Utforma Släppningsvinklar för Metallgjutgods: En Praktisk Guide för Ingenjörer
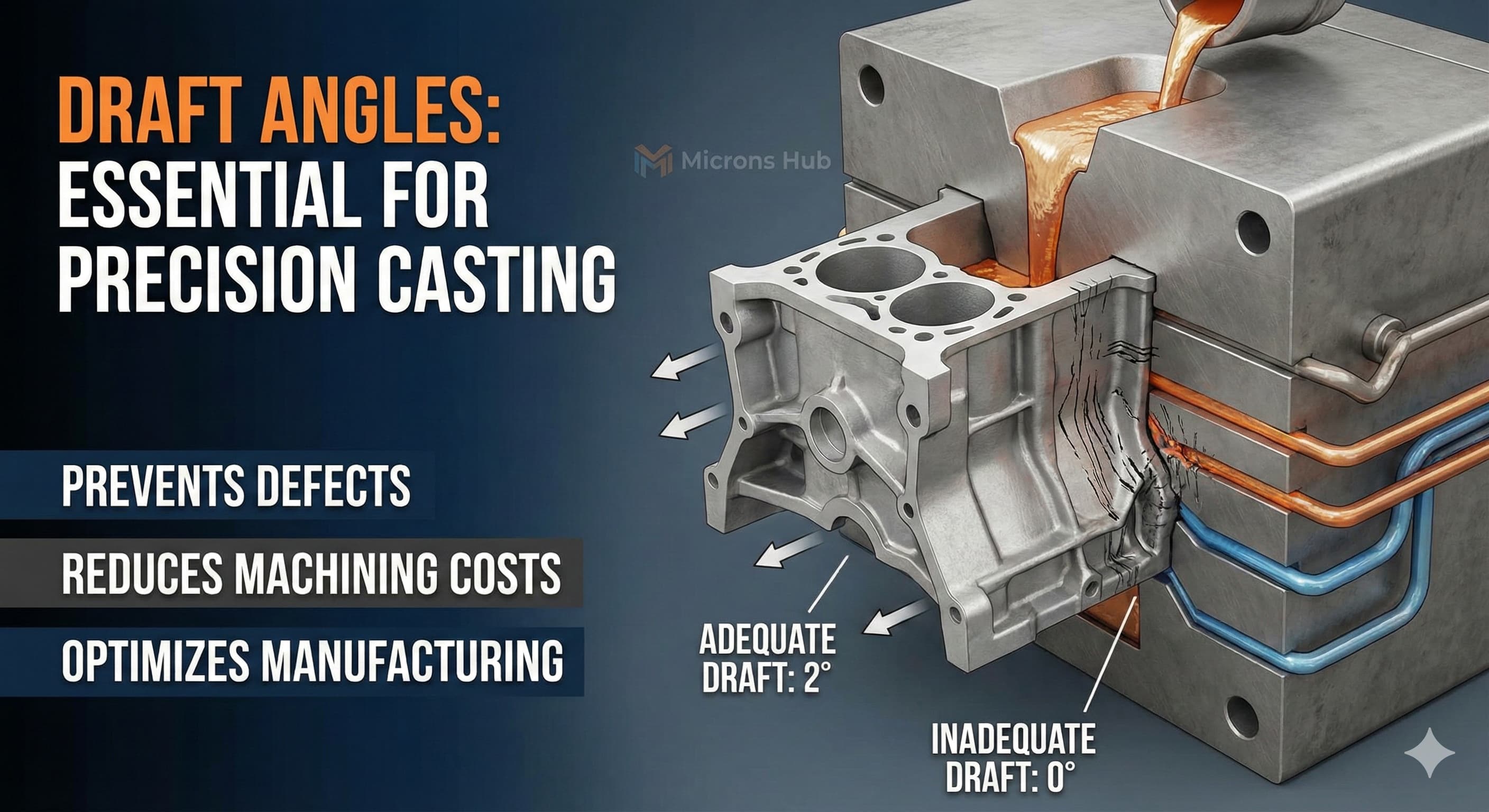
Släppningsvinklar förbises ofta under designfasen, men otillräckliga släppningsspecifikationer orsakar upp till 40 % av gjutdefekterna i precisionsmetallkomponenter. Skillnaden mellan en del som släpper rent från formen och en som kräver dyra sekundära operationer ligger i att förstå det komplexa förhållandet mellan materialegenskaper, geometri och tillverkningsbegränsningar.
Viktiga Slutsatser
- Släppningsvinklar varierar vanligtvis från 0,5° till 3° beroende på gjutprocess, där pressgjutning kräver minimala vinklar (0,5-1°) medan sandgjutning behöver 1-3°
- Interna funktioner kräver 25-50 % brantare släppningsvinklar än externa ytor på grund av krympningskrafter under kylning
- Korrekt utformning av släppningsvinklar kan minska bearbetningskostnaderna med 30-60 % genom att eliminera sekundära operationer på icke-kritiska ytor
- Materialvalet påverkar direkt släppningskraven, där aluminiumlegeringar tillåter snävare vinklar än stål- eller järngjutgods
Förståelse för Grunderna i Släppningsvinklar
Släppningsvinklar fungerar som den primära mekanismen för framgångsrik utstötning av delar från gjutformar. Utan tillräcklig släppning krymper den kylande metallen fast på formytorna, vilket skapar störningar som förhindrar ren separation. Detta grundläggande krympningsbeteende varierar avsevärt mellan olika legeringssystem och kräver exakt beräkning för optimala resultat.
Fysiken bakom släppningskraven kretsar kring termiska kontraktionstal. Aluminiumlegeringar som A356-T6 uppvisar linjära krympningshastigheter på cirka 1,3 %, medan segjärn (ASTM A536) drar ihop sig med 1,0 %. Dessa skillnader översätts direkt till varierande krav på släppningsvinklar, där aluminiumgjutgods ofta kan rymma brantare vinklar på grund av lägre krympningskrafter.
Tillverkningstoleranser spelar en avgörande roll för specifikationen av släppningsvinklar. Standardpraxis följer ISO 2768-m toleranser för gjutgods med medelhög precision, vilket vanligtvis tillåter ±0,5° variation i släppningsvinklar. Applikationer med hög precision kan dock kräva snävare kontroll vid ±0,2°, vilket kräver mer sofistikerade verktyg och processkontrollåtgärder.
Processpecifika Krav på Släppningsvinklar
Pressgjutning representerar den mest krävande applikationen för optimering av släppningsvinklar. Högtrycksinjektionsprocessen och snabba kylcykler skapar unika utmaningar som kräver specifika designöverväganden. Typiska släppningsvinklar för pressgjutning varierar från 0,5° till 1,5°, där den nedre änden är reserverad för externa ytor och enkla geometrier.
Sandgjutningsprocesser tillåter mer generösa släppningsvinklar på grund av sandformarnas förlåtande natur. Externa ytor kräver vanligtvis 1° till 2° släppning, medan interna funktioner behöver 1,5° till 3°. Sandblandningens tryckhållfasthet påverkar direkt dessa krav, där formar med högre hållfasthet tillåter reducerade släppningsvinklar.
Investeringsgjutning erbjuder de snävaste toleranserna men kräver noggrann övervägande av släppning för borttagning av vaxmönster. Släppningsvinklar på 0,25° till 1° är vanliga, där den keramiska skalprocessen möjliggör produktion nära slutform. Denna precision kommer med en kostnadspremie på 20-40 % jämfört med konventionella sandgjutningsmetoder.
| Gjutningsprocess | Extern släppningsvinkel (°) | Intern släppningsvinkel (°) | Typisk tolerans (±°) | Relativ kostnad |
|---|---|---|---|---|
| Pressgjutning | 0.5-1.5 | 0.75-2.0 | 0.2 | Hög |
| Sandgjutning | 1.0-2.0 | 1.5-3.0 | 0.5 | Låg |
| Precisionsgjutning | 0.25-1.0 | 0.5-1.5 | 0.2 | Mycket hög |
| Kokillgjutning | 0.75-1.5 | 1.0-2.5 | 0.3 | Medium |
Materialspecifika Släppningsöverväganden
Aluminiumlegeringar dominerar precisionsgjutningsapplikationer på grund av deras gynnsamma krympningsegenskaper och utmärkta bearbetbarhet. A356-T6, den vanligaste legeringen för flyg- och rymdgjutning, tillåter släppningsvinklar så låga som 0,5° för enkla geometrier. T6-värmebehandlingen ger dimensionsstabilitet som bibehåller släppningsvinkelns integritet under hela den termiska cyklingsprocessen.
Stålgjutgods utgör större utmaningar på grund av högre krympningskrafter och ökad formvidhäftning. Kolstålkvaliteter som ASTM A216 WCB kräver minsta släppningsvinklar på 1,5° för externa ytor, vilket ökar till 2,5° för interna funktioner. Den högre smälttemperaturen och termiska expansionskoefficienten bidrar till dessa ökade krav.
Gjutjärnsapplikationer, särskilt segjärn som överensstämmer med ASTM A536, uppvisar måttliga släppningskrav mellan aluminium och stål. Segjärn av kvalitet 65-45-12 kräver vanligtvis 1° till 2° släppning på externa ytor, med interna funktioner som behöver 1,5° till 2,5°. Grafitstrukturen ger viss smörjning under utstötning, vilket minskar vidhäftningskrafterna jämfört med stål.
| Material | Krympningshastighet (%) | Min. extern släppningsvinkel (°) | Min. intern släppningsvinkel (°) | Bearbetbarhetsklassificering |
|---|---|---|---|---|
| A356-T6 Aluminium | 1.3 | 0.5 | 0.75 | Utmärkt |
| A380 Aluminium | 1.2 | 0.5 | 0.75 | Bra |
| ASTM A216 WCB Stål | 2.1 | 1.5 | 2.5 | Acceptabel |
| A536 Segjärn | 1.0 | 1.0 | 1.5 | Bra |
Geometrisk Komplexitet och Släppningsoptimering
Komplexa geometrier kräver sofistikerade strategier för släppningsvinklar som tar hänsyn till varierande väggtjocklekar, underskärningar och övergångszoner. Djupa håligheter utgör särskilda utmaningar, eftersom den ökade ytkontaktarean förstärker utstötningskrafterna. En allmän regel tillämpar en ökning med 0,1° i släppningsvinkel för varje 25 mm hålighetsdjup utöver de initiala 50 mm.
Ribb- och bossfunktioner kräver noggrann övervägande av släppning för att förhindra spänningskoncentration under utstötning. Ribbor bör bibehålla konsekventa släppningsvinklar med de primära ytorna, medan bossar kräver oberoende släppningsanalys. Skärningszonerna mellan funktioner blir ofta kritiska områden där otillräcklig släppning leder till rivning eller nötning under borttagning av delen.
Flerriktade delningslinjer komplicerar implementeringen av släppningsvinklar avsevärt. Varje delningsyta kräver oberoende övervägande av släppning, vilket ofta resulterar i kompromisslösningar som balanserar tillverkbarhet med funktionella krav. Avancerade CAD-system innehåller nu verktyg för släppningsanalys som visualiserar potentiella utstötningskonflikter före verktygstillverkning.
Ytfinishpåverkan på Släppningskrav
Ytfinishspecifikationer påverkar direkt kraven på släppningsvinklar genom deras effekt på vidhäftningen mellan form och del. Ra-värden under 3,2 μm ökar ytkontaktarean, vilket kräver brantare släppningsvinklar för att övervinna vidhäftningskrafterna. Omvänt kan kontrollerade grovhetsmönster minska släppningskraven genom att minimera kontaktytan.
Texturerade ytor utgör unika utmaningar för beräkning av släppningsvinklar. Läderkornstexturer, som vanligtvis specificeras för estetiska applikationer, kan öka de effektiva släppningskraven med 0,25° till 0,5° beroende på texturdjup. Riktningen för texturappliceringen i förhållande till släppningsriktningen blir kritisk för framgångsrik utstötning av delen.
För resultat med hög precision, Få en detaljerad offert inom 24 timmar från Microns Hub.
EDM-ytfinishar (Electrical Discharge Machining), samtidigt som de ger utmärkt dimensionsnoggrannhet, skapar mikrotexturer som kan öka vidhäftningskrafterna. Delar som kräver EDM-finish behöver ofta 0,2° till 0,3° ytterligare släppningsvinkel för att kompensera för den ökade ytinteraktionen. Detta övervägande blir särskilt viktigt för precisionsverktygstillämpningar där ytin integritet är av största vikt.
Ekonomisk Optimering Genom Släppningsdesign
Optimering av släppningsvinklar påverkar direkt tillverkningskostnaderna genom dess effekt på sekundära bearbetningskrav. Delar som är utformade med tillräcklig släppning kan ofta eliminera bearbetningsoperationer på icke-kritiska ytor, vilket minskar de totala produktionskostnaderna med 30-60 %. Denna kostnadsminskning blir mer betydande när produktionsvolymerna ökar.
Verktygskostnaderna korrelerar starkt med komplexiteten i släppningsvinkeln. Enkla, enhetliga släppningsvinklar minimerar verktygskomplexiteten och minskar tillverkningstiden. Komplexa släppningskrav kan öka verktygskostnaderna med 25-40 % på grund av den extra bearbetningstiden som krävs för formhåligheter. Avvägningen mellan delfunktionalitet och tillverkningskostnad kräver noggrann analys under designfasen.
Sekundära operationer som CNC-bearbetning efter gjutning blir nödvändiga när släppningsvinklar inte kan ge den erforderliga ytfinishen eller dimensionsnoggrannheten. Strategisk placering av dessa bearbetade ytor, kombinerat med optimerade släppningsvinklar på återstående ytor, ger det mest ekonomiska tillvägagångssättet för tillverkning.
När du beställer från Microns Hub drar du nytta av direkta tillverkarrelationer som säkerställer överlägsen kvalitetskontroll och konkurrenskraftiga priser jämfört med marknadsplattformar. Vår tekniska expertis och personliga serviceinriktning innebär att varje projekt får den uppmärksamhet på detaljer det förtjänar, med optimering av släppningsvinklar inkluderad i vår omfattande designgranskningsprocess.
Avancerade Tekniker för Släppningsvinklar
Variabla släppningsvinklar representerar en avancerad teknik för att optimera komplexa geometrier. Detta tillvägagångssätt tillämpar olika släppningsvinklar på olika sektioner av samma funktion baserat på lokala geometrikrav. Djupa fickor kan börja med 0,5° släppning vid delningslinjen och öka till 2° vid maximalt djup för att underlätta utstötning.
Sammansatta släppningsvinklar kombinerar linjär släppning med krökta övergångar för att rymma komplexa ytageometrier. Fordonsapplikationer använder ofta denna teknik för estetiska komponenter där raka släppningslinjer skulle vara visuellt stötande. Beräkningskomplexiteten ökar avsevärt, vilket kräver specialiserade CAD-verktyg för noggrann implementering.
Split-line släppningshantering blir kritisk i verktyg med flera håligheter där enskilda håligheter kan ha olika släppningskrav. Att balansera släppningsvinklarna över flera håligheter samtidigt som enhetlig delkvalitet bibehålls kräver sofistikerad processkontroll och verktygsdesign. Denna komplexitet motiverar ofta den ytterligare tekniska investeringen för högvolymproduktion.
Kvalitetskontroll och Släppningsverifiering
Släppningsvinkelverifiering kräver specialiserade mättekniker utöver konventionell dimensionsinspektion. Koordinatmätmaskiner (CMM) utrustade med roterande bord ger den mest exakta släppningsvinkelmätningen, som vanligtvis uppnår ±0,05° noggrannhet när de är korrekt kalibrerade. Denna precision blir avgörande för högvolymproduktion där små variationer kan ackumuleras till betydande kvalitetsproblem.
Optiska mätsystem erbjuder snabb släppningsvinkelverifiering för produktionsmiljöer. Dessa kontaktlösa system kan mäta släppningsvinklar över hela delytor, vilket identifierar variationer som kan indikera verktygsslitage eller processdrift. Implementering av sådana system minskar vanligtvis inspektionstiden med 40-60 % jämfört med traditionella kontaktmetoder.
Statistisk processkontroll (SPC) som tillämpas på släppningsvinkelmätningar ger tidig varning om verktygsnedbrytning. Att spåra släppningsvinkelvariationer över tid avslöjar mönster som förutsäger när verktygsunderhåll eller byte blir nödvändigt. Detta proaktiva tillvägagångssätt kan förhindra kvalitetsproblem och minska skrothastigheterna avsevärt.
För applikationer som kräver läckagetäta enheter fungerar korrekta släppningsvinklar i samverkan med vakuumimpregneringsprocesser för att säkerställa optimal tätningsprestanda. Ytintegriteten som uppnås genom korrekt släppningsdesign förbättrar effektiviteten hos efterföljande tätningsoperationer.
Integration med Modern Tillverkning
Digitala tillverkningsarbetsflöden innehåller nu optimering av släppningsvinklar som en automatiserad designkontroll. AI-drivna designsystem kan analysera komplexa geometrier och rekommendera optimala släppningsvinklar baserat på materialval, gjutprocess och kvalitetskrav. Dessa system minskar designtiden samtidigt som de förbättrar förutsägelserna om tillverkbarhet.
Additiv tillverkning av gjutmönster möjliggör mer komplexa implementeringar av släppningsvinklar som skulle vara svåra eller omöjliga med traditionella mönstertillverkningstekniker. 3D-printade mönster kan innehålla variabla släppningsvinklar och komplexa geometrier samtidigt som dimensionsnoggrannheten bibehålls. Denna kapacitet öppnar nya möjligheter för att optimera deldesign utan traditionella tillverkningsbegränsningar.
Integrationen av gjutprocesser med kompletterande tillverkningsmetoder som plåtbearbetningstjänster kräver noggrann övervägande av släppningsvinklar i hybridmonteringar. Komponenter som ska svetsas eller sammanfogas med gjutna delar behöver kompatibla släppningsvinklar för att säkerställa korrekt passform och finish i den slutliga monteringen.
Industry 4.0-implementeringar spårar släppningsvinkelns prestanda över hela produktens livscykel, från design till produktion och fältservice. Denna omfattande datainsamling möjliggör kontinuerlig förbättring av släppningsvinkelspecifikationer och tillverkningsprocesser. Den resulterande optimeringen kan förbättra delkvaliteten samtidigt som tillverkningskostnaderna minskar över våra tillverkningstjänster.
Vanliga Frågor
Vad är den minsta släppningsvinkeln för pressgjutgods av aluminium?
Pressgjutgods av aluminium kräver vanligtvis minsta släppningsvinklar på 0,5° för externa ytor och 0,75° för interna funktioner. Dessa värden gäller för standard A380- och A356-legeringar med väggtjocklekar över 2 mm. Tunnare väggar eller komplexa geometrier kan kräva ökade släppningsvinklar upp till 1,5°.
Hur påverkar ytfinishen kraven på släppningsvinklar?
Ytfinishen påverkar direkt släppningskraven genom vidhäftningen mellan form och del. Slätare ytor (Ra< 3,2 μm) ökar kontaktytan och kräver brantare släppningsvinklar, vilket vanligtvis lägger till 0,2-0,3° till standardkraven. Texturerade ytor kan behöva ytterligare 0,25-0,5° beroende på texturdjup och riktning.
Kan släppningsvinklar elimineras helt genom bearbetning efter gjutning?
Även om bearbetning kan eliminera behovet av släppningsvinklar på färdiga ytor, kräver gjutprocessen fortfarande släppning för framgångsrik formsläppning. Strategisk design placerar bearbetade ytor på kritiska dimensioner samtidigt som tillräcklig släppning bibehålls på återstående ytor för kostnadseffektiv produktion.
Vilka släppningsvinklar krävs för investeringsgjutningsprocesser?
Investeringsgjutning tillåter de minsta släppningsvinklarna, vanligtvis 0,25-1,0° för externa ytor och 0,5-1,5° för interna funktioner. Den keramiska skalprocessen och borttagningen av vaxmönster möjliggör dessa snäva toleranser, vilket gör investeringsgjutning idealisk för applikationer nära slutform.
Hur beräknar jag släppningsvinklar för djupa håligheter och fickor?
Djupa håligheter kräver ökade släppningsvinklar för att övervinna högre utstötningskrafter. Tillämpa en ökning med 0,1° för varje 25 mm djup utöver de initiala 50 mm. Till exempel skulle en 100 mm djup ficka kräva ytterligare 0,2° utöver standard släppningsvinkel för den gjutprocessen.
Kräver olika aluminiumlegeringar olika släppningsvinklar?
Ja, aluminiumlegeringens sammansättning påverkar släppningskraven genom varierande krympningshastigheter och vidhäftningsegenskaper i formen. A356-T6 tillåter minsta vinklar på grund av utmärkt dimensionsstabilitet, medan legeringar med högre kiselhalt kan kräva något ökade släppningsvinklar på grund av olika krympningsbeteenden.
Vad händer om släppningsvinklarna är otillräckliga under produktionen?
Otillräckliga släppningsvinklar orsakar gjutdefekter inklusive ytslitning, dimensionsförvrängning, ökade cykeltider och för tidigt verktygsslitage. I svåra fall kan delar vara omöjliga att ta bort från formar utan skador, vilket resulterar i 100 % skrothastigheter tills verktygsmodifieringar är slutförda.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece