Normy pro odjehlování: Specifikace hran pro bezpečnou manipulaci
Ostré hrany vzniklé obráběním, lisováním a řezáním vytvářejí bezpečnostní rizika a funkční problémy, které vyžadují systematické postupy odjehlování. Správná specifikace stavu hrany zabraňuje úrazům na pracovišti, zlepšuje výkonnost dílů a zajišťuje konzistentní výsledky výroby v rámci výrobních sérií.
Klíčové poznatky
- Specifikace zaoblení hran musí odpovídat vlastnostem materiálu a požadavkům zamýšleného použití.
- Normy pro odjehlování se mezi jednotlivými odvětvími výrazně liší, přičemž letectví vyžaduje přísnější tolerance než běžná výroba.
- Automatizované procesy odjehlování nabízejí vynikající konzistenci, ale ruční metody poskytují lepší kontrolu u složitých geometrií.
- Nákladově efektivní strategie odjehlování vyvažují bezpečnostní požadavky s efektivitou výroby prostřednictvím správného výběru procesu.
Porozumění základům zaoblení hran
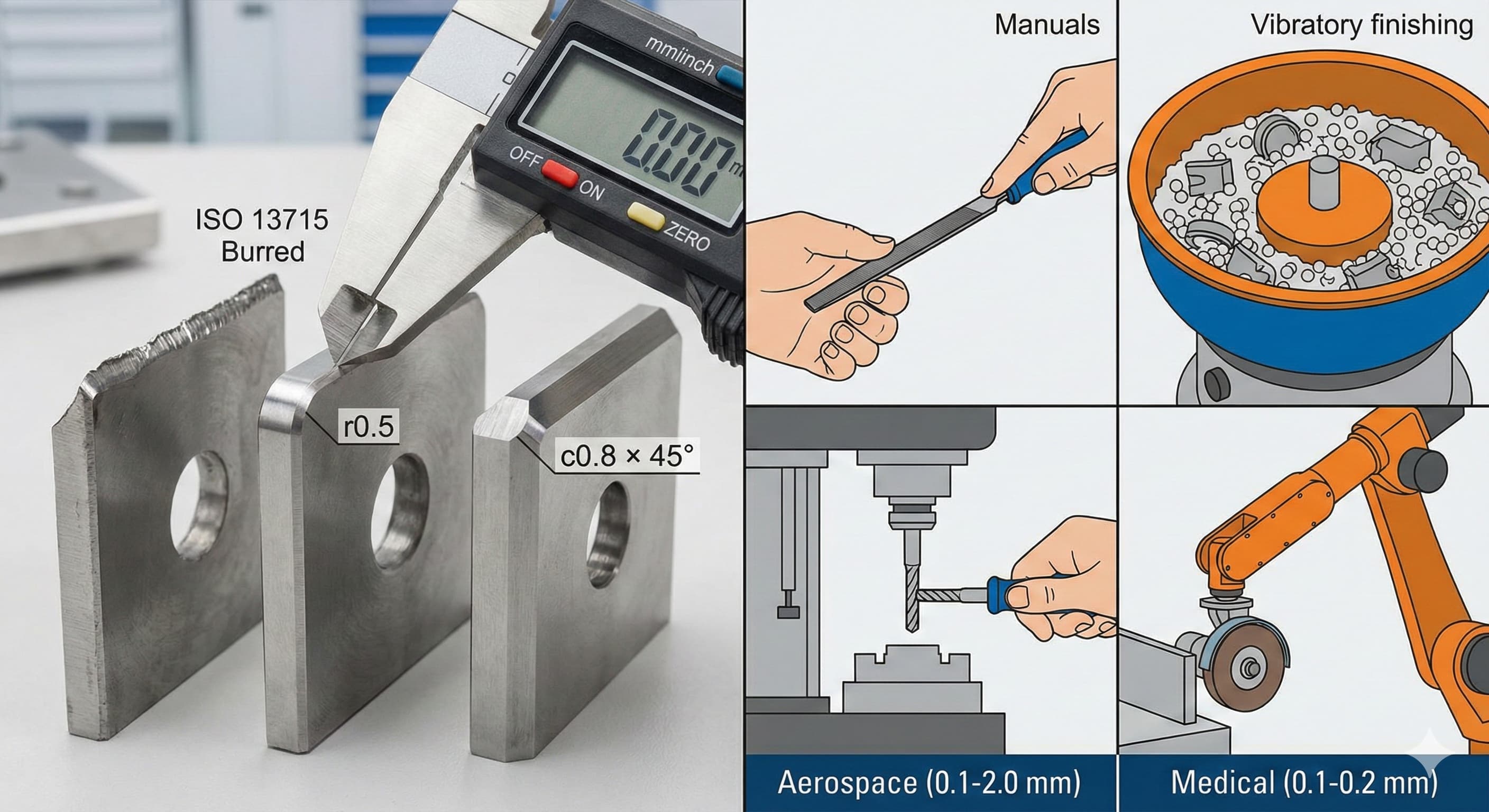
Zaoblení hrany, definované jako záměrné odstranění nebo úprava ostrých hran, transformuje potenciálně nebezpečné řezné plochy na bezpečné, funkční hrany. Základní měření zahrnuje dva klíčové parametry: poloměr hrany a rozměr zkosení. Měření poloměru hrany se obvykle pohybuje od 0,1 mm do 2,0 mm pro většinu výrobních aplikací, zatímco specifikace zkosení se běžně pohybují mezi 0,2 mm a 1,5 mm pod úhlem 45 stupňů.
Vlastnosti materiálu přímo ovlivňují požadavky na zaoblení hran. Slitiny hliníku, jako je 6061-T6, se obrábějí čistě, ale vytvářejí ostré otřepy, které vyžadují konzistentní zaoblení hran 0,2-0,4 mm pro bezpečnou manipulaci. Nerezová ocel 316L vytváří během řezání agresivnější otřepy, což vyžaduje větší zaoblení hran 0,5-0,8 mm, aby se eliminovaly všechny ostré výstupky. Uhlíkové oceli, jako je 1018, spadají mezi tyto extrémy a obvykle vyžadují zaoblení hran 0,3-0,6 mm v závislosti na použité metodě řezání.
Složitost geometrie významně ovlivňuje výběr přístupu k odjehlování. Jednoduché obdélníkové díly s rovnými hranami umožňují automatizované omílání nebo vibrační metody. Složité geometrie s vnitřními rohy, otvory a různými tloušťkami vyžadují selektivní ruční odjehlování nebo specializované nástroje. Výztuhy panelů s žebry a přírubami jsou příkladem této složitosti a vyžadují pečlivou pozornost stavu hran v místech, kde se setkávají různé tloušťky materiálu.
Průmyslové normy a specifikace
ISO 13715 poskytuje základní rámec pro specifikaci zaoblení hran na technických výkresech a stanovuje standardní notaci a metody měření. Norma definuje označení zaoblení hran pomocí formátu "r" pro zaoblení poloměrem a "c" pro zaoblení zkosením, za kterým následuje rozměrová specifikace. Například "r0.5" označuje zaoblení poloměrem 0,5 mm, zatímco "c0.8 x 45°" specifikuje zkosení 0,8 mm pod úhlem 45 stupňů.
Letecké aplikace se řídí normami řízení kvality AS9100, které nařizují specifické požadavky na zaoblení hran pro bezpečnostně kritické komponenty. Typické zaoblení hran v letectví se pohybuje od 0,1-0,3 mm pro přesné díly až po 1,0-2,0 mm pro konstrukční komponenty. Tyto specifikace zajišťují konzistentní výkon za extrémních provozních podmínek při zachování přesných rozměrových tolerancí.
Výroba zdravotnických prostředků se řídí normami ISO 13485, které vyžadují povrchy bez otřepů pro bezpečnost pacientů. Zaoblení hran ve zdravotnických aplikacích obvykle specifikuje maximální rozměry 0,1-0,2 mm s hladkými, konzistentními profily. Ostré hrany nebo zbývající otřepy mohou způsobit poškození tkáně nebo ohrozit funkčnost zařízení, takže důkladné odjehlování je nezbytné.
| Průmysl | Typický rozsah zaoblení hran | Primární standard | Kritické požadavky |
|---|---|---|---|
| Letectví a kosmonautika | 0.1-2.0 mm | AS9100 | Prevence koncentrace napětí |
| Zdravotnické prostředky | 0.1-0.2 mm | ISO 13485 | Biokompatibilita a bezpečnost |
| Automobilový průmysl | 0.2-1.0 mm | ISO/TS 16949 | Odolnost proti únavě |
| Obecná výroba | 0.3-1.5 mm | ISO 9001 | Bezpečná manipulace |
Výběr procesu odjehlování
Ruční odjehlování pomocí pilníků, škrabek a brusných nástrojů poskytuje maximální kontrolu u složitých geometrií a kritických aplikací. Zkušení operátoři mohou dosáhnout konzistentního zaoblení hran 0,1-0,5 mm při zachování úzkých rozměrových tolerancí. Ruční metody vynikají při práci s různými geometriemi dílů, vnitřními prvky nebo když existují různé požadavky na zaoblení hran na stejném komponentu. Náklady na práci se obvykle pohybují od 25 do 45 EUR za hodinu v závislosti na úrovni dovedností a geografické poloze.
Procesy omílání využívají rotující bubny naplněné abrazivním médiem k vytvoření jednotného zaoblení hran na více dílech současně. Keramické médium vytváří agresivní řezný účinek vhodný pro zaoblení hran 0,5-2,0 mm, zatímco plastové médium poskytuje jemnější účinek pro zaoblení 0,2-0,8 mm. Doba zpracování se pohybuje od 2 do 8 hodin v závislosti na tvrdosti materiálu a požadované velikosti zaoblení hrany. Omílání funguje efektivně u dílů bez jemných prvků nebo přísných požadavků na tolerance.
Vibrační dokončování využívá oscilační mísy nebo vany obsahující abrazivní médium a díly v pečlivě kontrolovaném prostředí. Tato metoda poskytuje konzistentnější výsledky než omílání při zachování lepší rozměrové kontroly. Vibrační systémy mohou dosáhnout zaoblení hran od 0,1 do 1,5 mm s dobou zpracování 1-6 hodin. Výběr směsi významně ovlivňuje výsledky, přičemž alkalické směsi podporují rychlejší řezání a neutrální směsi poskytují hladší povrch.
Pro vysoce přesné výsledky si vyžádejte bezplatnou cenovou nabídku a získejte ceny do 24 hodin od Microns Hub.
Automatizované technologie odjehlování
CNC systémy odjehlování integrují specializované nástroje a programování k odstranění otřepů během primární operace obrábění. Frézy na zkosení, nástroje na odjehlování a kartáčové systémy mohou být naprogramovány do obráběcích cyklů k vytvoření konzistentního zaoblení hran bez sekundárních operací. Tento přístup eliminuje manipulaci mezi operacemi při zachování přesné rozměrové kontroly. Typické zaoblení hran dosažitelné pomocí CNC odjehlování se pohybuje od 0,1 do 1,0 mm s vynikající opakovatelností.
Robotické systémy odjehlování kombinují průmyslové roboty s různými nástroji na odjehlování k automatizaci složitých operací zaoblení hran. Roboty s řízenou silou mohou sledovat obrysy dílů při zachování konzistentního tlaku proti řezným nástrojům nebo brusným kotoučům. Flexibilita programování umožňuje různé specifikace zaoblení hran na stejném dílu, takže robotické systémy jsou ideální pro smíšené výrobní prostředí. Investiční náklady se pohybují od 150 000 do 500 000 EUR v závislosti na složitosti systému a požadavcích na nástroje.
Tepelné odjehlování, známé také jako explozivní odjehlování, využívá řízené spalování k odstranění otřepů z vnitřních průchodů a složitých geometrií. Tento proces účinně dosahuje oblastí nepřístupných konvenčním metodám odjehlování a vytváří konzistentní zaoblení hran 0,1-0,3 mm. Tepelné odjehlování funguje obzvláště dobře pro komponenty vstřikování se složitými vnitřními prvky, které vyžadují povrchy bez otřepů pro správnou funkci.
| Metoda odjehlování | Rozsah zaoblení hran | Typická doba cyklu | Investiční náklady |
|---|---|---|---|
| Ruční | 0.1-0.5 mm | 5-30 min/díl | €500-2,000 |
| Omílání | 0.5-2.0 mm | 2-8 hodin | €15,000-50,000 |
| Vibrační | 0.1-1.5 mm | 1-6 hodin | €25,000-75,000 |
| CNC integrace | 0.1-1.0 mm | 1-5 min/díl | €5,000-25,000 |
| Robotické | 0.2-2.0 mm | 2-15 min/díl | €150,000-500,000 |
Specifické aspekty odjehlování pro různé materiály
Slitiny hliníku vyžadují pečlivý výběr přístupu k odjehlování kvůli jejich tendenci zatěžovat řezné nástroje a vytvářet vláknité otřepy. Hliník 6061-T6 dobře reaguje na ostré nástroje na odjehlování s pozitivními úhly čela a adekvátním odvodem třísek. Doporučené řezné rychlosti se pohybují od 200 do 400 povrchových stop za minutu s posuvy 0,05-0,15 mm na otáčku. Chladicí kapalina zabraňuje hromadění materiálu na řezných hranách při zachování rozměrové stability.
Nerezové oceli, jako jsou 316L a 304, představují problémy s vytvrzováním za studena, které ovlivňují výběr nástroje na odjehlování. Karbidové nástroje na odjehlování si udržují ostřejší řezné hrany déle než alternativy z rychlořezné oceli při zpracování nerezových materiálů. Řezné rychlosti by měly být sníženy na 100-200 povrchových stop za minutu, aby se zabránilo nadměrné tvorbě tepla, které může způsobit vytvrzování za studena. Konzistentní posuvy zabraňují tření nástroje, které vede ke špatné kvalitě povrchu a předčasnému opotřebení nástroje.
Uhlíkové oceli se obecně obrábějí a odjehlovají předvídatelně u běžných tříd, jako jsou 1018, 1045 a 4140. Výběr nástroje závisí primárně na tvrdosti materiálu spíše než na charakteristikách vytvrzování za studena. Žíhané uhlíkové oceli akceptují agresivní parametry odjehlování, zatímco kalené třídy vyžadují konzervativnější přístupy. Výroba měděných přípojnic ukazuje, jak vlastnosti materiálu ovlivňují primární zpracování i požadavky na odjehlování pro elektrické aplikace.
Kontrola kvality a měření
Měření zaoblení hran vyžaduje vhodné nástroje a techniky k zajištění shody se specifikacemi. Optické komparátory poskytují bezkontaktní měření poloměru hrany a rozměrů zkosení s přesností na 0,01 mm. Měřidla poloměru nabízejí rychlé ověření vyhovuje/nevyhovuje pro výrobní prostředí, kde na rychlosti záleží více než na přesném měření. Kontaktní profilometry poskytují nejvyšší přesnost pro kritické aplikace vyžadující dokumentaci skutečných profilů zaoblení hran.
Specifikace drsnosti povrchu často doprovázejí požadavky na zaoblení hran, zejména v leteckých a lékařských aplikacích. Hodnoty Ra od 0,8 do 3,2 μm jsou běžné pro odjehlené hrany, přičemž hladší povrchy jsou vyžadovány pro aplikace zahrnující kontakt s člověkem nebo proudění tekutin. Měření drsnosti povrchu pomocí přenosných testerů drsnosti umožňuje ověření ve výrobní hale bez laboratorního vybavení.
Implementace statistické kontroly procesu sleduje konzistenci odjehlování v rámci výrobních sérií a identifikuje trendy dříve, než díly vypadnou z mezí specifikace. Kontrolní grafy monitorující rozměry zaoblení hran pomáhají optimalizovat parametry procesu a snižovat zmetkovitost. Při objednávání od Microns Hub těžíte z přímých vztahů s výrobci, které zajišťují vynikající kontrolu kvality a konkurenceschopné ceny ve srovnání s platformami tržiště. Naše technická odbornost a komplexní možnosti měření znamenají, že každý projekt obdrží pozornost věnovanou detailům potřebnou pro konzistentní specifikace zaoblení hran.
Strategie optimalizace nákladů
Konsolidace procesů snižuje náklady na manipulaci a nastavení integrací operací odjehlování s primárními výrobními kroky. CNC programování, které zahrnuje dráhy nástrojů pro odjehlování, eliminuje sekundární operace při zachování rozměrové kontroly. Úpravy návrhu dílů, jako je specifikace jednotného zaoblení hran na všech hranách, zjednodušují zpracování a snižují požadavky na kontrolu.
Dávkové zpracování maximalizuje využití zařízení pro omílání a vibrační dokončování. Seskupování dílů s podobnými požadavky na odjehlování umožňuje delší zpracování s konzistentním výběrem média a směsi. Správné upnutí dílů zabraňuje poškození během automatizovaného odjehlování a zároveň zajišťuje jednotné výsledky na všech površích.
Optimalizace životnosti nástroje prostřednictvím správného výběru a údržby snižuje náklady na odjehlování na díl. Karbidové nástroje na odjehlování ospravedlňují vyšší počáteční náklady prodlouženou životností nástroje ve výrobních prostředích. Pravidelná kontrola nástrojů a plány výměny zabraňují problémům s kvalitou při zachování konzistentních časů cyklu. Naše výrobní služby zahrnují komplexní programy správy nástrojů, které optimalizují operace odjehlování pro nákladově efektivní výrobu.
Bezpečnostní a manipulační požadavky
Specifikace osobních ochranných prostředků pro operace odjehlování musí řešit mechanická i chemická rizika. Rukavice odolné proti proříznutí s hodnocením úrovně 3 nebo vyšším chrání před ostrými hranami a rotujícími nástroji. Bezpečnostní brýle s bočními štíty zabraňují poranění očí odletujícími částicemi během ručních operací odjehlování. Ochrana dýchacích cest může být vyžadována při zpracování materiálů, které generují škodlivý prach, nebo při použití chemických směsí v dokončovacích operacích.
Návrh pracoviště ovlivňuje bezpečnost i produktivitu při ručních operacích odjehlování. Správné osvětlení eliminuje stíny, které mohou skrýt zbývající otřepy nebo ostré hrany. Ergonomické rukojeti nástrojů snižují únavu rukou během delších relací odjehlování. Díly by měly být bezpečně upnuty, aby se zabránilo pohybu během operací odjehlování, které by mohly způsobit zranění nebo rozměrové chyby.
Bezpečnostní prvky automatizovaného systému zahrnují světelné závory, nouzové zastavení a řádné krytování rotujícího zařízení. Postupy uzamčení/označení zajišťují bezpečný přístup k údržbě omílacího a vibračního zařízení. Systémy manipulace s materiálem by měly minimalizovat ruční zvedání a polohování těžkých dílů během operací odjehlování.
Často kladené otázky
Jakou specifikaci zaoblení hran bych měl použít pro běžné výrobní práce?
Pro běžné výrobní aplikace poskytuje zaoblení hran 0,3-0,6 mm adekvátní bezpečnost pro manipulaci a zároveň zůstává nákladově efektivní. Pokud je to možné, specifikujte jednotné zaoblení hran na všech hranách dílů, abyste zjednodušili zpracování. Při určování konkrétních rozměrů zvažte tloušťku materiálu a zamýšlené použití.
Jak specifikuji zaoblení hran na technických výkresech?
Použijte notaci ISO 13715 s "r" pro zaoblení poloměrem a "c" pro zaoblení zkosením, za kterým následuje rozměr. Například "r0.5" označuje zaoblení poloměrem 0,5 mm. Zahrňte obecné poznámky pro jednotné zaoblení hran nebo rozměrově specifikujte jednotlivé hrany, pokud se požadavky liší.
Může odjehlování ovlivnit rozměry a tolerance dílů?
Ano, agresivní odjehlování může odstranit materiál za zamýšlené zaoblení hrany, což ovlivňuje kritické rozměry. Pečlivě specifikujte umístění zaoblení hran a zvažte efekty rozměrového skládání. CNC odjehlování obvykle poskytuje nejlepší rozměrovou kontrolu pro přesné díly.
Jaká metoda odjehlování funguje nejlépe pro malosériovou výrobu?
Ruční odjehlování nabízí největší flexibilitu pro malé série s různými geometriemi. Vibrační dokončování funguje dobře pro malé série podobných dílů, které vyžadují jednotné zaoblení hran. Při výběru metod pro malá množství zvažte náklady na nastavení versus náklady na práci.
Jak kontroluji kvalitu odjehlování v automatizovaných systémech?
Zaveďte pravidelné kontroly měření pomocí měřidel vyhovuje/nevyhovuje nebo optických měřicích systémů. Monitorujte parametry procesu, jako je stav média, časy cyklu a polohování dílů. Vytvořte kontrolní grafy pro sledování konzistence zaoblení hran a identifikaci trendů dříve, než dojde k problémům s kvalitou.
Jaké bezpečnostní aspekty platí pro operace odjehlování?
Vždy používejte vhodné OOP, včetně rukavic odolných proti proříznutí a bezpečnostních brýlí. Zajistěte řádné větrání při použití chemických směsí nebo zpracování materiálů, které generují škodlivé částice. Zaveďte řádné postupy uzamčení/označení pro údržbu automatizovaného zařízení.
Jak tvrdost materiálu ovlivňuje požadavky na odjehlování?
Tvrdší materiály obvykle vyžadují agresivnější metody odjehlování a delší dobu zpracování. Výběr nástroje se stává kritickým pro kalené materiály, aby se zabránilo předčasnému opotřebení. Zvažte žíhání před odjehlováním při zpracování velmi tvrdých materiálů a poté tepelné zpracování na konečnou tvrdost, pokud je to nutné.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece