Hořčíkové tlakové lití: Strategie pro snížení hmotnosti automobilových komponentů
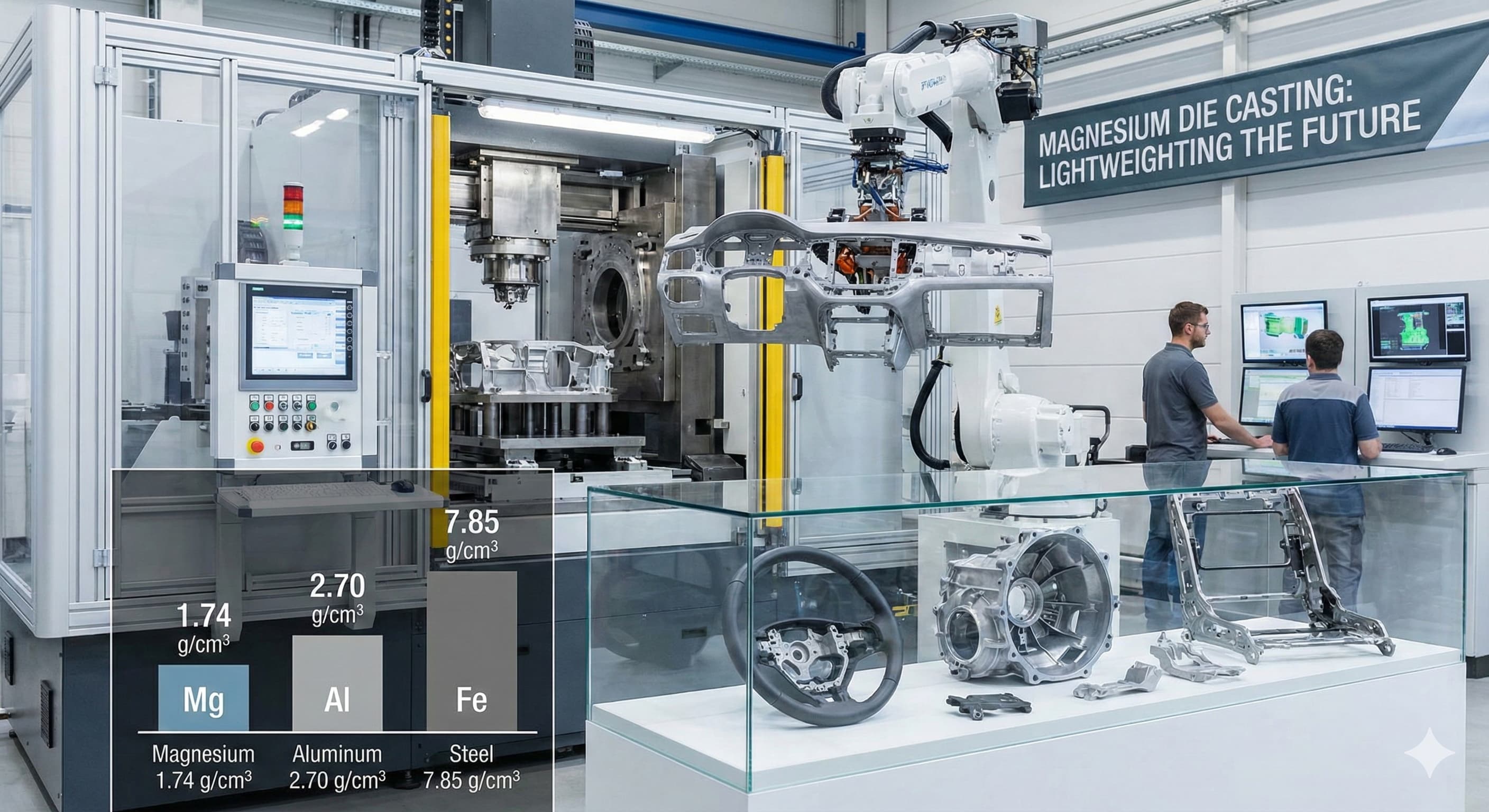
Výrobci automobilů čelí bezprecedentní výzvě: snížit hmotnost vozidla o 15–20 % při zachování strukturální integrity a nákladové efektivnosti. Hořčíkové tlakové lití se ukazuje jako nejživotaschopnější řešení, které nabízí hustotu o 35 % nižší než hliník a o 75 % nižší než ocel, což z něj činí nejlehčí konstrukční kov dostupný pro automobilové aplikace.
Klíčové poznatky:
- Hořčíkové tlakové lití dosahuje snížení hmotnosti o 25–40 % ve srovnání s hliníkovými ekvivalenty při zachování srovnatelného poměru pevnosti a hmotnosti
- Slitiny AZ91D a AM60B dominují automobilovým aplikacím s pevností v tahu dosahující 240 MPa, respektive 220 MPa
- Pokročilé vtokové systémy a řízené tuhnutí snižují pórovitost na méně než 2 %, což splňuje automobilové standardy kvality
- Integrace s modulárními strategiemi forem snižuje náklady na nástroje o 30–50 % pro rodiny komponentů
Vlastnosti materiálu a výběr slitiny pro automobilové komponenty
Výjimečná specifická pevnost hořčíku z něj činí nepostradatelný prvek pro strategie snižování hmotnosti v automobilovém průmyslu. Hustota 1,74 g/cm³ poskytuje okamžité výhody v hmotnosti, ale výběr slitiny určuje výkonnostní charakteristiky kritické pro automobilové aplikace.
AZ91D zůstává nejpoužívanější slitinou pro automobilové tlakové lití, obsahující 9 % hliníku a 1 % zinku. Toto složení poskytuje optimální slévatelnost se schopností plnění formy v sekcích tenkých až 0,6 mm. Slitina dosahuje pevnosti v tahu 230–240 MPa s 2–3% prodloužením, což je vhodné pro přístrojové desky, rámy sedadel a skříně převodovek.
AM60B nabízí vynikající tažnost s 6–8% prodloužením, díky čemuž je preferována pro komponenty citlivé na náraz, jako jsou armatury volantů a rámy dveří. Snížený obsah hliníku (6 %) zlepšuje odolnost proti nárazu při zachování úctyhodné pevnosti v tahu 220 MPa.
| Vlastnost | AZ91D | AM60B | AS41B | AE44 |
|---|---|---|---|---|
| Hustota (g/cm³) | 1.81 | 1.78 | 1.77 | 1.84 |
| Pevnost v tahu (MPa) | 240 | 220 | 210 | 250 |
| Mez kluzu (MPa) | 160 | 130 | 140 | 180 |
| Tažnost (%) | 2-3 | 6-8 | 6-10 | 4-6 |
| Provozní teplota (°C) | 120 | 120 | 150 | 175 |
| Nákladový faktor | 1.0 | 1.1 | 1.4 | 1.8 |
Pro aplikace s vyššími teplotami obsahují slitiny AS41B a AE44 křemík, respektive prvky vzácných zemin. AS41B si zachovává strukturální integritu až do 150 °C, což je vhodné pro komponenty sousedící s motorem, zatímco AE44 spolehlivě funguje do 175 °C pro skříně převodovek a olejové vany.
Optimalizace procesu tlakového lití pro snížení hmotnosti
Dosažení optimálního snížení hmotnosti vyžaduje přesnou kontrolu parametrů procesu tlakového lití. Optimalizace tloušťky stěny představuje primární strategii snížení hmotnosti, přičemž moderní techniky umožňují jednotné stěny tenké až 0,8 mm u velkých automobilových komponentů.
Tlakové lití do studené komory dominuje automobilovým aplikacím hořčíku kvůli reaktivitě kovu s vybavením horké komory. Rychlosti vstřikování mezi 3–6 m/s zajišťují úplné naplnění formy a zároveň minimalizují turbulence, které vytvářejí pórovitost. Rychlosti vtoku musí překročit 40 m/s, aby se zabránilo předčasnému tuhnutí v tenkých sekcích.
Řízené tuhnutí prostřednictvím optimalizovaného umístění chladicích kanálů zabraňuje tvorbě smršťovacích vad, které ohrožují strukturální integritu. Udržování rovnoměrnosti tloušťky stěny v rozmezí ±0,2 mm zajišťuje konzistentní mechanické vlastnosti v celém komponentu.
Teploty formy vyžadují pečlivé řízení mezi 200–250 °C pro hořčíkové slitiny. Nižší teploty způsobují neúplné plnění v tenkých sekcích, zatímco nadměrné teplo podporuje pájení formy a snižuje životnost nástroje. Systémy tepelného managementu s integrovanými topnými a chladicími okruhy udržují optimální teplotní gradienty.
Pokročilé vtokové systémy pro snížení hmotnosti
Sofistikované konstrukce vtoků umožňují výrobu lehkých komponentů se složitými geometriemi. Vějířové vtoky distribuují tok materiálu přes široké, tenké sekce při zachování laminárních podmínek proudění. Tloušťka vtoku se obvykle pohybuje od 0,4 do 0,8 mm, což je přibližně 60–80 % tloušťky přilehlé stěny.
Systémy s více vtoky se ukazují jako zásadní pro velké automobilové komponenty, jako jsou substráty přístrojových desek. Strategické umístění vtoků zajišťuje současné plnění vzdálených sekcí a zároveň zabraňuje vzniku svarových linek v oblastech s vysokým namáháním. Modelování výpočetní dynamiky tekutin optimalizuje umístění vtoků, aby se dosáhlo úplného naplnění s minimálním plýtváním materiálem.
Strategie strukturálního designu pro maximální snížení hmotnosti
Efektivní snižování hmotnosti přesahuje výběr materiálu a zahrnuje inteligentní strukturální design. Vynikající poměr tuhosti a hmotnosti hořčíku umožňuje konstrukci s tenkými stěnami se strategickými výztužnými žebry, která udržují strukturální výkon.
Návrh žeber se řídí specifickými geometrickými pravidly pro hořčíkové tlakové lití. Tloušťka žebra by neměla překročit 60 % tloušťky přilehlé stěny, aby se zabránilo vzniku propadlin a vnitřní pórovitosti. Úhel sklonu 1–2° usnadňuje vyhazování při zachování strukturální účinnosti. Rozteč žeber 20–30 mm poskytuje optimální zvýšení tuhosti bez ohrožení slévatelnosti.
Integrace dutých profilů představuje pokročilou techniku snižování hmotnosti. Ztracené solné jádra nebo skládací kovové jádra vytvářejí vnitřní dutiny, které snižují hmotnost o 15–25 % ve srovnání s plnými profily. Materiály jádra musí odolat teplotám lití 650–700 °C při zachování rozměrové stability.
| Konstrukční prvek | Snížení hmotnosti | Faktor složitosti | Dopad na náklady na nástroje |
|---|---|---|---|
| Optimalizace tloušťky stěny | 20-30% | Nízký | +5-10% |
| Strategické žebrování | 10-15% | Střední | +15-20% |
| Duté profily | 15-25% | Vysoký | +30-50% |
| Optimalizace topologie | 25-35% | Vysoký | +40-60% |
| Integrace více funkcí | 30-45% | Velmi vysoký | +50-80% |
Pro vysoce přesné výsledky si vyžádejte vlastní cenovou nabídku doručenou do 24 hodin od Microns Hub.
Kontrola kvality a prevence vad
Automobilové aplikace vyžadují přísné standardy kvality s mírou vad pod 100 PPM. Reaktivita hořčíku s atmosférickou vlhkostí a kyslíkem vyžaduje specializované postupy manipulace, aby se zabránilo inkluzím a plynové pórovitosti.
Ochranné atmosféry používající SF6 nebo alternativní krycí plyny zabraňují oxidaci během tavení a držení. Koncentrace SF6 0,2–0,5 % ve vzduchu poskytují adekvátní ochranu a zároveň minimalizují dopad na životní prostředí. Alternativní systémy používající SO2 nebo CO2 nabízejí environmentální výhody se srovnatelnou úrovní ochrany.
Nedestruktivní testovací metody ověřují vnitřní kvalitu bez zničení komponentu. Rentgenová kontrola detekuje úrovně pórovitosti překračující 2 % objemu, zatímco ultrazvukové testování identifikuje podpovrchové vady. Kritéria přijatelnosti obvykle vyžadují úrovně pórovitosti pod 2 % bez jediné dutiny přesahující průměr 2 mm.
Rozměrová kontrola udržuje tolerance kritické pro automobilovou montáž. Koeficient tepelné roztažnosti hořčíku 26 μm/m·K vyžaduje prostředí pro měření s řízenou teplotou. Souřadnicové měřicí stroje s teplotní kompenzací zajišťují přesnost v rozmezí ±0,05 mm pro kritické rozměry.
Povrchová úprava a dokončování
Náchylnost hořčíku ke korozi vyžaduje ochranné povrchové úpravy pro automobilový provoz. Anodizace poskytuje vynikající ochranu proti korozi s tloušťkou povlaku 5–25 μm. Anodizace typu III dosahuje vynikající trvanlivosti pro venkovní aplikace.
Konverzní povlaky nabízejí nákladově efektivní ochranu pro vnitřní komponenty. Chromátové úpravy, i když jsou postupně vyřazovány z důvodu environmentálních obav, poskytují vynikající přilnavost barvy. Alternativní systémy bez chromu používající manganistan nebo fosfátovou chemii poskytují srovnatelný výkon.
Analýza nákladů a ekonomické aspekty
Zatímco hořčík má vyšší cenu než hliník, celková rovnice nákladů zahrnuje výhody zpracování a následné úspory. Náklady na suroviny pro AZ91D se obvykle pohybují od 3,20 do 3,80 EUR za kilogram ve srovnání s 1,80–2,20 EUR za hliník A380.
Efektivita zpracování kompenzuje náklady na materiál prostřednictvím zkrácených časů cyklu. Nižší latentní teplo fúze hořčíku umožňuje rychlejší tuhnutí, čímž se zkracují časy cyklu o 15–25 % ve srovnání s hliníkem. Formy dosahují ustálených teplot rychleji, což zlepšuje produktivitu ve velkoobjemové výrobě.
| Nákladová položka | Hořčík AZ91D | Hliník A380 | Rozdíl |
|---|---|---|---|
| Náklady na materiál (€/kg) | 3.50 | 2.00 | +75% |
| Náklady na zpracování (€/kg) | 2.80 | 3.20 | -12.5% |
| Doba cyklu (sekundy) | 45 | 60 | -25% |
| Životnost nástroje (výstřely) | 80,000 | 100,000 | -20% |
| Sekundární operace | Minimální | Mírné | -30% |
| Celkové náklady na díl | €8.50 | €9.20 | -7.6% |
Nákladové výhody na úrovni vozidla ospravedlňují materiálové prémie prostřednictvím zlepšené spotřeby paliva a výkonu. Snížení hmotnosti o 1 kg obvykle ušetří 15–25 EUR na nákladech na palivo během životnosti vozidla a zároveň umožňuje zmenšené pohonné jednotky a zlepšené jízdní vlastnosti.
Integrace s výrobními systémy
Úspěšná implementace hořčíkového tlakového lití vyžaduje integraci se stávající výrobní infrastrukturou. Mnoho dodavatelů automobilového průmyslu využívá služby vstřikování plastů vedle tlakového lití k vytváření hybridních komponentních řešení, která optimalizují hmotnost i funkčnost.
Automatizační systémy musí zohledňovat jedinečné požadavky na manipulaci s hořčíkem. Robotické extraktory používají specializované chapadla navržené pro tepelné vlastnosti hořčíku. Extrakční síly zůstávají minimální díky nižší tepelné roztažnosti hořčíku, což snižuje opotřebení formy a zlepšuje kvalitu dílů.
Systémy řízení kvality integrují monitorování v reálném čase se statistickou kontrolou procesu. Monitorování teploty na více místech formy zabraňuje přehřátí, které způsobuje pájení formy. Tlakové senzory v hydraulickém systému detekují odchylky indikující opotřebení formy nebo posun procesu.
Při objednávání od Microns Hub těžíte z přímých vztahů s výrobci, které zajišťují vynikající kontrolu kvality a konkurenceschopné ceny ve srovnání s platformami tržiště. Náš integrovaný přístup k našim výrobním službám znamená, že každý projekt hořčíkového tlakového lití získá specializovanou pozornost a technické odborné znalosti potřebné pro automobilové aplikace.
Environmentální aspekty a aspekty udržitelnosti
Hořčíkové tlakové lití podporuje cíle udržitelnosti automobilového průmyslu prostřednictvím několika cest. Snížení hmotnosti o 35 % ve srovnání s hliníkem se přímo promítá do snížené spotřeby paliva a nižších emisí CO2 během životnosti vozidla.
Energetické požadavky na primární výrobu hořčíku se výrazně snížily s moderními elektrolytickými procesy spotřebovávajícími 35–40 MWh na tunu ve srovnání s 45–50 MWh v minulosti. Účinnost recyklace se blíží 95 %, přičemž sekundární hořčík vyžaduje pouze 5 % energie primární výroby.
Recyklovatelnost na konci životnosti zajišťuje uzavřené materiálové cykly. Hořčíkové komponenty si zachovávají metalurgické vlastnosti během několika recyklačních cyklů, na rozdíl od hliníku, který vyžaduje přidání panenského materiálu k udržení pevnostních charakteristik.
Alternativní technologie tavení
Indukční tavicí systémy zlepšují energetickou účinnost a zároveň snižují dopad na životní prostředí. Frekvenčně řízené indukční tavení poskytuje přesné řízení teploty s 85–90% energetickou účinností ve srovnání s 60–70 % u pecí na plyn. Snížené spalování eliminuje přímé emise CO2 v místě použití.
Elektromagnetické míchání zajišťuje homogenní složení slitiny a zároveň minimalizuje tvorbu strusky. Snížená tvorba oxidů snižuje plýtvání materiálem a eliminuje potřebu agresivních tavidlových chemikálií. Spotřeba solného tavidla klesá o 60–80 % ve srovnání s konvenčními tavicími systémy.
Budoucí vývoj a pokročilé aplikace
Nové hořčíkové slitiny se zaměřují na specifické automobilové aplikace s vylepšenými výkonnostními charakteristikami. Slitiny obsahující vápník, jako je AXJ530, nabízejí zlepšenou odolnost proti tečení pro aplikace v pohonném ústrojí, zatímco přídavky lithia v LAE442 snižují hustotu na 1,35 g/cm³.
Technologie vakuového tlakového lití eliminuje plynovou pórovitost pro kritické strukturální aplikace. Tlaky v komoře pod 100 mbar zabraňují zachycení plynu během plnění, což umožňuje lití tenkých stěn s přesností téměř konečného tvaru. Vakuové systémy se integrují se stávajícími stroji se studenou komorou prostřednictvím dodatečných úprav.
Techniky zpracování v polotuhém stavu, jako je thixomolding, kombinují výhody tlakového lití se schopnostmi téměř konečného tvaru. Částečně ztuhlý hořčík vykazuje nenewtonovské chování toku, vyplňuje složité geometrie s minimální turbulencí. Procesní teploty o 50–80 °C nižší než u konvenčního tlakového lití snižují opotřebení formy a prodlužují životnost nástroje.
| Technologie | Aktuální stav | Potenciál snížení hmotnosti | Časový plán |
|---|---|---|---|
| Vakuové tlakové lití | Komerční | 5-10% dodatečné | K dispozici |
| Zpracování v polotuhém stavu | Vývoj | 10-15% dodatečné | 2-3 roky |
| Hybridní Mg-Al komponenty | Pilotní | 15-25% vs. celohliníkové | 3-5 let |
| Aditivní výroba | Výzkum | 30-50% optimalizované | 5-7 let |
Často kladené otázky
Jaké jsou typické tolerance dosažitelné u hořčíkového tlakového lití pro automobilové komponenty?
Hořčíkové tlakové lití dosahuje rozměrových tolerancí ±0,08–0,15 mm pro prvky do 100 mm, s užšími tolerancemi ±0,05 mm možnými pro kritické rozměry prostřednictvím sekundárního obrábění. Povrchová úprava se obvykle pohybuje od 1,6 do 3,2 μm Ra v litém stavu.
Jak si stojí hořčíkové tlakové lití ve srovnání s hliníkem z hlediska odolnosti proti korozi?
Neošetřený hořčík vykazuje nižší odolnost proti korozi než hliník, což vyžaduje ochranné povlaky pro automobilový provoz. S řádnou anodizací nebo konverzními povlaky dosahují hořčíkové komponenty automobilové ochrany proti korozi splňující požadavky 1000hodinového testu solným sprejem.
Jaké jsou aspekty požární bezpečnosti při práci s hořčíkovým tlakovým litím?
Teplota vznícení hořčíku 650 °C je nad typickými teplotami tlakového lití 620–680 °C, takže riziko požáru je během běžných operací minimální. Nouzové postupy vyžadují hasicí přístroje třídy D speciálně navržené pro požáry kovů. Systémy na bázi vody jsou přísně zakázány, protože zesilují požáry hořčíku.
Lze hořčíkové odlitky svařovat nebo spojovat s jinými automobilovými materiály?
Hořčíkové komponenty se spojují s jinými materiály mechanickým upevněním, lepením nebo specializovanými technikami svařování. Svařování třením umožňuje spojování s hliníkovými komponenty, zatímco strukturální lepidla dimenzovaná pro automobilový provoz poskytují trvanlivé spoje. Tradiční obloukové svařování vyžaduje inertní plynové stínění a hořčíkové přídavné materiály.
Jaké minimální tloušťky stěn jsou dosažitelné u automobilového hořčíkového tlakového lití?
Minimální tloušťka stěny závisí na velikosti komponentu a výběru slitiny. Malé komponenty dosahují stěn 0,6 mm konzistentně, zatímco větší automobilové díly, jako jsou přístrojové desky, si udržují tloušťku 0,8–1,0 mm. Rovnoměrná variace tloušťky stěny v rozmezí ±0,2 mm zajišťuje konzistentní mechanické vlastnosti.
Jak ovlivňují aspekty recyklace návrh komponentů pro hořčíkové tlakové lití?
Návrh pro recyklaci vyžaduje minimalizaci vložek z odlišných materiálů a zajištění čistého oddělení na konci životnosti. Hořčík si udržuje vlastnosti během několika recyklačních cyklů, ale kontaminace ocelovými spojovacími prvky nebo hliníkovými vložkami ovlivňuje kvalitu slitiny. Konstrukce se západkovým spojem eliminují trvalé spojovací prvky při zachování integrity sestavy.
Jaké jsou typické dodací lhůty a náklady na nástroje pro hořčíkové automobilové tlakové licí nástroje?
Výroba nástrojů vyžaduje 12–16 týdnů pro složité automobilové komponenty, přičemž náklady se pohybují od 85 000 do 250 000 EUR v závislosti na složitosti komponentu a počtu dutin. Nástrojová ocel H13 poskytuje optimální rovnováhu tepelné vodivosti a odolnosti proti opotřebení pro hořčíkový provoz s očekávanou životností nástroje 80 000–120 000 výstřelů.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece