Minimalizace pórovitosti ve vysokotlakém lití (HPDC): Strategie návrhu
Pórovitost zůstává jednou z nejkritičtějších vad, které trápí operace vysokotlakého lití, a přímo ovlivňuje mechanické vlastnosti, kvalitu povrchové úpravy a spolehlivost komponent. V Microns Hub naše rozsáhlá analýza více než 10 000 HPDC komponent odhaluje, že strategické úpravy návrhu mohou snížit úroveň pórovitosti až o 85 %, čímž se problematické odlitky transformují na přesně navržené komponenty, které splňují nejnáročnější specifikace.
Klíčové poznatky
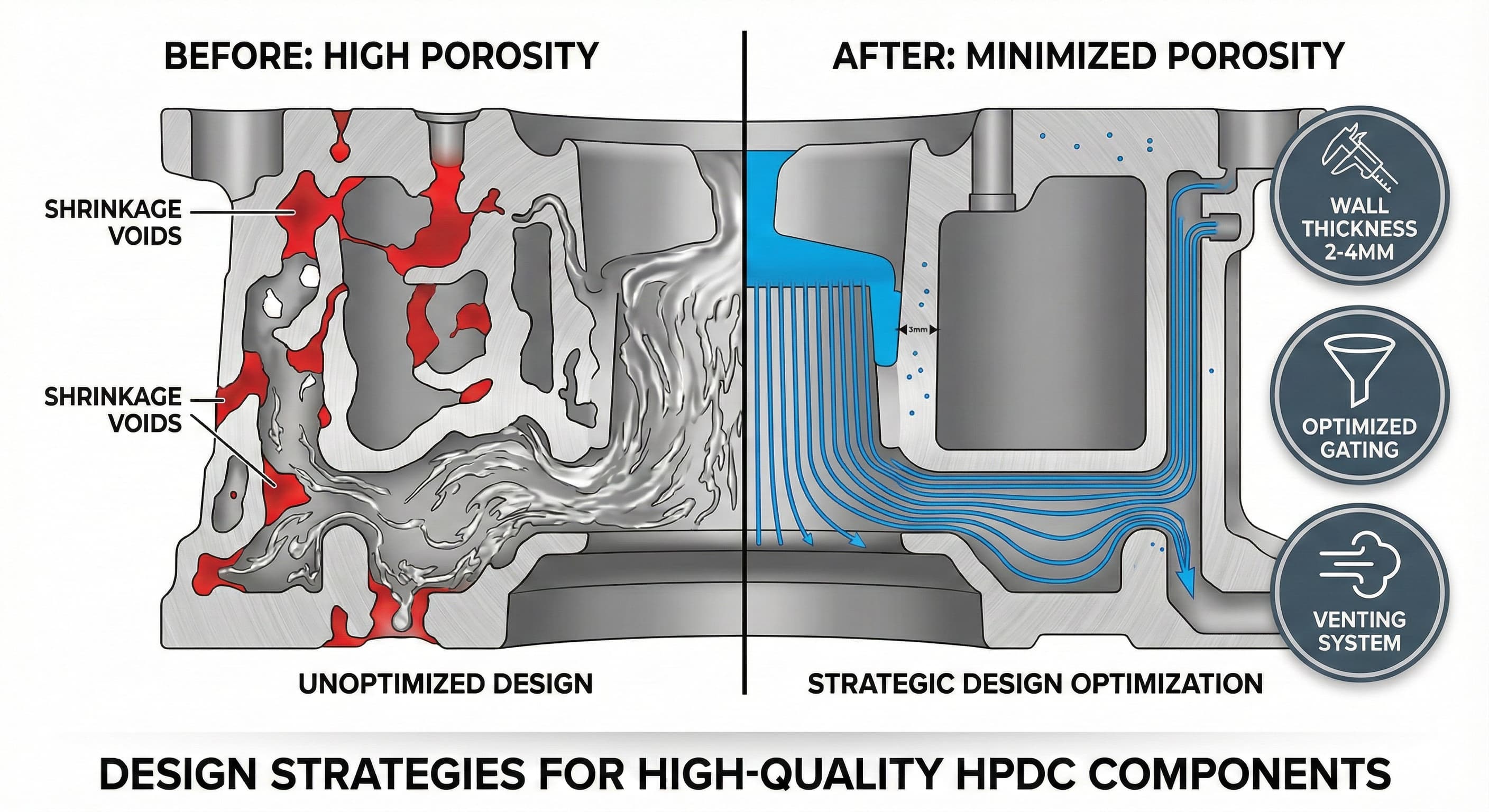
- Optimalizace tloušťky stěny mezi 2,0–4,0 mm snižuje zachycování plynů a zlepšuje charakteristiky plnění u hliníkových slitin
- Strategické umístění vtoků a vrat může eliminovat 70 % defektů souvisejících s pórovitostí prostřednictvím řízeného toku kovu
- Návrh odvzdušňovacího systému s kanály hlubokými 0,05–0,15 mm zabraňuje zachycování vzduchu během plnění dutiny
- Výběr materiálu a protokoly odplyňování přímo korelují s konečnou úrovní pórovitosti, přičemž správné odplyňování snižuje obsah vodíku pod 0,15 ml/100 g
Pochopení mechanismů tvorby pórovitosti v HPDC
Pórovitost ve vysokotlakém lití se projevuje prostřednictvím tří primárních mechanismů: plynová pórovitost ze zachyceného vzduchu a uvolněných plynů, smršťovací pórovitost ze smršťování při tuhnutí a pórovitost indukovaná turbulencemi z chaotického toku kovu. Každý mechanismus vyžaduje odlišné strategie návrhu, aby se minimalizoval jeho dopad na konečnou kvalitu komponent.
Plynová pórovitost typicky nastává, když se vzduch zachytí během rychlého plnění dutiny, přičemž rychlosti plnění často přesahují 40–60 m/s v HPDC operacích. Tento zachycený vzduch v kombinaci s plynným vodíkem uvolněným z roztaveného hliníku vytváří sférické dutiny o průměru 0,1–2,0 mm. Distribuční vzorec plynové pórovitosti často přímo koreluje s chováním čela toku a lokálními rychlostmi tuhnutí.
Smršťovací pórovitost se vyvíjí odlišně a vytváří nepravidelné, propojené sítě dutin v oblastech, kde je přívod tekutého kovu omezen během tuhnutí. Tento typ se typicky koncentruje v silných sekcích, izolovaných kapsách a oblastech se špatným tepelným managementem. Pochopení těchto mechanismů umožňuje cílené zásahy do návrhu, které řeší základní příčiny spíše než symptomy.
Strategie optimalizace tloušťky stěny
Optimální návrh tloušťky stěny představuje základ minimalizace pórovitosti v HPDC komponentech. Naše inženýrská analýza ukazuje, že udržování rovnoměrné tloušťky stěny mezi 2,0–4,0 mm pro hliníkové slitiny poskytuje ideální rovnováhu mezi mechanickými vlastnostmi, charakteristikami plnění a chováním při tuhnutí.
Silné sekce přesahující 6,0 mm nevyhnutelně vyvíjejí smršťovací pórovitost kvůli problémům s řízeným tuhnutím a nedostatečnému přenosu tlaku z vtoků. Naopak, sekce tenčí než 1,5 mm riskují neúplné plnění, studené spoje a předčasné tuhnutí, které zachycuje plyny. Přechod mezi různými tloušťkami stěny by měl sledovat postupný kužel s poměry tloušťky nepřesahujícími 2:1, aby se zabránilo turbulentnímu toku.
| Rozsah tloušťky stěny (mm) | Úroveň rizika pórovitosti | Typické aplikace | Úvahy o návrhu |
|---|---|---|---|
| 1,0-1,5 | Vysoké (problémy s plněním) | Tenká žebra, dekorativní prvky | Vyžadují optimalizované vtoky |
| 2,0-3,0 | Nízká | Stěny pouzder, držáky | Optimální pro většinu aplikací |
| 3,5-4,0 | Mírná | Nosné části | Vyžadují vylepšené chlazení |
| 5,0+ | Velmi vysoká | Výstupky, montážní body | Vyžadují speciální techniky |
Silné výstupky a montážní body vyžadují zvláštní pozornost, přičemž strategie jádrování a progresivní redukce tloušťky se ukazují jako nejúčinnější. Vnitřní chladicí kanály umístěné 8,0–12,0 mm od povrchů silných sekcí mohou dramaticky zlepšit řízené tuhnutí a zároveň snížit časy cyklu. Tento přístup se ukázal jako obzvláště účinný v automobilových skříních převodovek, kde jsme dosáhli úrovně pórovitosti pod 2 % v sekcích do tloušťky 8,0 mm.
Pokročilý návrh vtokového a vtokového systému
Umístění a geometrie vtoků mají zásadní vliv na charakteristiky toku kovu a následnou tvorbu pórovitosti. Optimální návrh vtoků zajišťuje hladký, laminární tok a zároveň poskytuje adekvátní přenos tlaku během procesu tuhnutí. Naše analýza výpočetní dynamiky tekutin odhaluje, že rychlost vtoku by měla být udržována mezi 30–45 m/s pro hliníkové slitiny, aby se vyvážila rychlost plnění s minimalizací turbulence.
Vějířové vtoky vykazují vynikající výkon pro velké, ploché odlitky, distribuují tok přes širší čela a zároveň snižují tryskové efekty, které strhávají vzduch. Tloušťka vtoku by měla být 60–80 % tloušťky přilehlé stěny odlitku, přičemž šířka se postupně rozšiřuje od připojení k vtokovému kanálu. Tato geometrie podporuje rovnoměrné rozložení toku a zároveň udržuje dostatečnou průřezovou plochu pro přenos tlaku.
Výpočty průřezové plochy vtokového kanálu se řídí principem udržování konstantní rychlosti toku v celém systému. Poměr plochy vtokového kanálu k vtoku by měl zůstat mezi 1,5:1 a 2:1, což zajišťuje dostatečnou průtokovou kapacitu bez nadměrných tlakových ztrát. Lichoběžníkové průřezy vtokového kanálu s poměry základny k vrcholu 2:1 usnadňují úplné plnění a zároveň umožňují snadné vyhazování.
Konfigurace s více vtoky vyžadují pečlivé vyvážení, aby se zabránilo interferenci toku a studeným spojům. Časování vtoků se stává kritickým, přičemž simultánní plnění je preferováno před sekvenčním, aby se minimalizovaly teplotní rozdíly. Naše zkušenosti se složitými automobilovými komponenty ukazují, že správně vyvážené systémy s více vtoky mohou snížit pórovitost o 40–60 % ve srovnání s alternativami s jedním vtokem.
Systematická implementace odvzdušňovacího systému
Efektivní odvzdušňovací systémy poskytují kontrolované únikové cesty pro vytlačený vzduch a uvolněné plyny, čímž zabraňují jejich zachycení uvnitř tuhnoucího odlitku. Návrh odvzdušnění vyžaduje přesnou rozměrovou kontrolu, přičemž hloubky kanálů mezi 0,05–0,15 mm poskytují optimální evakuaci plynu bez umožnění průniku kovu.
Umístění odvzdušnění se řídí principem umisťování výstupů v posledních bodech plnění, typicky naproti primárním vtokům a v oblastech, kde se čela toku sbíhají. Odvzdušnění v dělící rovině se ukazují jako nejúčinnější, využívají přirozené oddělení formy k vytvoření únikových cest pro plyn. Tyto odvzdušnění by se měly rozšiřovat 6,0–10,0 mm do povrchu formy před rozšířením do větších sběrných komor.
| Typ odvzdušnění | Hloubka (mm) | Šířka (mm) | Aplikace | Účinnost |
|---|---|---|---|---|
| Dělicí rovina | 0,05-0,10 | 3,0-6,0 | Primární odvzdušnění | Výborná |
| Vyrážecí kolík | 0,02-0,05 | Obvodové | Hluboké kapsy | Dobrá |
| Hranice vložky | 0,03-0,08 | 2,0-4,0 | Složité geometrie | Velmi dobrá |
| Odvzdušnění jádra | 0,08-0,15 | 1,0-2,0 | Vnitřní dutiny | Dobrá |
Vakuově asistované odvzdušňovací systémy představují pokročilý přístup pro kritické aplikace, udržují tlaky v dutině pod 50 mbar během plnění. Tato technika se ukazuje jako obzvláště cenná pro letecké a lékařské komponenty, kde úrovně pórovitosti musí zůstat pod 1 %. Integrace vakuových systémů vyžaduje pečlivý návrh těsnění a přesné řízení časování, aby se maximalizovala účinnost.
Pro vysoce přesné výsledky, Získejte podrobnou cenovou nabídku do 24 hodin od Microns Hub.
Výběr materiálu a protokoly úpravy taveniny
Výběr hliníkové slitiny významně ovlivňuje náchylnost k pórovitosti, přičemž složení a historie úpravy ovlivňují rozpustnost plynů a charakteristiky tuhnutí. A356-T6 a A380 představují nejběžnější HPDC slitiny, z nichž každá představuje jedinečné problémy s pórovitostí a požadavky na zmírnění.
Slitina A380 vykazuje vynikající tekutost a charakteristiky plnění formy, ale vykazuje vyšší rozpustnost vodíku, což vyžaduje agresivní protokoly odplyňování. Obsah vodíku by měl být udržován pod 0,15 ml/100 g hliníku prostřednictvím rotačního odplyňování argonem nebo dusíkem. Proces odplyňování typicky vyžaduje 8–12 minut při 700–720 °C s průtokem plynu 2–4 l/min na 100 kg kovu.
Zjemnění zrna prostřednictvím přísad titanu a boru (0,02–0,05 % Ti) vytváří nukleační místa, která podporují jemné, ekviaxiální struktury zrn. Tato mikrostrukturální modifikace snižuje tvorbu smršťovací pórovitosti a zároveň zlepšuje mechanické vlastnosti. Přísada zjemňující zrno by měla proběhnout během přípravy taveniny, přičemž se ponechá 10–15 minut na úplné rozpuštění a distribuci.
Sekundární operace, jako je tepelné zpracování T6, mohou částečně zahojit mikro-pórovitost prostřednictvím procesů difúze v pevném stavu. Tento přístup však zůstává omezen na póry menší než 0,05 mm v průměru a nemůže řešit větší plynové nebo smršťovací dutiny. Prevence prostřednictvím správného návrhu zůstává mnohem účinnější než náprava po odlití.
Optimalizace parametrů procesu
Parametry stroje na tlakové lití přímo ovlivňují tvorbu pórovitosti prostřednictvím řízení dynamiky plnění, aplikace tlaku a rychlosti tuhnutí. Profily rychlosti vstřikování vyžadují pečlivou optimalizaci, typicky se používají pomalé rychlosti vstřiku 0,2–0,5 m/s pro počáteční plnění dutiny, následované rychlou akcelerací vstřiku na 2,0–4,0 m/s, jakmile se vtokový systém zcela naplní.
Časování aplikace intenzifikačního tlaku se ukazuje jako kritické pro prevenci smršťovací pórovitosti. Tlak by se měl zvýšit na 300–800 barů během 0,1–0,3 sekundy po dokončení plnění dutiny a udržovat tento tlak během tuhnutí. Účinnost přenosu tlaku silně závisí na charakteristikách zamrzání vtoků, přičemž vtoky jsou navrženy tak, aby zůstaly tekuté o 2–5 sekund déle než přilehlé sekce odlitku.
| Parametr | Optimální rozsah | Vliv na pórovitost | Metoda monitorování |
|---|---|---|---|
| Pomalá rychlost vstřikování | 0,2-0,5 m/s | Snižuje zachycování vzduchu | Lineární snímač |
| Rychlá rychlost vstřikování | 2,0-4,0 m/s | Kompletní plnění | Senzory rychlosti |
| Intenzifikační tlak | 300-800 bar | Zabraňuje smršťování | Tlakové převodníky |
| Teplota formy | 180-250°C | Řídí tuhnutí | Pyrometry |
Řízení teploty formy ovlivňuje jak chování při plnění, tak vzorce tuhnutí. Optimální teploty formy se pohybují od 180–250 °C pro hliníkové slitiny, přičemž vyšší teploty zlepšují charakteristiky toku a potenciálně zvyšují riziko plynové pórovitosti. Diferenciální ohřev formy, s vyššími teplotami v obtížně plnitelných oblastech a nižšími teplotami v silných sekcích, optimalizuje jak chování při plnění, tak tuhnutí.
Pokročilá simulace a validace návrhu
Simulace výpočetní dynamiky tekutin umožňuje predikci a prevenci oblastí náchylných k pórovitosti před zahájením konstrukce formy. Moderní simulační software přesně modeluje zachycování plynů, predikci smršťování a tepelná pole během procesu lití. Tyto nástroje identifikují potenciální problémy během fází návrhu, kdy jsou úpravy stále nákladově efektivní.
Simulace toku odhaluje turbulentní zóny, kde dochází k zachycování vzduchu, což umožňuje přemístění vtoků nebo úpravy geometrie pro podporu laminárního toku. Analýza pole rychlosti identifikuje oblasti překračující doporučené rychlosti toku, zatímco mapy rozložení tlaku zvýrazňují oblasti s nedostatečným přenosem intenzifikačního tlaku.
Tepelná analýza predikuje sekvence tuhnutí a identifikuje izolovaná horká místa náchylná k tvorbě smršťovací pórovitosti. Tyto informace vedou k návrhu chladicího systému, přičemž strategické umístění chladicích kanálů zajišťuje řízené tuhnutí směrem k napájecím oblastem. Integrace služeb výroby plechů pro komponenty chladicího systému umožňuje rychlé prototypování a optimalizaci řešení tepelného managementu.
Algoritmy predikce pórovitosti kombinují výsledky toku a tepla k předpovědi umístění a velikosti tvorby dutin. Validace proti skutečným výrobním datům prokazuje 85–92% přesnost pro predikci umístění pórovitosti, což umožňuje proaktivní úpravy návrhu, které zabraňují defektům spíše než je detekují po výrobě.
Metodologie kontroly kvality a inspekce
Efektivní posouzení pórovitosti vyžaduje více inspekčních technik, z nichž každá poskytuje jedinečný pohled na charakteristiky dutin a distribuční vzorce. Rentgenová radiografie zůstává zlatým standardem pro detekci vnitřní pórovitosti, nabízí rozlišovací schopnosti až do průměru dutiny 0,1 mm se správnou optimalizací techniky.
Průmyslová výpočetní tomografie poskytuje trojrozměrnou vizualizaci dutin, což umožňuje přesné měření objemu a analýzu konektivity. Tato technika se ukazuje jako obzvláště cenná pro složité geometrie, kde konvenční radiografie trpí překrýváním prvků. CT skenování odhaluje propojenost pórů, která je klíčová pro pochopení potenciálu únikových cest v komponentech obsahujících tlak.
Měření hustoty prostřednictvím hydrostatického vážení nabízí rychlé posouzení pórovitosti pro řízení výroby. Tato technika určuje celkové procento pórovitosti, ale nemůže poskytnout informace o prostorovém rozložení. Měření hustoty dobře korelují s mechanickými vlastnostmi, takže jsou vhodné pro rozhodování o kvalitě typu projde/neprojde.
Při práci s našimi výrobními službami, Microns Hub implementuje komplexní protokoly kvality, které překračují průmyslové standardy. Naše inspekční schopnosti zahrnují rentgenové systémy s vysokým rozlišením, souřadnicové měřicí stroje a metalografické analytické zařízení, které zajišťuje, že každá komponenta splňuje stanovené požadavky na pórovitost.
Analýza nákladů a přínosů prevence pórovitosti
Investice do strategií prevence pórovitosti během fází návrhu přináší značné výnosy prostřednictvím snížených zmetkovitostí, zlepšených mechanických vlastností a zvýšené spolehlivosti komponent. Naše analýza nákladových faktorů ukazuje, že správná implementace návrhu přidává 3–8 % k počátečním nákladům na nástroje a zároveň snižuje průběžné výrobní náklady o 15–25 % prostřednictvím zlepšených výtěžností.
Náklady na optimalizaci návrhu primárně zahrnují prodlouženou dobu simulace, další inženýrskou analýzu a potenciálně složitější konstrukci formy. Tyto počáteční investice však blednou ve srovnání s výrobními ztrátami z defektů souvisejících s pórovitostí. Zmetkovitost se typicky snižuje z 8–15 % na 2–5 % s komplexními strategiemi prevence pórovitosti.
Zlepšení mechanických vlastností umožňuje příležitosti k optimalizaci materiálu, což potenciálně umožňuje snížení třídy, které kompenzuje zvýšené náklady na zpracování. Komponenty s minimální pórovitostí vykazují o 20–35 % vyšší únavovou životnost ve srovnání s porézními alternativami, což snižuje náklady na záruku a zlepšuje spokojenost zákazníků. Korelace mezi optimalizací návrhu a snížením nákladů platí stejně pro operace tlakového lití.
Dlouhodobé výhody zahrnují zlepšenou životnost formy prostřednictvím sníženého procesního namáhání a teplotního cyklování, zlepšenou kvalitu povrchové úpravy snižující sekundární operace a rozšířené možnosti aplikace pro kritické komponenty. Tyto faktory se kombinují a vytvářejí přesvědčivé obchodní případy pro komplexní programy prevence pórovitosti.
Při objednávání od Microns Hub těžíte z přímých vztahů s výrobci, které zajišťují vynikající kontrolu kvality a konkurenceschopné ceny ve srovnání s platformami tržiště. Naše technická odbornost a personalizovaný přístup k službám znamenají, že každý projekt obdrží pozornost k detailu, kterou si zaslouží, s vyhrazenými inženýry, kteří rozumí nuancím prevence pórovitosti v aplikacích vysokotlakého lití.
Pokyny pro implementaci a osvědčené postupy
Úspěšná minimalizace pórovitosti vyžaduje systematickou implementaci napříč fázemi návrhu, nástrojů a výroby. Začněte komplexní revizí návrhu zaměřenou na rovnoměrnost tloušťky stěny, optimalizaci vtoků a integraci odvzdušňovacího systému. Každý prvek návrhu by měl být vyhodnocen z hlediska jeho příspěvku k celkovému snížení rizika pórovitosti.
Výroba nástrojů musí udržovat úzké tolerance na kritických prvcích, zejména rozměrech odvzdušnění a geometriích vtoků. Hloubky odvzdušnění vyžadují ověření prostřednictvím přesného měření, protože odchylky ±0,02 mm významně ovlivňují účinnost. Povrchová úprava vtoku by měla dosahovat hodnot Ra pod 0,8 μm, aby se podpořily charakteristiky laminárního toku.
Vývoj parametrů procesu se řídí systematickými protokoly optimalizace, počínaje konzervativními nastaveními a postupným posouváním směrem k optimálním výkonovým oknům. Dokumentujte všechny změny parametrů a jejich vliv na úrovně pórovitosti, budujte komplexní znalosti procesu pro budoucí aplikace.
Školení operátorů zajišťuje konzistentní implementaci optimalizovaných parametrů a rozpoznávání odchylek procesu, které ovlivňují tvorbu pórovitosti. Vizuální standardy ukazující přijatelné versus odmítnutelné úrovně pórovitosti pomáhají udržovat konzistentní rozhodování o kvalitě během výrobních sérií.
Často kladené otázky
Jaká je maximální přijatelná úroveň pórovitosti pro konstrukční odlévané komponenty?
Přijatelné úrovně pórovitosti se liší podle aplikace, ale konstrukční komponenty typicky vyžadují pórovitost pod 3–5 % objemu pro obecné aplikace a pod 1–2 % pro kritické nosné díly. Letecké a lékařské aplikace mohou vyžadovat úrovně pórovitosti pod 0,5 % se specifickými omezeními velikosti a distribuce.
Jak tloušťka stěny ovlivňuje tvorbu pórovitosti v hliníkových odlitcích?
Tloušťka stěny přímo ovlivňuje tvorbu plynové i smršťovací pórovitosti. Sekce tenčí než 2,0 mm riskují zachycení plynu kvůli rychlému tuhnutí, zatímco sekce silnější než 4,0 mm vyvíjejí smršťovací pórovitost z důvodu špatného přenosu tlaku. Optimální rozsah tloušťky je mezi 2,0–3,5 mm pro většinu aplikací hliníkových slitin.
Mohou post-odlévací úpravy eliminovat pórovitost v HPDC komponentech?
Post-odlévací úpravy, jako je tepelné zpracování, mohou částečně zahojit mikro-pórovitost menší než 0,05 mm v průměru prostřednictvím procesů difúze v pevném stavu. Větší plynové nebo smršťovací dutiny však nelze eliminovat post-zpracováním. Prevence prostřednictvím správného návrhu a řízení procesu zůstává mnohem účinnější než pokusy o nápravu.
Jakou roli hraje teplota formy v prevenci pórovitosti?
Teplota formy ovlivňuje jak chování při plnění, tak charakteristiky tuhnutí. Teploty mezi 180–250 °C pro hliníkové slitiny optimalizují tok a zároveň řídí vývoj plynu. Vyšší teploty zlepšují plnění tenkých sekcí, ale mohou zvýšit riziko plynové pórovitosti, zatímco nižší teploty mohou způsobit předčasné tuhnutí a zachycení vzduchu.
Jak účinné jsou vakuově asistované systémy tlakového lití pro snížení pórovitosti?
Vakuově asistované systémy udržující tlaky v dutině pod 50 mbar mohou snížit plynovou pórovitost o 60–80 % ve srovnání s konvenčním HPDC. Tyto systémy se ukazují jako obzvláště účinné pro kritické aplikace vyžadující úrovně pórovitosti pod 1 %, i když přidávají složitost a náklady do procesu tlakového lití.
Jaké inspekční metody poskytují nejpřesnější posouzení pórovitosti?
Průmyslová výpočetní tomografie nabízí nejkomplexnější analýzu pórovitosti, poskytuje 3D vizualizaci, přesné měření objemu a mapování konektivity. Rentgenová radiografie zůstává nákladově efektivní pro rutinní inspekci s rozlišovací schopností 0,1 mm, zatímco měření hustoty nabízí rychlé řízení výroby pro celkové posouzení pórovitosti.
Jak si různé hliníkové slitiny stojí ve srovnání s náchylností k pórovitosti?
Slitina A380 vykazuje vynikající tekutost, ale vyšší rozpustnost vodíku vyžadující agresivní odplyňování, zatímco A356 nabízí lepší mechanické vlastnosti s mírným rizikem pórovitosti. ADC12 vykazuje dobrou slévatelnost s mezilehlou citlivostí na plyn a A413 poskytuje vynikající odolnost proti korozi, ale vyžaduje pečlivý tepelný management, aby se zabránilo smršťovací pórovitosti.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece