Vakuumimpregnering: Tätning av läckagevägar i hydrauliska gjutgods
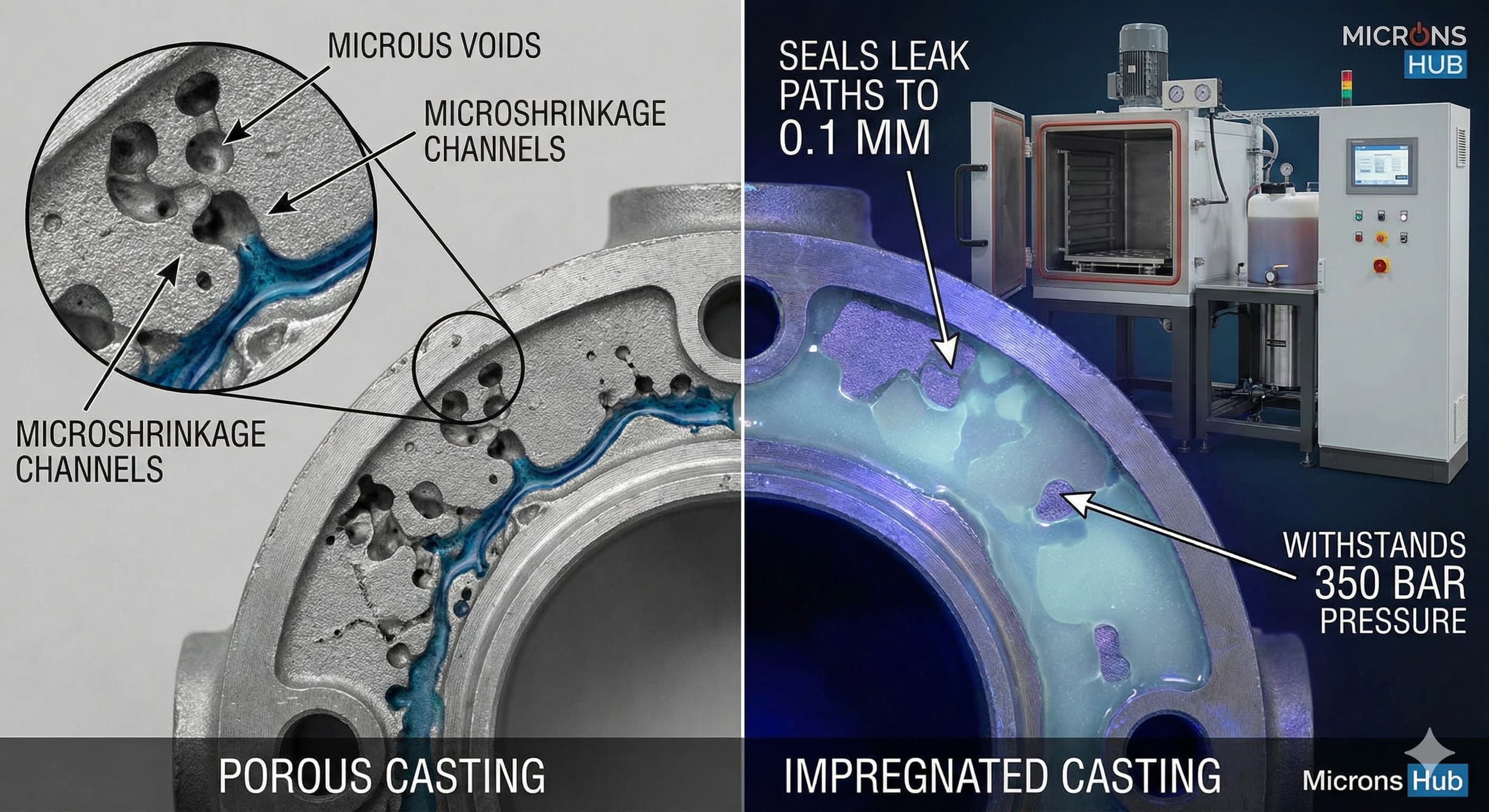
Porositet i hydrauliska gjutgods representerar ett av de mest kritiska felen i högtryckstillämpningar. När sammankopplad mikrokrympning skapar läckagevägar genom gjutgodsets väggar, resulterar det i katastrofala systemfel, miljöföroreningar och betydande stilleståndskostnader. Vakuumimpregnering har framstått som den definitiva lösningen för att täta dessa mikroskopiska defekter, vilket omvandlar potentiellt skrotade komponenter till trycktäta enheter som kan motstå driftstryck över 350 bar.
Denna omfattande tekniska analys undersöker vakuumimpregneringsprocessen från både metallurgiska och praktiska perspektiv, vilket ger tillverkningsingenjörer den detaljerade kunskap som krävs för att implementera framgångsrika läckagetätningsprotokoll.
Viktiga slutsatser
- Vakuumimpregnering kan täta porositet ner till 0,1 mm diameter, vilket uppnår läckagehastigheter under 10⁻⁶ mbar·l/s som specificeras i ISO 3530
- Korrekt ytbehandling och avlägsnande av föroreningar är avgörande – även 0,05 mm bearbetningsvätskor kan förhindra fullständig hartsinträngning
- Moderna anaeroba hartser härdar inuti sammankopplade porer medan de förblir flytande i luftutsatta områden, vilket möjliggör selektiv tätning
- Kostnadsanalys visar att vakuumimpregnering återvinner 85-95% av annars kasserade hydrauliska gjutgods till 15-25% av ersättningskostnaden
Förstå Porositetsbildning i Hydrauliska Gjutgods
Hydrauliska gjutgods upplever porositet genom flera mekanismer under stelningsprocessen. Den primära bidragsgivaren är mikrokrympning, som uppstår när metallstelning skapar volymetrisk kontraktion utan adekvat tillförsel från stigare eller inlopp. Detta fenomen är särskilt uttalat i aluminiumlegeringar som A356-T6 och A380, där stelningskrympningen närmar sig 6,5% i volym.
Gasporositet utgör den andra stora utmaningen, som bildas när löst väte fälls ut under kylning. Aluminiums vätelöslighet sjunker dramatiskt från 0,69 cm³/100g i flytande tillstånd till bara 0,036 cm³/100g i fast form. Denna övermättnad skapar sfäriska porer som sträcker sig från 0,1 mm till flera millimeter i diameter.
Den kritiska skillnaden för hydrauliska applikationer ligger i porositetens sammankoppling. Isolerade porer utgör minimal risk, men sammankopplade nätverk skapar kontinuerliga läckagevägar genom gjutgodsets väggar. Dessa mikroskopiska kanaler, ofta osynliga för standard visuell inspektion, tillåter hydraulvätskemigration under tryck, vilket leder till externt läckage och systemförorening.
| Porositetstyp | Typiskt storleksintervall | Formationsmekanism | Hydraulisk risknivå |
|---|---|---|---|
| Mikroskrympning | 0.05-0.5 mm | Stelningskontraktion | Hög - sammankopplad |
| Gasporositet (H₂) | 0.1-2.0 mm | Väteutfällning | Medium - vanligtvis isolerad |
| Oxidinklusioner | 0.02-0.2 mm | Infångande av ytlig oxidation | Hög - skapar läckageinitieringspunkter |
| Kallskarvar | 0.1-1.0 mm bredd | Ofullständig metallsammansmältning | Mycket hög - linjära läckagevägar |
Moderna pressgjutningsprocesser har avsevärt minskat förekomsten av porositet, särskilt med zinkpressgjutning som erbjuder överlägsna densitetsegenskaper jämfört med aluminiumalternativ. Komplexa geometrier och tjocka sektioner i hydrauliska komponenter utgör dock fortfarande stelningsutmaningar som kräver efterbehandling.
Grunderna i Vakuumimpregneringsprocessen
Vakuumimpregnering fungerar enligt principen om differentiellt tryck för att tvinga in lågviskösa hartser i mikroskopisk porositet. Processen börjar med att placera rengjorda gjutgods i en vakuumkammare, som vanligtvis uppnår tryck under 1 mbar (100 Pa). Denna vakuumextraktion avlägsnar luft från sammankopplade porer, vilket skapar drivkraften för efterföljande hartsinträngning.
Valet av harts visar sig vara kritiskt för hydrauliska applikationer. Moderna anaeroba hartser, specifikt metakrylatbaserade formuleringar, härdar endast i frånvaro av syre medan de förblir flytande i luftutsatta områden. Denna selektiva härdning säkerställer fullständig portätning utan ytförorening som kan störa efterföljande bearbetnings- eller beläggningsoperationer.
Kritiska Processparametrar
Vakuum nivå representerar den primära kontrollparametern, som direkt påverkar penetrationsdjup och fullständighet. Optimala resultat kräver absoluta tryck under 1 mbar, bibehållna under tillräcklig tid för att uppnå fullständig luft evakuering. Evakueringstiden beror på delgeometri och porositet volym, vanligtvis från 15-45 minuter för hydrauliska gjutgods.
Temperaturkontroll under impregnering påverkar både harts viskositet och penetrations egenskaper. De flesta anaeroba hartser uppnår optimala flödes egenskaper vid 60-80 ° C, vilket minskar viskositeten med cirka 40% jämfört med rums temperatur drift. För hög temperatur accelererar dock härdningens initiering, vilket potentiellt blockerar smala por kanaler före fullständig penetration.
Tryck skillnaden under harts introduktion använder vanligt vis atmosfäriskt tryck mot det bibehållna vakuumet. Vissa avancerade system använder positivt tryck upp till 6 bar för att förbättra penetrationen i extremt fin porositet, men detta kräver noggrann kontroll för att förhindra gjutgods förvrängning i tunn väggiga sektioner.
Materialval och Kompatibilitet
Harts kemi valet måste beakta både bas gjutgods legeringen och den avsedda hydrauliska vätske kompatibiliteten. För aluminium gjutgods ger metakrylatbaserade hartser utmärkt vidhäftning och kemisk resistens. Dessa formuleringar uppnår vanligt vis drag hållfasthet som överstiger 25 MPa efter fullständig härdning, med Shore D-hårdhets värden mellan 75-85.
Hydraulisk vätske kompatibilitets testning följer ASTM D471-protokoll, utvärderar volym svällning och egendoms retention efter långvarig exponering. Moderna anaeroba hartser visar utmärkt kompatibilitet med mineralbaserade hydrauloljor, vilket visar mindre än 3% volym förändring efter 1000 timmar vid 100 ° C. Syntetisk vätske kompatibilitet varierar avsevärt med vätske kemi, vilket kräver specifik validering för varje applikation.
| Hartstyp | Härdningstid (25°C) | Temperaturområde | Kompatibilitet med hydraulvätska | Kostnad per liter |
|---|---|---|---|---|
| Anaerob metakrylat | 2-4 timmar | -55°C till +150°C | Utmärkt med mineraloljor | €125-180 |
| Modifierad polyuretan | 6-8 timmar | -40°C till +120°C | Bra med de flesta vätskor | €95-140 |
| Epoxibaserad | 12-24 timmar | -30°C till +130°C | Godkänd - kräver testning | €80-120 |
| Silikonmodifierad | 4-6 timmar | -65°C till +180°C | Utmärkt flexibilitet | €160-220 |
Det härdade hartset måste upprätthålla integriteten under hydraulisk tryck cykling. Test protokoll inkluderar tryck cykling från 0 till maximalt driftstryck under minst 100 000 cykler, med läckage detektering utförd med jämna mellanrum. Framgångsrik impregnering tål vanligt vis tryck 1,5 gånger det maximala driftstrycket utan detekterbart läckage.
Ytbehandlingskrav
Yt renhet påverkar direkt impregnerings effektiviteten, med även mikroskopisk kontaminering som förhindrar fullständig harts penetration. Bearbetnings vätskor, särskilt vattenbaserade kylmedel, skapar den mest betydande barriären för harts flödet. Fullständig borttagning kräver rengörings protokoll i flera steg som kombinerar lösnings medel avfettning med alkalisk rengöring.
Den rekommenderade rengörings sekvensen börjar med ång avfettning med trikloretylen eller moderna kolväte alternativ, följt av alkalisk rengöring vid 80-90 ° C under 10-15 minuter. Slutlig sköljning med avjoniserat vatten förhindrar mineral avlagringar som kan blockera fin porositet. Fullständig torkning vid 120 ° C under minst 30 minuter säkerställer fukt eliminering som kan störa anaeroba härdnings mekanismer.
För hög precision resultat, Skicka in ditt projekt för en 24-timmars offert från Microns Hub.
Kvalitetskontroll och Testprotokoll
Läckage test verifiering följer fastställda protokoll som beskrivs i ISO 3530 för hydrauliska komponenter. Den mest känsliga metoden använder helium masspektrometri, som kan detektera läckage hastigheter under 10⁻⁸ mbar · l/s. Praktisk produktions testning använder dock ofta tryck förfalls metoder med läckage detekterings känslighet som är lämplig för applikations kraven.
Läckage testning före impregnering fastställer bas linje porositet svårighets grad, vanligt vis utförd vid 1,5 gånger driftstrycket med mät varaktighet på 15-30 minuter beroende på komponent volym. Avvisnings kriterier varierar beroende på applikation, men hydrauliska komponenter kräver i allmänhet läckage hastigheter under 10⁻⁴ mbar · l/s för impregnerings övervägande.
Verifiering efter impregnering måste redovisa harts härdnings progression. Initial testning omedelbart efter bearbetning kan visa artificiellt låga läckage hastigheter på grund av ohärdad harts rörlighet. Standard protokoll kräver minst 24 timmars härdnings tid före slutlig läckage testning, med vissa specifikationer som sträcker sig till 72 timmar för kritiska applikationer.
Processövervakning och Kontroll
Vakuum nivå övervakning under hela evakuerings cykeln ger insikt i porositet volym och sammankoppling. Snabb tryck ökning när vakuum isolering inträffar indikerar betydande intern porositet, medan gradvis ökning tyder på minimala eller dåligt anslutna defekter. Denna information vägleder evakuerings tids optimering och hjälper till att förutsäga impregnerings framgångs sannolikhet.
Harts penetrations övervakning använder flera tekniker beroende på komponent geometri och tillgänglighet. Fluorescerande färg tillsats möjliggör visuell verifiering under UV-belysning, särskilt användbart för komplexa interna passager. Vikt ökning mätning ger kvantitativ bedömning av harts upptag, med typiska värden som sträcker sig från 0,1-2,0% av komponent vikten beroende på porositet svårighets grad.
| Porositetens svårighetsgrad | Vakuumevakueringstid | Förväntad viktökning | Framgångsfrekvens | Typiska applikationer |
|---|---|---|---|---|
| Lätt (spridda porer) | 15-20 minuter | 0.1-0.3% | 95-98% | Standard hydraulblock |
| Måttlig (viss sammankoppling) | 25-35 minuter | 0.4-0.8% | 90-95% | Komplexa ventilhus |
| Svår (omfattande nätverk) | 40-60 minuter | 0.9-2.0% | 80-90% | Pumphus med tjock sektion |
| Kritiskt (genomgående) | 45-75 minuter | 1.5-3.0% | 70-85% | Cylinderhuvuden, grenrör |
Ekonomisk Analys och Kostnads Motivering
Vakuum impregnerings ekonomi beror på flera faktorer, inklusive gjutgods ersättnings kostnad, skrot hastighets minskning och bearbetnings genom strömnings krav. För typiska hydrauliska ventil hus med tillverknings kostnader mellan €45-85, lägger impregnerings bearbetning till cirka €8-15 per komponent, vilket motsvarar 15-25% av den totala tillverknings kostnaden.
Kostnads uppdelningen inkluderar harts förbrukning (vanligt vis €2-4 per komponent), bearbetnings arbete, utrustnings amortering och kvalitets verifierings testning. Storskaliga operationer uppnår stordrifts fördelar genom batch bearbetning, vilket minskar kostnaderna per komponent till €5-8 för standard hydrauliska gjutgods.
Avkastnings beräkningar måste beakta alternativet komponent avvisning och om tillverkning. Med typiska avvisnings frekvenser för komplexa hydrauliska gjutgods som sträcker sig från 3-8% på grund av porositet relaterat läckage, kan impregnering återvinna 85-95% av annars skrotade komponenter. Denna återvinnings frekvens leder till betydande kostnads besparingar, särskilt för komplexa geometrier som kräver omfattande bearbetning.
Överväganden för Processintegration
Optimering av tillverknings sekvensen kräver noggrann integrering av vakuum impregnering inom befintliga produktions arbets flöden. Den idealiska tidpunkten placerar impregnering efter grov bearbetning men före slutliga operationer, vilket möjliggör verifiering av tätnings effektivitet samtidigt som omarbetnings kostnaderna minimeras om behandlingen misslyckas.
Värme behandlings kompatibilitet presenterar viktiga överväganden för aluminium gjutgods som kräver T6-tempererings förhållanden. Standard åldrings behandlingar vid 155 ° C överskrider de flesta anaeroba harts temperatur gränser, vilket kräver antingen harts val för hög temperatur kapacitet eller process sekvens modifiering för att utföra impregnering efter värme behandlings slutförande.
När du integrerar vakuum impregnering med våra tillverkningstjänster, säkerställer noggrann samordning optimala resultat samtidigt som produktions effektiviteten och kostnads effektiviteten bibehålls.
Avancerade Applikationer och Särskilda Överväganden
Högtrycks hydrauliska applikationer som överstiger 280 bar kräver förbättrade impregnerings protokoll och specialiserade harts formuleringar. Dessa applikationer använder ofta flera impregnerings cykler med successivt lägre viskositet hartser för att säkerställa fullständig penetration av extremt fina porositet nätverk.
Hydrauliska komponenter för flyg och rymd som arbetar vid tryck upp till 350 bar kräver ytterligare kvalificerings testning inklusive vibrations motstånd, temperatur cykling och utökad tryck cyklings validering. Test protokollen följer flyg-och rymd standarder som AS9100, vilket kräver omfattande dokumentation och spårbarhet under hela impregnerings processen.
Miljöhänsyn påverkar alltmer harts val och bearbetnings protokoll. Vattenbaserade anaeroba formuleringar minskar utsläppen av flyktiga organiska föreningar samtidigt som de bibehåller prestanda egenskaper som är lämpliga för de flesta hydrauliska applikationer. Dessa miljövänliga alternativ lägger vanligt vis till 10-15% till bearbetnings kostnaderna men eliminerar lösnings medels återvinning och bortskaffande kostnader.
Specialiserade Geometrier och Komplexa Komponenter
Interna passager och komplexa hydrauliska grenrör presenterar unika utmaningar för vakuum impregnerings effektivitet. Dessa geometrier kräver ofta utökade evakuerings tider och specialiserade fixturer för att säkerställa fullständig luft borttagning från återvänds gränd passager och komplexa kanal nätverk.
Tunn väggiga sektioner kräver noggrann tryck kontroll under impregnering för att förhindra förvrängning. Komponenter med vägg tjocklekar under 3 mm begränsar vanligt vis positiv tryck applikation till 2 bar maximalt, vilket förlänger bearbetnings tiden men förhindrar dimensions ändringar som kan påverka kritiska passforms förhållanden.
När du beställer från Microns Hub drar du nytta av direkta tillverkar relationer som säkerställer överlägsen kvalitets kontroll och konkurrenskraftiga priser jämfört med marknads plats plattformar. Vår tekniska expertis inom vakuum impregnerings processer innebär att varje hydraulisk gjutgods får den uppmärksamhet på detaljer som krävs för tillförlitlig tryck tät drift.
Felsökning av Vanliga Impregneringsproblem
Ofullständig penetration representerar det vanligaste impregnerings fel läget, vilket vanligt vis beror på otillräcklig vakuum evakuering eller kontaminering som blockerar por åtkomst. Diagnostiska procedurer inkluderar sektions test prover för att verifiera harts penetrations djup och distributions mönster analys.
Yt fläckar uppstår ibland när harts blöder från under ytans porositet under härdnings progression. Detta problem indikerar vanligt vis sammankopplad porositet som sträcker sig till komponent ytor, vilket kräver utökade evakuerings tider eller flera impregnerings cykler för fullständig tätning.
Härdnings inhibering kan bero på yt kontaminering eller inkompatibla material i kontakt med ohärdat harts. Silikon föreningar visar sig vara särskilt problematiska, vilket kräver fullständig borttagning före bearbetning. Test protokoll inkluderar härdnings verifiering på test kuponger som bearbetas tillsammans med produktions komponenter.
| Problemsymptom | Sannolik orsak | Diagnostisk metod | Korrigerande åtgärd |
|---|---|---|---|
| Läckage efter härdning | Ofullständig penetration | Sektionsanalys | Förlängd evakueringstid |
| Ytlig missfärgning | Porositet under ytan | Färgpenetranttestning | Flera impregneringscykler |
| Ingen indikation på härdning | Kontaminering/inhibering | Utvärdering av testkupong | Förbättrat rengöringsprotokoll |
| Variabla resultat | Processinkonsistens | Statistisk processkontroll | Parameterstandardisering |
Framtida Utveckling och Tekniktrender
Avancerad harts kemi fortsätter att utvecklas mot högre temperatur kapacitet och förbättrad kemisk resistens. Nya formuleringar under utveckling lovar drift temperatur intervall som sträcker sig till 200 ° C samtidigt som de bibehåller de selektiva härdnings egenskaperna som är väsentliga för effektiv impregnering.
Process automatisering innehåller alltmer real tids övervakning och adaptiva kontroll system. Dessa utvecklingar inkluderar kontinuerlig vakuum nivå övervakning, automatisk harts nivå kontroll och integrerad läckage test verifiering inom bearbetnings utrustning med en enda station.
Additiv tillverknings integrering presenterar nya möjligheter eftersom 3D-utskrivna hydrauliska komponenter ofta uppvisar porositet som kräver tätnings behandling. Kombinationen av formsprutningstjänster med efter bearbetnings impregnering skapar nya möjligheter för komplex hydraulisk komponent produktion.
Nanoteknik applikationer utforskar införlivandet av nanopartiklar i impregnerings hartser för att förbättra mekaniska egenskaper och ge själv läkande egenskaper under cykliska belastnings förhållanden. Dessa avancerade formuleringar är fortfarande i utvecklings stadier men visar löfte om att förlänga komponent livs längden i krävande hydrauliska applikationer.
Vanliga Frågor
Vilka tryck nivåer kan vakuum impregnerade hydrauliska gjutgods tåla?
Korrekt impregnerade hydrauliska gjutgods tål vanligt vis tryck upp till 350 bar i kontinuerlig drift, med spräng tryck som överstiger 525 bar. Den faktiska tryck kapaciteten beror på bas gjutgodsets integritet, harts penetrations fullständighet och komponent geometri. Test protokoll verifierar prestanda vid 1,5 gånger driftstrycket för kvalificerings godkännande.
Hur lång tid tar vakuum impregnerings processen för hydrauliska komponenter?
Fullständig vakuum impregnering kräver vanligt vis 4-8 timmar inklusive evakuering, impregnering och initiala härdnings faser. Evakuerings tiden sträcker sig från 15-60 minuter beroende på komponent storlek och porositet svårighets grad. Harts härdning kräver ytterligare 2-4 timmar före hantering, med fullständig egendoms utveckling uppnådd inom 24-48 timmar vid rums temperatur.
Kan tidigare bearbetade hydrauliska gjutgods impregneras framgångsrikt?
Ja, bearbetade gjutgods kan impregneras effektivt förutsatt att noggrann rengöring tar bort alla bearbetnings vätskor och föroreningar. Rengörings protokollet måste inkludera ång avfettning och alkalisk tvättning för att säkerställa fullständig kontaminerings borttagning. Framgångs frekvensen för bearbetade komponenter närmar sig den för obearbetade gjutgods när korrekta ytbehandlings procedurer följs.
Vad händer om vakuum impregnering misslyckas med att täta alla läckage vägar?
Misslyckad impregnering kan ofta upprepas efter att ha identifierat och korrigerat grund orsaken. Vanliga korrigerande åtgärder inkluderar utökade rengörings cykler, längre evakuerings tider eller alternativt harts val. Komponenter som visar partiell framgång kan kräva flera impregnerings cykler med successivt lägre viskositet hartser. Cirka 85-95% av impregnerings försöken uppnår godtagbara resultat vid första bearbetningen.
Hur påverkar harts härdningen efterföljande bearbetnings operationer?
Härdade anaeroba hartser bearbetas på samma sätt som bas aluminium legeringen, vilket vanligt vis inte kräver några speciella verktyg eller parameter justeringar. Harts hårdheten (Shore D 75-85) är kompatibel med standard hård metall verktyg som används för aluminium bearbetning. Kylmedels valet bör undvika vattenbaserade vätskor som kan mjuka upp det härdade hartset under utökade bearbetnings operationer.
Vilka kvalitets certifieringar gäller för vakuum impregnerings processer?
Vakuum impregnerings processer fungerar vanligt vis under ISO 9001 kvalitets lednings system, med flyg-och rymd applikationer som kräver AS9100-certifiering. Process validering följer ASTM-standarder inklusive D471 för kemisk kompatibilitet och lämpliga läckage testnings standarder som ISO 3530. Dokumentations kraven inkluderar process parametrar, harts sats spårbarhet och läckage test verifierings poster.
Finns det miljö-eller säkerhets problem med vakuum impregnerings hartser?
Moderna anaeroba hartser har minimal miljöpåverkan när de hanteras och kasseras på rätt sätt. Vattenbaserade formuleringar eliminerar utsläpp av flyktiga organiska föreningar under bearbetning. Säkerhets överväganden inkluderar standard kemiska hanterings protokoll, adekvat ventilation under bearbetning och korrekt bortskaffande av avfalls material i enlighet med lokala miljö bestämmelser. De flesta anaeroba hartser är icke-farliga när de härdas.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece