Pulverlackering av plåt: Ta hänsyn till tjockleksuppbyggnad i toleranser
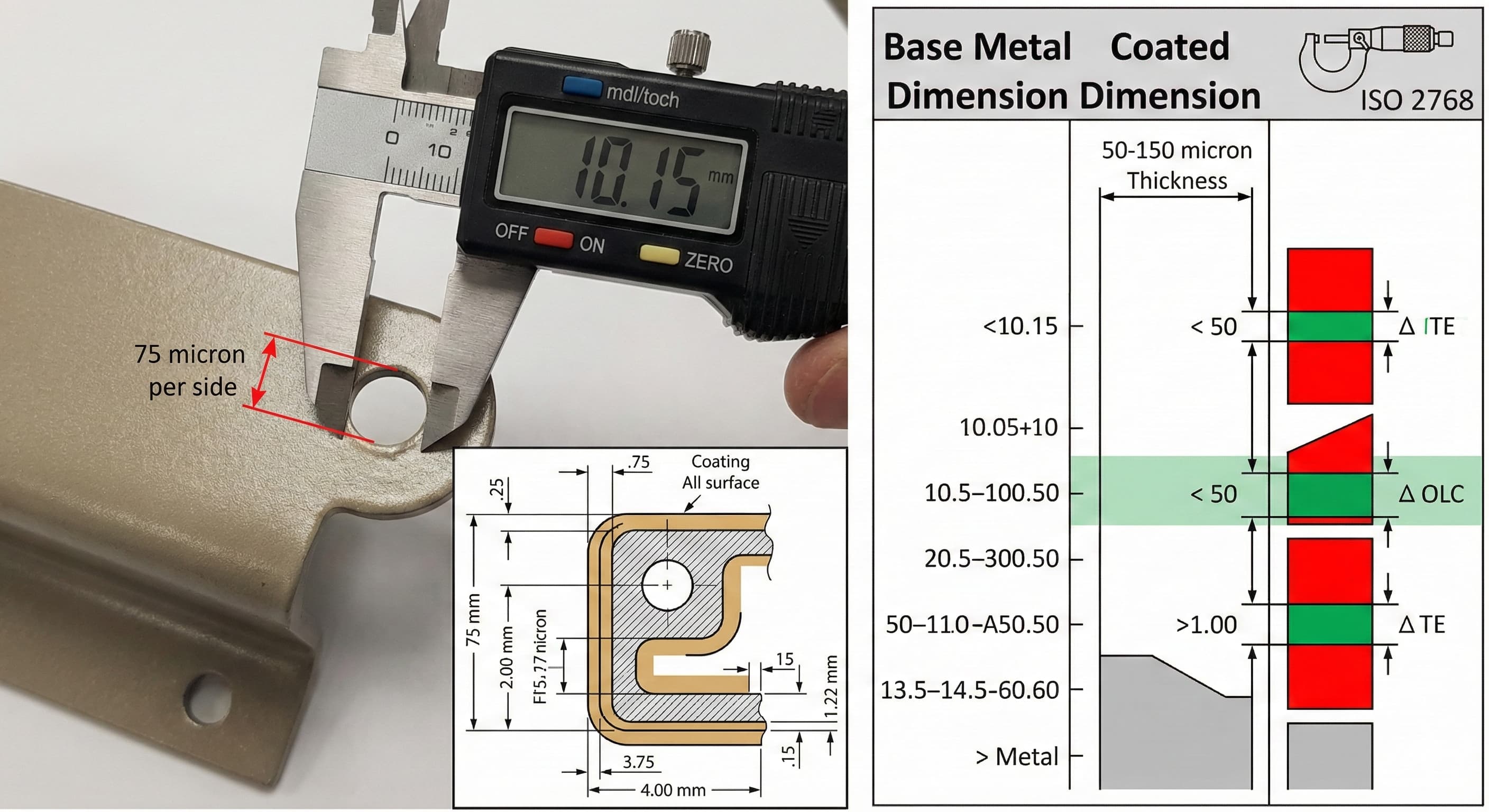
Pulverlackeringstjocklek är en av de mest förbisedda variablerna inom precisionsplåtbearbetning. En typisk pulverlackering lägger till 50-150 mikron till alla ytor, vilket fundamentalt förändrar dimensionsnoggrannheten och kräver noggrann toleransplanering från designfasen till slutinspektionen.
Viktiga punkter:
- Standard pulverlackeringstjocklek varierar från 50-150 mikron, vilket direkt påverkar dimensionstoleranserna på alla lackerade ytor
- Kritiska dimensioner måste ta hänsyn till lackeringsuppbyggnad genom avsiktlig underdimensionering av basmetallkomponenter
- ISO 2768 allmänna toleranser blir otillräckliga för pulverlackerade delar som kräver precisionspassning och montering
- Dimensionsplanering före lackering kan förhindra kostsam omarbetning och säkerställa korrekt funktion av delen
Förståelse för variabler i pulverlackeringstjocklek
Pulverlackeringstjockleken varierar avsevärt beroende på appliceringsmetod, pulvertyp och substratförberedelse. Elektrostatisk sprayapplikation ger vanligtvis filmer mellan 60-120 mikron, medan fluidbäddlackering kan uppnå 150-500 mikron beroende på delens temperatur och nedsänkningstid.
Förhållandet mellan pulverpartikelstorlek och slutlig tjocklek följer förutsägbara mönster. Fina pulver (10-30 mikron) skapar jämnare ytor men kräver flera appliceringar för tillräcklig tjocklek, medan grova pulver (30-80 mikron) bygger tjocklek snabbt men kan kompromissa med ytkvaliteten på detaljerade funktioner.
Substratgeometrin påverkar lackeringsfördelningen avsevärt. Invändiga hörn och försänkta områden får vanligtvis 70-80 % av tjockleken som finns på plana ytor, medan utvändiga kanter och skarpa hörn ofta ackumulerar 120-150 % av nominell tjocklek på grund av elektrisk fältkoncentration under appliceringen.
Temperaturkontroll under härdning påverkar den slutliga tjockleken genom flödes- och utjämnande egenskaper. Polyesterpulver härdar optimalt vid 180-200 °C, vilket ger enhetlig tjocklek med minimal apelsinskalstruktur. Epoxiformuleringar kräver 160-180 °C men erbjuder överlägsen kanttäckning och penetration i komplexa geometrier.
Dimensionell påverkan på vanliga plåtfunktioner
Hål och invändiga funktioner upplever en diameterreduktion som är lika med dubbla lackeringstjockleken. Ett 10,0 mm hål med 75-mikron lackering blir 9,85 mm, vilket representerar en 1,5 % dimensionsförändring som kan förhindra korrekt fastsättning eller komponentmontering.
Gängade funktioner presenterar särskilda utmaningar eftersom lackeringsuppbyggnad sker på både stora och små diametrar. M6 x 1,0 gängor med 100-mikron lackering kan kräva justering av tappborr från 5,0 mm till 5,2 mm för att bibehålla korrekt gängingrepp efter lackering.
Böjda kanter och formade funktioner ackumulerar lackeringstjocklek på både insidan och utsidan av radier. Beräkningar av minsta böjningsradie måste beakta lackeringstjockleken för att förhindra sprickbildning under böjningsprocessen eller lackeringsapplikationen.
Spaltbredder minskar med dubbla lackeringstjockleken, vilket påverkar glidpassningar och spelrum. En 12,0 mm spalt blir 11,85 mm med 75-mikron lackering, vilket potentiellt binder komponenter som är designade för H7/g6-passningar.
Materialspecifika lackeringsöverväganden
Olika substratmaterial uppvisar varierande lackeringsvidhäftning och tjockleksjämnhetsegenskaper som direkt påverkar dimensionsnoggrannheten.
| Materialkvalitet | Typiskt tjockleksområde (μm) | Uniformitetsfaktor | Kantuppbyggnad | Kostnadspåverkan |
|---|---|---|---|---|
| Al 6061-T6 | 60-100 | ±15% | 1.2-1.4x | €2.50/m² |
| Al 5052-H32 | 65-110 | ±20% | 1.1-1.3x | €2.30/m² |
| Kallvalsat stål | 70-120 | ±10% | 1.3-1.5x | €2.80/m² |
| Rostfritt 304 | 80-130 | ±25% | 1.0-1.2x | €3.50/m² |
| Galvaniserat stål | 75-125 | ±12% | 1.4-1.6x | €3.00/m² |
Aluminiumsubstrat ger i allmänhet den mest förutsägbara lackeringstjockleken på grund av utmärkt elektrostatisk attraktion och enhetlig ytbehandling. Det naturliga oxidskiktet förbättrar pulvervidhäftningen samtidigt som det bibehåller enhetlig filmbildning över komplexa geometrier.
Kallvalsat stål kräver fosfatkonverteringslackering för optimal vidhäftning, vilket lägger till 5-10 mikron till den totala tjockleken. Denna förbehandling förbättrar lackeringsjämnheten men ökar dimensionsvariationen, särskilt runt svetsade fogar och värmepåverkade zoner.
Rostfria stålsubstrat presenterar unika utmaningar på grund av deras passiva oxidskikt. Mekanisk nötning eller kemisk etsning blir nödvändig för adekvat vidhäftning, vilket potentiellt påverkar basmaterialdimensionerna före lackeringsapplikationen.
Toleransdesignstrategier
Effektiv toleransdesign för pulverlackerade delar kräver systematisk dimensionskompensation baserat på lackeringstjockleksprognoser och geometrisk komplexitet.
Kritiska dimensioner bör specificera lackeringsfria zoner genom maskering eller bearbetning efter lackering. Maskering lägger till 0,50-1,20 € per funktion men säkerställer dimensionsnoggrannhet för lagerytor, gängade hål och precisionspassningar.
Bilaterala toleranser ger optimal flexibilitet för lackerade dimensioner. Istället för att specificera 25,0 ±0,1 mm, använd 24,925 +0,175/-0,025 mm för att ta hänsyn till förväntad lackeringstjocklek samtidigt som funktionella krav upprätthålls.
För högprecisionsresultat, Få en offert inom 24 timmar från Microns Hub.
Funktionell dimensionering separerar kritiska från icke-kritiska funktioner. Lagerdiametrar, passytor och monteringsreferenser kräver noggrann kontroll, medan estetiska ytor kan rymma standardlackeringsvariationer utan funktionell påverkan.
Statistisk toleransanalys blir väsentlig för monteringar som innehåller flera lackerade komponenter. Monte Carlo-simulering hjälper till att förutsäga monteringsframgång och identifiera kritiska toleransbidragare innan produktionen börjar.
Kvalitetskontroll och inspektionsmetoder
Mätning av lackeringstjocklek kräver icke-destruktiva tekniker som är lämpliga för produktionsmiljöer. Magnetiska och virvelströmsmätare ger ±2-5 % noggrannhet för de flesta applikationer, medan ultraljudsmetoder uppnår ±1-2 % precision på komplexa geometrier.
Destruktiv testning genom tvärsnittsanalys erbjuder definitiv tjockleksmätning och bedömning av lackeringskvalitet. Denna metod identifierar delaminering, porositet och vidhäftningsproblem som påverkar långsiktig dimensionsstabilitet.
Övervakning under processen under pulverapplikationen hjälper till att upprätthålla tjocklekskonsistens. Elektrostatisk spänning, pulverflödeshastighet och deljordning påverkar alla den slutliga tjockleken och bör registreras för varje produktionsparti.
Dimensionsinspektion efter härdning måste ta hänsyn till lackeringskrympning under polymerisation. Värmehärdande pulver krymper vanligtvis 2-5 % under härdning, vilket påverkar slutliga dimensioner och potentiellt skapar interna spänningar i tunnväggiga komponenter.
| Inspektionsmetod | Noggrannhet | Kostnad per test | Tid som krävs | Bästa användningsområde |
|---|---|---|---|---|
| Magnetisk dragkraft | ±5% | €0.20 | 10 sekunder | Järnhaltiga substrat |
| Virvelström | ±3% | €0.35 | 15 sekunder | Icke-järnmetaller |
| Ultraljud | ±2% | €0.50 | 30 sekunder | Komplexa geometrier |
| Tvärsnitt | ±1% | €15.00 | 45 minuter | Kvalitetsvalidering |
| Betaåterspredning | ±2% | €0.80 | 60 sekunder | Automatiserade system |
Processintegration med tillverkningsflöde
Framgångsrik pulverlackeringsintegration kräver samordning mellan design, tillverkning och efterbehandlingsoperationer. Våra tillverkningstjänster omfattar detta kompletta arbetsflöde för att säkerställa dimensionsnoggrannhet under hela produktionssekvensen.
Tillverkning före lackering måste ta hänsyn till lackeringstjockleken i alla bearbetade funktioner. CNC-programmering kräver offsetjusteringar som vanligtvis varierar från 0,050-0,150 mm beroende på förväntad lackeringstjocklek och funktionskritikalitet.
Fixturdesign påverkar lackeringsfördelningen och slutliga dimensioner. Kontaktpunkter skapar lackeringsskuggor, medan överdriven klämkraft kan deformera tunna sektioner under härdningscykeln. Fjäderbelastade fixturer bibehåller delpositionering samtidigt som de rymmer termisk expansion.
Svetsfogberedning blir kritisk eftersom lackeringstjockleksvariationer runt värmepåverkade zoner kan skapa spänningskoncentrationer och dimensionsinkonsekvenser. Eftersvetsning slipning till enhetlig ytprofil säkerställer enhetlig lackeringsapplikation.
Liknande formsprutningstjänster som kräver exakt temperatur- och tryckkontroll, kräver pulverlackering noggrann parameterhantering för att uppnå konsekventa resultat över produktionskörningar.
Kostnadsoptimering genom design
Lackeringsoptimerad design minskar både materialkostnader och dimensionsvariation samtidigt som funktionella krav upprätthålls. Enkla geometriska funktioner lackeras mer enhetligt än komplexa former, vilket minskar tjockleksvariation och förbättrar förutsägbarheten.
Delkonsolidering genom svetsning eller mekanisk montering före lackering eliminerar flera lackeringsoperationer och minskar dimensionsstapling. Konstruktion i ett stycke kostar vanligtvis 15-25 % mindre än att lackera enskilda komponenter separat.
Ytbehandlingskraven varierar avsevärt beroende på substratets tillstånd och lackeringsspecifikationen. Borttagning av valsskal lägger till 1,50-3,00 € per kvadratmeter men säkerställer konsekvent lackeringsvidhäftning och tjocklek. Kemisk rengöring kostar 0,80-1,20 € per kvadratmeter och passar de flesta kommersiella applikationer.
Återvinningspulversystem kan minska materialkostnaderna med 20-40 % samtidigt som lackeringskvaliteten bibehålls. Tjocklekskontrollen blir dock mer utmanande på grund av partikelstorleksförändringar under återvinningsprocessen, vilket kräver mer frekvent kalibrering och övervakning.
När du beställer från Microns Hub drar du nytta av direkta tillverkarrelationer som säkerställer överlägsen kvalitetskontroll och konkurrenskraftiga priser jämfört med marknadsplattformar. Vår tekniska expertis och personliga serviceinriktning innebär att varje projekt får den uppmärksamhet på detaljer som krävs för konsekventa pulverlackeringsresultat.
Avancerad lackeringsteknik och tjocklekskontroll
Elektrostatiska skivor och roterande klockapplikatorer ger överlägsen tjockleksjämnhet jämfört med konventionella sprutpistoler. Dessa system uppnår ±5-8 % tjockleksvariation över plana ytor och ±10-15 % på komplexa geometrier, vilket förbättrar dimensionsförutsägbarheten.
Pulsad laddningsteknik möjliggör exakt kontroll över pulveravsättningshastigheter och slutlig tjocklek. Kort pulslängd (0,1-0,5 sekunder) bygger tunna filmer gradvis, medan längre pulser (1-3 sekunder) uppnår maximal tjocklek effektivt.
Infraröda härdningssystem erbjuder förbättrad temperaturkontroll jämfört med konvektionsugnar, vilket minskar lackeringsflödet och uppnår mer konsekventa slutliga dimensioner. Nära-infraröda våglängder (0,7-1,4 μm) tränger igenom pulverfilmer effektivt samtidigt som substratuppvärmningen minimeras.
Plasmaförbehandling förbättrar lackeringsvidhäftningen på svåra substrat samtidigt som dimensionsnoggrannheten bibehålls. Lågtrycksplasmarengöring tar bort ytorena utan mekanisk nötning, vilket bevarar basmaterialdimensionerna före lackering.
Industrispecifika applikationer och krav
Bilkomponenter kräver lackeringstjockleksjämnhet inom ±10 mikron för korrekt passform och finish. Dörrhandtag, trimdetaljer och strukturkomponenter måste bibehålla dimensionsnoggrannhet samtidigt som de ger korrosionsskydd för 10+ års livslängd.
Flyg- och rymdtillämpningar kräver statistisk processkontroll med Cpk-värden som överstiger 1,33 för alla dimensionsegenskaper. Dokumentation av lackeringstjocklek blir en del av den permanenta dokumentationen, vilket kräver spårbarhet till enskilda pulverpartier och härdningscykler.
Komponenter för medicintekniska produkter specificerar ofta biokompatibla pulverformuleringar med kontrollerad tjocklek för FDA-överensstämmelse. Kirurgiska instrument kräver lackeringstjocklek under 50 mikron för att bibehålla skärpa och taktil återkoppling.
Elektronikkapslingar behöver exakt tjocklekskontroll runt kylventiler och kontaktöppningar. Överdriven lackeringsuppbyggnad kan begränsa luftflödet eller förhindra korrekt passning, medan otillräcklig täckning kompromissar med EMI-skärmningseffektiviteten.
Felsökning av vanliga tjockleksproblem
Apelsinskalstruktur indikerar överdriven lackeringstjocklek eller felaktiga härdningsförhållanden. Att minska pulverflödeshastigheten med 10-20 % eller öka härdningstemperaturen med 10-15 °C löser vanligtvis ytkvalitetsproblem samtidigt som adekvat skydd upprätthålls.
Tunna fläckar runt kanter och hörn beror på överdriven deljordning eller otillräcklig pulverladdning. Att justera elektrostatisk spänning från 60-90 kV förbättrar ofta täckningsjämnheten utan att påverka den totala tjockleken avsevärt.
Lackeringsrinningar och -säckar uppstår när filmtjockleken överskrider kritiska gränser före gelning. De flesta pulverformuleringar börjar flöda vid 80-120 mikron, vilket kräver temperaturrampkontroll för att förhindra defekter på vertikala ytor.
Delaminering mellan lackering och substrat indikerar kontaminering eller otillräcklig ytbehandling. Lösningsmedelsrengöring följt av mekanisk nötning återställer vanligtvis korrekt vidhäftning och lackeringsintegritet.
Vanliga frågor
Hur mycket ska jag minska håldiametrarna för att ta hänsyn till pulverlackeringstjockleken?
Minska håldiametrarna med dubbla den förväntade lackeringstjockleken. För 75-mikron lackering, öka borrstorleken med 0,15 mm. Ett 10,0 mm färdigt hål kräver en 10,15 mm borrad diameter före lackering för att uppnå korrekta slutliga dimensioner.
Kan pulverlackeringstjockleken kontrolleras till ±10 mikron konsekvent?
Ja, med korrekt utrustningskalibrering och processkontroll. Elektrostatiska skivapplikatorer kombinerat med automatisk pulverflödeskontroll kan upprätthålla ±10-15 mikron konsistens på plana ytor, även om komplexa geometrier kan visa ±20-25 mikron variation.
Ska gängade hål gängas före eller efter pulverlackering?
Gängskärning bör ske efter lackering för kritiska applikationer. Maskera gängor under lackering eller använd specialiserade lågtemperaturhärdande formuleringar som inte skadar gängskärverktyg. Gängning före lackering kräver överdimensionerade tappborrar och riskerar gängskador under lackeringsborttagning.
Vilken toleransgrad ska jag specificera för pulverlackerade plåtdelar?
Använd IT12 eller IT13 toleransgrader för icke-kritiska dimensioner på lackerade delar, dra åt till IT9 eller IT10 för funktionella ytor med bearbetning efter lackering. Standard ISO 2768-m allmänna toleranser blir otillräckliga för precisionsmonteringar som involverar pulverlackerade komponenter.
Hur påverkar lackeringstjockleken delens vikt och balans?
Lackereringen lägger till cirka 0,1-0,4 g per kvadratmeter per mikron tjocklek. En 1000 cm² del med 100-mikron lackering ökar 1-4 gram, vilket potentiellt påverkar dynamisk balans i roterande komponenter eller precisionsmekanismer.
Kan jag specificera olika lackeringstjocklekar på samma del?
Selektiv maskering tillåter tjockleksvariation men ökar kostnaden med 2-5 € per maskerad funktion. Alternativt kan du specificera bearbetning efter lackering för kritiska dimensioner samtidigt som du accepterar standardtjocklek på icke-funktionella ytor.
Vad händer med lackeringstjockleken vid svetssömmar och värmepåverkade zoner?
Svetsområden får vanligtvis 80-120 % av nominell tjocklek på grund av ytråhet och geometriska effekter. Värmepåverkade zoner kan visa minskad vidhäftning, vilket kräver mekanisk ytbehandling före lackering för konsekventa resultat.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece