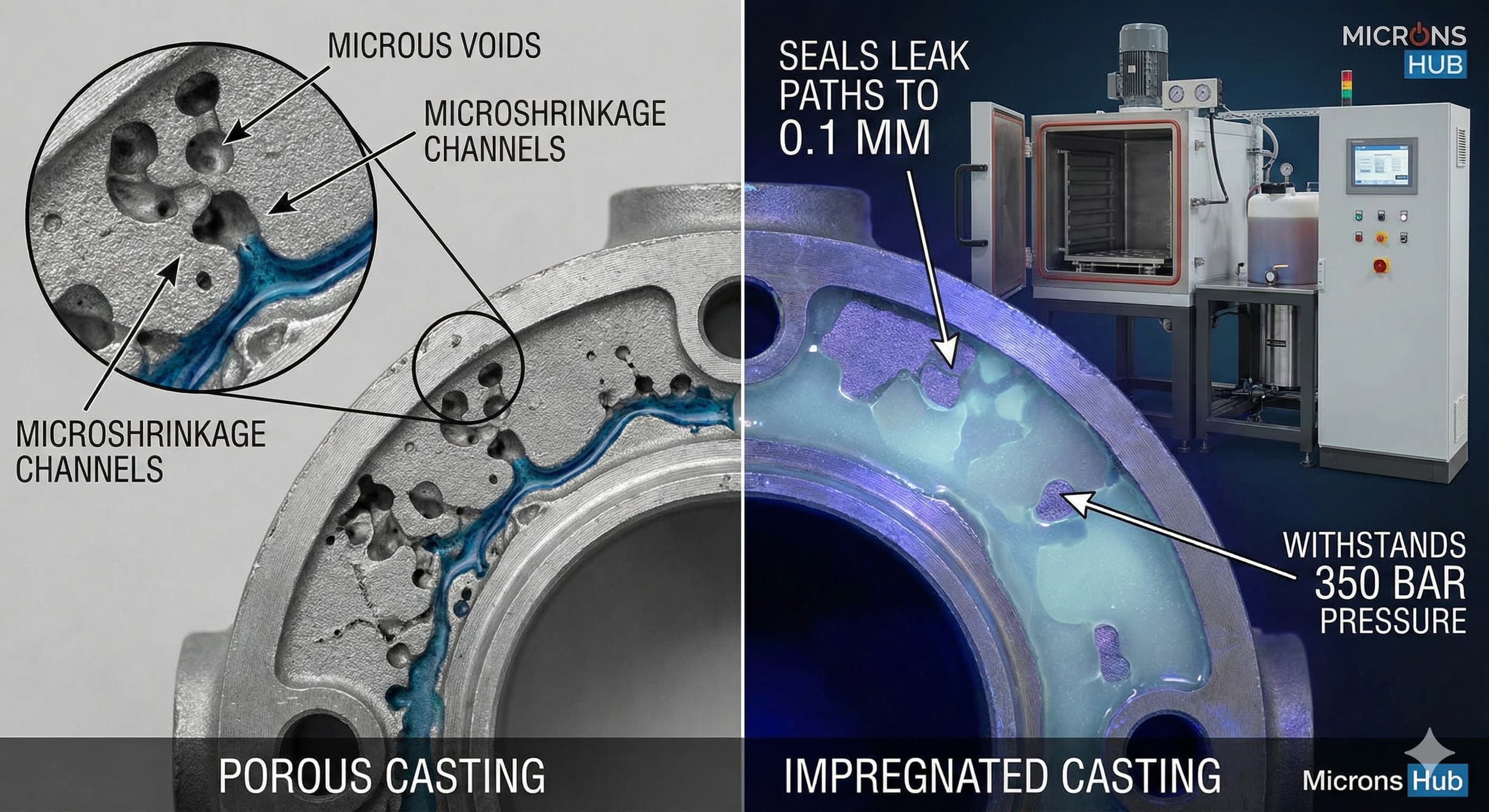
Porozita v hydraulických odlitcích představuje jeden z nejkritičtějších způsobů selhání ve vysokotlakých aplikacích. Když vzájemně propojené mikrostaženiny vytvářejí únikové cesty stěnami odlitku, výsledkem je katastrofální selhání systému, kontaminace životního prostředí a značné náklady na prostoje. Vakuová impregnace se ukázala jako definitivní řešení pro utěsnění těchto mikroskopických defektů, přeměňující potenciálně zmetkové komponenty na tlakotěsné sestavy schopné odolat provozním tlakům přesahujícím 350 barů.
Tato komplexní technická analýza zkoumá proces vakuové impregnace z metalurgického i praktického hlediska a poskytuje výrobním inženýrům podrobné znalosti potřebné k implementaci úspěšných protokolů utěsňování netěsností.
Klíčové poznatky
- Vakuová impregnace dokáže utěsnit póry až do průměru 0,1 mm a dosáhnout míry úniku pod 10⁻⁶ mbar·l/s, jak je specifikováno v ISO 3530
- Správná příprava povrchu a odstranění kontaminace jsou kritické – i 0,05 mm obráběcích kapalin může zabránit úplnému proniknutí pryskyřice
- Moderní anaerobní pryskyřice vytvrzují uvnitř propojených pórů a zároveň zůstávají kapalné v oblastech vystavených vzduchu, což umožňuje selektivní utěsnění
- Analýza nákladů ukazuje, že vakuová impregnace obnoví 85–95 % jinak vyřazených hydraulických odlitků za 15–25 % nákladů na výměnu
Pochopení tvorby porozity v hydraulických odlitcích
Hydraulické odlitky zažívají tvorbu porozity prostřednictvím několika mechanismů během procesu tuhnutí. Hlavním přispěvatelem je mikrostaženina, ke které dochází, když tuhnutí kovu vytváří objemovou kontrakci bez adekvátního napájení ze stoupaček nebo vtoků. Tento jev je zvláště výrazný u hliníkových slitin, jako jsou A356-T6 a A380, kde se smrštění při tuhnutí blíží 6,5 % objemu.
Plynová porozita představuje druhou hlavní výzvu, která vzniká, když se rozpuštěný vodík sráží během chlazení. Rozpustnost vodíku v hliníku dramaticky klesá z 0,69 cm³/100 g v kapalném stavu na pouhých 0,036 cm³/100 g v pevné formě. Toto přesycení vytváří sférické póry o průměru od 0,1 mm do několika milimetrů.
Kritický rozdíl pro hydraulické aplikace spočívá v propojenosti porozity. Izolované póry představují minimální riziko, ale propojené sítě vytvářejí souvislé únikové cesty stěnami odlitku. Tyto mikroskopické kanály, často neviditelné standardní vizuální kontrolou, umožňují migraci hydraulické kapaliny pod tlakem, což vede k vnějšímu úniku a kontaminaci systému.
| Typ pórovitosti | Typický rozsah velikostí | Mechanismus vzniku | Úroveň hydraulického rizika |
|---|---|---|---|
| Mikrosmršťování | 0,05-0,5 mm | Kontrakce při tuhnutí | Vysoká - propojené |
| Plynová pórovitost (H₂) | 0,1-2,0 mm | Precipitace vodíku | Střední - typicky izolované |
| Oxidové inkluze | 0,02-0,2 mm | Zachycení povrchové oxidace | Vysoká - vytváří iniciační body úniku |
| Studené spoje | Šířka 0,1-1,0 mm | Neúplné tavení kovu | Velmi vysoká - lineární cesty úniku |
Moderní procesy tlakového lití významně snížily výskyt porozity, zejména s tlakovým litím zinku, které nabízí vynikající charakteristiky hustoty ve srovnání s hliníkovými alternativami. Složité geometrie a silné profily v hydraulických komponentech však stále představují problémy s tuhnutím, které vyžadují ošetření po odlití.
Základy procesu vakuové impregnace
Vakuová impregnace funguje na principu rozdílového tlaku, který vtlačuje pryskyřice s nízkou viskozitou do mikroskopické porozity. Proces začíná umístěním vyčištěných odlitků do vakuové komory, která obvykle dosahuje tlaků pod 1 mbar (100 Pa). Toto vakuové odsávání odstraňuje vzduch z propojených pórů a vytváří hnací sílu pro následné pronikání pryskyřice.
Výběr pryskyřice se ukazuje jako kritický pro hydraulické aplikace. Moderní anaerobní pryskyřice, konkrétně formulace na bázi methakrylátu, vytvrzují pouze v nepřítomnosti kyslíku a zároveň zůstávají kapalné v oblastech vystavených vzduchu. Toto selektivní vytvrzování zajišťuje úplné utěsnění pórů bez povrchové kontaminace, která by mohla narušit následné obrábění nebo operace nanášení povlaků.
Kritické parametry procesu
Úroveň vakua představuje primární kontrolní parametr, který přímo ovlivňuje hloubku a úplnost průniku. Optimální výsledky vyžadují absolutní tlaky pod 1 mbar, udržované po dostatečnou dobu k dosažení úplné evakuace vzduchu. Doba evakuace závisí na geometrii dílu a objemu porozity, obvykle se pohybuje od 15 do 45 minut u hydraulických odlitků.
Regulace teploty během impregnace ovlivňuje viskozitu pryskyřice i charakteristiky průniku. Většina anaerobních pryskyřic dosahuje optimálních průtokových vlastností při 60–80 °C, čímž se snižuje viskozita přibližně o 40 % ve srovnání s provozem při pokojové teplotě. Nadměrná teplota však urychluje iniciaci vytvrzování, což může zablokovat úzké pórové kanály před úplným průnikem.
Rozdíl tlaku během zavádění pryskyřice obvykle využívá atmosférický tlak proti udržovanému vakuu. Některé pokročilé systémy používají přetlak až do 6 barů, aby se zvýšilo pronikání do extrémně jemné porozity, i když to vyžaduje pečlivou kontrolu, aby se zabránilo deformaci odlitku v tenkostěnných profilech.
Výběr materiálu a kompatibilita
Výběr chemie pryskyřice musí zohledňovat jak základní slitinu odlitku, tak zamýšlenou kompatibilitu s hydraulickou kapalinou. Pro hliníkové odlitky poskytují pryskyřice na bázi methakrylátu vynikající přilnavost a chemickou odolnost. Tyto formulace obvykle dosahují pevnosti v tahu přesahující 25 MPa po úplném vytvrzení, s hodnotami tvrdosti Shore D mezi 75–85.
Testování kompatibility s hydraulickou kapalinou se řídí protokoly ASTM D471, které hodnotí objemové bobtnání a zachování vlastností po prodloužené expozici. Moderní anaerobní pryskyřice vykazují vynikající kompatibilitu s hydraulickými oleji na minerální bázi, vykazující méně než 3% změnu objemu po 1000 hodinách při 100 °C. Kompatibilita se syntetickými kapalinami se výrazně liší v závislosti na chemii kapaliny, což vyžaduje specifickou validaci pro každou aplikaci.
| Typ pryskyřice | Doba vytvrzení (25 °C) | Teplotní rozsah | Kompatibilita s hydraulickou kapalinou | Cena za litr |
|---|---|---|---|---|
| Anaerobní metakrylát | 2-4 hodiny | -55 °C až +150 °C | Výborná s minerálními oleji | €125-180 |
| Modifikovaný polyuretan | 6-8 hodin | -40 °C až +120 °C | Dobrá s většinou kapalin | €95-140 |
| Na bázi epoxidu | 12-24 hodin | -30 °C až +130 °C | Uspokojivá - vyžaduje testování | €80-120 |
| Modifikovaný silikonem | 4-6 hodin | -65 °C až +180 °C | Výborná flexibilita | €160-220 |
Vytvrzená pryskyřice si musí zachovat integritu při cyklickém hydraulickém tlaku. Testovací protokoly zahrnují tlakové cyklování od 0 do maximálního provozního tlaku po dobu minimálně 100 000 cyklů, s detekcí úniku prováděnou v pravidelných intervalech. Úspěšná impregnace obvykle odolá tlakům 1,5krát vyšším než maximální provozní tlak bez detekovatelného úniku.
Požadavky na přípravu povrchu
Čistota povrchu přímo ovlivňuje účinnost impregnace, přičemž i mikroskopická kontaminace zabraňuje úplnému proniknutí pryskyřice. Obráběcí kapaliny, zejména chladicí kapaliny na bázi vody, vytvářejí nejvýznamnější bariéru pro tok pryskyřice. Úplné odstranění vyžaduje vícestupňové čisticí protokoly kombinující odmašťování rozpouštědlem s alkalickým čištěním.
Doporučená čisticí sekvence začíná odmašťováním v parách pomocí trichlorethylenu nebo moderních uhlovodíkových alternativ, následovaným alkalickým čištěním při 80–90 °C po dobu 10–15 minut. Konečný oplach deionizovanou vodou zabraňuje usazování minerálů, které by mohly zablokovat jemnou porozitu. Kompletní sušení při 120 °C po dobu minimálně 30 minut zajišťuje eliminaci vlhkosti, která by mohla narušit anaerobní mechanismy vytvrzování.
Pro vysoce přesné výsledky, odešlete svůj projekt a získejte 24hodinovou nabídku od Microns Hub.
Protokoly kontroly kvality a testování
Ověření testování těsnosti se řídí zavedenými protokoly uvedenými v ISO 3530 pro hydraulické komponenty. Nejcitlivější metoda využívá heliovou hmotnostní spektrometrii, která je schopna detekovat míru úniku pod 10⁻⁸ mbar·l/s. Praktické výrobní testování však často využívá metody poklesu tlaku s citlivostí detekce úniku odpovídající požadavkům aplikace.
Testování těsnosti před impregnací stanoví základní závažnost porozity, obvykle prováděné při 1,5násobku provozního tlaku s dobou měření 15–30 minut v závislosti na objemu komponentu. Kritéria odmítnutí se liší podle aplikace, ale hydraulické komponenty obecně vyžadují míru úniku pod 10⁻⁴ mbar·l/s pro zvážení impregnace.
Ověření po impregnaci musí zohledňovat progresi vytvrzování pryskyřice. Počáteční testování bezprostředně po zpracování může vykazovat uměle nízkou míru úniku v důsledku mobility nevytvrzené pryskyřice. Standardní protokoly vyžadují minimální dobu vytvrzování 24 hodin před konečným testováním těsnosti, přičemž některé specifikace se rozšiřují na 72 hodin pro kritické aplikace.
Monitorování a řízení procesu
Monitorování úrovně vakua během evakuačního cyklu poskytuje vhled do objemu porozity a propojenosti. Rychlý nárůst tlaku, když dojde k izolaci vakua, indikuje významnou vnitřní porozitu, zatímco postupný nárůst naznačuje minimální nebo špatně propojené defekty. Tyto informace vedou k optimalizaci doby evakuace a pomáhají předvídat pravděpodobnost úspěchu impregnace.
Monitorování průniku pryskyřice využívá několik technik v závislosti na geometrii a přístupnosti komponentu. Přidání fluorescenčního barviva umožňuje vizuální ověření pod UV osvětlením, což je zvláště užitečné pro složité vnitřní průchody. Měření přírůstku hmotnosti poskytuje kvantitativní posouzení příjmu pryskyřice, s typickými hodnotami v rozmezí 0,1–2,0 % hmotnosti komponentu v závislosti na závažnosti porozity.
| Závažnost pórovitosti | Doba vakuového odplynění | Očekávaný nárůst hmotnosti | Míra úspěšnosti | Typické aplikace |
|---|---|---|---|---|
| Lehká (rozptýlené póry) | 15-20 minut | 0,1-0,3 % | 95-98 % | Standardní hydraulické bloky |
| Střední (částečné propojení) | 25-35 minut | 0,4-0,8 % | 90-95 % | Komplexní tělesa ventilů |
| Závažná (rozsáhlé sítě) | 40-60 minut | 0,9-2,0 % | 80-90 % | Pouzdra čerpadel s tlustým průřezem |
| Kritická (skrz stěnu) | 45-75 minut | 1,5-3,0 % | 70-85 % | Hlavy válců, sběrná potrubí |
Ekonomická analýza a odůvodnění nákladů
Ekonomika vakuové impregnace závisí na několika faktorech, včetně nákladů na výměnu odlitku, snížení míry zmetkovitosti a požadavků na propustnost zpracování. U typických hydraulických ventilových těles s výrobními náklady mezi 45–85 EUR přidává impregnace přibližně 8–15 EUR na komponent, což představuje 15–25 % celkových výrobních nákladů.
Rozpis nákladů zahrnuje spotřebu pryskyřice (obvykle 2–4 EUR na komponent), práci při zpracování, amortizaci zařízení a testování ověření kvality. Velké provozy dosahují úspor z rozsahu prostřednictvím dávkového zpracování, čímž se snižují náklady na komponent na 5–8 EUR u standardních hydraulických odlitků.
Výpočty návratnosti investice musí zohledňovat alternativu odmítnutí a přepracování komponentu. S typickou mírou odmítnutí u složitých hydraulických odlitků v rozmezí 3–8 % v důsledku úniku souvisejícího s porozitou může impregnace obnovit 85–95 % jinak vyřazených komponent. Tato míra obnovy se promítá do významných úspor nákladů, zejména u složitých geometrií vyžadujících rozsáhlé obrábění.
Úvahy o integraci procesu
Optimalizace výrobní sekvence vyžaduje pečlivou integraci vakuové impregnace do stávajících výrobních pracovních postupů. Ideální načasování umisťuje impregnaci po hrubém obrábění, ale před konečnými operacemi, což umožňuje ověření účinnosti těsnění a zároveň minimalizuje náklady na přepracování, pokud ošetření selže.
Kompatibilita s tepelným zpracováním představuje důležité úvahy pro hliníkové odlitky vyžadující stav T6. Standardní ošetření stárnutím při 155 °C překračují teplotní limity většiny anaerobních pryskyřic, což vyžaduje buď výběr pryskyřice pro vysokoteplotní schopnosti, nebo úpravu sekvence procesu pro provedení impregnace po dokončení tepelného zpracování.
Při integraci vakuové impregnace s našimi výrobními službami zajišťuje pečlivá koordinace optimální výsledky při zachování efektivity výroby a nákladové efektivnosti.
Pokročilé aplikace a zvláštní úvahy
Vysokotlaké hydraulické aplikace přesahující 280 barů vyžadují vylepšené impregnační protokoly a specializované formulace pryskyřic. Tyto aplikace často využívají více impregnačních cyklů s postupně nižší viskozitou pryskyřic, aby se zajistilo úplné proniknutí do extrémně jemných sítí porozity.
Hydraulické komponenty pro letectví a kosmonautiku pracující s tlaky až 350 barů vyžadují dodatečné kvalifikační testování včetně odolnosti proti vibracím, teplotního cyklování a validace prodlouženého tlakového cyklování. Testovací protokoly se řídí leteckými a kosmickými standardy, jako je AS9100, které vyžadují komplexní dokumentaci a sledovatelnost v celém procesu impregnace.
Environmentální úvahy stále více ovlivňují výběr pryskyřice a protokoly zpracování. Anaerobní formulace na bázi vody snižují emise těkavých organických sloučenin při zachování výkonnostních charakteristik vhodných pro většinu hydraulických aplikací. Tyto ekologické možnosti obvykle zvyšují náklady na zpracování o 10–15 %, ale eliminují náklady na regeneraci a likvidaci rozpouštědel.
Specializované geometrie a složité komponenty
Vnitřní průchody a složitá hydraulická potrubí představují jedinečné výzvy pro účinnost vakuové impregnace. Tyto geometrie často vyžadují prodloužené doby evakuace a specializované přípravky, aby se zajistilo úplné odstranění vzduchu z průchodů s uzavřeným koncem a složitých sítí kanálů.
Tenkostěnné profily vyžadují pečlivou regulaci tlaku během impregnace, aby se zabránilo deformaci. Komponenty s tloušťkou stěny pod 3 mm obvykle omezují aplikaci přetlaku na maximálně 2 bary, což prodlužuje dobu zpracování, ale zabraňuje rozměrovým změnám, které by mohly ovlivnit kritické vztahy lícování.
Při objednávání od Microns Hub těžíte z přímých vztahů s výrobci, které zajišťují vynikající kontrolu kvality a konkurenceschopné ceny ve srovnání s platformami tržiště. Naše technická odbornost v procesech vakuové impregnace znamená, že každý hydraulický odlitek obdrží pozornost věnovanou detailům, která je vyžadována pro spolehlivý tlakotěsný provoz.
Řešení běžných problémů s impregnací
Neúplný průnik představuje nejčastější režim selhání impregnace, obvykle vyplývající z nedostatečné vakuové evakuace nebo kontaminace blokující přístup k pórům. Diagnostické postupy zahrnují řezání testovacích vzorků pro ověření hloubky průniku pryskyřice a analýzu vzoru distribuce.
Povrchové skvrny se občas vyskytnou, když pryskyřice prosakuje z podpovrchové porozity během progrese vytvrzování. Tento problém obvykle indikuje propojenou porozitu zasahující na povrchy komponentů, což vyžaduje prodloužené doby evakuace nebo více impregnačních cyklů pro úplné utěsnění.
Inhibice vytvrzování může být způsobena povrchovou kontaminací nebo nekompatibilními materiály v kontaktu s nevytvrzenou pryskyřicí. Silikonové sloučeniny se ukazují jako obzvláště problematické a vyžadují úplné odstranění před zpracováním. Testovací protokoly zahrnují ověření vytvrzení na testovacích kuponech zpracovaných společně s výrobními komponenty.
| Symptom problému | Pravděpodobná příčina | Diagnostická metoda | Nápravné opatření |
|---|---|---|---|
| Únik po vytvrzení | Neúplný průnik | Analýza řezem | Prodloužená doba odplynění |
| Povrchové zbarvení | Podpovrchová pórovitost | Testování penetrační kapalinou | Vícenásobné impregnační cykly |
| Žádná indikace vytvrzení | Kontaminace/inhibice | Vyhodnocení testovacího vzorku | Vylepšený čisticí protokol |
| Proměnlivé výsledky | Nekonzistence procesu | Statistická kontrola procesu | Standardizace parametrů |
Budoucí vývoj a technologické trendy
Pokročilá chemie pryskyřic se neustále vyvíjí směrem k vyšším teplotním schopnostem a zvýšené chemické odolnosti. Nové formulace ve vývoji slibují rozsahy provozních teplot rozšiřující se na 200 °C při zachování selektivních charakteristik vytvrzování nezbytných pro účinnou impregnaci.
Automatizace procesů stále více zahrnuje monitorování v reálném čase a adaptivní řídicí systémy. Tyto vývoje zahrnují kontinuální monitorování úrovně vakua, automatické řízení hladiny pryskyřice a integrované ověření testování těsnosti v rámci jednoúčelového zpracovatelského zařízení.
Integrace aditivní výroby představuje vznikající příležitosti, protože 3D tištěné hydraulické komponenty často vykazují porozitu vyžadující těsnicí ošetření. Kombinace služeb vstřikování plastů s následnou impregnací vytváří nové možnosti pro výrobu složitých hydraulických komponent.
Nanotechnologické aplikace zkoumají začlenění nanočástic do impregnačních pryskyřic, aby se zlepšily mechanické vlastnosti a zajistily samoopravné vlastnosti za podmínek cyklického zatížení. Tyto pokročilé formulace zůstávají ve fázích vývoje, ale ukazují slib pro prodloužení životnosti komponent v náročných hydraulických aplikacích.
Často kladené otázky
Jakým tlakům mohou vakuově impregnované hydraulické odlitky odolat?
Správně impregnované hydraulické odlitky obvykle odolávají tlakům až 350 barů v nepřetržitém provozu, s trhacími tlaky přesahujícími 525 barů. Skutečná tlaková schopnost závisí na integritě základního odlitku, úplnosti průniku pryskyřice a geometrii komponentu. Testovací protokoly ověřují výkon při 1,5násobku provozního tlaku pro přijetí kvalifikace.
Jak dlouho trvá proces vakuové impregnace hydraulických komponent?
Kompletní vakuová impregnace obvykle vyžaduje 4–8 hodin včetně evakuace, impregnace a počátečních fází vytvrzování. Doba evakuace se pohybuje od 15 do 60 minut v závislosti na velikosti komponentu a závažnosti porozity. Vytvrzení pryskyřice vyžaduje dalších 2–4 hodiny před manipulací, s plným rozvojem vlastností dosaženým během 24–48 hodin při pokojové teplotě.
Mohou být dříve obráběné hydraulické odlitky úspěšně impregnovány?
Ano, obráběné odlitky mohou být účinně impregnovány za předpokladu, že důkladné čištění odstraní všechny obráběcí kapaliny a kontaminanty. Čisticí protokol musí zahrnovat odmašťování v parách a alkalické mytí, aby se zajistilo úplné odstranění kontaminace. Míra úspěšnosti u obráběných komponent se blíží míře u neobráběných odlitků, pokud jsou dodrženy správné postupy přípravy povrchu.
Co se stane, když se vakuové impregnaci nepodaří utěsnit všechny únikové cesty?
Neúspěšnou impregnaci lze často opakovat po identifikaci a nápravě základní příčiny. Běžné nápravné akce zahrnují prodloužené čisticí cykly, delší doby evakuace nebo alternativní výběr pryskyřice. Komponenty vykazující částečný úspěch mohou vyžadovat více impregnačních cyklů s postupně nižší viskozitou pryskyřic. Přibližně 85–95 % pokusů o impregnaci dosáhne přijatelných výsledků při prvním zpracování.
Jak ovlivňuje vytvrzení pryskyřice následné obráběcí operace?
Vytvrzené anaerobní pryskyřice se obrábějí podobně jako základní hliníková slitina, obvykle nevyžadují žádné speciální nástroje nebo úpravy parametrů. Tvrdost pryskyřice (Shore D 75–85) je kompatibilní se standardními karbidovými nástroji používanými pro obrábění hliníku. Výběr chladicí kapaliny by se měl vyhnout kapalinám na bázi vody, které by mohly změkčit vytvrzenou pryskyřici během prodloužených obráběcích operací.
Jaké certifikace kvality se vztahují na procesy vakuové impregnace?
Procesy vakuové impregnace obvykle fungují v rámci systémů řízení kvality ISO 9001, přičemž letecké a kosmické aplikace vyžadují certifikaci AS9100. Validace procesu se řídí normami ASTM včetně D471 pro chemickou kompatibilitu a příslušnými normami pro testování těsnosti, jako je ISO 3530. Požadavky na dokumentaci zahrnují parametry procesu, sledovatelnost šarže pryskyřice a záznamy o ověření testu těsnosti.
Existují environmentální nebo bezpečnostní obavy týkající se pryskyřic pro vakuovou impregnaci?
Moderní anaerobní pryskyřice představují minimální dopad na životní prostředí, pokud jsou správně manipulovány a likvidovány. Formulace na bázi vody eliminují emise těkavých organických sloučenin během zpracování. Bezpečnostní úvahy zahrnují standardní protokoly pro manipulaci s chemikáliemi, adekvátní ventilaci během zpracování a správnou likvidaci odpadních materiálů v souladu s místními environmentálními předpisy. Většina anaerobních pryskyřic je po vytvrzení neškodná.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece