V-spårning: Skapa skarpa böjar i arkitektonisk plåt
Skarpa, exakta böjar i arkitektonisk plåt kräver mer än standard kantpressning – de kräver V-spårning, en specialiserad teknik som tar bort material längs förutbestämda linjer för att skapa rena, exakta veck. Denna process möjliggör böjradier så snäva som 0,5 mm samtidigt som den bibehåller strukturell integritet i material från Al 6061-T6 till höghållfasta rostfria stål.
Viktiga slutsatser
- V-spårning uppnår böjradier som är 60-80 % mindre än konventionell kantpressning samtidigt som materialspänningskoncentrationer elimineras
- Beräkningar av spårdjup måste ta hänsyn till materialtjocklek, böjvinkel och fjäderbenägenhet som är specifika för varje legering
- Korrekt verktygsgeometri och matningshastighet förhindrar kallbearbetning och ytdefekter i arkitektoniska ytbehandlingar
- Kostnadseffektivitet uppstår i medelstora till stora produktionsserier där precision motiverar det extra bearbetningssteget
Grunderna i V-spårning och materialbeteende
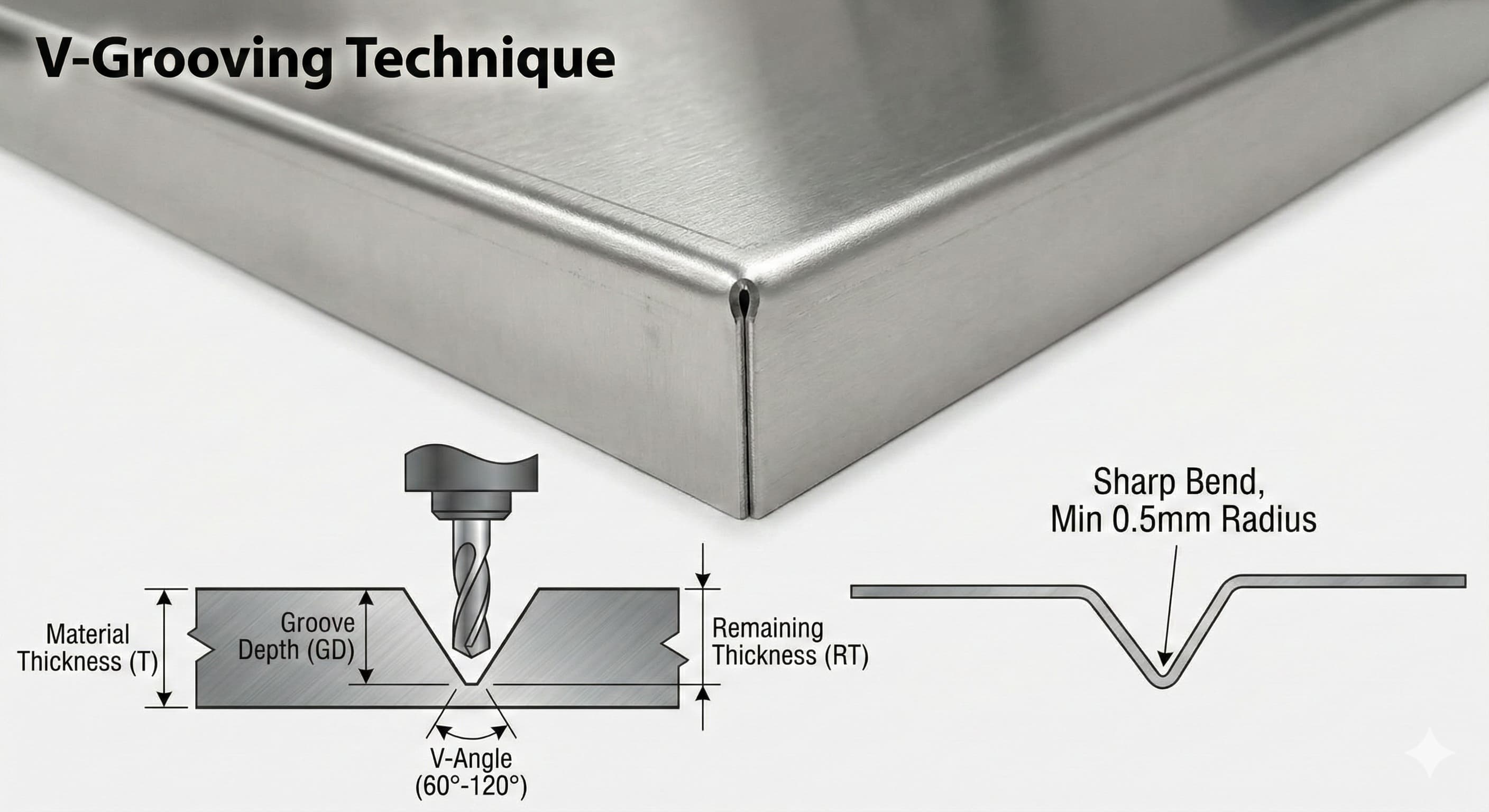
V-spårning skapar en kontrollerad svaghet längs böjlinjen genom att ta bort en triangulär sektion av material från den yttre ytan. Till skillnad från ritsning eller perforering bibehåller denna process materialkontinuiteten samtidigt som den möjliggör skarpa böjar som annars skulle spricka eller skrynklas. Spårgeometrin följer specifika matematiska förhållanden baserat på materialegenskaper och önskade böjvinklar.
Den kritiska djupberäkningen för V-spår följer formeln: Spårdjup = (Materialtjocklek - Önskad återstående tjocklek) där den återstående tjockleken vanligtvis varierar från 0,15 mm till 0,30 mm beroende på materialkvalitet och applikationskrav. För Al 6061-T6 vid 2,0 mm tjocklek som siktar på en 90-graders böj når det optimala spårdjupet 1,7 mm och lämnar 0,3 mm material för att bilda gångjärnet.
Materialval påverkar V-spårningens framgång avsevärt. Aluminiumlegeringar uppvisar utmärkta V-spårningsegenskaper, där 6061-T6 erbjuder överlägsen formbarhet jämfört med 7075-T6:s högre hållfasthet men minskade duktilitet.Att förstå aluminiumlegeringars beteende under bockningsoperationer blir avgörande för att förhindra mikro-sprickbildning längs spårkanterna.
| Materialkvalitet | Maximalt spårdjup (%) | Minsta bockningsradie (mm) | Återfjädringsfaktor | Kostnadsindex (€/kg) |
|---|---|---|---|---|
| Al 6061-T6 | 85% | 0.5 | 1.02 | €4.20 |
| Al 5052-H32 | 80% | 0.7 | 1.04 | €4.50 |
| SS 316L | 75% | 1.2 | 1.15 | €8.90 |
| SS 304 | 78% | 1.0 | 1.12 | €7.60 |
| Mjukt stål | 82% | 0.8 | 1.08 | €2.10 |
Verktygs- och utrustningsspecifikationer
V-spårning kräver specialiserade verktyg som är utformade för att skapa konsekventa spårprofiler samtidigt som ytfinishens integritet bibehålls. Routerbaserade system med hårdmetallbestyckade fräsar representerar det vanligaste tillvägagångssättet för arkitektoniska applikationer och erbjuder överlägsen kontroll över spårgeometrin jämfört med laser- eller vattenskäralternativ.
Verktygsgeometrispecifikationer påverkar direkt resultatets kvalitet. V-spårningsfräsar har inkluderade vinklar som vanligtvis varierar från 60 till 120 grader, med 90-graders verktyg som ger optimal balans mellan materialborttagningseffektivitet och bibehållande av strukturell styrka. Skäreggsgeometrin innehåller specifika släppningsvinklar – vanligtvis 12-15 grader primär släppning med 3-5 grader sekundär släppning – för att minimera skärkrafter och förhindra kallbearbetning.
Matningshastigheter och spindelhastigheter kräver noggrann optimering baserat på materialegenskaper. För aluminiumlegeringar inkluderar optimala parametrar spindelhastigheter på 18 000-24 000 RPM med matningshastigheter på 2,5-4,0 m/min. Rostfria stål kräver reducerade hastigheter (12 000-16 000 RPM) med proportionellt långsammare matningshastigheter (1,5-2,5 m/min) för att förhindra överdriven värmeutveckling som kan förändra materialets mikrostruktur.
Moderna precisions-CNC-bearbetningstjänster integrerar adaptiva matningskontrollsystem som automatiskt justerar skärparametrar baserat på realtids kraftåterkoppling, vilket säkerställer konsekvent spårkvalitet över varierande materialtjocklek och hårdhetszoner.
Processparametrar och kvalitetskontroll
Framgångsrik V-spårning beror på exakt kontroll av flera sammanhängande variabler. Spårdjuptoleransen bibehåller vanligtvis ±0,05 mm över hela böjlinjens längd, vilket kräver kontinuerlig övervakning genom kontakt- eller beröringsfria mätsystem. Avvikelse utöver dessa gränser resulterar i inkonsekventa böjvinklar eller potentiellt materialfel under formning.
Ytjämnheten inuti spåret påverkar avsevärt slutdelens estetik och korrosionsbeständighet. Arkitektoniska applikationer specificerar vanligtvis Ra-värden under 1,6 μm längs spårytor, vilket kan uppnås genom korrekt verktygsval och skärvätsketillförsel. Syntetiska skärvätskor med extremtrycksadditiv förhindrar uppbyggnad av eggar samtidigt som de bibehåller utmärkt ytfinish.
För högprecisionsresultat,få en detaljerad offert inom 24 timmar från Microns Hub.
Spårprofilens konsistens över produktionsserier kräver implementering av statistisk processkontroll. Kritiska kontrollpunkter inkluderar spårdjupsvariation, sidovinkelns konsistens och ytjämnhetsmätningar som tas med förutbestämda intervall. Kontrollscheman som spårar dessa parametrar möjliggör proaktivt verktygsunderhåll och parameterjustering innan kvalitetsförsämring inträffar.
Temperaturhantering under bearbetning
Värmeutveckling under V-spårningsoperationer kan avsevärt påverka materialegenskaper och dimensionsnoggrannhet. För höga temperaturer främjar korngränsmigration i aluminiumlegeringar, vilket potentiellt minskar utmattningsmotståndet längs böjlinjen. Temperaturövervakning med hjälp av infraröda sensorer säkerställer att bearbetningstemperaturerna förblir under kritiska tröskelvärden – vanligtvis 150 °C för aluminiumlegeringar och 200 °C för rostfria stål.
Kylstrategier sträcker sig bortom konventionell tillförsel av kylvätska. Kryogena kylsystem som använder flytande kväve eller koldioxid ger överlägsen temperaturkontroll samtidigt som de eliminerar kylvätskerelaterade kontamineringsproblem som är kritiska i arkitektoniska applikationer som kräver orörda ytfinisher.
Formningsoperationer och böjnoggrannhet
Formningsoperationen efter V-spårning kräver specialiserade tekniker för att uppnå de skarpa böjar som motiverar den extra bearbetningskostnaden. Standard kantpressverktyg visar sig vara otillräckliga för V-spårade delar, vilket kräver anpassade stans- och matriskonstruktioner som rymmer den reducerade materialtjockleken längs böjlinjerna.
Böjvinkelns noggrannhet beror starkt på fjäderkompensationsberäkningar som är specifika för varje material och spårkonfiguration. Fjäderfaktorer varierar avsevärt mellan materialkvaliteter, från minimal korrigering (1-2 grader) för kallbearbetade aluminiumlegeringar till betydande kompensation (8-12 grader) för höghållfasta rostfria stål.
Anpassade formningsmatriser innehåller avlastningsfunktioner som förhindrar störningar med V-spårgeometrin under bockningsoperationen. Dessa matriser har reducerad kontaktyta längs spårlinjen samtidigt som de bibehåller fullt stöd för det omgivande materialet, vilket förhindrar lokal deformation som kan äventyra böjkvaliteten.
| Bockningsvinkel | Al 6061-T6 Återfjädring | SS 316L Återfjädring | Krävd överbockning | Toleransuppfyllelse |
|---|---|---|---|---|
| 90° | 1.5° | 8.2° | 91.5° / 98.2° | ±0.5° |
| 120° | 2.1° | 11.4° | 122.1° / 131.4° | ±0.8° |
| 135° | 2.8° | 14.1° | 137.8° / 149.1° | ±1.0° |
| 150° | 3.2° | 16.8° | 153.2° / 166.8° | ±1.2° |
Kostnadsanalys och ekonomiska överväganden
V-spårningsekonomin beror på flera faktorer, inklusive materialkostnader, bearbetningstid, verktygskrav och kvalitetsspecifikationer. Det extra bearbetningssteget lägger vanligtvis till €0,15-0,35 per linjär meter spår, vilket varierar med materialtjocklek och erforderliga precisionsnivåer.
Break-even-analys avslöjar att V-spårningens kostnadseffektivitet uppstår runt 50-75 stycken för typiska arkitektoniska komponenter. Under detta tröskelvärde kan alternativa tekniker som laserskärning med mikrofogar visa sig vara mer ekonomiska. Över 200 stycken uppvisar V-spårning tydliga kostnadsfördelar samtidigt som den levererar överlägsna estetiska resultat.
Verktygslivslängdsöverväganden påverkar avsevärt kostnaderna per del. Hårdmetallfräsar uppnår vanligtvis 2 500-4 000 linjära meter spårning i aluminiumlegeringar innan de behöver bytas ut, medan applikationer med rostfritt stål minskar verktygslivslängden till 800-1 200 linjära meter. Diamantbelagda verktyg förlänger livslängden med 3-4x men ökar de initiala verktygskostnaderna med €200-300 per verktyg.
Integrering av ytbehandling
V-spårningsoperationer måste beakta nedströms ytbehandlingsprocesser för att optimera de totala produktionskostnaderna.Pulverlackeringsapplikationer kräver specifika toleransöverväganden eftersom beläggningstjockleken varierar mellan spårområden och plana ytor.
Anodiseringsprocesser innebär unika utmaningar för V-spårade aluminiumkomponenter. Den reducerade materialtjockleken längs spårlinjerna skapar strömtäthetsvariationer under anodisering, vilket potentiellt resulterar i färgvariationer. Specialiserade anodiseringsfixturer och strömfördelningssystem hanterar dessa utmaningar men lägger till €0,25-0,45 per del i bearbetningskostnader.
Kvalitetssäkring och inspektionsprotokoll
Omfattande kvalitetssäkring för V-spårade komponenter sträcker sig bortom dimensionsverifiering till att inkludera bedömning av materialintegritet och utvärdering av utmattningsmotstånd. Visuella inspektionsprotokoll identifierar potentiella defekter inklusive mikro-sprickbildning, verktygsmärken och ytkontaminering som kan äventyra långsiktig prestanda.
Dimensionsinspektion använder koordinatmätmaskiner (CMM) utrustade med specialiserad programvara för spårprofilanalys. Kritiska mätningar inkluderar spårdjupskonsistens, sidovinkelverifiering och böjvinkelns noggrannhet efter formningsoperationer. Statistiska provtagningsplaner baserade på MIL-STD-105E ger lämpliga inspektionsfrekvenser samtidigt som kostnadskontrollen bibehålls.
När du beställer från Microns Hub drar du nytta av direkta tillverkarrelationer som säkerställer överlägsen kvalitetskontroll och konkurrenskraftiga priser jämfört med marknadsplattformar. Vår tekniska expertis och integrerade våra tillverkningstjänster innebär att varje V-spårningsprojekt får den uppmärksamhet på detaljer det förtjänar, från inledande designkonsultation till slutlig kvalitetsverifiering.
Icke-förstörande testmetoder verifierar materialintegriteten längs spårlinjerna utan att kompromissa med delens funktionalitet. Färgpenetrantinspektion avslöjar ytgenombrytande defekter, medan virvelströmstestning identifierar defekter under ytan som kan fortplanta sig under servicebelastning. Dessa testprotokoll visar sig vara särskilt kritiska för strukturella arkitektoniska applikationer där felkonsekvenser motiverar de extra inspektionskostnaderna.
Överväganden om utmattningsprestanda
V-spårade böjar introducerar spänningskoncentrationsfaktorer som måste utvärderas för cykliskt belastade applikationer. Finita elementanalys (FEA) modellering förutsäger utmattningslivslängd baserat på spårgeometri, materialegenskaper och förväntade belastningsförhållanden. Spänningskoncentrationsfaktorer varierar vanligtvis från 1,8-2,4 beroende på spårdjup och radiusspecifikationer.
Utmattningstestprotokoll som följer ASTM D7791-standarder validerar analytiska förutsägelser genom kontrollerade laboratorietester. Provkomponenter genomgår cyklisk belastning vid spänningsnivåer som representerar 150 % av förväntade driftsförhållanden, med felkriterier definierade som synlig sprickutbredning bortom spårgränserna.
Designriktlinjer och bästa praxis
Effektiv V-spårdesign kräver noggrant övervägande av geometriska förhållanden, materialbegränsningar och tillverkningsbegränsningar. Designriktlinjer förhindrar vanliga fallgropar samtidigt som de optimerar tillverkbarhet och prestandaegenskaper.
Minsta avståndsspecifikationer mellan intilliggande spår förhindrar materialförsvagning som kan äventyra strukturell integritet. För aluminiumlegeringar är minsta avstånd lika med 5x materialtjockleken, medan rostfria stål kräver 6x materialtjockleken på grund av högre kallbearbetningsegenskaper. Närmare avstånd kräver finita elementanalys för att verifiera tillräckliga styrkemarginaler.
Spåravslutningsdetaljer påverkar avsevärt både estetik och strukturell prestanda. Avsmalnande avslutningar som sträcker sig 2-3 mm bortom den erforderliga böjlinjen förhindrar spänningskoncentrationer samtidigt som de bibehåller ett rent visuellt utseende. Plötsliga spåravslutningar skapar spänningshöjare som kan initiera sprickutbredning under cykliska belastningsförhållanden.
| Designparameter | Aluminiumlegeringar | Rostfritt stål | Mjukt stål | Inverkan på kostnad |
|---|---|---|---|---|
| Minsta spåravstånd | 5x tjocklek | 6x tjocklek | 4x tjocklek | Hög densitet = +15% |
| Maximal spårlängd | 3000 mm | 2500 mm | 3500 mm | Längd >2m = +8% |
| Avslutningstapering | 2.5 mm | 3.0 mm | 2.0 mm | Standardfunktion |
| Ytjämnhet | Ra 1.6 μm | Ra 1.2 μm | Ra 2.0 μm | Ra<1.0 = +25% |
Avancerade applikationer och framväxande tekniker
Framväxande V-spårningsapplikationer tänjer på traditionella gränser genom innovativa tillvägagångssätt och avancerade verktygssystem. Fleraxliga CNC-maskiner möjliggör sammansatta spårgeometrier som skapar komplexa tredimensionella former som är omöjliga genom konventionella tekniker.
Laserassisterad V-spårning representerar ett hybridtillvägagångssätt som kombinerar termiska och mekaniska materialborttagningsmekanismer. Förvärmning av materialet omedelbart före skärverktyget minskar skärkrafterna med 30-40 % samtidigt som det möjliggör djupare spår i höghållfasta material som tidigare ansågs olämpliga för konventionell V-spårning.
Adaptiva styrsystem som innehåller realtids kraft- och temperaturåterkoppling optimerar skärparametrar kontinuerligt under hela spårningsoperationen. Maskininlärningsalgoritmer analyserar historiska data för att förutsäga optimala parameterkombinationer baserat på materialbatchvariationer och verktygsslitageförhållanden, vilket förbättrar konsistensen samtidigt som operatörskunskapskraven minskar.
Integrering med digital tillverkning
Digital tvillingteknik möjliggör virtuell optimering av V-spårningsparametrar innan fysisk produktion påbörjas. Omfattande modeller som innehåller materialegenskaper, verktygsgeometri och maskindynamik förutsäger optimala skärförhållanden samtidigt som de identifierar potentiella kvalitetsproblem innan de uppstår i produktionen.
Automatiserade inspektionssystem som använder maskinseendeteknik ger 100 % dimensionsverifiering av spårgeometrin utan att påverka produktionens genomströmning. Högupplösta kameror kombinerade med strukturerad ljusprojektion skapar detaljerade 3D-profiler av varje spår, och jämför resultaten med CAD-specifikationer med upplösningsmöjligheter under 0,01 mm.
Felsökning av vanliga defekter
Systematisk defektanalys och korrigeringsprocedurer säkerställer konsekvent V-spårningskvalitet under varierande produktionsförhållanden. Att förstå grundorsakerna möjliggör snabb problemlösning samtidigt som återkommande kvalitetsproblem förhindras.
Skärpmärken längs spårytorna beror vanligtvis på otillräcklig maskinstyvhet eller olämpliga skärparametrar. Lösningar inkluderar att minska matningshastigheterna med 20-30 %, öka spindelhastigheten inom rekommenderade intervall eller implementera vibrationsdämpande fixturer. Svåra skärpmärken kan kräva maskindynamisk analys för att identifiera resonansfrekvenser.
Spårdjupsvariation som överstiger ±0,05 mm indikerar ofta verktygsslitage, maskinens glapp eller problem med arbetsstyckets nedböjning. Systematisk mätning av spårdjup med jämna mellanrum identifierar trendmönster som möjliggör prediktivt verktygsbyte innan kvalitetsförsämring inträffar. Arbetsstyckets fixtur måste ge tillräcklig styvhet för att förhindra nedböjning under skärkrafter.
Materialspecifika utmaningar
Kallbearbetning i rostfria stål skapar progressivt verktygsslitage och försämring av ytkvaliteten. Begränsningsstrategier inkluderar optimerad tillförsel av skärvätska, reducerade skärhastigheter och specialiserade verktygsbeläggningar designade för applikationer med rostfritt stål. TiAlN-beläggningar uppvisar överlägsen prestanda jämfört med standard TiN-alternativ.
Uppbyggnad av eggar på skärverktyg försämrar ytfinishen samtidigt som det skapar dimensionsfelaktigheter. Detta fenomen visar sig vara mest problematiskt med aluminiumlegeringar som innehåller hög kiselhalt. Vassa skäreggar, lämpliga skärhastigheter och effektiv spånevakuering förhindrar uppbyggnad av eggar samtidigt som verktygslivslängden förlängs.
Vanliga frågor
Vad är den minsta materialtjockleken som är lämplig för V-spårning?
V-spårning fungerar effektivt på material så tunna som 0,8 mm, men optimala resultat uppnås med tjocklekar på 1,5 mm och högre. Tunnare material kräver specialiserade verktyg och kan uppnå begränsade böjvinklar på grund av strukturella begränsningar längs spårlinjen.
Hur påverkar V-spårning materialstyrkan jämfört med standardbockning?
V-spårning minskar tvärsnittsarean längs böjlinjen, vilket vanligtvis minskar den lokala styrkan med 15-25 % beroende på spårdjupet. Elimineringen av kallbearbetning och restspänningar resulterar dock ofta i överlägsen utmattningsprestanda jämfört med konventionella bockningsmetoder.
Kan V-spårade delar svetsas eller fogas till andra komponenter?
Ja, V-spårade komponenter accepterar standardfogningsmetoder inklusive svetsning, hårdlödning och mekanisk fastsättning. Svetsning kräver noggrann värmehantering för att förhindra distorsion längs de tunna spårområdena. TIG-svetsning med reducerade amperestyrkor ger vanligtvis optimala resultat.
Vilka toleranser är uppnåeliga för böjvinklar i V-spårade delar?
Böjvinkeltoleranser på ±0,5° är rutinmässigt uppnåeliga för vinklar upp till 90°, med ±1,0° typiskt för skarpare böjar upp till 150°. Snävare toleranser kräver sekundära operationer eller specialiserade formningstekniker som ökar bearbetningskostnaderna med 20-30 %.
Hur påverkar ytfinishen i spåret slutdelens utseende?
Spårytfinnishen påverkar direkt det slutliga böjlinjeutseendet, särskilt i borstade eller polerade ytbehandlingar. Ra-värden under 1,6 μm säkerställer att spårområdet smälter sömlöst samman med omgivande ytor efter formning, medan grövre ytbehandlingar kan förbli synliga som en distinkt linje.
Är V-spårning lämplig för arkitektoniska applikationer utomhus?
V-spårning visar sig vara utmärkt för utomhusapplikationer när den är korrekt designad och ytbehandlad. Den reducerade materialtjockleken längs böjlinjerna kräver övervägande under korrosionsskyddsplanering, men korrekt anodiserade aluminium- eller passiverade rostfria stålkomponenter uppvisar likvärdig hållbarhet som konventionellt formade delar.
Vilka är de typiska ledtiderna för V-spårade arkitektoniska komponenter?
Ledtiderna beror på komplexitet och kvantitet men varierar vanligtvis från 5-10 arbetsdagar för standard arkitektoniska paneler. Anpassade verktygskrav kan lägga till 3-5 dagar till initiala beställningar, medan upprepade beställningar med befintliga verktyg bibehåller standardledtider.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece